





Nous vous avons déjà montré de nombreux moyens de post-traitement, dont le ponçage et le polissage, et d’autres dont le remplissage, le ponçage et la peinture, et même le post-traitement chimique. Cette fois, nous baignons à nouveau les modèles dans des produits chimiques mais avec une approche complètement différente. Nous essaierons de faire en sorte que les pièces imprimées en 3D ressemblent à des pièces métalliques solides avec un brillant prononcé. C’est parti pour la galvanoplastie !
Tout à fait ! Nous n’imiterons pas la surface métallique parfaite simplement en la peignant. Nous allons utiliser du vrai métal et, outre une superbe apparence, nous donnerons aux modèles d’autres propriétés métalliques, comme une résistance élevée à l’usure et une sensation métallique froide et lourde appropriée. Préparez-vous, car le processus est un peu plus difficile cette fois, et l’article n’est pas non plus seulement une question de pause-café.
En théorie, la galvanoplastie est facile et amusante, n’est-ce pas ?
Si vous ne savez rien du fonctionnement théorique de la galvanoplastie, vous avez probablement été malade pendant les cours au lycée ou vous avez peut-être tout simplement oublié après toutes ces années. Ici, nous allons nous concentrer sur le côté pratique donc s’il vous manque quelques connaissances de base, vous pouvez lire l’article sur Wikipédia pour connaître les bases absolues des principes de la galvanoplastie.
Soulignons encore une fois que ce type de post-traitement est l’une des méthodes les plus compliquées. Certains des didacticiels vidéo en ligne (de Hen3Drik, par exemple) ont une ambiance très simple et optimiste, ce qui est bien, mais, au moins pour nous, tout le processus a pris un certain temps. Donc, encore une fois, gardez à l’esprit que vous aurez peut-être besoin d’un peu de patience et de tolérance à la frustration, car les résultats ne seront probablement pas parfaits tout de suite. De plus, il est important de mentionner que les impressions FDM ne sont peut-être pas idéales pour la galvanoplastie. Leur surface n’est pas parfaitement lisse et une fois que vous plongez l’impression dans la solution électrolytique, le liquide peut commencer à s’infiltrer dans l’impression, provoquant toutes sortes de problèmes.
Une dernière remarque avant de commencer : pour nous, il s’agit simplement d’un projet parallèle amusant car nous voulions savoir comment cela fonctionnait. Nous essayons de transmettre toutes nos connaissances et expériences, mais nous ne sommes pas des experts. Si vous souhaitez en savoir plus sur la galvanoplastie des impressions 3D, vous devez absolument contacter Hen3Drik – il est le maître en galvanoplastie. 🙂

La sécurité d’abord
Avant de vous montrer quels produits chimiques nous allons utiliser, il est important de mentionner la sécurité lorsque nous travaillons avec ces substances. Le niveau de prudence varie légèrement selon les différents produits chimiques – mais en cas de doute, « plus c’est plus », en ce qui concerne la protection individuelle (une combinaison complète contre les matières dangereuses pourrait cependant être un peu trop).
En fait, l’équipement que vous utiliseriez pour travailler avec des choses comme les résines SLA ou un aérographe vous conviendra parfaitement : des gants, des lunettes de protection et nous recommandons également un masque respiratoire avec filtres chimiques actifs, parfois appelé demi-masque. Vous pouvez vous les procurer dans les magasins proposant des équipements de protection pour peintres, etc. Ne comptez pas non plus entièrement sur une protection respiratoire et travaillez dans un endroit bien ventilé – une pièce dédiée, comme un garage ou un atelier, est préférable. Les produits chimiques avec lesquels vous allez travailler ne sont bien sûr pas de l’uranium enrichi, mais l’équipement de protection que nous venons de décrire constitue néanmoins un minimum recommandé.

