





It’s time for another update on the Original Prusa XL and there are many exciting things to share. We bumped up our production capacity substantially (and we’ll improve it even more in the upcoming weeks), so we can finally start processing large chunks of the preorder queue faster and share a Shipping table. We’re also bringing Input Shaper firmware to XL, so not only is the printer now beautifully fast, but it’s also extremely efficient during color changes. Switching materials takes mere seconds. Plus, we have the first alpha of PrusaSlicer 2.7 ready with big new features. Let’s dive in!

XL Shipping Information
Last week, we shared some exciting news for everyone with an XL pre-order: we’ve finally overcome the supply chain issues and hired almost 100 new people – this was absolutely essential since building a single XL takes almost three times longer than the MK4. It’s our most complex 3D printer yet. Either way, we have enough components and production capacity so we are now processing pre-orders much faster.
Just to avoid any sort of confusion: we’ve been shipping the XLs steadily for several months now, but the recent increase in our production capacity allows us to chew our way through the pre-order queue much faster.
Info for pre-orders from 2021
We expect to ship the majority of pre-orders (most were made in 2021) by the end of this year. To finish the preparation of the heavily requested shipping table, we are going to switch all remaining pre-orders from 2021 to regular orders on Monday, October 23rd, so you will be able to complete yours – all info will be available in an e-mail. Once we have your orders confirmed, we’ll have enough data to publish the shipping table for the current batch of pre-orders that are being processed.
Once you receive the email, you’ll have 2 weeks to complete your order. The reason for the deadline is so we can prepare the shipping table. Previously, some people converted the order immediately, some in two months and this prevented us from doing the precise forecast. If you complete your order before the deadline, your printer will be placed in the queue based on the date of your original pre-order (you’ll be able to check it in the shipping table). If you decide to complete your order later, your printer will be placed in the shipping queue based on your payment date. You’ll get your printer a little bit later, but still with high priority. You don’t have to worry about slipping to the very end of the entire pre-order queue.

With this measure, we want to make sure that customers who had ordered a 1-toolhead printer, and then upgraded their order to a different variant, won’t skip customers with 2- and 5-toolhead machines. Honestly, we didn’t expect that the number of upgraded orders (from single-tool to five-tool) would be so high. I’m sorry about the issues this caused, I believe the new system should be much more fair to everyone.
Preorders from 2022 and 2023
And more good news: we will be able to ship all pre-orders created in 2022 by the end of April next year and the rest (2023 so far) by the end of June. We’ll keep processing the remaining pre-orders in the same manner – we’ll take a large batch of pre-orders and prepare an up-to-date shipping table. Once we process it, we’ll move on to the next batch.
We apologize for the delays and any inconvenience they have caused! We’re on the right track to process all remaining XL pre-orders and the situation should improve even more in the near future.

XL Upgrades
We’re also wrapping up the preparations for the XL Toolhead upgrades. Once we clear up the 2021 batch of XL preorders, we will have enough capacity to start manufacturing and shipping upgrades to 2-head and 5-head machines. Our current plan is to start the production of upgrades in January 2024.
Another major upgrade is the long-awaited XL enclosure. We’re currently finalizing the pre-production units and we’ll be ready to unveil the enclosure in the upcoming months. It will combine a see-through top cover with the retractable draft shield. Stay tuned for more info!

Input Shaper
Preparation of the Input Shaper implementation for the XL took us a bit longer than we originally expected but the alpha firmware with IS is finally here. To give you a bit of a background: all our 32-bit 3D printers run on a modified version of FreeRTOS firmware with some pieces of Marlin firmware used for motion planning. We know this system through and through and when we started the Buddy platform project several years ago, it was the perfect choice.
After Klipper took off, Input Shaper became one of the most discussed topics in the 3D printing community. We wanted to include it as well, so we started with the Original Prusa MK4 because it was the easiest option. Instead of slapping a Raspberry Pi onto the MK4’s motherboard, we decided to use Klipper as an inspiration and write the entire Input Shaper system directly for our STM32 chipset, so you wouldn’t need to purchase any extra expansion boards. All computations are done directly by the printer’s CPU.
