





Ukázali jsme vám už spoustu způsobů postprocessingu 3D tisku. Třeba broušení a leštění nebo tmelení, broušení a lakování a dokonce i následné zpracování pomocí chemikálií. Tentokrát sice budeme modely opět koupat v chemikáliích, ale přistoupíme k tomu úplně jinak. Pokusíme se totiž 3D tištěné kousky upravit tak, aby vypadaly jako celokovové s hezky lesklým povrchem. Pustíme se do galvanického pokovování!
Ano, vidíte dobře – dokonale kovový povrch nebudeme napodobovat pouhým barvením. Použijeme skutečný kov a kromě skvělého vzhledu dodáme modelům i další kovové vlastnosti, jako je vysoká odolnost proti opotřebení a správně studený, těžký kovový pocit na dotek a pohled. Připravte se, pracovní postup bude tentokrát trochu složitější, a i tenhle článek vám zabere trochu dýl, než jen polední pauzu na kafe.
Galvanické pokovování je teoreticky zábava, ne?
Pokud nevíte nic o teorii toho, jak galvanické pokovování funguje, pravděpodobně jste byli během přednášek na střední škole nemocní nebo jste to po těch letech prostě zapomněli. Tady se ale zaměříme na praktickou stránku, takže pokud vám chybí nějaké základní znalosti, můžete si přečíst článek o základním principu galvanického pokovování na Wikipedii. Ještě jednou zdůrazníme, že tento typ následného zpracování je jedním z nejnáročnějších. Některé online videotutoriály (například ten od Hen3Drika) ho podávají tak trochu jako procházku růžovým sadem – ale přinejmenším nám dal celý postup dost zabrat. Mějte proto na paměti, že budete potřebovat trochu trpělivosti a tolerance vůči frustraci, protože výsledky pravděpodobně nebudou hned dokonalé. Navíc je důležité zmínit, že výtisky z FDM tiskáren nemusí být pro galvanické pokovování zrovna ideální. Jejich povrch není dokonale hladký, a když výtisk ponoříte do roztoku elektrolytu, kapalina může začít prosakovat do výtisku a to může působit nejrůznější potíže. A teď než začneme, ještě jedna poznámka: Pro nás je tento projekt taková zábavná bokovka, kterou jsme si chtěli vyzkoušet, jak to vůbec funguje. Všechny naše znalosti a zkušenosti, které jsme tu získali se sice budeme snažit předat co nejlíp, ale na tohle nejsme odborníci. Pokud se o galvanickém pokovování 3D výtisků toužíte dozvědět víc, určitě se koukněte na Hen3Drikův kanál – on je v tomhle oboru opravdovým mistrem. 🙂

Bezpečnost na prvním místě
Než vám ukážeme, se kterými chemikáliemi budeme pracovat, je důležité si povědět jak s nimi zacházet bezpečně. Míra potřebné opatrnosti se sice liší mezi jednotlivými sloučeninami, ale tohle je rozhodně jeden z těch případů, kdy je lepší to s bezpečností (obzvlášť tou osobní) přehnat, než něco opomenout. I když možná kompletní protichemický „atombordel“ je už trochu moc.
Vlastně si docela vystačíte s výbavou, kterou byste použili při práci s SLA resiny nebo airbrushem: rukavice, ochrana očí, a dopuručujeme také respirátor s aktivními chemickými filtry, kterému se občas taky říká polomaska. Všechno z toho je k sehnání v obchodech, které prodávají ochranné potřeby pro malíře atp. A nenechávejte veškerou ochranu dýchacích cest jen na respirátoru – pracujte v dobře větraném prostoru, který si pro tenhle projekt vyhradíte. Například v garáži nebo dílně. Nebudeme sice pracovat s obohaceným uranem, ale i tak jsou tyhle bezpečnostní opatření a výbava námi doporučované minimum.