Liste de courses
Très bien, vous avez été prévenu de la toxicité. Alors mettons-nous au travail. Il y a toujours une liste de choses que vous devez acheter pour chaque projet, alors voici ce que nous nous sommes procuré pour les expériences suivantes :
- Blouse, lunettes, gants, demi-masque (voir ci-dessus)
- Imprimante 3D, les imprimantes 3D SLA (à base de résine) telles que la SL1S SPEED fonctionnent mieux car vous visez la surface la plus lisse possible
- Aérographe – en gros, presque tous les appareils bon marché ou d’occasion feront l’affaire
- Peinture conductrice (cuivre, argent, graphite…) – nous recommandons le cuivre et nous partagerons plus de détails dans un instant
- Dégraissant – nous recommandons le dégraissant galvanique de Tifoo
- Électrolytes – ceci est spécifique à un cas, nous y reviendrons en détails plus loin dans cet article
- Électrodes – leur choix dépend des électrolytes, nous avons utilisé du cuivre et du nickel
- Fils et pinces
- Brosse galvanique (ou stylo galvanique)
- Alimentation électrique de laboratoire ou une variante beaucoup moins chère réalisée avec un bloc d’alimentation MK3S+ et un convertisseur élévateur – voir ci-dessous
- Papier de verre grain 1 000-2 000, pâte à polir et un morceau de tissu
- (facultatif) Dispositif rotatif improvisé, soit le Rotajig ou celui que nous avons réalisé avec plusieurs pièces imprimées en 3D et moteur brossé (voir la description sur printables)
- Tissu non tissé
- Cuve suffisamment grande pour votre projet (boîte en plastique transparent, aquarium, etc.).
Par mesure de sécurité, utilisez d’abord une petite quantité de liquide et vérifiez si le matériau plastique (ou l’apprêt/l’apprêt/la peinture) est vraiment inerte à son égard.
Électronique
Pour la galvanoplastie, vous avez besoin d’une alimentation stable. Le moyen le plus simple est de vous procurer une alimentation de laboratoire, mais nous aimerions vous montrer une solution moins chère. Tout ce dont vous avez besoin est une alimentation DC plus puissante (le bloc d’alimentation de la MK3S avec ses 240 W convient parfaitement d’ailleurs) et ce convertisseur élévateur bon marché. Elle ne fournira pas un courant aussi précis et stable qu’une alimentation de laboratoire, mais pour une simple galvanoplastie faite maison, elle suffit.
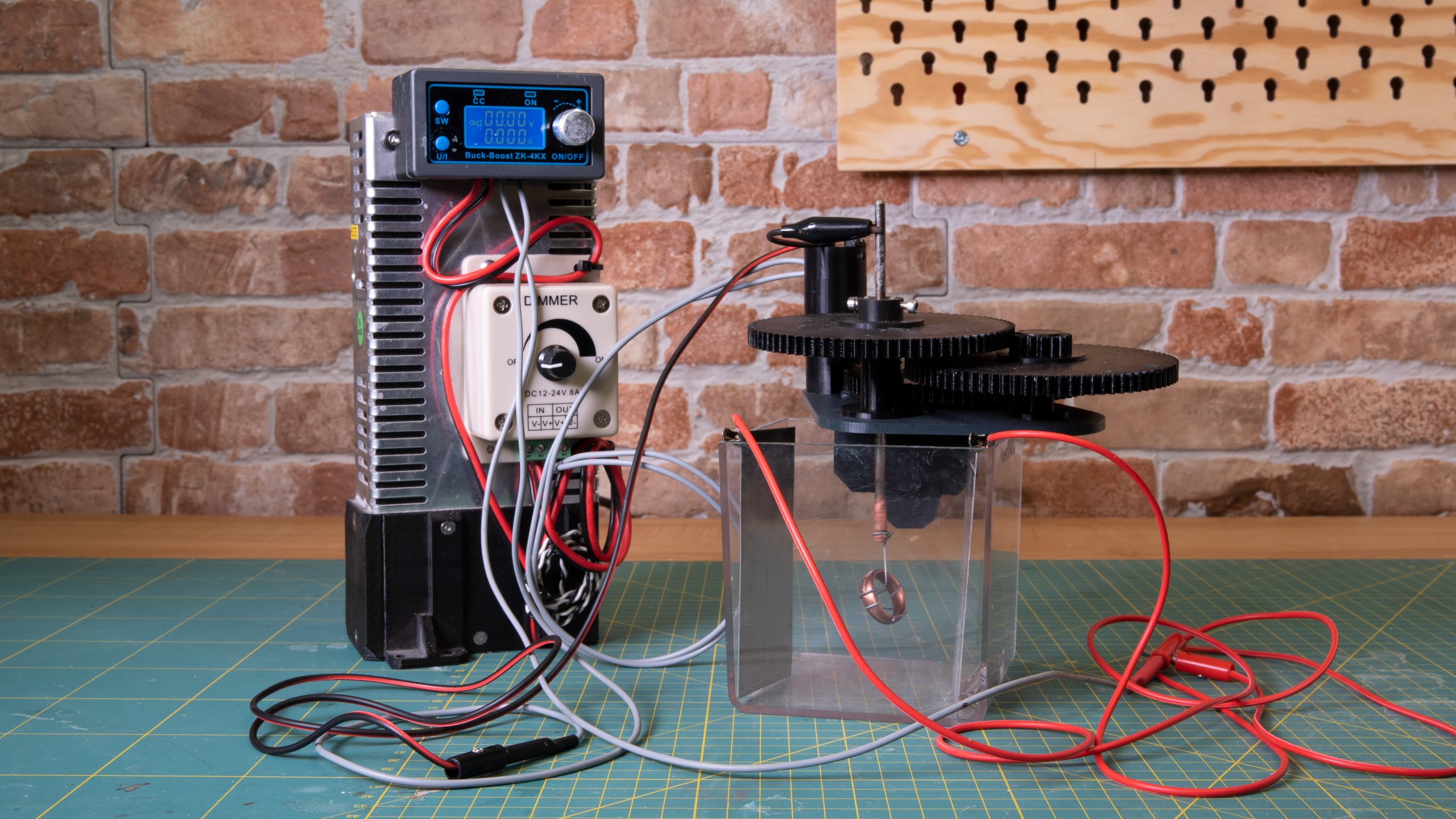
Notre installation de galvanoplastie
Comme prochaine étape facultative, vous aurez peut-être besoin de quelque chose pour faire pivoter le modèle à l’intérieur du bain. Cela aidera le métal à se propager aussi uniformément que possible. La meilleure façon est de construire unRotajig par Xenoarch mais vous pouvez aussi essayer de construire quelque chose à partir de déchets à la maison. Nous avons simplement réutilisé un moteur à courant continu bon marché et un contrôleur de vitesse et ajouté des pièces imprimées en 3D. Ce n’est pas aussi efficace que le Rotajig mais cela fonctionne. Vous pouvez tout trouver sur Printables.com.
Assurez-vous de choisir la bonne épaisseur de fil. Les modèles plus grands nécessitent un courant plus élevé, ce qui signifie que vous avez besoin de fils plus solides. Cette calculatrice pourrait être utile.
Électrolytes et électrodes
Voici la configuration que nous avons achetée et testée. Nous vous recommandons d’utiliser la même combinaison, mais il peut bien sûr exister d’autres méthodes – nous ne les avons pas toutes testées.
La meilleure façon d’obtenir la finition de surface épaisse et durable souhaitée est de commencer par le cuivre et utilisez-le comme une sorte d’amorce. Ce métal est probablement le moins cher et permet de réaliser des couches métalliques assez épaisses. Vous aurez besoin d’une solution de cuivre et d’anodes en cuivre. Gardez à l’esprit qu’il existe différents électrolytes à des fins diverses et que ceux-ci doivent correspondre aux électrodes et à la peinture conductrice. Nous avons choisi un électrolyte de cuivre acide brillant qui fonctionne bien avec le vernis cuivre et les électrodes.
Une fois que vous avez une belle surface en cuivre, vous pouvez continuer avec une fine couche de nickel ou de chrome – ces métaux donnent au modèle une belle teinte froide (comme dans les couleurs froides ou chaudes) qui peut être soit finale, soit servir de barrière entre la couche inférieure (cuivre) et la couche supérieure. Le nickel et le chrome peuvent être appliqués avec une brosse galvanique ou par trempage dans un bain électrolytique. Le bain électrolytique fonctionne avec des anodes en nickel pour les métaux et la brosse galvanique fonctionne bien avec une anode en graphite.
Enfin, vous pouvez obtenir la finition de surface la plus sophistiquée en appliquant des métaux rares, tels que l’or, l’argent ou le palladium. Ces éléments peuvent être coûteux, surtout si vous achetez une électrolyte d’or. C’est pourquoi nous vous recommandons d’acheter une brosse galvanique avec anode en graphite (stylo galvanique) et appliquez-la uniquement en fines couches.

