





*ok dejame explicarte 😉
¡La versión estable del firmware de Input Shaper para la Original Prusa MK4 ya está disponible! Todas nuestras nuevas impresoras 3D MK4 se enviarán con él por defecto y se puede flashear con seguridad de inmediato para convertir tu máquina incansable de impresión 3D en una máquina de carreras! 😉 La respuesta de la comunidad durante el desarrollo fue increíble y recibimos un montón de valiosos comentarios que nos ayudaron a dar forma a esta versión..
¡Y la MINI también se ha vuelto varias veces más rápido! Nuestro equipo ha hecho lo imposible y ha portado el firmware de la MK4 a la modesta CPU y la reducida RAM del MINI. Con el nuevo firmware alfa, se sentirá como una impresora completamente nueva.
Así que ahora viene la pregunta, ¿cómo de rápidas son exactamente nuestras impresoras? Y ¿cómo se comparan con las de la competencia?
¡10 Veces Más Rápida! 600 mm/s! 20,000 mm/s^2!
Comparar las especificaciones de los productos es una de las pocas formas de elegir entre varios productos del mercado, sin tener que probarlos todos. Por desgracia, comparar un número arbitrario no dice mucho sobre la velocidad real de la impresora.
De hecho, la velocidad global de una impresora 3D viene determinada por una serie de factores: velocidad de impresión, aceleraciones, velocidades de jerk, flujo volumétrico, tamaño de la boquilla, forma del