Nákupní seznam
Dobrá, to bychom měli poučení o bezpečnosti a teď se můžeme dát do práce. Žádný projekt se neobejde bez materiálů, a pokud se vám náhodou nepovalují doma, budete je muset koupit. Tady je seznam věcí, které jsme si pro naše pokusy pořídili:
- Laboratorní plášť, ochranné brýle, rukavice (gumové) a polomasku (viz výše)
- SLA 3D tiskárnu (resinovou); 3D tiskárny jako SL1S SPEED jsou nejvhodnější, protože chcete co nejhladší povrch výtisku k pokovení
- Airbrush – stačí libovolný, třeba klidně nějaký levný nebo z druhé ruky
- Vodivou barvu(měděnou, stříbrnou, grafitovou…) – doporučujeme měď a o podrobnější důvody proč se podělíme za chvíli
- Odmašťovadlo – doporučujeme galvanické od Tifoo
- Elektrolytický roztok – ten se bude lišit případ od případu a detaily se opět dozvíte za chvíli, dál v článku
- Elektrody – volba záleží na použitém roztoku, my jsme použili měď a nikl
- Dráty a svorky
- Galvanický štětec (nebo „pero“ pro galvanické pokovení)
- Laboratorní zdroj el. napětí nebo daleko levnější náhradu vyrobenou z PSU MK3S+ a měniče napětí – viz níže
- Brusný papír hrubosti 1000-2000, leštící pastu a kousek látky
- (není nutné ale pomůže) Improvizované rotační zařízení. Buď Rotajig nebo to, které jsme si vyrobili my z kartáčového motoru a pár 3D tištěných komponent (popisek najdete na printables)
- Netkanou textilii
- Nádobu dostatečně velkou pro váš projekt (průhledná plastová krabice, akvárium atd.). Pro jistotu nejprve použijte malé množství kapaliny (elektrolytu) a zkontrolujte, zda s materiálem nádoby (výplní, barvou, základovou barvou…) nějak nereaguje.
Elektronika
Pro galvanické pokovování potřebujete stabilní napájení. Nejjednodušší je pořídit si laboratorní zdroj, ale my bychom vám rádi ukázali levnější řešení. Všechno co budete potřebovat je silnější stejnosměrný zdroj (zdroj MK3S s výkonem 240 W funguje perfektně) a tenhle levný měnič. Tahle sestava sice nebude proud dodávat tak precizně a stabilně jako laboratorní zdroj, ale na jednoduché domácí pokovování stačí.
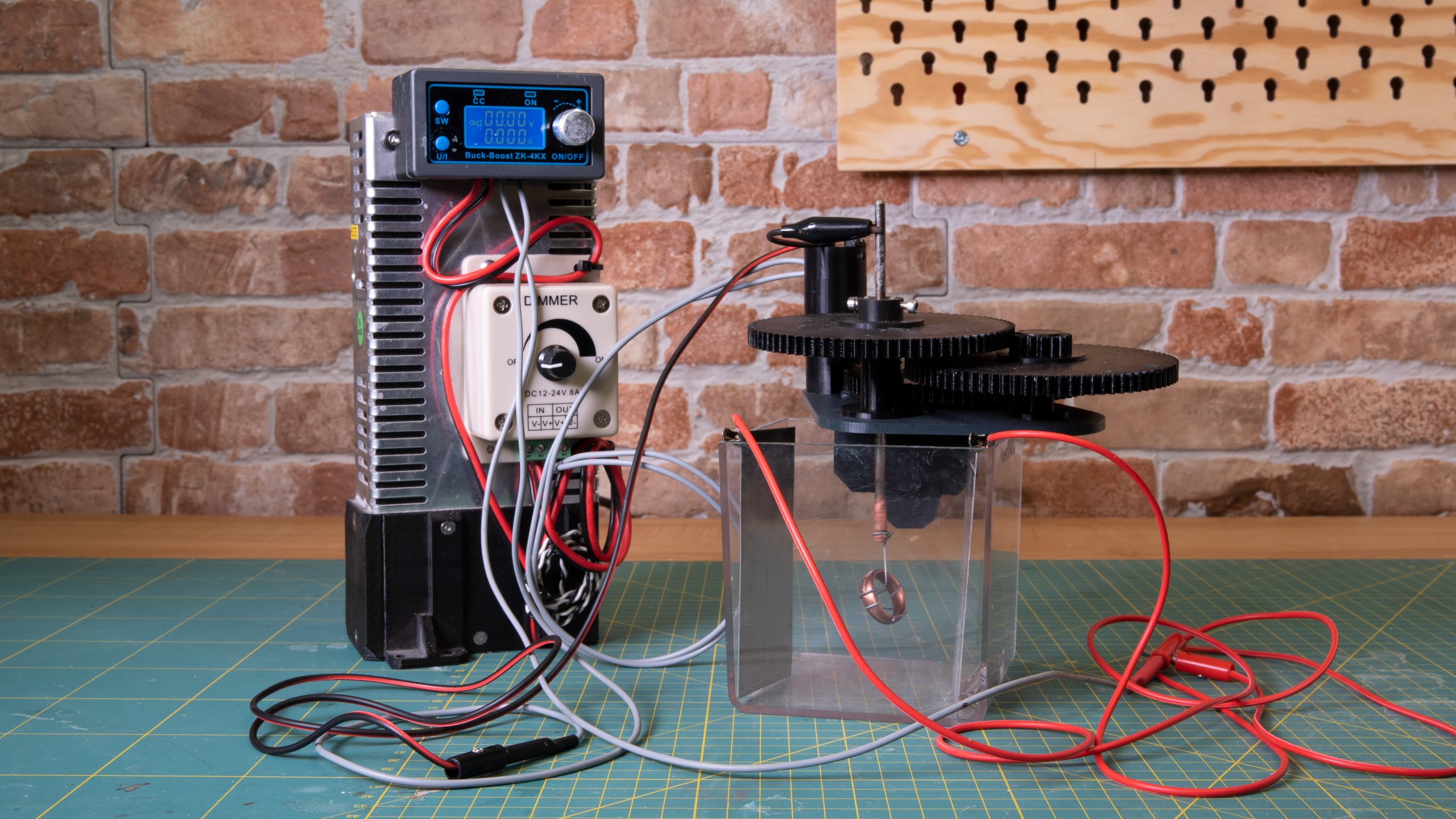
Naše pokovovací sestava
Další věc kterou si můžete experimenty s pokovováním usnadnit je pořídit si něco, co vám bude modelem v lázni otáčet. Tím se vrstva kovu rozprostře tak rovnoměrně, jak to jen půjde. Nejlepší je si postavit Rotajig od Xenoarcha, ale vystačíte si i s něčím, co si postavíte ze zásob doma. My jsme prostě použili levný stejnosměrný motor a přidali k němu ovladač rychlosti (potenciometr) a pár 3D tištěných komponent. Není to sice tak dobré jako Rotajig, ale účel to splňuje. Všechno o tomto zařízení najdete na Printables.com. Ujistěte se, že máte správnou tloušťku kabelů. Větší modely potřebují vyšší napětí a to znamená, že budete potřebovat silnější vodiče. Pomoct vám může tahle kalkulačka.
Elektrolyty a elektrody
Tohle je souprava kterou jsme koupili a otestovali. Doporučujeme použít stejnou kombinaci, ale určitě existují i jiné varianty – všechny jsme netestovali. Jako nejlepší způsob jak dosáhnout silné a odolné vrstvy se nám osvědčilo začít mědí a tu použít jako něco na způsob podkladové barvy. Ze všech kovů je také asi nejlevnější a snadno s ní vyrobíte poměrně silné vrstvy. Budete potřebovat roztok pro pokovování mědi a měděné anody. Mějte na paměti, že pro různá použití existují různé elektrolyty a k těm je zapotřebí mít i správné elektrody a vodivou barvu. My jsme zvolili kyselý lesklý měděný elektrolyt, který si rozumí jak s měděným nátěrem, tak elektrodami.
A když se vám podaří hezká vrstva mědi, můžete pokračovat tenčí vrstvou niklu nebo chromu – oba tyto kovy dají modelu studený odstín (ve smyslu studené vs. teplé odstíny barev) a mohou být buď samy o sobě poslední vrstvou nebo oddělovat spodní vrstvu (měď) od té opravdu finální vrchní a sloužit jako podklad pro ni. Nikl a chrom se dají aplikovat jak v lázni, tak pomocí galvanického štětce (nejlépe se hledá pod anglickým názvem galvanic brush). Pokud zvolíte lázeň, niklové anody fungují dobře pro oba kovy. Pro použití galvanického štětce dobře funguje grafitová anoda.
No a závěrem celého procesu – ten opravdu nejluxusnější povrch dostanete, když jako poslední vrstvu aplikujete vzácné kovy, jako například zlato, stříbro nebo palladium. Nikoho asi nepřekvapí, že tyhle kovy se můžou opravdu prodražit – obzvlášť pokud se rozhodnete si koupit zlatý elektrolyt. Proto doporučujeme koupit galvanický štětec s grafitovou anodou (nebo galvanickéí pero) a s jeho pomocí drahý kov aplikovat jen v tenkých vrstvách.