Brosse galvanique et électrolyte en or
Pour certains électrolytes, plusieurs matériaux différents peuvent fonctionner comme anodes. Les fabricants d’appareils de galvanoplastie (comme Tifoo) mentionnent généralement les anodes recommandées et d’autres propriétés dans la description du produit. De plus, lors du choix des anodes, n’oubliez pas que plus la surface de l’anode est grande, plus la surface galvanisée sera lisse et uniforme. Cependant, des anodes plus grandes peuvent nécessiter une tension et un courant plus élevés.
Il faut aussi savoir que certains métaux forment une pile galvanique au contact d’autres métaux. Cela conduit à de la corrosion et à une mauvaise apparence générale. C’est pourquoi il peut être nécessaire d’appliquer une couche de séparation en métal qui ne réagit pas avec son voisin. Par exemple, l’or ne doit pas être appliqué directement sur la surface du cuivre et nécessite une couche de séparation en nickel ou en chrome. Si vous n’êtes pas sûr de la combinaison que vous envisagez d’utiliser, cet article sur la corrosion galvanique pourrait peut-être aider.
Le bon courant et la bonne tension
Il s’agit de loin de la partie la plus délicate de tout le processus. Un mauvais courant et une mauvaise tension peuvent donner lieu à une surface laide pleine d’imperfections et éventuellement ruiner l’ensemble de votre projet. La plupart de nos tests ont échoué lors de la recherche de la valeur correcte, mais nous y reviendrons plus tard.
Vous devriez être prêt à beaucoup de tests car la tension et le courant diffèrent selon les électrolytes et les métaux. De plus, le courant peut être réglé en fonction de la surface du modèle (vous pouvez la calculer dans Blender, par exemple). Les valeurs de courant et de tension sont généralement fournies par le fabricant de l’électrolyte, mais d’après notre expérience, cela nécessite de toute façon quelques tests et ajustements.
Pour la couche de base en cuivre, il est recommandé de démarrer en toute sécurité, avec des valeurs d’environ 0,2 V, d’attendre 30 à 60 minutes, puis d’augmenter les valeurs et d’attendre à nouveau environ une heure. Une fois que vous aurez atteint la valeur optimale, la surface commencera à devenir belle et brillante. Plus vous le laissez longtemps dans le bain, plus la couche s’épaissit. Si vous remarquez des imperfections (bosses ou taches sombres) en surface, ou des bulles dans le bain, le courant est trop fort. Notez que notre alimentation recommandée peut être réglée aussi bas que 0,5 V. Néanmoins, même une tension de démarrage légèrement plus élevée a fonctionné pour nous.
Le nickel et le chrome sont galvanisés en quelques minutes. Vous pouvez définir les valeurs de départ sur 2 V pour le nickel et 6 V pour le chrome et augmenter continuellement les valeurs jusqu’à ce que vous voyiez les bulles. Une fois que la surface est belle et brillante, c’est fini. Ou bien, vous pouvez utiliser la brosse galvanique.
Les couches finales avec la brosse galvanique ne nécessitent pas beaucoup de tests, il suffit de définir les valeurs recommandées par le fabricant.
Polissage
Si vous pensez que le processus n’a pas été si difficile et long jusqu’à présent, il est temps de se préparer pour la phase finale : le ponçage et le polissage. La pièce imprimée en 3D doit avoir la surface aussi lisse que possible. Chaque détail, chaque rayure, couche visible ou grain de poussière sera visible sur la surface galvanisée. C’est exactement ainsi que fonctionne la surface métallique (un vrai métal ou une peinture métallisée serait tout aussi impitoyable). De plus, la couche que nous ajoutons n’aura que quelques micromètres d’épaisseur, elle ne lissera donc pas à elle seule la fondation sous-jacente, ce qui signifie qu’elle ne cachera aucune imperfection. Vous devez poncer et polir à la fois la surface imprimée en 3D, puis également la surface cuivrée. Gardez à l’esprit que vous aurez besoin de papier de verre très fin (quelque chose comme un grain de 800-2 000, augmentant progressivement) et de pâtes à polir. Pour de meilleurs résultats, utilisez la méthode de ponçage humide. Pour plus de détails sur le polissage, vous pouvez consulter notre article précédent sur les pièces transparentes.
Comment cela fonctionne dans le monde réel ?
Très bien, laissons de côté la théorie et racontons une belle histoire sur le métal tombé amoureux du plastique. Cette histoire est basée sur des événements réels. C’est vrai, nous étions les entremetteurs et malgré tous les ennuis, nous avons finalement réussi à mettre ces deux amants ensemble de manière spectaculaire. D’ailleurs, tout le monde applaudissait. Encore une fois, nous adressons un grand merci à Hen3Drik et ses tutoriels vidéo détaillés qui nous ont grandement inspirés.