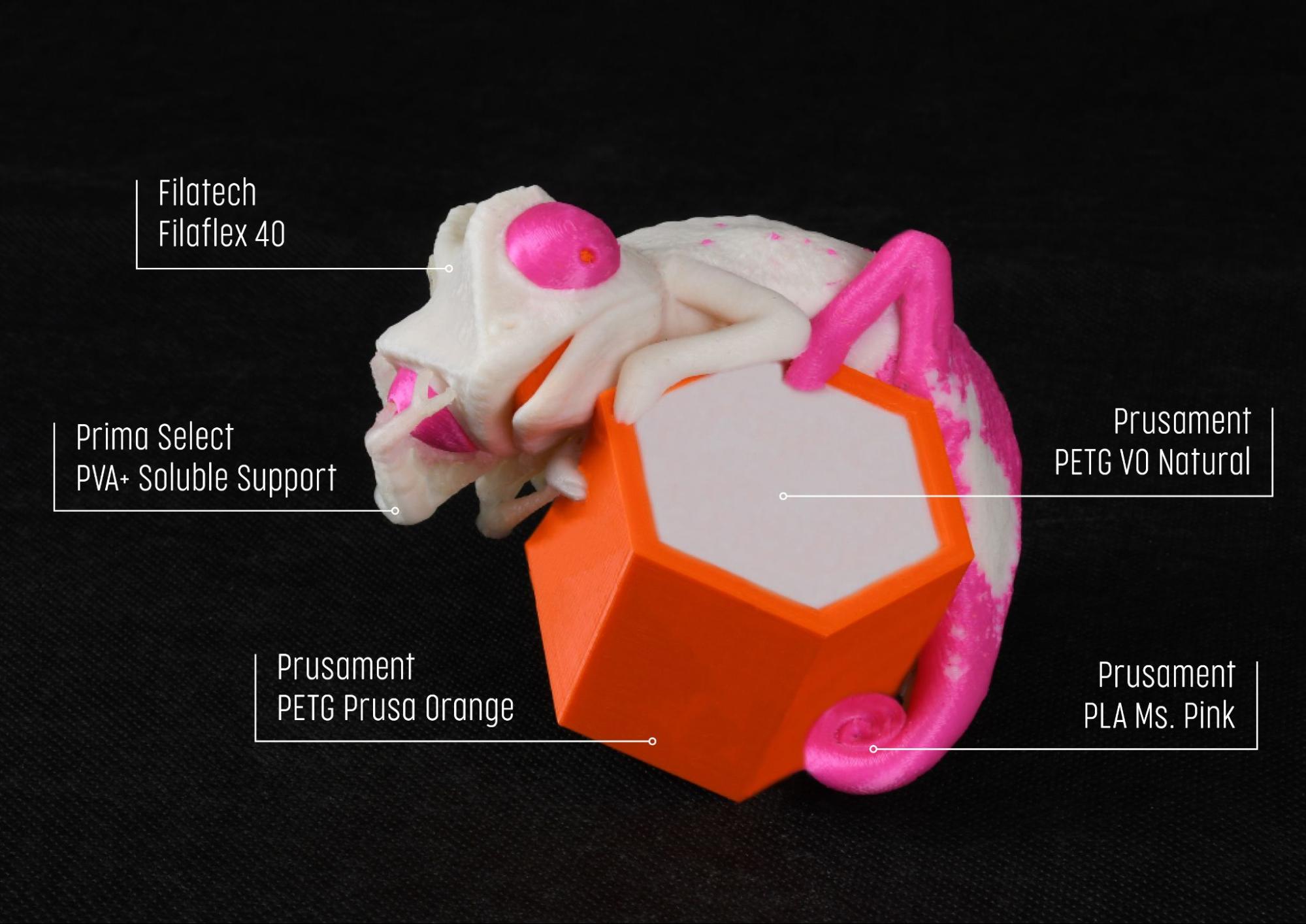
We challange all MMU enabled printer owners to do a faster, 2 color Benchy with less waste! 🙂 (ours took 36 minutes and produced 8 grams of waste in the priming tower)
We’re not rushing into putting Linux in our machines – our main concern is security. It is kinda scary to see the industry rapidly switching to hastily put-together Linux distributions. I’m afraid that we could get to the point where the community will start to think about proper security only after something goes very wrong. 3D printers are now both powerful computers connected to the internet with access to your local network and also machines with moving and heated parts that can be operated remotely. Our embedded platform is much safer in this regard.
Adapting the Input Shaper technology for a printer with completely different kinematics, the XL, was a bit of a challenge. We had to modify the built-in planner, so it could operate with a completely different set of X and Y axes. This seems like a relatively simple change, but it was in fact absolutely essential to do this right. We also had to adapt precise stepping and pressure advance for the XL, so it was a combination of several major features that had to come together.

Mark XLVI Bastard Concept Inspired Helmet by Budwin – download for free from Printables.com
The XL is a very robust printer that can reach very high speeds and it is more likely to use larger nozzle diameters (you want a huge print finished fast and a large nozzle is one of the best ways to achieve that). However, the XL Input Shaper has to perform more calculations than the MK4 version. With massive prints that may take long hours to finish, the demands on long-term reliability hugely increased. You can’t simply run a test print for a few hours and consider the system stable when there might be issues that manifest only after 20+ hours. Debugging such issues is very time-consuming and it is one of the reasons why it took longer to prepare the XL Input Shaper firmware.
The XL is also a vastly more complex machine with a super-fast toolchanger. Each of the print heads runs its own electronics with streamlined firmware and overloading the main CPU with Input Shaper calculations could lead to less reliable communication across the ModBus devices.
However, the first Input Shaper alpha release is now out and you can check it out – see our Github and release notes before you flash it. We hope you’ll enjoy the much faster speeds that go hand in hand with super-fast tool (material) switching and low-waste multi-material printing that utilizes only a tiny priming tower next to the printed object, so you don’t have to worry about filament scraps piling around your printer. This turns the XL into the fastest and most efficient multi-material solution out there.