Galvanický štětec (tampon/pero) a zlatý elektrolyt
Pro některé elektrolyty může jako anoda fungovat několik různých materiálů. Výrobci (jako například Tifoo) obvykle uvádějí doporučované anody a další vlastnosti v popisu jejich jednotlivých produktů. Při výběru anod je taky dobré mít na paměti to, že čím větší je plocha anody, tím hladší a rovnoměrnější bude i výsledná pokovená plocha. Nicméně větší anody mohou vyžadovat vyšší hodnoty napětí a proudu.
A nesmíte zapomenout, že některé kovy při styku s jinými vytvoří galvanický článek. Pokud k tomu dojde, vede to ke korozi a celkově nehezkému vzhledu výsledného výrobku. A to je důvod, proč může být nutné aplikovat separační vrstvu kovu, který se svými sousedy nijak nereaguje. Například zlato se nesmí aplikovat přímo na měděný povrch a potřebuje separační vrstvu niklu nebo chromu. Pokud si nejste jistí kombinací kterou se chystáte použít, možná vám pomůže tenhle článek o galvanické korozi.
Správný proud a napětí
Ty jsou na celém procesu to zdaleka nejzáludnější. Nastavení nesprávného proudu a napětí může mít za následek ošklivý povrch plný nedokonalostí anebo taky může zničit celý váš projekt. Většina našich testů při hledání správné hodnoty selhala, ale o tom až později. Připravte se na spoustu pokusů a omylů, protože správné hodnoty napětí a proudu se pro různé kovy a roztoky liší. Proud se taky dá nastavit podle plochy pokovovaného modelu (tu vám spočítá například Blender). Hodnoty proudu a napětí jsou sice obvykle udávány výrobcem elektrolytu, ale podle našich zkušeností je stejně nutné je ozkoušet a poupravit. Pro měděnou základní vrstvu se doporučuje začít pozvolna, na hodnotě kolem 0.2 V, počkat 30-60 minut, pak hodnoty navýšit a počkat další plus mínus hodinu. Až se dostanete na optimální hodnoty, začne se povrch modelu konečně hezky lesknout. Čím dýl ho pak v lázni necháte, tím tlustší bude vrstva kovu. Pokud se vám na povrchu modelu objeví vady (hrboly nebo tmavé fleky), nebo v lázni bublinky, je proud příliš silný. Naše sestava umožňuje napětí nastavit minimálně 0,5 V. Nicméně i o něco vyšší počáteční napětí nám fungovalo. Nikl a chrom se galvanickým pokovováním navrství za pár minut. Počáteční hodnoty můžete nastavit na 2V pro nikl a 6V pro chrom a postupně je zvyšovat, dokud se v lázni neobjeví bublinky. Jakmile je povrch pěkně lesklý, máte hotovo. Nebo můžete použít galvanický štětec. Nanášení závěrečných vrstev s galvanickým štětcem už naštěstí nevyžaduje moc testování a stačí nastavit hodnoty doporučené výrobcem.
Leštění
Pokud jste si doteď říkali, že to celé nevypadá až tak náročně, připravte na závěrečnou fázi: broušení a leštění. Samotný základní 3D výtisk, který budete chtít pokovit, by měl být co nejhladší. Na povrchu vzniklém galvanickým pokovením bude vidět opravdu každičký detail, škrábanec, viditelná vrstva nebo smítko prachu které vám na výtisku ulpí. Není to nějakou vadou při výrobním postupu ale prostě tím, jak galvanické pokovování funguje (stejně jako vám nic neodpustí povrch skutečného kovu nebo kovový nátěr). Mimo to vrstva, kterou budeme přidávat, má tloušťku pouhých několika mikrometrů, takže nemá jak sama o sobě vyrovnat a zahladit svůj podklad a schovat tím případné vady. Obrousit a vyleštit byste tedy měli jak povrch vašeho základního 3D výtisku, tak výsledný měděný povrch, který vám pokovením vznikne. Mějte na paměti, že budete potřebovat opravdu jemné smirkové papíry (hrubost přibližně od 800 do 2000 a budete postupně používat jemnější a jemnější) a leštící pasty. Nejlepších výsledků dosáhnete použitím metody mokrého broušení. Bližší detaily o leštění a broušení najdete v našem starším článku o průhledných součástkách.
Jak to funguje praxi?
Dobrá, teď tedy opusťme teorii a povězme si krásný příběh o kovu, který se zamiloval do plastu.Ten vychází ze skutečných událostí. Ano, je to pravda – zahráli jsme si na dohazovače a všem potížím navzdory jsme nakonec uspěli a dali tyhle dva milence dohromady s velkolepým výsledkem. Jo a mimochodem tomu všichni tleskali. Opět velice děkujeme Hen3Drikovi a jeho podrobným videonávodům, které nás silně inspirovaly.