De gauche à droite : impression SLA pulvérisée de vernis cuivre, bague fraichement cuivrée galvanisée, bague cuivrée galvanisée polie, bague nickelée galvanisée, bague finale dorée
Très bien, soyons honnêtes. La plupart de nos tentatives ne se sont pas terminées comme nous le souhaiterions. La galvanoplastie des impressions 3D est vraiment un défi et trouver les valeurs optimales nécessite énormément de temps. Voici donc ce que nous avons (pas) appris jusqu’à présent :
Configuration de galvanoplastie
Dans un premier temps, nous avons préparé toutes les pièces électroniques et mécaniques nécessaires à la galvanoplastie dans une cuve. Ce n’est pas sorcier, mais vous découvrirez peut-être que vous devrez peut-être imprimer en 3D des attaches et des raccords, car les câbles agissent parfois comme s’ils étaient vivants. Voici quelques conseils rapides pour de meilleurs résultats :
- Fabriquez des « mitaines » en non-tissé et placez-les sur les électrodes. Elles fonctionneront comme un filtre qui captera toutes les particules tombant de l’anode. Sinon, les particules flottant dans l’électrolyte pourraient provoquer des imperfections de surface lors du prochain projet.
- Nettoyer la surface oxydée des anodes avant de les utiliser. Vous pouvez utiliser de la laine d’acier ou du papier de verre fin.
- Placez les anodes aussi loin que possible du modèle galvanisé.
- Connectez le pôle positif de votre alimentation aux anodes et le pôle négatif au modèle galvanisé.
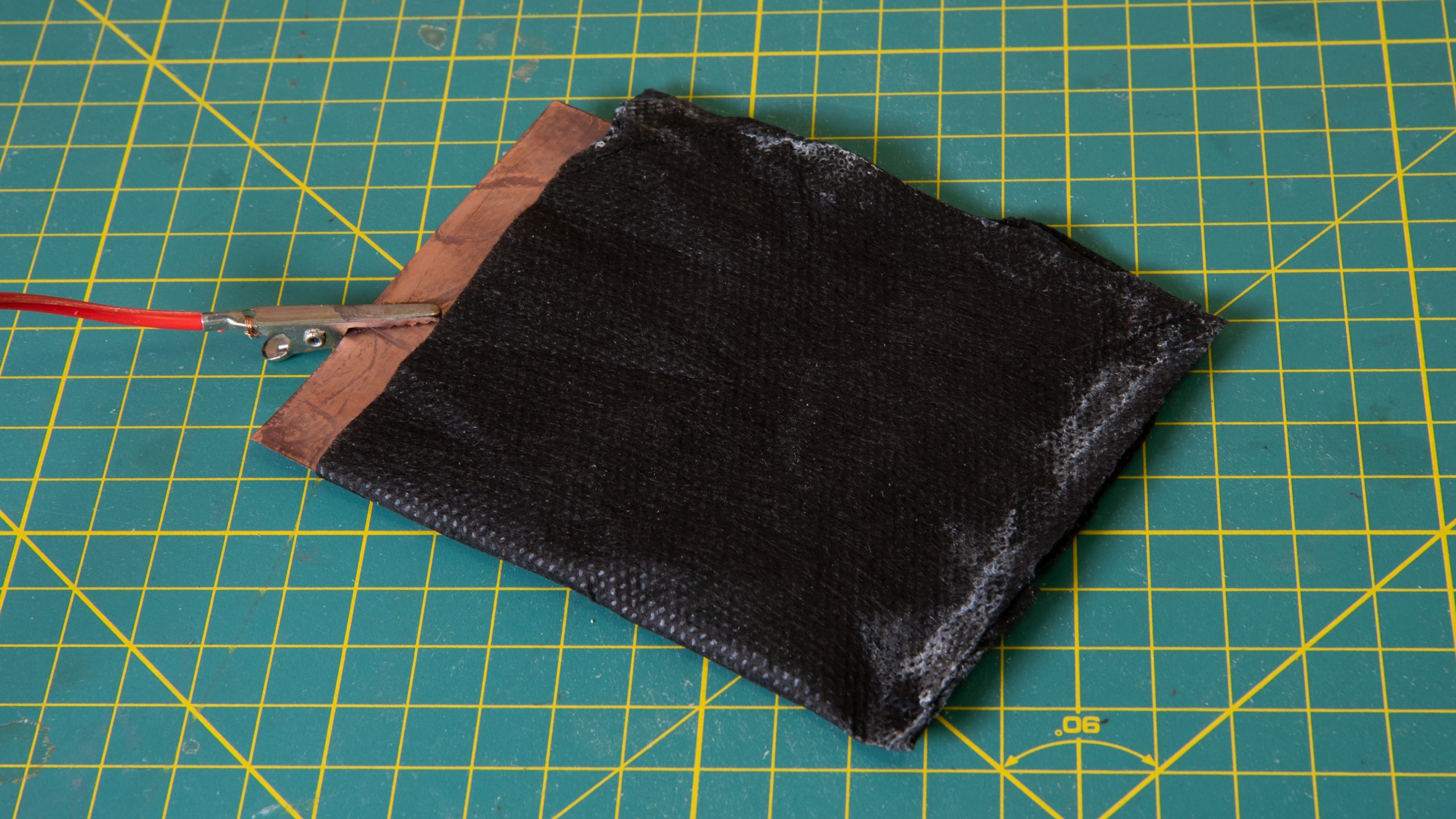
L’anode en cuivre se trouve dans une « Mitaine » en tissu non tissé. La mitaine sera accrochée à l’intérieur de la cuve et empêchera toute particule de contaminer l’électrolyte.
Impression et peinture
Comme nous l’avons déjà mentionné, il est préférable d’utiliser des modèles SLA et c’est exactement ce que nous avons fait. Les impressions FDM (imprimées à partir de filaments) peuvent également être utilisées, mais elles nécessiteraient beaucoup de post-traitement avant d’être utilisables pour la galvanoplastie – principalement en raison de couches plus visibles par rapport au SLA. Pour être honnête, nous n’avons pas essayé le FDM, donc si vous êtes prêt à expérimenter un peu (par exemple, pour voir si un apprêt suffirait à sceller et lisser le modèle), faites-le nous savoir – nous sommes curieux de connaître les résultats! Comme nous l’avons déjà dit, pour le meilleur effet, la surface du modèle doit être absolument lisse. Toute bosse, égratignure ou grain de poussière sera visible sur la surface galvanisée si la galvanoplastie est effectuée correctement.
Après avoir poncé et poli avec du papier de verre fin, nous avions le modèle final prêt à être peint. Mais avant cela, nous avons dégraissé la surface (avec un dégraissant galvanique – voir la liste des courses). Désormais, le modèle ne doit plus être touché à mains nues ! Les éventuelles traces grasses peuvent (et resteront) visibles.
Oh, et si vous suivez notre tutoriel étape par étape, voici un petit rappel : n’oublie pas de vous protéger lorsque vous peignez et travaillez avec des produits chimiques !