PETG model with PLA supports
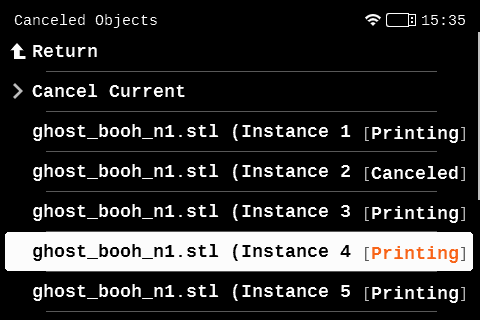
Cancel object directly from the printer’s menu
And I want to point out another awesome new firmware addition – the highly-requested Cancel Object function which is integrated directly into the printer’s LCD menu. Please note that this function requires the new 5.1.0-alpha2 firmware and PrusaSlicer 2.7.0-alpha1 or newer.
During a running print, you can open the Tune menu and select an object that you wish to stop printing (but you can also resume it, in case you select an incorrect one). The print will continue just fine, but any G-code commands related to the canceled object will be ignored. This is perfect for cases where you’re printing many objects at once and one of them gets loose on the build plate. With this new feature, you can safely finish such print.
But what if you have a long list of identically named instances in your G-code? There’s a convenient option for this case, too: the “Cancel Current” function. Simply wait for the nozzle to reach the object you want to stop printing and then select “Cancel Current.” This is much more convenient than scrolling through a long list of identically named instances on the screen.
This feature was inspired by the famous Octoprint Cancel Object plugin, developed by Paul Paukstelis – big thanks to Paul for all the effort and for making the project open-source! We had Paul as a guest on our Prusa Podcast, so if you want to learn more about his work, check it out!
Slicer packed with tons of new features – introducing .BGCODE, SVG support
We have just released the first alpha version of PrusaSlicer 2.7 which is packed with new features. PrusaSlicer has a great track record so even the alpha releases are pretty good and they keep all the settings in a separate folder, so you can test drive them without any worry. You can download the build directly from our Github and check out the new features.
We have implemented a number of new technologies that massively improve G-code transfers over the network, resulting in pretty much instant printing. There are a number of things involved, so let’s take them step by step.
First of all, the current G-code format (the one that pretty much everyone uses) is rather space-inefficient. On one hand, these G-codes are easy to read and interpret, but the downside is that the data is not saved efficiently, resulting in a large file size. The obvious solution is to somehow compress the file. However, 3D printers usually run on specialized hardware optimized for printing, not for unpacking heavily compressed ZIP files. Several solutions to the problem have been proposed by members of our community, such as Meatpack encoding (utilizing the fact that the character set of a typical G-code is very limited) or heatshrink compression algorithm with very small memory requirements.

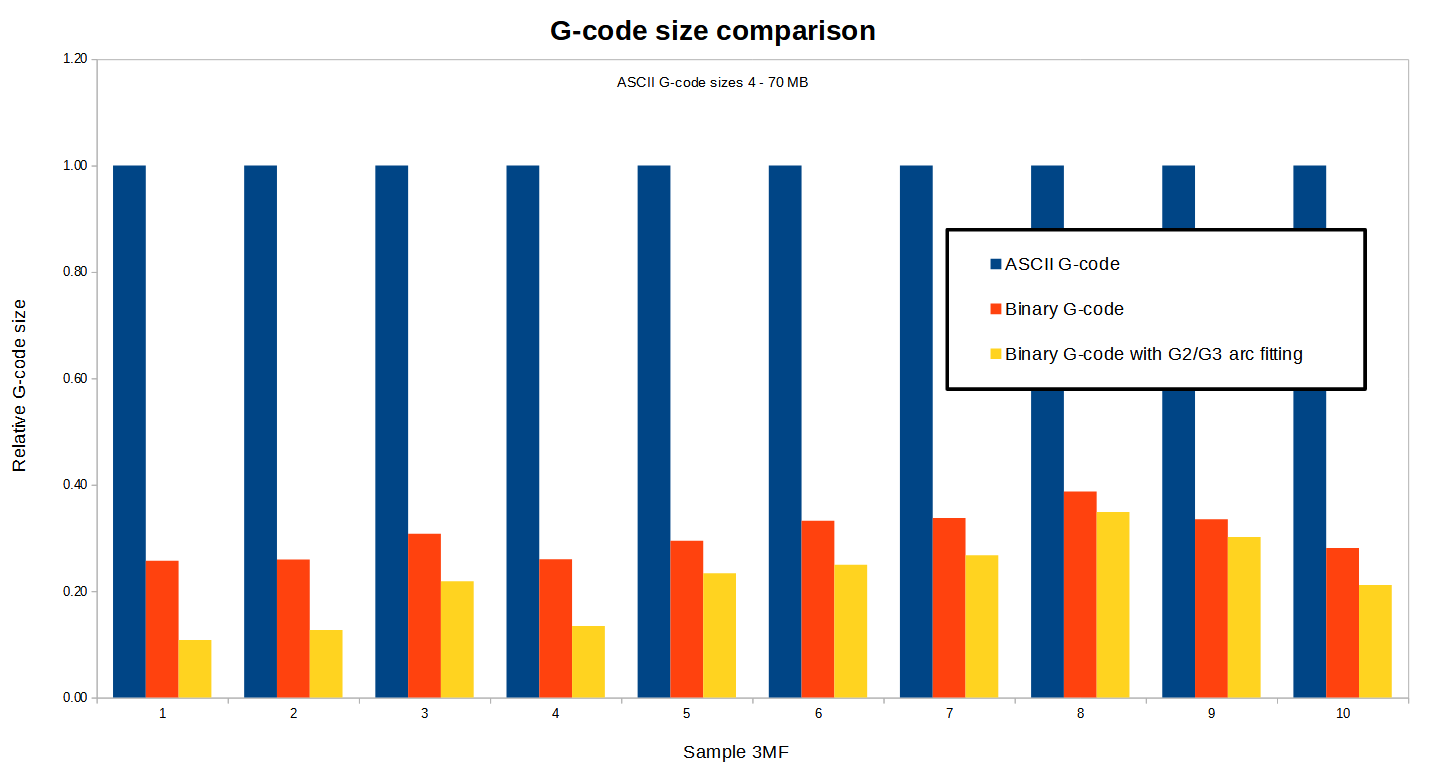
Starting with the new PrusaSlicer release, we are proposing a new standard for a binary G-code format for encoding and compressing ASCII G-code files (see the specification). The format is flexible and the encoding and compression of individual blocks is variable. We also provide libbgcode library which contains the routines to convert ASCII G-code to binary and vice versa.
The size difference between ASCII G-codes (the “standard” ones) and binary G-codes will depend on the contents of the file. However, our testing shows that using binary G-codes further reduces the filesize by 70 % on average.
We are further reducing the filesize with G2 and G3 G-codes (arc and circle moves), which is a feature based on ArcWelderLib by FormerLurker who is also the author of the famous ArcWelder OctoPrint plugin – we would like to express our huge thanks to FormerLurker for all the effort invested into the project and for making it open-source!
