





*) klid, nechte mě to vysvětlit 😉
Stabilní release Input Shaper firmwaru pro Original Prusa MK4 je tu a všechny nově vyrobené tiskárny ho budou mít předinstalovaný z výroby. Pokud jste s instalací zatím váhali, a čekali na stabilní verzi, čekání je u konce – z MK4 můžete během pár minut udělat sprintera. Odezva komunity během vývoje byla fantastická a dostali jsme i hromadu zpětné vazby, kterou jsme do finálního releasu zapracovali. A máme pro vás ještě jedno parádní překvapení: naše Original Prusa MINI dostala pořádné turbo. 🙂 Náš tým dokázal (téměř) nemožné a naportoval MK4 firmware na našeho „Miníka.“ Tím pádem dostal do vínku Input Shaper, Pressure Advance, síťování… a lítá jako drak!
Nabízí se proto otázka: jak rychlé jsou vlastně naše tiskárny? A jak si stojí ve srovnání s jinými modely?
10x rychlejší! 600 mm/s!! 20.000 mm/s^2!!!
Porovnávat produkty podle číselných parametrů patří k jednomu z nejčastějších způsobů, jak se zorientovat v záplavě výrobků na trhu, aniž byste je museli osobně testovat. Problém je, že u 3D tiskáren neexistuje jedno univerzální číslo, které by se dalo použít jako univerzální indikátor. Jak rychlá je tiskárna? To záleží