Pièce propre imprimée en 3D (à gauche) et la même pièce peinte avec un vernis conducteur en cuivre (à droite)
Pour la peinture, nous avons utilisé un aérographe pour rendre la surface la plus lisse possible. Nous avons acheté trois types de peinture pour tester laquelle fonctionne le mieux. La plupart des personnes ayant essayé la méthode de galvanoplastie ont constaté que la peinture conductrice au cuivre fonctionnait le mieux dans la plupart des cas, mais nous voulions également tester d’autres types de peinture. C’est pourquoi nous avons acheté de la peinture conductrice au cuivre, de la peinture au graphite et de la peinture argentée.

Pièces pulvérisées de cuivre prêtes pour la galvanoplastie
Peinture conductrice avec du cuivre – nous avons mélangé la peinture conductrice de cuivre avec de l’acétone 1:2 et cela a très bien fonctionné. Avec un faible taux d’acétone, la peinture peut sécher sur la pointe de l’aiguille ou dans les airs, juste au moment où elle sort de la buse – fixez-la simplement en nettoyant l’aérographe et en diluant un peu plus la peinture. De plus, la peinture non diluée pulvérisée avec un aérographe peut donner une surface rugueuse ou même ne pas adhérer à la surface. Ces problèmes nous ont beaucoup troublés lors de nos tentatives.
Peinture conductrice au graphite – La peinture que nous avons achetée était à base d’eau et diluée juste assez pour être appliquée avec un pinceau ordinaire. Nous ne l’avons cependant pas trouvée adaptée à l’aérographe, car les particules étaient trop grosses et obstruaient fréquemment la buse. Cependant, le pinceau ordinaire a bien fonctionné et la peinture était plutôt bien conductrice. Elle a même obtenu une finition un peu plus brillante que la peinture au cuivre, car elle réagissait différemment aux variations de tension. Mais chaque bosse, bulle et ligne provoquée par la brosse était visible sur le modèle galvanisé. De plus, pour une raison quelconque, quelques taches sont restées sombres, sans placage de cuivre, même avec une couleur bien mélangée et bien répartie.
Peinture conductrice argentée – Encore une fois, cette peinture était à base d’eau et ne pouvait être appliquée qu’avec un pinceau ordinaire. L’aérographe se bouchait à chaque tentative. La conductivité de l’argent est suffisante pour la galvanoplastie. Cependant, après un certain temps, le cuivre a commencé à se corroder sur la peinture, nous ne recommandons donc pas cette combinaison.

Peinture cuivre, argent et graphite

La peinture conductrice après galvanisation cuivre. De gauche à droite : peinture cuivre, peinture graphite, peinture argent.
Vous vous demandez peut-être : que diriez-vous d’éviter d’avoir à peindre le modèle en utilisant simplement des filaments conducteurs ou du PLA chargé de métal ? Malheureusement, les filaments basiques chargés de métal ne sont pas conducteur du tout (leurs particules métalliques ne sont pas connectées) et les filaments conducteurs sont extrêmement fragiles et d’une conductivité douteuse. De plus, la surface de l’impression FDM est loin d’être lisse, donc avec tout ce post-traitement, vous ne gagneriez pas beaucoup de temps de toute façon.