The function is enabled by default, but if you want to play with it, the Arc Fitting function can be found in Print Settings -> Advanced -> Slicing -> Arc fitting. The G-code size reduction will heavily depend on the contents of the G-code, but this can, in general, save dozens of percent of space. Plus, there is also the support for new space-saving QOI picture format for thumbnails.
So, when we combine the binary G-code encoding with Arc Fitting (described above), the filesize is massively reduced. You can check the following chart for a better overview.
The support for the new .bgcode file is now implemented in PrusaSlicer, including its export, loading configs, previewing G-code and also working file associations. Binary G-code option can be found in Print Settings -> Output options -> Export as binary G-code (it is enabled by default). Options to convert ASCII G-codes to binary (or the opposite) were added into the File menu.
Please note that you need to update your printer’s firmware (at least 5.1.0-alpha2) to make sure it supports the new .bgcode file format!
SVG support
One huge feature that could easily get lost in this release is the support for SVG (Scalable Vector Graphics – the most common vector image format) in PrusaSlicer, which can be easily embossed and 3D printed! I believe this will truly make printing of various logos and QR codes much easier. It’s another task that you can now do directly in the slicer, rather than having to open CAD software. And just like the Text tool, the embossed SVG texture can follow curved surfaces with a single checkbox tick. It’s pretty awesome and I can’t wait to see what the community will do with it! 🙂
The imported SVG can be used as a standalone part, but you can also emboss it, cut it, or even use it as a modifier. When saving the 3MF, you can choose to keep the SVG editable or to “bake in” the changes to your model.
Faster network transfers with streaming
We’re aware of the fact that the network transfer speeds in the MK4 and XL left something to be desired. We focused on the optimization of the network code and brought two major improvements.
The first one is the massive reduction of the G-code filesize as described above. The other major improvement is G-code streaming, pretty much just like YouTube. You don’t have to download the entire file before you can start working with it. Instead, the printer downloads a small chunk of the G-code, starts the print and the rest of the G-code will be downloaded during the print itself.

Engine Block V6 – Download for free from Printables.com
We have prepared a robust solution that takes into account various potential problems – such as slow transfer speeds or connection failures, so you don’t need to worry about losing your half-finished print.
Now, when you upload a G-code to the central PrusaConnect storage, you can easily distribute it among your 3D printers and start printing instantly. You can work with these G-codes in the regular file manager, sort them using name or printer/filament type, rename or delete them, or download them back to the computer. If the print file has an available preview, it’ll be shown in a list of files. Any of your print files, stored on the SD card or the flash drive of your printer can be printed from within the web interface as well.
![]()
As you can see from the graph above, the largest G-code (the V6 engine) originally took about 36 minutes to download before the printer could start printing. With the new G-code streaming option, the print starts in just 25 seconds.