objeto y mucho más. Para fines de marketing, todo esto es demasiado complicado. Así que, en su lugar, las empresas eligen uno o dos números. Normalmente, la velocidad de desplazamiento, la velocidad de impresión del relleno o la aceleración para imprimir el relleno.
Durante la mayoría de las impresiones, la impresora empleará menos del 10% del tiempo en movimientos de desplazamiento. Esto significa que incluso los movimientos de desplazamiento ridículamente rápidos tienen poco impacto en el tiempo total de impresión. Tener una alta aceleración para el relleno es ciertamente útil, pero los perímetros (la pared exterior) son típicamente donde toda la complejidad de la forma y los cambios de dirección están realmente. Y eso sin mencionar el hecho de que a menudo estas velocidades de impresión son los valores «hasta» siendo los valores reales en los perfiles de impresión suministrados sensiblemente inferiores.
Y para aclarar las cosas desde el principio, no voy a abrir este tema, porque nuestras impresoras saldrían mal paradas en estas pruebas. Echemos un vistazo a un artículo que se publicó en el New York Times donde comparó los tiempos de impresión y la calidad de impresión en varios objetos diferentes con cuatro impresoras diferentes – la MK4 se utilizó con la versión alfa de la Input Shaper.
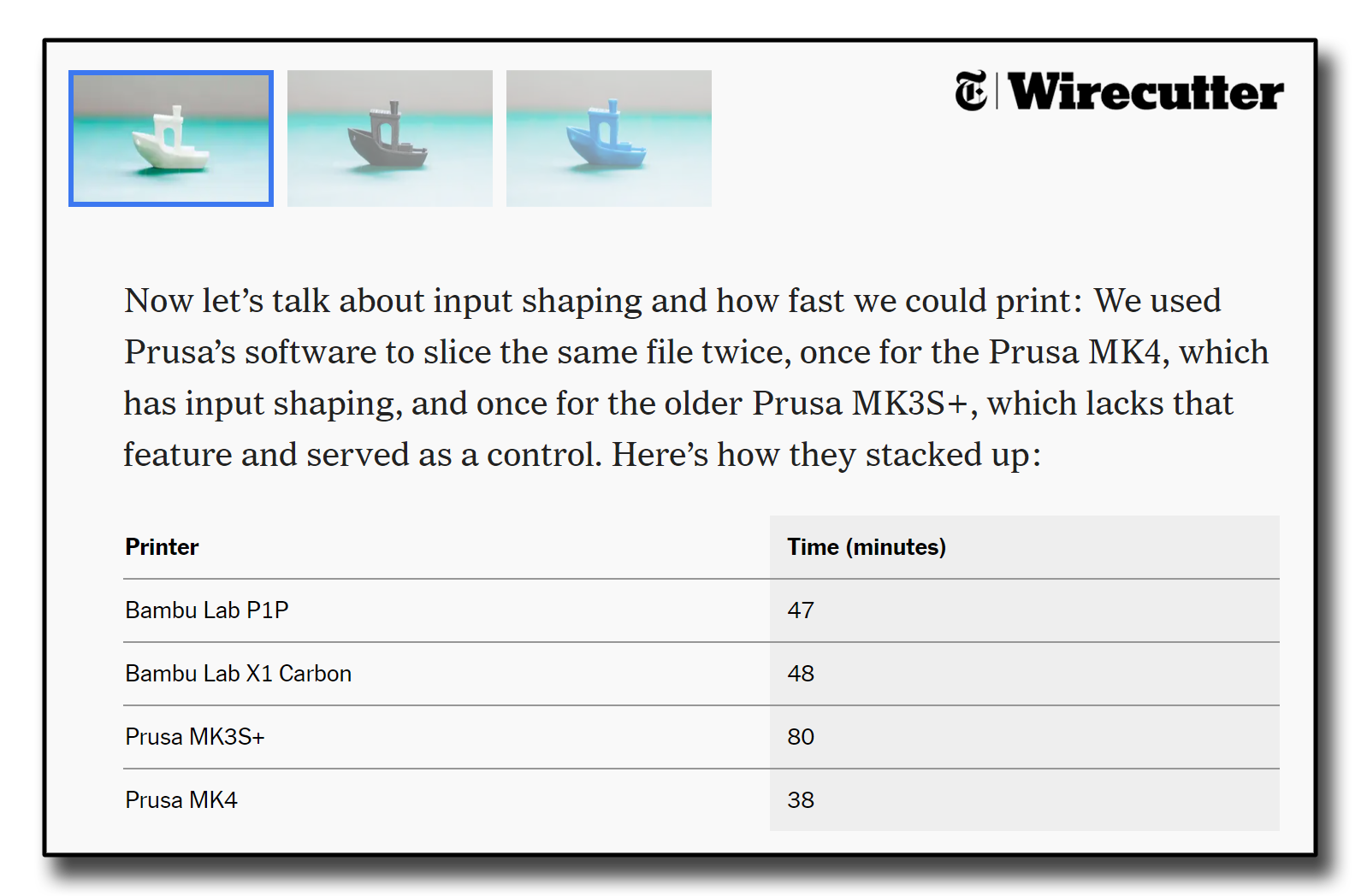