Zleva doprava: výtisk z SLA nasprejovaný měděným lakem, mědí čerstvě pokovený prsten, vyleštěný mědí pokovený prsten, prsten pokovený niklem, a poslední – zlatem pokovený prsten
Dobrá, přiznáváme, že většina našich pokusů nedopadla zdaleka tak dobře, jak jsme chtěli. Galvanické pokovování 3D výtisků je opravdu velká výzva a najít optimální hodnoty vyžaduje obrovské množství času. Takže tady je shrnutí toho, co jsme se zatím (ne)naučili:
Příprava galvanického pokovování
Nejprve jsme si připravili a uspořádali všechny elektronické a mechanické součástky, které jsou potřebné pro galvanické pokovování v lázni. Není to sice raketová věda ale můžete zjistit, že potřebujete ještě vytisknout nějaké úchyty nebo spojovací prvky protože kabely se občas kroutí jako živé.
Pár rychlých tipů pro lepší výsledky:
- Vyrobte si z netkané textilie „návleky“ na elektrody. Budou fungovat jako filtr, který zachytí částečky co z anody můžou odpadnout. Bez těchto „návleků“ by částečky volně plovoucí v roztoku mohly způsobit vady na povrchu při další práci s ním.
- Před použitím z anod očistěte zoxidovanou vrstvu. Na to můžete použít jemný smirkový papír nebo ocelovou vlnu.
- Anody umístěte co nejdál od pokovovaného předmětu.
- Kladný pól vašeho zdroje napájení připojte k anodám a záporný pól k pokovovanému předmětu.
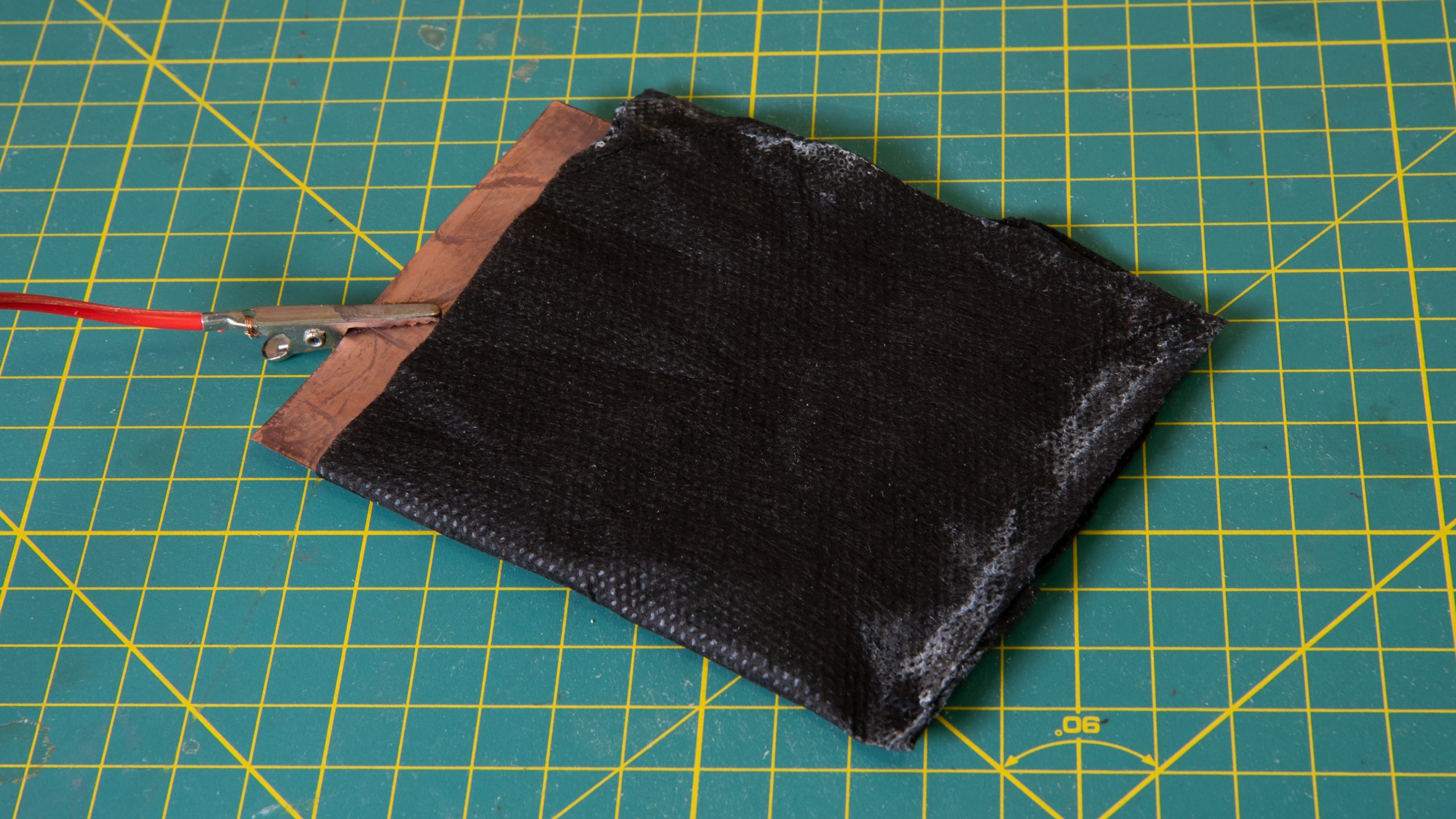
Měděná anoda v „návleku“ z netkané textilie. Návlek bude viset uvnitř nádoby a zabrání kontaminaci elektrolytu částečkami uvolněnými z anody.
Tisk a barvení
Jak už jsme zmiňovali, pro galvanické pokovování jsou nejvhodnější výtisky SLA tiskáren a ty jsme také použili při našich pokusech. Výtisky FDM (filamentových) tiskáren se sice dají teoreticky použít taky, ale jejich příprava na galvanické pokovení vyžaduje daleko víc povrchových úprav. Hlavně proto, že ve srovnání s SLA výtisky mají daleko více viditelných vrstev. My sami jsme, abychom byli upřímní, FDM výtisky nezkoušeli. Takže pokud jste ochotní trochu experimentovat (např. s tím, jestli na „zarovnání“ a uzavření povrchu modelu nebude stačit podkladová barva), dejte nám určitě vědět – na výsledky jsme velmi zvědaví! Jak už jsme řekli: pro dosažení nejlepších možných výsledků musí povrch modelu být dokonale hladký. Pokud se galvanické pokovení provede správně, zviditelní každý hrbol, škrábanec, nebo smítko prachu které na modelu zůstane. My jsme modely k nabarvení připravili broušením a leštěním. Ale než jsme začali nanášet barvu, jejich povrch jsme taky odmastili (galvanickým odmašťovadlem – najdete v „nákupním seznamu“ výše). Od té chvíle se na model nesmí sahat holýma rukama! Jakékoliv mastné otisky mohou zůstat (a zůstanou) viditelné.
A pokud sledujete náš návod krok za krokem, znovu připomínáme: při barvení a práci s chemikáliemi nezapomínejte na osobní ochranu a bezpečnost!