na mnoha faktorech: samotná rychlost tisku, akcelerace, rychlost ryvu („jerk speed“), objemová rychlost, průměr trysky, tvar a složitost objektu a na mnoha dalších. Což je z hlediska marketingové komunikace hrozivě komplikované. Co se proto děje? Výrobci si většinou vyberou jeden až dva hezky vypadající parametry. Většinou to bývá rychlost posunu a rychlost tisku infillu, případně akcelerace, protože tady jsou hodnoty nejvyšší. Háček spočívá v tom, že například rychlost posunu ovlivňuje méně než 10 % celkové doby tisku. Vysoké akcelerace pro tisk výplně jsou samozřejmě fajn, jenže tím místem, kde nejčastěji dochází ke změně směru a tvorbě komplexní geometrie, jsou vnější stěny (perimetry) – tam musí tiskárna zpomalit. A určitě je vhodné zmínit i to, že hvězdná čísla jsou často doprovázené malým textem „Až,“ zatímco reálné hodnoty najdete někde šikovně schované.
Asi si teď říkáte, že tohle téma načínám, protože taháme za kratší konec provazu. Není to tak. Mrkněte se na výňatek z článku v New York Times, ve kterém si vzali na paškál srovnání čtyř různých tiskáren. Naše Original Prusa MK4 měla nainstalovanou vývojovou (alfa) verzi Input Shaperu.