En las 3 pruebas que realizó el New York Times, la MK4 siempre tuvo el tiempo de impresión más corto. Todas las pruebas se realizaron en impresiones bastante pequeñas, por lo que la duración del proceso de calibrado desempeñó un papel importante en el tiempo total de impresión. Si la prueba se hubiera realizado con un conjunto diferente de modelos, los resultados habrían sido distintos.
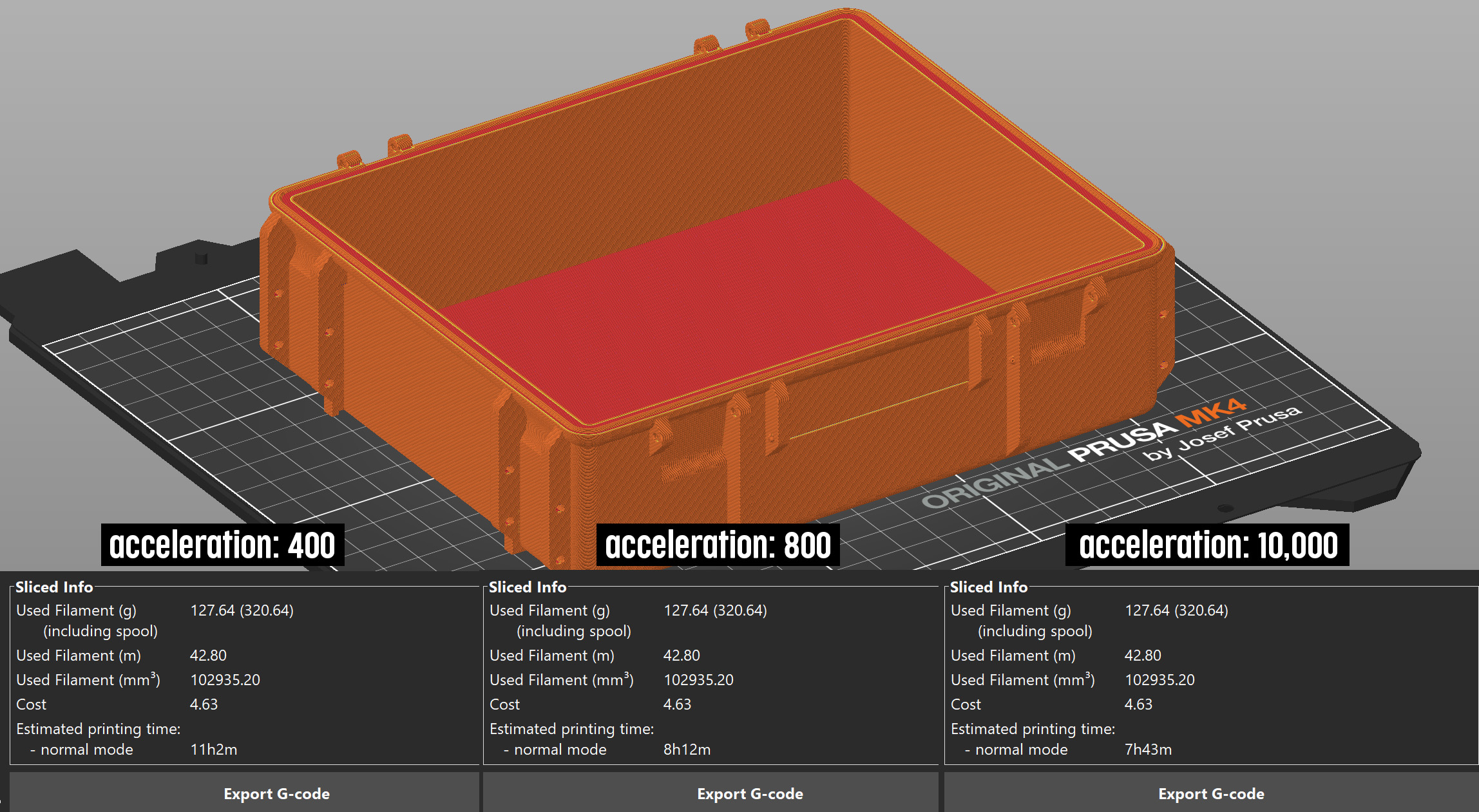
Impacto de aumentar la velocidad de impresión y la aceleración
La regla de los rendimientos decrecientes se aplica incluso a los parámetros de impresión 3D. Aumentar la aceleración de los movimientos de impresión de 800 a 4000 dará como resultado tiempos de impresión significativamente más cortos. Aumentar la aceleración de 4000 a 10.000? No tanto.
Por supuesto, esto es sólo un ejemplo y la diferencia que hace la aceleración está estrechamente ligada a las velocidades de impresión establecidas. Pero espero que me entiendas, que un número sea 2 veces mayor no significa que los tiempos de impresión sean un 50% más cortos. Hace una década creé una sencilla calculadora para ver la relación entre velocidad y aceleración – puedes jugar con ella aquí. Un buen punto de partida sería establecer la distancia como el tamaño de los modelos que suele imprimir – en los ejemplos de 50 mm, a continuación, la velocidad que le gustaría lograr y probar diferentes aceleraciones.