Čistý 3D výtisk (nalevo) a ta samá součástka nabarvená vodivým měděným nátěrem (napravo)
Pro nános barvy jsme použili airbrush aby výsledná plocha byla co nejhladší. Koupili jsme tři růzé druhy barev, abychom otestovali která z nich bude fungovat nejlépe. Ti, co nějak experimentovali s galvanickým pokovováním se shodují, že nejlepší výsledky mají ve většině případů s měděnou vodivou barvou. My jsme ale chtěli otestovat i některé další typy, proto jsme koupili měděnou, grafitovou a stříbrnou.

Výtisky nasprejované měděnou barvou a připravené na galvanické pokovení
Měděná vodivá barva – smíchali jsme měděnou vodivou barvu s acetonem v poměru 1:2, a to fungovalo velice dobře. Při nižším poměru acetonu by barva mohla zaschnout na jehle airbrushe nebo ve vzduchu, hned poté co opustí trysku. To se naštěstí dá snadno napravit tím, že prostě vyčistíte airbrush a barvu naředíte trochu víc. Úplně neředěná barva by při aplikaci airbrushem mohla dělat nerovnosti nebo k povrchu ani nepřilnout. Tyhle problémy nás při našich pokusech docela potrápily.
Grafitová vodivá barva – Ta, kterou jsme koupili, byla na vodní bázi a naředěná tak akorát pro nanášení běžným štětcem. Na airbrush ale moc vhodná nebyla – částečky v ní obsažené byly příliš hrubé a často ucpávaly trysku. Nanášení normálním štětcem ale bylo bez větších problémů a vodivost barvy byla dobrá. Pokovený povrch na ní dokonce byl o něco lesklejší než ten na měděné barvě, protože reagovala jinak při různě nastaveném napětí. Na pokoveném modelu byl ale vidět každý drobeček zaschlé barvy a každý tah štětce. Z nějakého důvodu nám na modelu také zůstalo pár tmavých fleků, na které se měděné pokovení nechytlo a to i s kompletně promíchanou a dobře rozetřenou barvou.
Stříbrná vodivá barva – Tahle byla taky na vodní bázi a vhodná pouze pro nanášení štětcem. Airbrush se nám ucpal při každém pokusu. Vodivost stříbra je pro galvanické pokovování sice dostačující, ale po nějáké době začla měď na stříbrné barvě korodovat takže tuhle kombinaci nedoporučujeme.