Further improvements to tackle stringing
Several users brought to our attention that they are experiencing situations where the XL 3D prints have visible stringing – the XL is a large-format 3D printer and the combination of a 0.6mm nozzle and long travel moves can have stringing as a side effect. However, we are working on addressing these situations.
Right now, one of the community suggestions is to lower the printing temperatures to decrease the chance of stringing. This does help, however, it’s not advised to go too low, because the lower temperatures could affect the overall strength of the print.

We have developed another solution – a special set of moves for the printer that greatly reduces the occurrence of stringing. We expect that this addition (called Z-hop ramping), will become available in PrusaSlicer within the next few weeks. And it will help reduce stringing on all machines, not just on the XL!
With that said, there’s something else that needs to be pointed out – filament moisture plays a major role in stringing, especially with multitool prints on the XL. No matter how well we tune the profiles or which new features we introduce, once your filament absorbs too much air moisture, it will most likely start to string. So before you start adjusting the print profiles, please do make sure that your filaments are dry.
Wrapping it up
So just to wrap things up: we have ramped up the XL’s production, so we can finally send the rest of the preorders in the upcoming months. We’re bringing updated firmware and PrusaSlicer to make the XL faster, more reliable and more efficient. And with G-code compression and streaming optimizations in place, you can start network print jobs in mere seconds.
And the multi-tool upgrade packages and the enclosure are just around the corner. 🙂
Happy printing!
Awesome updates, thank you Prusa!!
Day 1 pre-order of the XL still waiting to switch my order, so hoping that does actually happen on Monday.
Check your Spam folder. A lot of people seem to have received e-mails this week.
Nope, order still as pre-order on account as well.
Are the input shaper values pre-determined like the MK4 and MINI or are they calculated with the built in accelerometer with this alpha release?
Preloaded, not calculated.
I wish…. It is kind of terrible as is, due to the fact they are building their calibrated tune on what is probably a perfectly built/assembled, and never shipped half way around the world XL. In otherwords nothing like the one this tune is trying to run on…
Let us use the built in hardware to tune this to our OWN MACHINE!!!
Great news, thank you for the update!
No update on the MMU3 for the MK4?
Last update was July
Currently latest info available is here https://help.prusa3d.com/article/shipping-information_2297
MMU3 for the MK4 is still in the testing process. We want to ensure that you receive the same quality Multi Material Upgrade with your MK4 as MK3S owners. As a result, we have to postpone the originally planned shipping date from late August/September by several weeks. We now expect that MMU3 for the MK4 should be ready to ship during October.
Lukas Vacek
Prusa Research
Would have loved to know if mmu3 for mk4 is still on track. Really hoping to get mine this month!
Hello,
MMU3 for the MK4 is still in the testing process. We want to ensure that you receive the same quality Multi Material Upgrade with your MK4 as MK3S owners. As a result, we have to postpone the originally planned shipping date from late August/September by several weeks. We now expect that MMU3 for the MK4 should be ready to ship during October.
Lukas Vacek
Prusa Research
Everybody: Prusa, do something…
Prusa: *BOOOM*
I know these are all intertwined, but please make these changes in smaller portions. It's overwhelming for an old guy like me.
"our main concern is security" – that's a joke right?
MK4/XL/Mini do NOT even support basic HTTPS for their management interface. Only plain text HTTP is supported.
And HTTPS isn't anything fancy to expect. It's *basic* thing for years already.
To quote Josef:This is very deceptive commnet. There is full encrypted communication with the PrusaConnect.
For the local home network (PrusaLink) interface, it is the same as for all your other devices you have on your network that you access via your browser. (I will greatly simplify here). It is impossible to issue certificates for devices accessed by local IP addresses. It is not limited by our platform but the networking technology out there now. The same applies for OctoPrint, Mainsail with Klipper or even the Synology NAS I have at home. You can technically self-sign a certificate yourself for each device and add them to your browser, but that is about it. This is the reason why you have projects like OctoEverywhere to have encrypted communication on the outside – in this case we have our PrusaConnect.
Saying that is even more deceptive. Look, without forcing Prusa cloud there is *no* way to connect over network to Mini/MK4/XL management interface securely. None of these printers support https. In 2023. Yet "our main concern is security". I assume it's form of marketing but come on…
"It is impossible to issue certificates for devices accessed by local IP addresses" – false statement. There are commercially available certificates for non RFC1918 IP addresses. Google for it. For RFC1918 addresses (and non RFC1918 addresses, too) it is not that hard to setup own CA (Certificate Authority) and issue own certificates for these IP addresses (that your browser will trust since it will have your CA root certificate). Cheap end efficient way to protect your devices in LAN. And "your LAN" can mean corporate LAN, university LAN, other LAN where you have no clue who is there or who manages that LAN.
So you can have secure communication with your home/office/university devices if you want. But only if devices support that. Prusa latest line of printers doesn't.
"The same applies for OctoPrint, Mainsail with Klipper" – false. You can have https working on these without any problem (and if under IP only – without domain – then with certificates mentioned earlier). Synology NAS – no idea, don't own that.