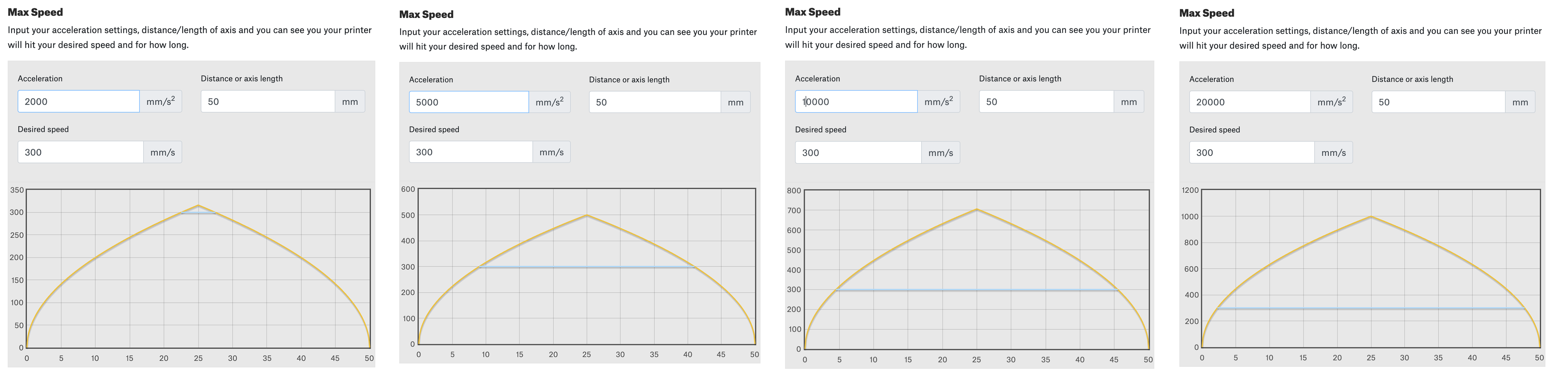
Es un poco como comparar dos coches, uno con una velocidad máxima de 250 km/h y otro de 350 km/h. Si se disponen a viajar a otro destino, ¿cuál llegará antes? En teoría, será el que tenga mayor velocidad máxima. ¿Pero en la realidad? Hay que tener en cuenta variables como la aceleración, el tráfico, el consumo de combustible, la ruta tomada… es prácticamente imposible viajar a una velocidad máxima constante.
Aún más cosas a tener en cuenta – flujos y gestión de la temperatura
.
Sin embargo, la impresión a altas velocidades requiere más que mover el extrusor lo más rápido posible. También implica una gestión cuidadosa de la temperatura.
Para impresiones funcionales, en las que la resistencia es importante, el plástico debe fundirse correctamente primero y enfriarse después de extruirse. Llevar las velocidades volumétricas demasiado cerca del límite del hotend dará como resultado un filamento mal fundido (por ejemplo, el núcleo tendrá una temperatura diferente), lo que a su vez afecta a las propiedades mecánicas y visuales.
Esto es bastante fácil de detectar: si está utilizando un filamento semibrillante, el objeto impreso será parcialmente mate y parcialmente brillante, con un claro borde horizontal entre estas secciones. Si el flujo volumétrico se lleva al límite absoluto, la superficie también presentará un acabado notablemente diferente, algo que llamamos «efecto denim». Si se lleva un poco más lejos, empezarán a verse agujeros en la impresión. Un calentamiento insuficiente o un enfriamiento excesivo también provocan impresiones más débiles y una peor adhesión entre capas. Sí, incluso un enfriamiento excesivo puede comprometer la calidad de la impresión. A medida que el plástico extruido se enfría, necesita tiempo suficiente para que las cadenas de polímero se orienten en una estructura más ordenada. Así que hay una especie de efecto Ricitos de Oro: ni demasiado caliente, ni demasiado frío, lo justo. 🙂
El flujo volumétrico es otro valor «hasta» popular y, de hecho, puede comprobar los valores reales en PrusaSlicer y otros laminadores laminando el objeto y abriendo el Flujo volumétrico en la ventana Leyenda.
Hablando de PrusaSlicer: Nuestros perfiles de impresión han sido, durante muchos años, ajustados para máxima calidad y fiabilidad, en lugar de perseguir la velocidad a toda costa. Y no se trata sólo de perfiles sintéticos. Hemos desarrollado los nuevos perfiles de impresión SPEED y STRUCTURAL con la ayuda del equipo de Prusament (Prusa Polymers), personas con un gran conocimiento de los termoplásticos.
¿Cómo comparar la velocidad de diferentes impresoras?
Cuando estás decidiendo entre varias impresoras 3D diferentes y quieres comparar sus velocidades de impresión, no hay nada más fácil que descargar sus respectivos laminadores y comprobar las velocidades por ti mismo. PrusaSlicer tiene una estimación de tiempo de impresión excepcionalmente precisa, por lo que todos los demás laminadores basados en PrusaSlicer (SuperSlicer, Bambu Studio, AnycubicSlicer, OrcaSlicer, etc.) también tendrán una estimación de tiempo de impresión precisa. Para los laminadores basados en Cura (por ejemplo, Creality Slicer), las estimaciones también deben ser bastante precisas, siempre y cuando la aceleración y el jerk coincidan con los valores en el firmware de la impresora.