Le filament chargé en cuivre n’est pas conducteur, qu’il soit brut (à droite) ou poli (à gauche)
Trempage dans l’électrolyte de cuivre et polissage
Une fois le modèle peint, nous l’avons enveloppé de fil de fer. Le modèle en cage métallique fonctionne désormais comme une cathode. Le fil doit toucher le modèle à plusieurs endroits pour garantir que le courant circule à travers le modèle à tout moment. Ne craignez pas que le fil bloque le métal : il est nécessaire de déplacer le modèle pendant le processus pour que le fil ne reste pas au même endroit.
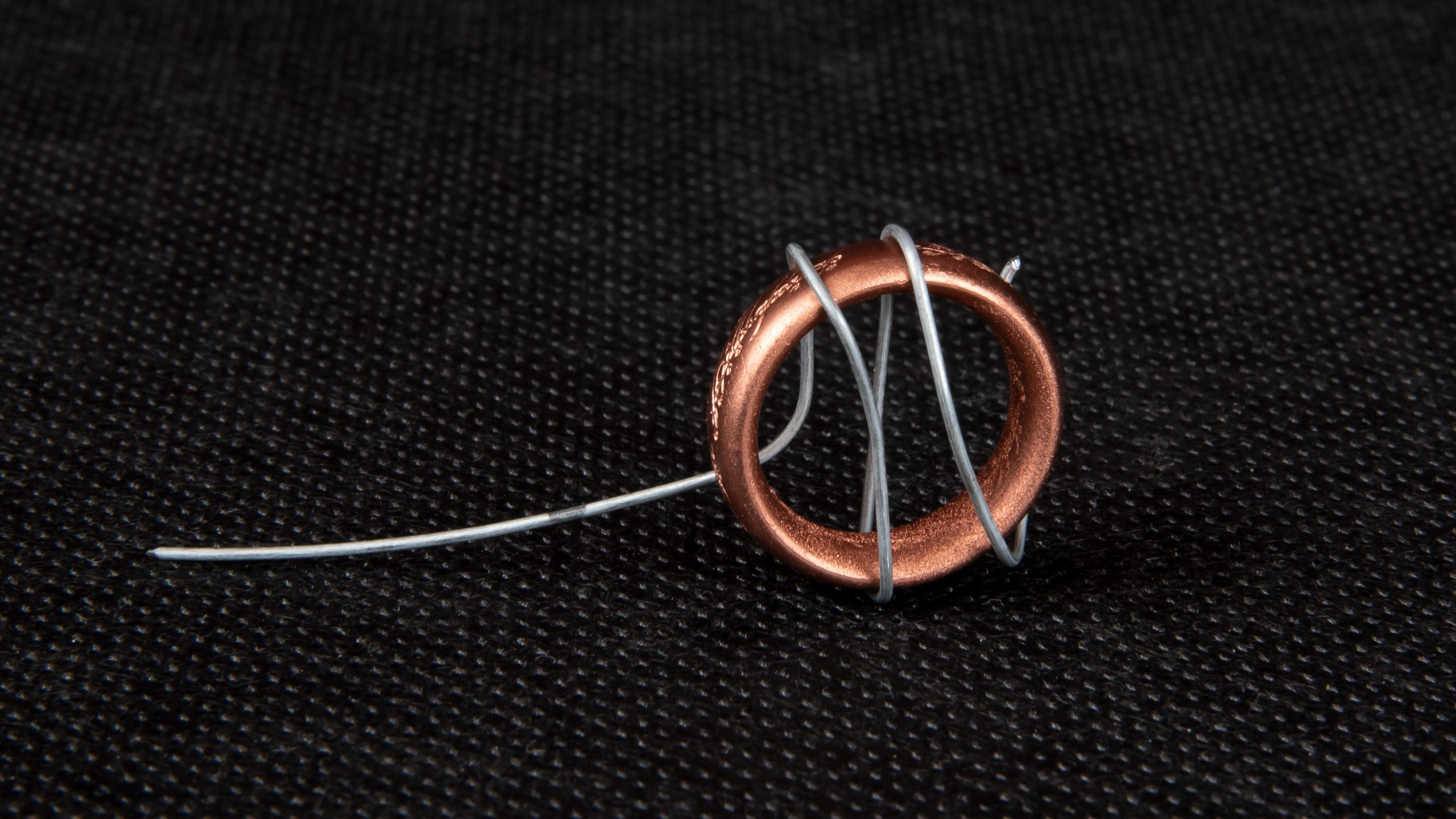
Anneau peint dans une cage métallique.
Enfin, voici la galvanoplastie elle-même. Comme nous l’avons recommandé précédemment, nous avons commencé avec l’électrolyte en cuivre et les anodes en cuivre. Cela nous a donné une couche de base de cuivre relativement bon marché et assez épaisse sur le modèle. Eh bien, du moins, nous le pensions…
Au début, nous avons essayé de galvanoplastir quelques petits modèles et nous avons obtenu des résultats mitigés. L’un d’eux s’est plutôt bien déroulé, nous avons donc effectué un peu de ponçage et de polissage et finalement, nous avons obtenu un assez bon résultat. Pas parfait mais nous l’avons trouvé très bien pour notre premier essai.

Mais ensuite, les choses ont mal tourné pour nous. Nous avons répété le processus avec les mêmes paramètres et n’avons pas obtenu le résultat souhaité. Nous avons essayé de galvanoplastir plusieurs modèles avec différents réglages et ils se sont retrouvés à chaque fois avec une surface rugueuse et mate. Honnêtement, ne pas réussir à réaliser la première couche métallique est vraiment une épreuve de patience. Chaque pièce que nous avons essayé de galvanoplastir nous a pris un temps considérable d’impression, de ponçage, de peinture et de galvanoplastie. Il a fallu au moins 5 heures pour galvanoplastir chaque pièce.