Měděná, stříbrná a grafitová barva
 Vodivé barvy po pokovení mědí. Zleva doprava: měděná, grafitová a stříbrná barva.
Vodivé barvy po pokovení mědí. Zleva doprava: měděná, grafitová a stříbrná barva.
Možná si teď říkáte: a co si takhle ušetřit práci s barvením modelu tím, že použiju vodivé filamenty nebo kovem plněné PLA? No, naneštěstí se to má tak, že základní kovem plněné filamenty nejsou vůbec vodivé (částečky kovu, které obsahují nejsou vůbec navzájem propojené) a vodivé filamenty jsou extrémně křehké a jejich vodivost je dost pochybná. A navíc povrch, výtisku z FDM tiskárny má do hladkého opravdu daleko, takže se vším tím dalším nutným broušením a jinými úpravami povrchu byste si nakonec moc práce neušetřili.
 Mědí plněný filament není vodivý, a je jedno jestli máte výtisk neupravený (napravo) nebo vyleštěný (nalevo)
Mědí plněný filament není vodivý, a je jedno jestli máte výtisk neupravený (napravo) nebo vyleštěný (nalevo)
Máčení v měděném elektrolytu a leštění
Nabarvený výtisk jsme omotali drátem. Výtisk v drátěné kleci pak funguje jako katoda. Drát by se měl výtisku dotýkat na několika místech tak, aby se zajistilo, že proud bude celou dobu procházet celým výtiskem. Nemějte obavy o to, že by drát nějak blokoval cestu kovu – výtiskem se musí během procesu otáčet, takže drát nezůstane na jednom místě.
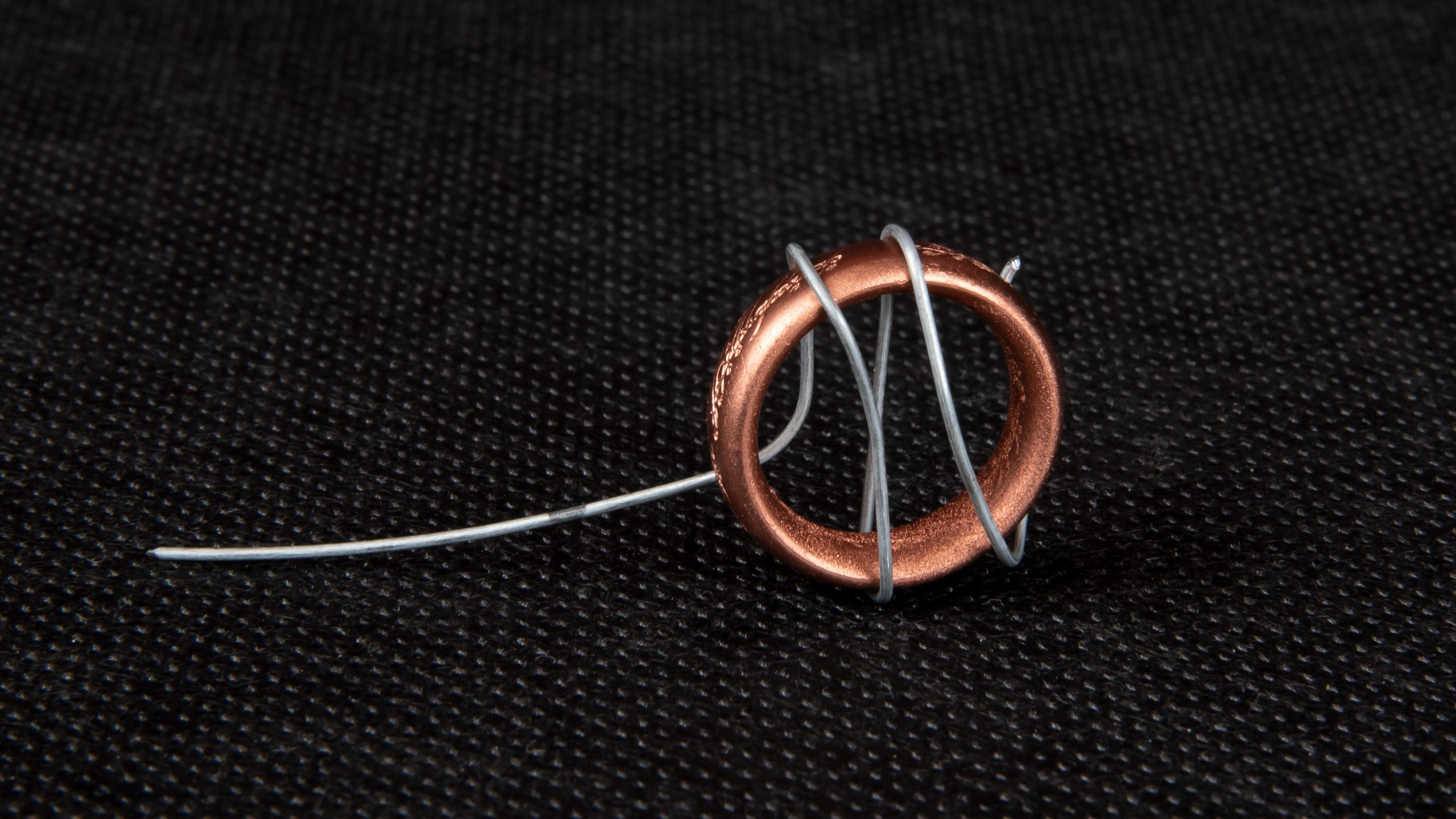
Nabarvený prsten v drátěné kleci.
A konečně se dostáváme k samotnému pokovení. Jak doporučujeme výše, začali jsme měděným elektrolytem a měděnými anodami. To nám na modelu vytvořilo relativně levný a rychlý základní povrch z mědi. Tedy… to jsme si aspoň mysleli. Nejprve jsme zkusili pokovit pár menších modelů – se smíšenými výsledky. Jeden z nich dopadl docela dobře a tak jsme postoupili k broušení a leštění a postupně se dobrali k docela hezkému výsledku. Ne perfektnímu, ale na náš první pokus nám to přišlo dobré.

Pak se nám to ale zvrtlo. Celý proces jsme zopakovali se stejným nastavením ale požadovaný výsledek se nedostavil. Zkusili jsme pokovit ještě několik výtisků s různými nastaveními ale na těch nám pokaždé vznikla dost hrubá a matná vrstva. Upřímně řečeno, neúspěch při pokusu vytvořit tu první, základní vrstvu kovu, je opravdu těžká zkouška trpělivosti. Každý kousek, který jsme zkusili pokovit nám zabral opravdu hodně času – s tiskem a vším tím nutným broušením, leštěním, nanášením barvy a samotným pokovením každý výtisk zabral nejméně 5 hodin.