Puedes laminar el objeto típico que planeas crear con tu impresora 3D en todos los laminadores y comparar los tiempos de impresión estimados. Además, también puedes comprobar si el número del perfil de impresión coincide realmente con el número anunciado por el fabricante. De esta forma, puedes ver si puede haber alguna que otra pega, como alcanzar la velocidad anunciada. Si lees la letra pequeña, puedes darte cuenta de que, por ejemplo, la velocidad de impresión para PETG es menos de la mitad de la velocidad teórica anunciada.
Ni que decir tiene que ni siquiera las estimaciones del laminador son la forma perfecta de comparar la velocidad de las impresoras 3D. La forma del modelo 3D, el filamento utilizado, la boquilla y el entorno… todos desempeñan papeles importantes y, como resultado, los tiempos de impresión relativos de cada impresión específica serán diferentes.
Dicho todo esto: la velocidad de impresión es sólo uno de los aspectos importantes de una impresora 3D a tener en cuenta al comparar varios modelos. Hay otros aspectos a tener en cuenta, como la calidad de impresión, la fiabilidad, la facilidad de mantenimiento, el soporte técnico, la comunidad o el software (de código abierto), sostenibilidad, o el desperdicio de filamento durante la impresión multicolor. Pero también cosas como la capacidad de actualización y el soporte continuo incluso años después del lanzamiento. Lo que me lleva a esto:
¡Input Shaper para la MINI está aquí!
Llámanos anticuados, pero no vamos a obligarte a comprar una impresora nueva cada dos años. De hecho, hacemos todo lo posible para que conserves tu impresora actual y la mejores cada vez más.
Por eso acabamos de lanzar un nuevo firmware para la Original Prusa MINI/MINI+ que esencialmente convierte esta impresora en un demonio compacto de la velocidad. 🙂 Nuestros desarrolladores lograron algo que parecía casi imposible – portaron el firmware de la MK4 a la plataforma menos potente de la MINI y trajeron todas las increíbles características como Input Shaping, Pressure Advance y conexión en red a la hermana de la MK4.
La versión alfa ya está disponible y si te sientes un poco aventurero, ¡pruébala! Muchos usuarios ya lo han hecho y están entusiasmados con el enorme aumento de velocidad – parece una impresora casi nueva. Además, puedes conectar fácilmente la MINI a Prusa Connect y enviar archivos directamente a la impresora sin necesidad de andar con una unidad USB. La versión estable estará disponible en aproximadamente un mes.
A continuación se muestra un video en el que traté de sacar el Benchy más rápido posible en el MINI – no siguiendo las reglas de la speedboat race, pero una demostración visual agradable de lo rápido que puede ir la impresora. Con las reglas de SpeedBenchy, el Benchy actualmente tarda 26 minutos en imprimirse.
Y aún no hemos terminado. Tenemos más novedades interesantes en preparación. Te contaremos los detalles dentro de unas semanas.
Input Shaper para la XL está casi listo
Ahora, la pregunta obvia es: ¿Qué pasa con la XL? En primer lugar: un equipo de desarrollo diferente gestiona el firmware del XL en una rama de código dedicada, por lo que no es lo mismo que la MINI. Esto se debe a la cinemática CoreXY completamente diferente y a la presencia de un cambiador de herramientas que supone retos adicionales. Aunque el sistema CoreXY suele permitir velocidades más altas, cuanto mayor es la impresora, más largas son las correas, y las correas más largas se estiran y flexionan más que las más cortas, lo que puede afectar negativamente a la calidad de impresión. Así que es otro aspecto que tenemos en cuenta.
Nos estamos preparando para la primera versión del firmware con Input Shaper y las pruebas están en marcha. Esperamos tener lista la versión alfa en octubre (inicialmente sólo para la herramienta única).
¡Felices (y rápidas) impresiones!
Hello, I´m trying this on my Mini and its impressive! So fast and so far so good. Will this feature be available for the MK3s+? Cause my Mini is "beating" my MK3s+ by far 🙂