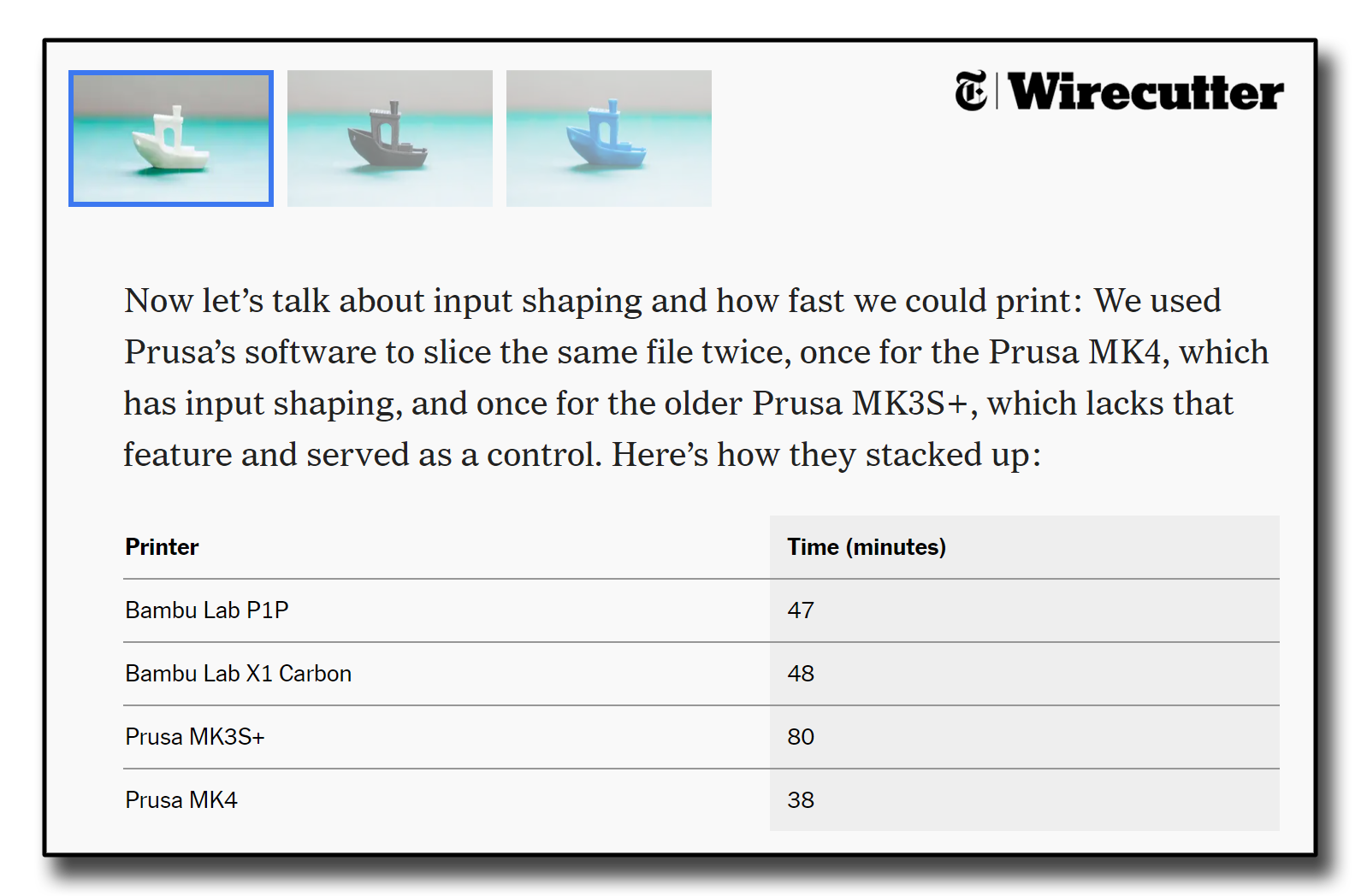
Ve třech testech New York Times vždy vyhrála MK4 s nejkratším tiskovým časem. Všechny testy byly prováděny na poměrně malých objektech, tudíž tu hrála velkou roli i délka předtiskové kalibrace. Na rovinu proto říkáme, že kdyby byly testy koncipované jinak, byly by výsledky jiné.
Vliv rychlosti tisku a akcelerací
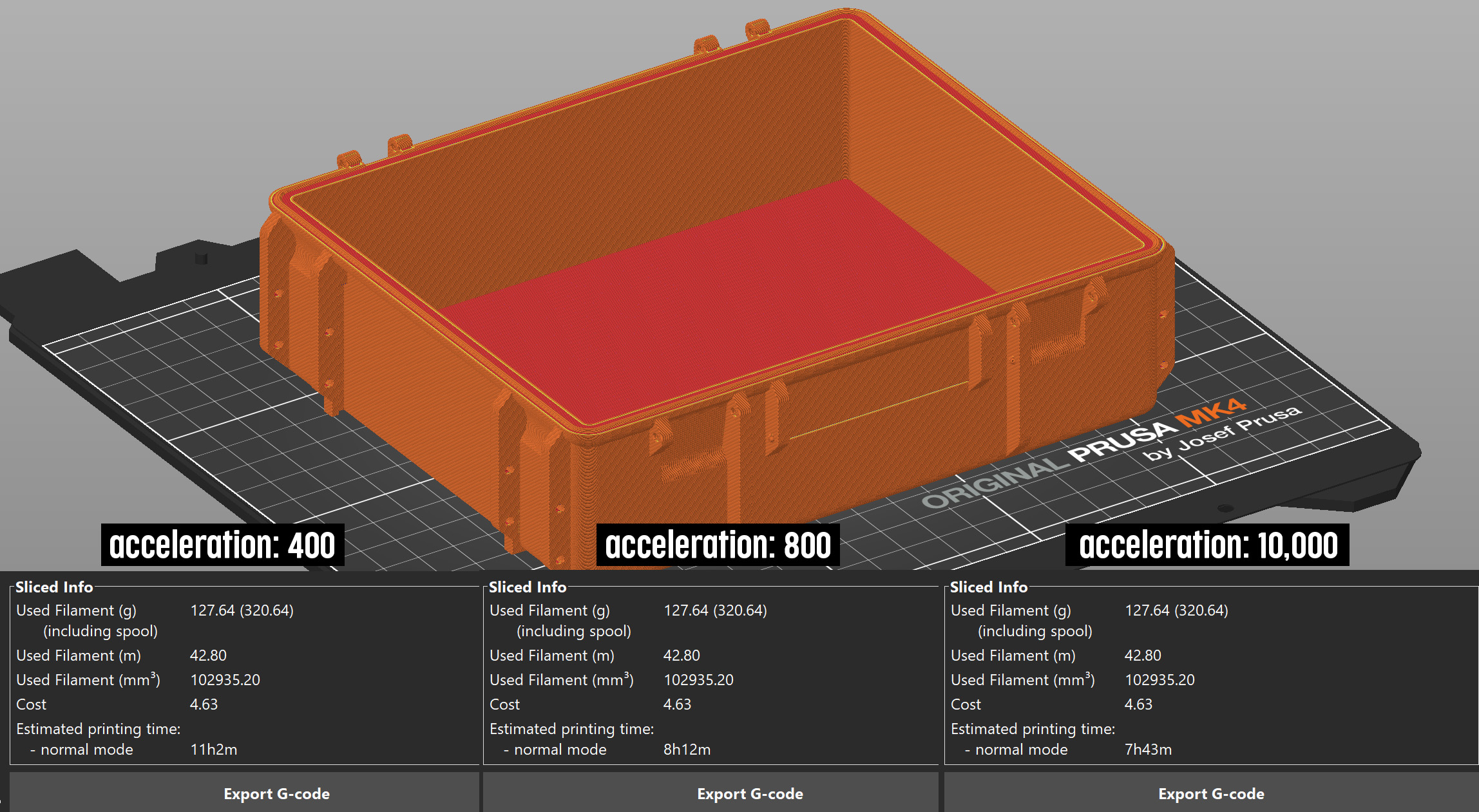
Zákon klesajících výnosů je samozřejmě aplikovatelný i na 3D tiskárny. Pokud zvýšíte akcelerace z 800 na 4000, bude vliv na dobu tisku značný. Pokud půjdete ze 4000 na 10 000? Už to nebude tak výrazné.
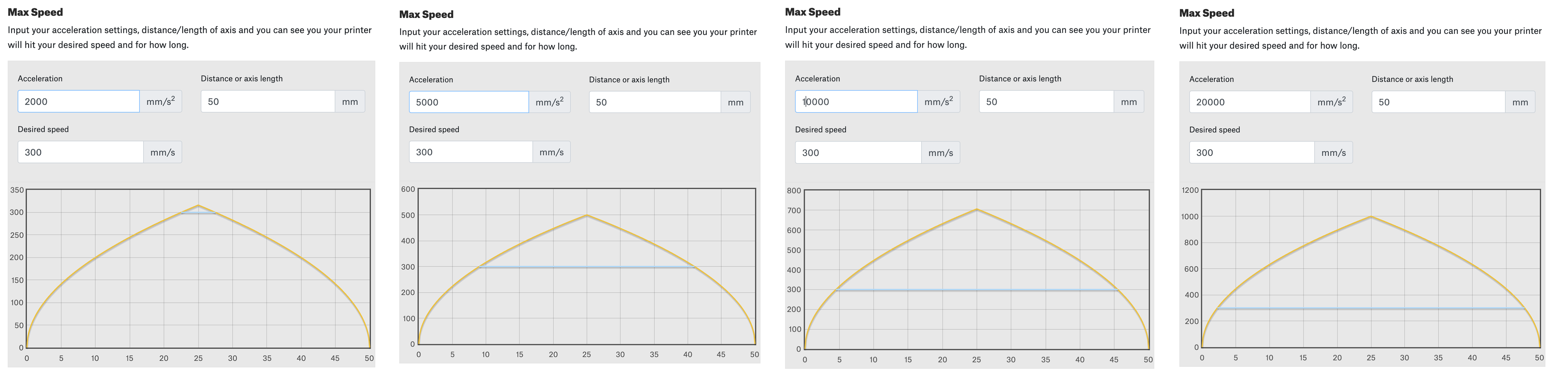
Tohle je pochopitelně jen jeden příklad. To, jaký vliv budou mít akcelerace na dobu tisku, je úzce spjato i se samotnou rychlostí tisku. Moje pointa spočívala v tom, že dvakrát vyšší číslo automaticky neznamená dvakrát kratší dobu tisku. Před nějakými deseti let (letí to!) jsem naprogramoval jednoduchou kalkulačku, s pomocí které můžete ladit poměr mezi rychlostí a akcelerací. Vyzkoušet ji můžete tady. Začněte nastavením vzdálenosti, kterou musí tryska urazit (v našem případě 50 mm) a pak si zkuste hrát s nastavením tiskové rychlosti a akcelerace.