Pár klasických chyb které jsme udělali při pokovování: vrstva měděné barvy byla příliš tenká a špatně naředěná, takže se nános při pokovování odloupnul (bílé fleky). Celkový vzhled je matný a hrubý – kvůli nevhodné kombinaci proudu, velikosti anod a špatně nanesené vrstvě nátěru. Tamvé fleky jsou pak výsledkem koroze. K té došlo kvůli špatnému omytí výtisku po samotném procesu pokovení.
Naštěstí ale nebylo vše ztraceno. Povrch sice nebyl nejlepší, ale vrstva mědi na něm byla, takže jsme mohli povrchovou úpravu „pouze“ vylepšit. Trocha broušení a leštění a měli jsme zase docela hezký výsledek. Mějte ale na paměti, že vrstva kovu je opravdu tenká, takže příliš hrubé broušení v ní může udělat praskliny a celou vrsvtu kompletně zničit. Buďte tedy opatrní.

Mědí pokovené součástky před vyleštěním.

Mědí pokovené součástky po troše leštění.
Pokud se rozhodnete proces sami vyzkoušet, tady je napětí se kterým jsme měli dobré výsledky (tedy alespoň jeden výsledek). Nicméně jak jsme už zmiňovali, napětí a proud se mohou lišit v závislosti na modelu, anodách, objemu lázně, podle typu elektrolytu atp. Opravdu si budete muset sami udělat pár testů.
- Nastavte 0.5V po dobu 1 hodiny
- Zvyšte na 0.7V a ponechte 1 hodinu
- Zvyšte na 1-1.2V a ponechte 4 hodiny
- Po dokončení opláchněte destilovanou vodou
Modelem v kleci z měděného drátu občas pohněte. Vyhnete se tak tomu, aby se drát na kovový povrch modelu přivařil.
Modelem v lázni také pomalu otáčejte (sem-tam pokud nemáte rotační zařízení a děláte to rukou).
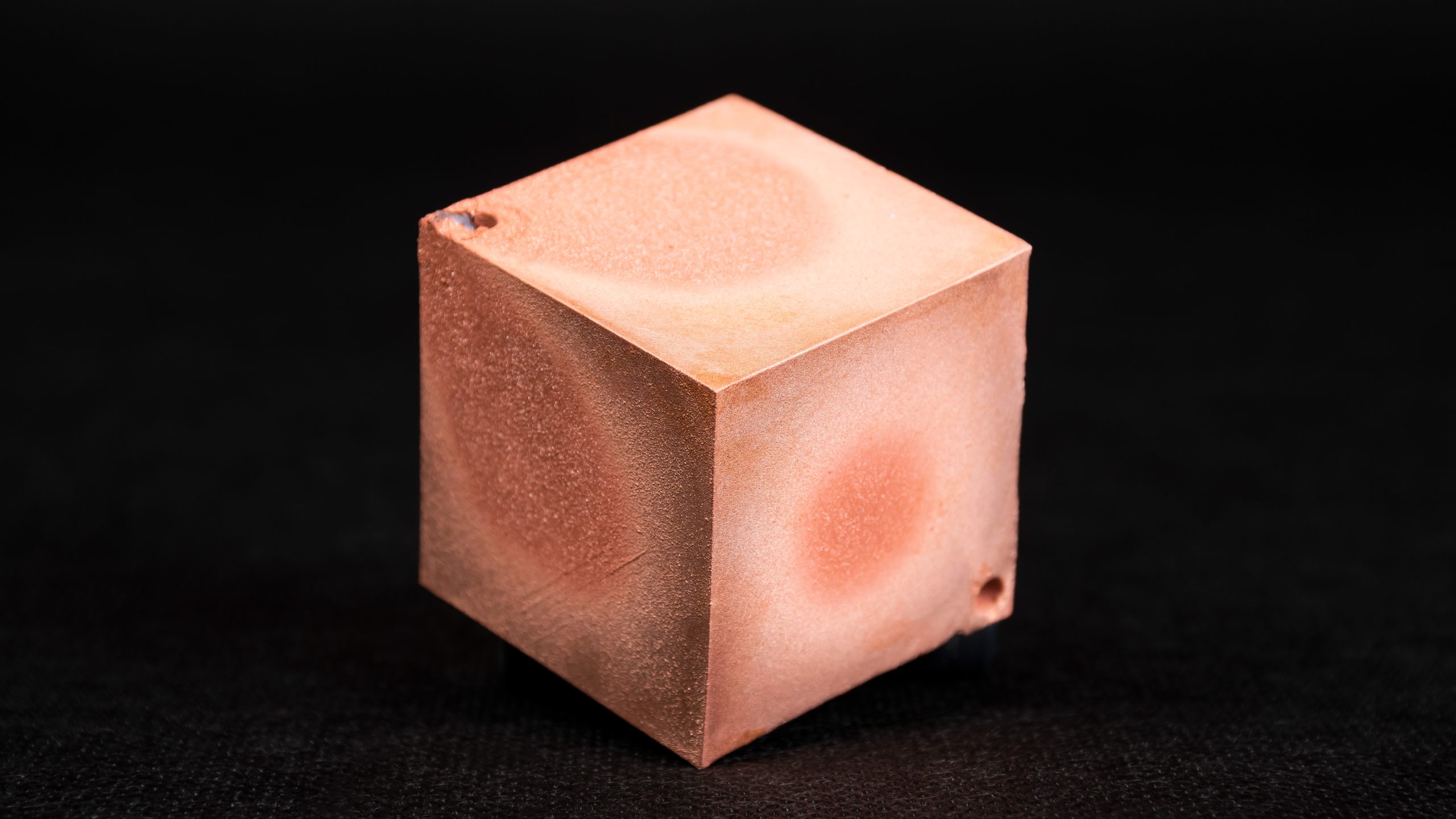
Zkusili jsme i nastavení hodnot na základě vypočítaného povrchu modelu. Lesklý měděný elektrolyt by měl fungovat v rozmezí 1-7A/dm2. Vytiskli jsme tedy kostku o povrchu co nejbližším 1 dm2 a nastavili odpovídající hodnoty (1A a pomalé navýšení až na 4A, což je maximum pro náš zdroj napájení). Opět jsme ale dostali hrubý, matný povrch. Jen kolem hran byl trochu lesklejší, ale stejně to pořád nebylo to, co jsme chtěli. Doporučujeme tedy experimentovat spíš s úpravami napětí.
Nakonec jsme se na věc podívali opravdu podrobně a kriticky a došlo nám, že jsme asi povrch v první řadě špatně nabarvili. Stejný problém se opakoval na modelech u várky, na kterou jsme použili stejně namíchanou barvu, nezávisle na použitém napětí a proudu. Z toho důvodu si myslíme, že barva nebyla dostatečně zředěná a vytvořila na povrchu řadu nedokonalostí, které jsme podcenili. K tomu jsme navíc nevypočítali povrch měděné elektrody a nejspíš tak použili elektrody daleko větší, než bylo pro náš test vhodné. To nám a celé věci určitě nepomohlo.
Odmašťování
Konečně máme ten nejproblémovější krok za sebou! Výtisk jsme obrousili a byli jsme rádi, že nebyl kompletně na odpis. Znovu jsme ho odmastili galvanickým odmašťovačem (na pár minut jsme ho do něj namočili) a pokračovali v pokovování.
Namáčení v další elektrolytech a leštění
Vyleštěný měděný povrch sice vypadal hezky už teď sám o sobě ale my jsme chtěli hezky blyštivý, stříbřitý nebo chromový. Aby jsme toho dosáhli, aplikovali jsme další vrstvy. Proces byl víceméně stejný jako s mědí, jen o dost rychlejší. Pro čistě vizuální úpravu povrchu si vystačíte s opravdu tenkou vrstvou (i při pokovení zlatem). Tady je souhrn našeho postupu při aplikaci niklového pokovení pro všechny naš zbylé modely:
- Nastavte 2V a sledujte povrch modelu. Pokud se objeví bublinky a model začne být hezky lesklý, nechte napětí jak je.
- Pokud bublinky nevidíte, pomalu zvyšujte napětí.
- Pokud povrch začne tmavnout, ztrácet lesk a bublinek je kolem příliš mnoho, napětí je moc vysoké.
- Modelem čas od času pohněte, abyste předešli tvorbě svárů a stínů od anod.
- Přestaňte po 5-10 minutách.
- Po dokončení procesu model důkladně opláchněte destilovanou vodou
Teď se barva modelu změnila na stříbřitou, ale o trochu víc matnou. Ale vzhledem k tomu, že jsme aplikovali jen velice tenkou vrstvu niklu, nemuseli jsme nic brousit a povrch stačilo jen rychle přeleštit.