Even my old 2018 paper printer from Brother supports https://. I can upload certificate to it. And that is only one example of devices in my LAN with proper https and certificate management (others are routers, wifi access points, cctv cameras, video players, door entry system and so on). There are also devices without https support but these are cheap chinese IoT devices.
Quote: "And "your LAN" can mean corporate LAN, university LAN, other LAN where you have no clue who is there or who manages that LAN."
But if you don't know who or what is on your LAN, than it is not a secure LAN. So you can not demand all devices to be save if you let everything into your Network. The better way is to prevent your LAN from not know devices if you do not want to have security issues.
Synology also supports https and it’s possible to provide your own certificate. Https on LAN should definitely be supported, thou calling Průša’s focus on security “joke” seems little harsh…
At least they design products which does not need any cloud to work and you can workaround missing https support by putting nginx before the printer. But sure, it’s not perfect and your points are valid, just questioning severity and impact from perspective of whole consumer base…
This is about HTTPS
'''so, without https, what assurance is there that in v13+ that we can audit the code files that our controllers actually 'print'? '''
so please read on….
MEATPACK fundamentally changes GCODE from a printable char to a binary strreaming network one. Standard controller install or update of firmware enables MEATPACK at some version and greater unless target is recompiled by user with MEATBACK disabled in some configure file (is this correct?).
(1) At some. firmware version MEATBACK (v13?) non printable characters will have both administrative and data impact, and,
(2) these new. binary characters will sent across a network, and,
(3) interpretted meaningfully (not discarded) by the controller
we lose the insurance that bits are quantized as bytes (to POSIX folks signal schema that allows for anything less than 8 bits is undocumented –big difference like going from splitting up molecules to splitting up atoms!) by allowing nibbles on the wite (4 bits is OK with MEATPACK I believe?)
so, without https, what assurance is there that in v13+ that we can audit the code files that our controllers actually 'print'? Trying not to fixate on "HTTP = BAD", but integrity challenge in zero trust doesn't accept the answer "because your internal LAN is safe". Saying this is running away from security reality or even worse, providing safe harbor for execution injected instructions. Such binary code injection (SCAPY, for instance) that is no way detectable by typical users. Without isolation of each controller to only receive instructions filtered to a yet-documented and somehow state aware MEATPACK Layer 7 proxy.
Are you still sending out XL's which are affected by the resonating core xy stepper motors?
My unit is still in for "repair" since more than a month and no resolution so far!
I am very angry with this kind of support for that amount of money
Hey, can you elaborate on this issue? My XL resonates like no tomorrow.
Thanks!
Same issue on my side. Mostly stringing, underextrusion after wipe movement and what we all call " resonating" . But im not going to waive my device, after waiting 2 years. I will wait for a solution.
Please let our support know with more details. We are interested in any kind of feedback. If in worst case printer needs to be taken back for service, we will do our best to process the case as fast as possible.
We definitelly don't want to let our customer without their printer after such long wait.
Thank you for understanding!
Lukas Vacek
Prusa Research
I did 2 reddit posts about that. There are quiet a lot people affected. See the videos here.
https://www.reddit.com/r/prusa3d/s/YCIpvb0bgu
tl;dr
It seems like the xy stepper motors cause the resonance on certain movements (up to 75dB)
this is no expected noise it is way too loud and affects print quality
My printer is in for repair since more than a month and it took me two weeks to convince support its not about loose belts.
Hi. We are aware of a few delivered Prusa XL printers that are experiencing
similar issues like the one you describe above. Most of them were solved
after the customer placed the printer on a more stable place. This is the
reason why we emphasize the importance of operating this printer on a
stable and sturdy surface.
Apart from this recommendation, we are individually troubleshooting the issue
when a customer reports it. Also, we are analyzing the data and
investigating it in order to help the few cases that cannot be solved by
repositioning the unit. This will lead to changes in future XL firmware
versions.
Blas Palencia
Prusa Research
We are truly sorry about these complications. Would you mind sharing more details about the case with me over the email [email protected]?
Put my name to the subject of the email so it goes directly to me. I will personally investigate the case and try to expedite the whole thing.
Thank you very much
Lukas Vacek
Prusa Research
Currently, many users are complaining about the same problems. It seems that not only the XL's, but also the MK4 are affected.
Shouldn't the problem be officially addressed here for the first time.
Before there are more unhappy customers to it.
Please post an official statment to the already well known problem (according to prusa support) and a timeline for solution
Great update! Nice to read that some members of the opensource community are also mentioned.
Thank you very mich Prusa! 😃
These slicer changes have me very excited!
However, I'm worried about the arc movements. I've done some testing and noticed that my XL prints a little sloppier when I've processed a file with ArcWelder – when printing cylindrical shapes for instance there's a bit of inconsistency as you ascend the layers, giving you a rougher object. We don't notice that when we use the same process for printing on an MK3.
If that's actually the firmware's issue and not something specific to what PrusaSlicer+ArcWelder is doing, I hope that gets worked out.