Příměry bývají dvojsečná zbraň, ale tenhle celkem funguje: je to jako porovnávat dvě auta, jedno s maximální rychlostí 250 km/h a druhé s 350 km/h. Které z nich dorazí jako první do sousedního města? Teoreticky to s vyšší maximální rychlostí, ale je potřeba vzít v potaz celou řadu parametrů – provoz, spotřebu, složitost trasy, akceleraci a další. Zkrátka není možné neustále cestovat s rychlostí v omezovači.
Objemová rychlost, vyhřívání a chlazení
Tisk vysokou rychlostí znamená mnohem víc než jen to, že rychle kmitáte extruderem sem a tam. Je potřeba i pořádné řízení teploty. To vás možná nebude trápit při tisku sošek, ale jakmile dojde na tisk funkčních součástek, u kterých je vyžadována vysoká pevnost, jsou nároky jinde. Filament, který prochází skrz trysku je potřeba důsledně prohřát (aby střed filamentu neměl nižší teplotu než vnější část) a pak správným způsobem (nikoliv extrémně rychle) zchladit. Pokud při vysoké rychlosti tisku budete posouvat příliš vysokou rychlostí skrz trysku, může dojít k tomu, že se filament špatně prohřeje, což ovlivní mechanické i vizuální vlastnosti tištěného objektu.
Nedostatečné prohřátí filamentu odhalíte poměrně snadno: pokud používáte lesklý či částečně lesklý filament, pak na výtisku uvidíte matné a lesklé části oddělené výraznou horizontální linkou. Pokud se budete pohybovat na samotné hraně objemové rychlosti („volumetric flow“), budou mít svislé plochy jinou povrchovou strukturu – interně tomu říkáme „džínovina.“ Povrch objektu je jemně zdrsněný a připomíná látku. Je to znamení, že tady už tiskárna úplně nestíhala. Pokud byste rychlost vyšroubovali ještě o něco výš, začnou se v objektu objevovat trhliny.
Nejen nedostatečné prohřátí materiálu, ale naopak i extrémně rychlé ochlazení roztaveného filamentu, negativně ovlivňuje fyzické vlastnosti tištěného objektu. Ano – i příliš rychlé chlazení je na škodu. Filament vytlačený z tysky potřebuje dostatek času na to, aby se uvnitř materiálu správně natočily polymerové řetězce do uspořádanějších struktur. Pokud jej uchladíte moc rychle, ovlivní to strukturální pevnost tisku. Prostě nesmí být kaše ani moc horká, ani moc studená, prostě tak akorát. 🙂
Mimochodem, volumetrická rychlost je další z populárních „Až“ hodnot. Pokud jste zvědaví, jakých reálných hodnot tiskárna dosáhne, je na to jednoduchý trik: prostě si stáhněte PrusaSlicer (nebo slicer dodávaný k dané tiskárně) a podívejte se buď do nastavení profilu nebo do vizualizace vyslicovaného objektu.
Když už je řeč o PrusaSliceru: naše profily jsou už řadu let nastavené na maximální kvalitu a spolehlivost. Neženeme se za maximální rychlostí a nové profily SPEED a STRUCTURAL jsme dlouho ladili přímo s kolegy z Prusa Polymers, kteří pro vás připravují Prusament – profily tím pádem nejsou syntetické a teoretické, ale skutečně odladěné lidmi, kteří do hloubky rozumí termoplastům.
Jak porovnat rychlost tiskáren?
Pokud se rozhodujete mezi několika modely a vaším hlavním požadavkem je rychlost, pak není nic snazšího, než si obstarat slicery od jednotlivých tiskáren. Stáhněte si pár objektů, které byste si chtěli vytisknout, vyslicujte je s výchozím nastavením, a podívejte se, jak moc se od sebe jednotlivé tiskárny liší. PrusaSlicer má extrémně přesné odhady tiskové doby, tudíž všechny další slicery na něm založené (SuperSlicer, Bambu Studio, AnycubicSlicer, OrcaSlicer, atd.) budou mít také velmi přesná čísla. Co se týče slicerů založených na Cura (např. Creality Slicer), tak jsou hodnoty většinou také blízké reálu, ale je potřeba si zkontrolovat, zda hodnoty pro ryv a akcelerace jsou nastaveny správně.