Správně obroušené a vyleštěné pokovené prsteny – mědí, niklem a nakonec i zlatem
Pokovení posledních detailů galvanickým štětcem
Závěrem jsme jako poslední vrstvu aplikovali zlato pomocí galvanického štětce a zlatého elektrolytu. To nám ušetřilo spoustu materiálu (a tím i peněz). Galvanický štětec pracuje s vyššími hodnotami proudu a je těžsí ho nastavit špatně. My jsme použili následující konfiguraci:
- Anoda (například drát se svorkou) se dotýká povrchu modelu
- Galvanický štětec (pero) funguje jako katoda a jeho obal (tampon) je nasáklý zlatým elektrolytem
- Napětí: 7 V (pro zlatý elektrolyt)
- Po skončení procesu opláchněte destilovanou vodou
Galvanické pero s ostrým hrotem (nebo nějakým malým knotem) by bylo lepší pro práci na menších předmětech a plochách – například špercích.
Likvidace odpadu a životnost elektrolytu
Ještě jeden, opravdu poslední krok. Pracujeme totiž s toxickými chemikáliemi. To znamená, že tenhle krok nejen představuje možné zdravotní riziko ale je i toxický pro životní prostředí. Chemikálie nevyhazujte do smíšeného odpadu! (ne, ani „jen“ papírové utěrky které jste na ně použili) A ani je nevylévejte do dřezu nebo umyvadla. S odpadem vždycky zacházejte jako s toxickým. Dejte ho do uzavřeného obalu a zbavte se ho jako jiných nebezpečných chemikálií. A možná byste taky mohli chtít vědět, jaká je životnost elektrolytů. Upřímně – to my nevíme. Ty naše vystačily přinejmenším na naše testy a výrobce uvádí, že vyčerpání elektrolytického roztoku se dá poznat podle pomalejší tvorby kovové vrstvy. A pokuď použijete měděný elektrolyt spolu s měděnými anodami (nebo jinou kombinaci kovů se shodnými roztoky), životnost elektrolytu by měla být opravdu dlouhá, protože kov z anod se bude pomalu rozpouštět do roztoku. Nicméně i tak se postupem času znečistí a příměsi v něm obsažené se vyčerpají.
A konečný výsledek:
Zvládli jsme to! Konec, hotovo… podívejte se jak úžasně to vypadá! Věřili byste, že tenhle prsten je plastový, tištěný na SLA tiskárně a ne vykovaný v ohni Hory Osudu?

Taky jsme vyrobili tenhle stylový světelný meč hraběte Dooku. Udělali jsme na něm spoustu chyb a nepodařil se nám tak dokonalý, lesklý povrch jako jsme chtěli mít… a místo toho nám vyšel tenhle starý, zkorodovaný a ošoupaný vzhled který taky vlastně vypadá skvěle.

Použité modely: The One Ring od Papp, Count Dooku’s Lightsaber od UnimatrixRed, Hamilton Standard aircraft propeller a Piaggio Stella P.IX od Vladimíra Kafky, a Pirates Of The Caribbean Aztec Gold Coin od Tobse
Tisku zdar!
Pro přidávání komentářů se musíte nejdříve přihlásit.