Quelques défauts typiques que nous avons constatés lors de la galvanoplastie : la couche de vernis cuivré était trop fine et mal diluée, ce qui entraînait un décollement lors de la galvanisation du cuivre (les points blancs). L’aspect général est mat et rugueux en raison d’une mauvaise combinaison de courant, de taille d’anode et d’une couche de vernis mal réalisée. Les taches sombres sont le résultat de la corrosion résultant d’un mauvais lavage après le processus de galvanoplastie.
Heureusement, tout n’était pas perdu. Même si la surface était loin d’être parfaite, la couche de cuivre était là. Il ne nous restait plus qu’à améliorer la finition de la surface. Avec un peu de ponçage et de polissage, nous avons obtenu de très bons résultats. Cependant, gardez à l’esprit que la couche est plutôt fine et trop la poncer fort peut provoquer des fissures et détruire complètement la couche, alors soyez prudent.

Pièces galvanisée au cuivre avant polissage.

Pièces cuivrées après quelques polissages.
Maintenant, si vous décidez d’essayer le processus vous-mêmes, voici la tension qui a fonctionné pour nous (une fois). Cependant, comme nous l’avons dit, la tension et le courant peuvent être différents selon les modèles, les tailles d’anode et de bain, les différents types d’électrolytes, etc. Vous devez vraiment faire quelques tests vous-mêmes.
- Réglez 0,5 V pendant 1 heure
- Augmentez à 0,7 V et conserver 1 heure
- Augmenter à 1-1,2 V et conserver 4 heures
- Rincer à l’eau distillée une fois terminé
Déplacez le modèle dans la cage en fil de cuivre de temps en temps pour éviter une situation où le fil serait soudé à l’objet.
Faites pivoter lentement le modèle dans le bain (déplacez-le de temps en temps si vous n’avez pas de dispositif rotatif).
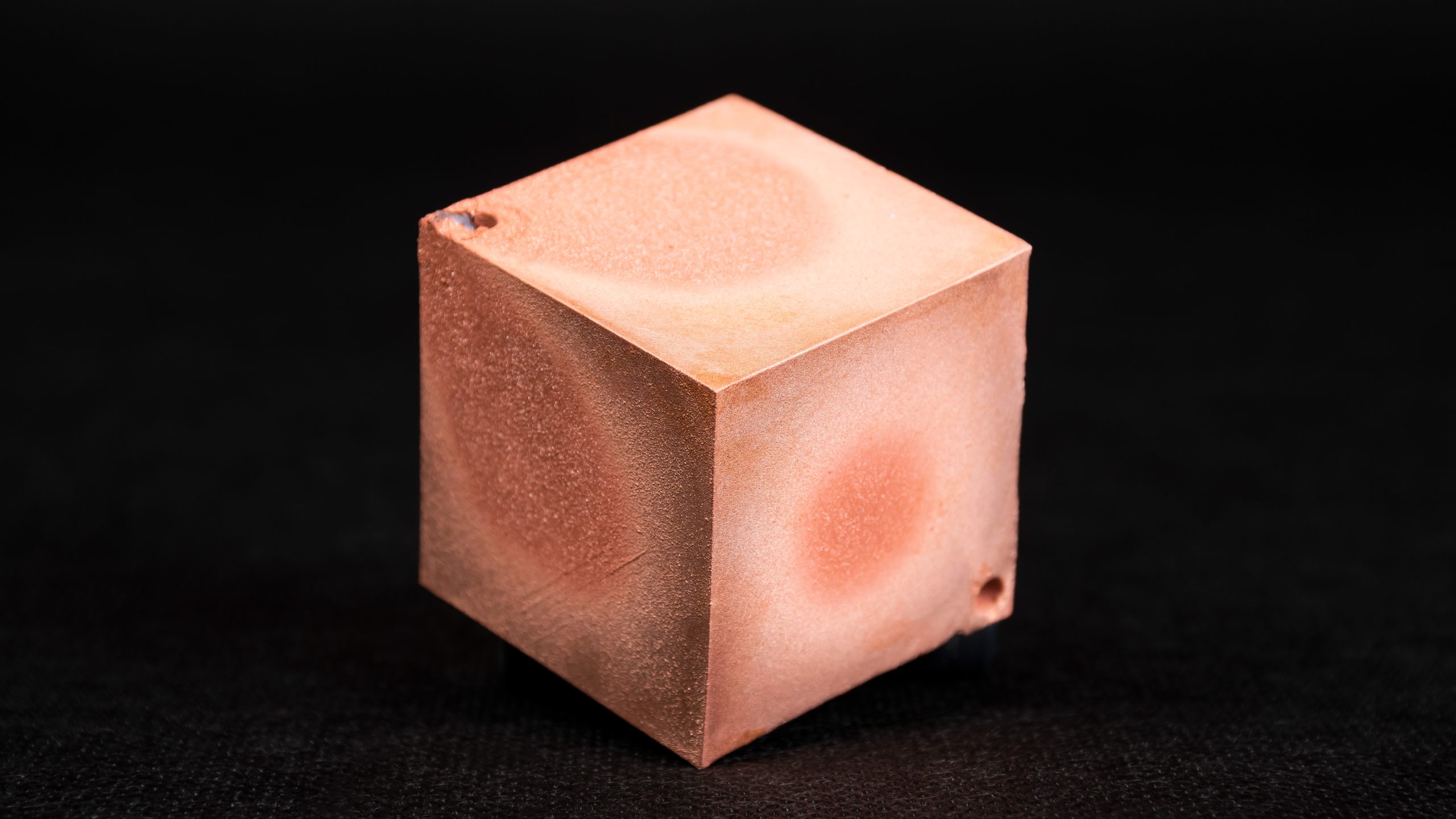
Nous avons même essayé de régler les valeurs en fonction de la surface du modèle. L’électrolyte en cuivre brillant devrait fonctionner à 1-7A/dm2. Nous avons donc imprimé un cube dont la surface était aussi proche que possible de 1 dm2 et défini les valeurs en conséquence (1A et augmentant lentement jusqu’à 4A, ce qui est le maximum pour notre alimentation). Encore une fois, nous avons obtenu une finition de surface mate et rugueuse. Seulement sur les bords, la finition a été un peu plus brillante, mais ce n’était toujours pas ce que nous voulions. Nous vous recommandons donc plutôt d’ajuster la tension.
Finalement, nous l’avons examiné correctement et avons compris que nous n’avions peut-être pas réussi à peindre la surface correctement en premier lieu. Puisque le même problème s’est produit pour le lot réalisé avec le même mélange de couleurs, peu importe la tension et le courant, nous supposons que la couleur n’a probablement pas été suffisamment diluée et a provoqué des imperfections de surface que nous avons sous-estimées. De plus, nous n’avons pas calculé la surface de l’électrode en cuivre et avons probablement utilisé des électrodes surdimensionnées pour nos tests. Cela n’a sûrement pas aidé non plus.
Dégraissage
Enfin, l’étape la plus problématique est derrière nous ! Nous avons poncé le modèle et étions heureux que tout ne soit pas perdu. Nous l’avons à nouveau dégraissé avec le dégraissant Galvano (trempage quelques minutes) et avons continué la galvanoplastie.
Trempage dans d’autres électrolytes et polissage
La surface en cuivre lisse et polie était déjà belle, mais nous voulions avoir une belle surface argentée/chromée brillante. Pour ce faire, nous avons appliqué plus de couches. Le processus est à peu près le même que pour la galvanoplastie du cuivre, mais beaucoup plus rapide. Vous n’avez besoin que d’une fine couche de métal à des fins visuelles (ou comme fine barrière pour le placage à l’or). Voici comment nous avons procédé à la galvanisation nickel de chaque pièce :
- Réglez à 2V et observez la surface du modèle. Si des bulles apparaissent et que le modèle devient beau et brillant, conservez la tension telle qu’elle est.
- Si vous ne voyez aucune bulle, augmentez lentement la tension.
- Si la surface devient noire et mate, avec trop de bulles autour, la tension est trop élevée.
- Déplacez le modèle de temps en temps pour éviter les ombres d’anode et les soudures.
- Arrêtez-vous après 5-10 minutes.
- Rincer à l’eau distillée une fois terminé
Désormais, le modèle est devenu argenté, mais légèrement plus mat. Cependant, comme nous n’avons appliqué qu’une fine couche de nickel, nous n’avons pas eu besoin de procéder à un ponçage approfondi, mais seulement à un polissage rapide.