Při té příležitosti se také můžete podívat na to, jestli ostatní hodnoty v profilech odpovídají tomu, co výrobce uvádí „na krabici.“ Díky tomu můžete snadno odhalit, jestli např. v maximálních rychlostech není jeden či dva háčky. Tím mám na mysli například nutnost použít speciální druhu filamentu, nebo že se například PETG tiskne dvakrát pomaleji než PLA.
Jedním dechem je potřeba dodat, že syntetické testy a vypočítané časové údaje nejsou definitivní metodou, jak tiskárny porovnávat. Bude záležet na tvaru modelu, filamentu, trysce, teplotě prostředí… výsledek je zkrátka ovlivněn mnoha faktory. Navíc pro řadu z vás není výběr tiskárny jen o maximální rychlosti. V potaz je potřeba vzít i další aspekty: kvalita tisku, spolehlivnost, složitost údržby, dokumentace v mateřském jazyce, doplňkové služby, technická podpora, aktivní komunita, (open-source) software či udržitelnost, nebo množství odpadu při tisku multi-materiálových objektů. Třeba i možnost hardwarových upgradů nebo dlouhodobá podpora.
Což mě přivádí k následující kapitole:
Zrychlujeme MINI pomocí Input Shaperu!
Možná jsme v tomhle trošku staromódní, ale nemáme v plánu nutit vás kupovat si zcela novou tiskárnu každé dva roky. Vlastně to děláme úplně naopak: snažíme se, aby vám vaše tiskárna fungovala co nejdéle a byla lepší a lepší. Proto jsme vydali nový alpha firmware pro Original Prusa MINI/MINI+, se kterým je rychlá jako čert. 🙂
Naši vývojáři totiž dokázali něco, co vypadalo jako téměř nemožný úkol: vzali firmware pro MK4 a celý jej portovali na skromnější MINI platformu, tudíž máte nyní k dispozici Input Shaper, Pressure Advance, síťové funkce a mnoho dalšího. Firmware je zatím v alfa fázi, tudíž jej doporučujeme zkušenějším uživatelům, ale jestli se nebojíte trošku experimentovat, určitě jej vyzkoušejte. Vždy se můžete vrátit na stabilní verzi. Mrkněte k nám na Reddit, kde se spousta uživatelů shodla na tom, že s novým firmwarem najednou MINI působí jako úplně nová tiskárna. A není to jen o rychlosti – Miníka nyní můžete přidat i do Prusa Connect a posílat G-cody bezdrátově. Stabilní verzi bychom chtěli vydat cca za měsíc.
Abychom ukázali, kam až se dá s MINI zajít, připravili jsme krátké video s tiskem Benchyho. Pro jistotu zdůrazňuji, že se nejedná o tisk podle pravidel speedboat race, ale připadalo nám to tak cool, že jsme se prostě nemohli nepodělit. 🙂 Dle pravidel SpeedBoat Race dokážeme Benchy vytisknout za 26 minut, což je stále obrovské zrychlení.
A tím jsme ještě nevysypali všechny trumfy z rukávu. Chystáme další věci a brzy o nich napíšeme.
XL Input Shaper je za rohem
Samozřejmě musí přijít otázka, jak to vypadá s Input Shaperem pro Original Prusa XL. Abych uvedl věci na pravou míru: na XL firmwaru pracuje jiný vývojářský tým (jedná se o jinou vývojovou větev firmwaru), není to tedy stejná codebase jako u MINI. Rozdíl je samozřejmě ve zcela odlišné kinematice obou tiskáren, XL je navíc vybavena toolchanger mechanismem, který je potřeba při návrhu zohlednit. Tiskárny typu CoreXY zpravidla nabízejí vysoké rychlosti tisku, ale čím je tiskárna větší, tím má delší řemeny. A delší řemeny více pruží, což je také potřeba vzít v potaz.
Vydání Input Shaper firmwaru pro XL (Single Tool) je prakticky za rohem. Očekáváme, že alfa verze dorazí už v říjnu. O dalším vývoji vás budeme informovat.
(Rychlému) tisku zdar!
Zdravím, je potřeba po aktualizaci firmware něco nastavovat? U původního tisku mi to po přeslicování píše stejný čas.
Taky mít ideálně aktuální PrusaSlicer, aktuální profily a v průvodci nastavením si přidat variantu mini s input shaperem