I'm also concerned with the implementation of your own standard for binary gcode. XKCD #927 comes to mind. Was a mere compression pass (zlib or similar) not enough of a solution?
You need 5.1.0-alpha FW for proper Arc fittin support.
I 100% agree. I suspect they still got better compression ratios with a binary format, but for gcode, Meatpack seems pretty darn good. I'd love to hear some more technical reasoning behind this decision along with some real numbers that helped make it.
The reasoning behind the format is at the top of the project front page
https://github.com/prusa3d/libbgcode
A new G-code file format featuring the following improvements over the legacy G-code:
Block structure with distinct blocks for metadata vs. G-code
1) Faster navigation
2) Coding & compression for smaller file size
3) Checksum for data validity
4) Extensivity through new (custom) blocks. For example, a file signature block may be welcome by corporate customers.
I could add streaming support and fitted for embedded systems, support for quick recovery from power outage.
The format is very lightweight, easy to understand and implement.
Well this makes me feel a whole lot better. These are big changes I was so worried about. I could do the happy dance finally and I do not dance! Now for that email……..
Great news alla round, thanks for the update!
I'm not trying to start a war in the comments by any means, so just take my current thoughts at face value:
Its amazing how much stuff is finally happening at Prusa now that they see their customers jumping ship or seeing other companies actually producing things. "we’ve finally overcome the supply chain issues and hired almost 100 new people" I don't buy the beginning of this statement one bit. Not to the crippling degree its been. Labor is cheap compared to allowing yourself to be buried under competitors, and even temporary expansion would have solved so many problems. I had an XL preorder within an hour of it being announced and its pretty obvious that Prusa has a good product, but they're not used to having to deliver. I suspect (and hope) that next year Prusa will be making major changes to their business models (and hopefully pricing) now that other companies are driving markets. Just because you were big first doesn't mean you can't crumble as time goes on, and I do genuinely like my Prusa experience minus the disaster that was the XL. And as an aside I actually do run manufacturing plants as my day job and am responsible for making sure they run effectively and efficiently, so I'm not just speaking with no insight.
“Labor is cheap” it is cheap and readily available in Shezen China yes but not as easy in europe.
I also work in the electronic tech industry and it is part of my job to help figure out component shortage mitigations. My company (which is very large) is still having some issues with some vendors' part lead times. So, the supply chain is not completely back to normal. I commend Joseph and his team for working through the same issues I did for our products at the same time with his three new product designs.
As for cheap labor, you get what you pay for. I am not sure I want just anyone off the street to be building up parts for the 5 tool XL kit I ordered on day one (at least in my time zone). I would prefer Joseph and his team screen people and determine the best folks to assemble and inspect the printers and parts to ensure I get the quality printer I did back in 2017 with the MK2 I am still using today. I guess I am more patient than others because my MK2.5S with MMU2 is working flawlessly while I wait.
Some excellent news, this will make the prusa XL an absolute beast! Can’t wait to try!
Very interesting, thanks!
I am happy to get another update, but I am doubting one thing: If I understood your statement correctly, I will receive an Email tomorrow that allows me to complete my 2021 preorder. But I also only have two weeks to do so, otherwise I will loose my position in the queue. But if I complete my order now I have no idea when to expect my printer except „this year“?
I am fine with waiting, but I am not fine with paying in full with no concrete statement on the delivery date :/. I think it would be fine to set a limit of 2 weeks to complete orders, but it would be much better to only do so for orders you can complete in the next weeks as you are doing now.
Hi Harsesis. After the 2 weeks leadtime to finish the order, we will use the data collected from this orders to prepare a shipping table that will show the expected shipping date according to the date of the creation of the order.
You can decide to complete the order after the 2 weeks if you prefer.
Blas Palencia
Prusa Research
This is exactly my point, I first have to pay in full, an than at some point later in time you will provide a shipping table.
Sorry, but this is very unsatisfying. Sure I can decide to not order within the two weeks, but this also means I am loosing my spot in the queue :(.
We understand your point. But the final email email it is also intended to remind customers of their orders, and be sure the delivery address hasn't changed. We need this info from customer to be able to prepare the shipping table. Even if you don't pay during the 2 weeks, your order should ship in 2021.
You mean 2023?
Or 2024?
Can we finally have a price estimate for the 2-Head and 5-Head upgrades?
I would prefer buying a 1 Head printer and upgrade later if the difference between buying everything on day one, vs upgrading later is minimal.
Nice upgrades, but what about the OctoPrint Support for FW 5.1 which was addressed here: https://twitter.com/Prusa3D/status/1705151177329959185 and here https://github.com/prusa3d/Prusa-Firmware-Buddy/issues/189#issuecomment-1715578694
Curious on what is meant by the extract below. Is a “toolhead upgrade” a physical change to design of the printer like a XL+ or should they have said “toolhead upgrade KITS” where they are making the upgrade kits available so you can upgrade to 5 heads.