Bague galvanisée en cuivre correctement poncée et polie, bague nickelée et bague finale plaquée or
Détails finaux de la galvanoplastie avec une brosse galvanique
Enfin, nous galvanisons la couche finale avec la brosse galvanique et l’électrolyte d’or. Cela nous a permis d’économiser beaucoup de matériel (et d’argent). La brosse galvanique fonctionne avec des courants plus élevés et il est plus difficile de la régler incorrectement. Nos réglages étaient les suivants :
- L’anode (fil avec pince par exemple) touche la surface du modèle
- La brosse galvanique fonctionne comme une cathode, avec le manchon imbibé d’électrolyte d’or
- Tension : 7 V (pour électrolyte d’or)
- Rincer à l’eau distillée une fois terminé
Un stylo galvanique avec une pointe acérée (ou une sorte de petite mèche) pourrait mieux fonctionner pour les petits objets et surfaces, tels que les bijoux.
Élimination des déchets et durée de vie de l’électrolyte
Une dernière étape. Encore une fois, nous travaillons avec des produits chimiques toxiques. Cela signifie non seulement que cette étape peut présenter un risque pour la santé, mais qu’elle est également toxique pour l’environnement. Ne jetez pas les produits chimiques avec les déchets généraux (pas même les serviettes en papier), ne les versez pas dans l’évier. Manipulez toujours les déchets comme étant toxiques, mettez-les dans un récipient scellé et éliminez-les comme tout autre produit chimique dangereux.
Vous voudrez peut-être également savoir combien de temps il faut pour que les électrolytes soient épuisés. Pour être honnête, nous ne le savons pas. Au moins, nous ne les avons pas épuisés lors de nos tests. Le fabricant déclare que l’épuisement de l’électrolyte peut être reconnu par un dépôt de métal plus lent. De plus, lors de l’utilisation d’une électrolyte de cuivre avec des anodes en cuivre (ou de toute autre électrode métallique avec un électrolyte correspondant), la durée de vie de l’électrolyte doit être très longue, car le métal des anodes se dissout lentement dans l’électrolyte. Cependant, il reste contaminé et les azurants sont épuisés.
Le résultat final
Nous l’avons fait ! C’est fini, c’est fait… Jetez un œil à quel point c’est incroyable. Croiriez-vous que cette bague est une impression plastique SLA et non un artefact extrêmement précieux du Mont Doom ?

Nous avons également fabriqué ce superbe sabre laser du Comte Dooku. Avec de nombreuses erreurs en cours de route, nous n’avons pas obtenu la surface parfaite et brillante que nous souhaitions, mais à la place, nous avons obtenu ce look patiné vintage, qui est également incroyable.

Bonne impression !
Vous devez vous connecter pour publier un commentaire.