***
XL Upgrades
We’re also wrapping up the preparations for the XL Toolhead upgrades. Once we clear up the 2021 batch of XL preorders, we will have enough capacity to start manufacturing and shipping upgrades to 2-head and 5-head machines. Our current plan is to start the production of upgrades in January 2024.….***
Also wonder if you can get 2 head kit and buy a single kit to get a 3head printer.
Let me see if I got this right, you wrote:
'With this measure, we want to make sure that customers who had ordered a 1-toolhead printer, and then upgraded their order to a different variant, won’t skip customers with 2- and 5-toolhead machines. Honestly, we didn’t expect that the number of upgraded orders (from single-tool to five-tool) would be so high. I’m sorry about the issues this caused, I believe the new system should be much more fair to everyone.'
So basically people who have ordered a single tool XL, upgraded their pre-order to multi-tool and when Prusa started shipping the multi-tool they were the first ones to get it, effectively jumping over the people who preordered from the start a multi-tool XL? Is this what happened? If it is, the fact that you let this happen until now is pretty unbeliveable in itself.
After reading this post and dealing with the complete mess of your pre-ordering system, I decided to cancel my pre-order of my 5-tool XL. Not only the printer seems to have some issues, including quite some noisy ones, judging by the user videos out there, Prusa also doesn't seem to acknowledge that issues exist! 2ndly, customers that are/were willing to pay for the multi-tool (in particular the 5-tool) are the last ones in line, yet they are the ones who pay the big bill! They should be the 1st ones in line! I mean how difficult is to get this?
Anyway, on the + side all this XL mess saved me a bundle. Now, I can place that order with your competitor and get a cheaper, more advanced and technically capable 3D printer than the XL. So thanks Prusa.
I agree this was weird, but it's not exactly like you presumed.
I got a notification, and I asked specifically on support about the upgrade – they said that upgrading from 1T to 2T would delay my order by approx 3 weeks (4 weeks vs 1 week). It actually did and at that point, 2T printers were already shipping (so there was no absolute priority as you thought). I don't remember about 5T, but upgrading to that would cause an even longer delay.
So, I guess the process that was "wrong" was the conversion of a preorder into an order and getting into an actual queue for 1T, 2T, or 5T. I think they just thought that since the preorder deposit was the same for all versions, people would stick to the version they wanted.
If they used the time of preorder without discerning tool count, you actually paid for 5T printer and waited for 4 months, you'd be pissed even more.
To be fair, anyone who placed a pre-order at the very start was told they could upgrade once the 5 tool was availble. This is not jumping the line. You could only pre-order a single tool and then upgrade when ordering was open for a multitool version which for me did not happen till early October 2023. I would add that anyone still waiting is fortunate that they did not yet recieve this experimental printer. The printer will be amazing once all the bugs are worked out, and will print much faster then a current Bambu X1C with more then 1 color or material change. Right now it is not worth the price untill most of the issues are worked out.
While I am disappointed in several aspects to the whole process (order time to delivery, parts issues, the MK4 coming out first), I am happy that you (people at Prusa3D) are taking the time and effort to do things right (as much as you can) since corner cutting shows and sucks. Here's hoping I get to see the XL sooner than mid year next year as I have PLANS. >:)
Basically, Bambu labs thread, make Prusa a better version of it itsself, as it is now fullfilling the comunity once again just like in the begining.
> Binary G-code option can be found in Print Settings -> Output options -> Export as binary G-code (it is enabled by default).
This really was a TERRIBLE decision. Forcing somebody to upgrade to an ALPHA version of firmware in order to use the PRODUCTION version of the slicer (without having to change all their Print Settings) is just a terrible decision.
Also, this is not a "print setting". It is a printer characteristic. Setting it once, in the printer profile, should be all that is needed. Instead I had to go through 10 profiles, make copies of them (because you can't modify the built in profiles) just to change this to non-binary until production firmware is available.
Painful.
I just this read this in the 2.7.1 release notes:
"The option Export as binary G-code was removed from Print Settings. Instead, there is a new option in Printer Settings named Supports binary G-code so it can be set at printer level. There is also a new global switch in Preferences->Other, which controls whether binary G-code will be generated for printers which support it. It is now much easier to turn the feature on or off without doing any changes in profiles."
THANK YOU!
I do not know if you noticed my post, or whether your team decided to do this on their own, but I'm impressed. I've been running software companies for over 40 years, and it is refreshing to see a company that is attentive to customer needs and gets releases out in a timely manner with meaningful fixes. Thank you again.
I know I will likely not get any kind of reply from Prusa on this as this is just like yelling into a wishing well but what the hell. Any idea on when us chumps that downgraded to a 1 tool head from 5 will be able to upgrade to the 5 head?
Its been almost 4 months since this update. Answers to some questions would help in decision to purchase. Did you ship all of the pre orders by the end of 2023? What is the status of 2022 preorders — to be shipped by the end of April 2024. When will you start the production of upgrades? When will you announce the long awaited XL Enclosure? If I place an order today for an XL, when will you be able to ship?
I did a 35 min 43 second bonkers bechy 2 color mk3.5 mmu3 with custom gcode fully stock printer