





*Ok, lasciatemi spiegare 😉
La versione stabile del firmware con Input Shaper per Original Prusa MK4 è finalmente disponibile! Tutte le nostre nuove stampanti 3D MK4 ne saranno dotate di default e potrete tranquillamente effettuare il flashing subito per trasformare la vostra macchina infaticabile per la stampa 3D in un macchina da corsa! 😉 La risposta della community durante lo sviluppo è stata straordinaria e abbiamo ricevuto una tonnellata di feedback preziosi che ci hanno aiutato a plasmare questa versione.
E anche la MINI è appena diventata più veloce! Il nostro team ha fatto l’impossibile e ha adattato il firmware MK4 alla modesta CPU e alla RAM più piccola della MINI. Grazie al nuovo firmware alpha, sembrerà di avere una stampante nuova di zecca.
Ora la domanda è: quanto sono veloci le nostre stampanti? E come si collocano rispetto alla concorrenza?
10 volte più veloci! 600 mm/s! 20,000 mm/s^2!
Il confronto delle specifiche dei prodotti è uno dei pochi modi per scegliere tra i vari prodotti presenti sul mercato, senza doverli provare tutti. Purtroppo, il confronto di un numero arbitrario non ci dice molto sulla reale velocità della stampante.
In realtà, la velocità complessiva di una stampante 3D è determinata da una serie di fattori: velocità di stampa, accelerazioni, velocità jerk, flusso volumetrico, dimensioni dell’ugello, forma dell’oggetto e altro ancora. Ai fini del marketing, tutto questo è troppo complicato. Quindi, le aziende scelgono uno o due numeri. In genere la velocità di spostamento, la velocità di stampa del riempimento o l’accelerazione per la stampa del riempimento.
Nella maggior parte delle stampe, la stampante impiega meno del 10% del tempo per gli spostamenti. Ciò significa che anche gli spostamenti più veloci hanno un impatto minimo sul tempo di stampa complessivo. Avere un’accelerazione elevata per il riempimento è certamente utile, ma i perimetri (la parete esterna) sono in genere il punto in cui si manifesta tutta la complessità della forma e i cambi di direzione. Senza contare che spesso queste velocità di stampa sono valori “fino a”, mentre i valori reali nei profili di stampa forniti sono significativamente inferiori.
E per chiarire subito le cose, non sto aprendo questo argomento, perché le nostre stampanti si comporterebbero male in questi test. Diamo un’occhiata a un articolo pubblicato sul New York Times che ha confrontato i tempi e la qualità di stampa di diversi oggetti con quattro stampanti diverse – la MK4 è stata utilizzata con la versione alpha dell’Input Shaper.
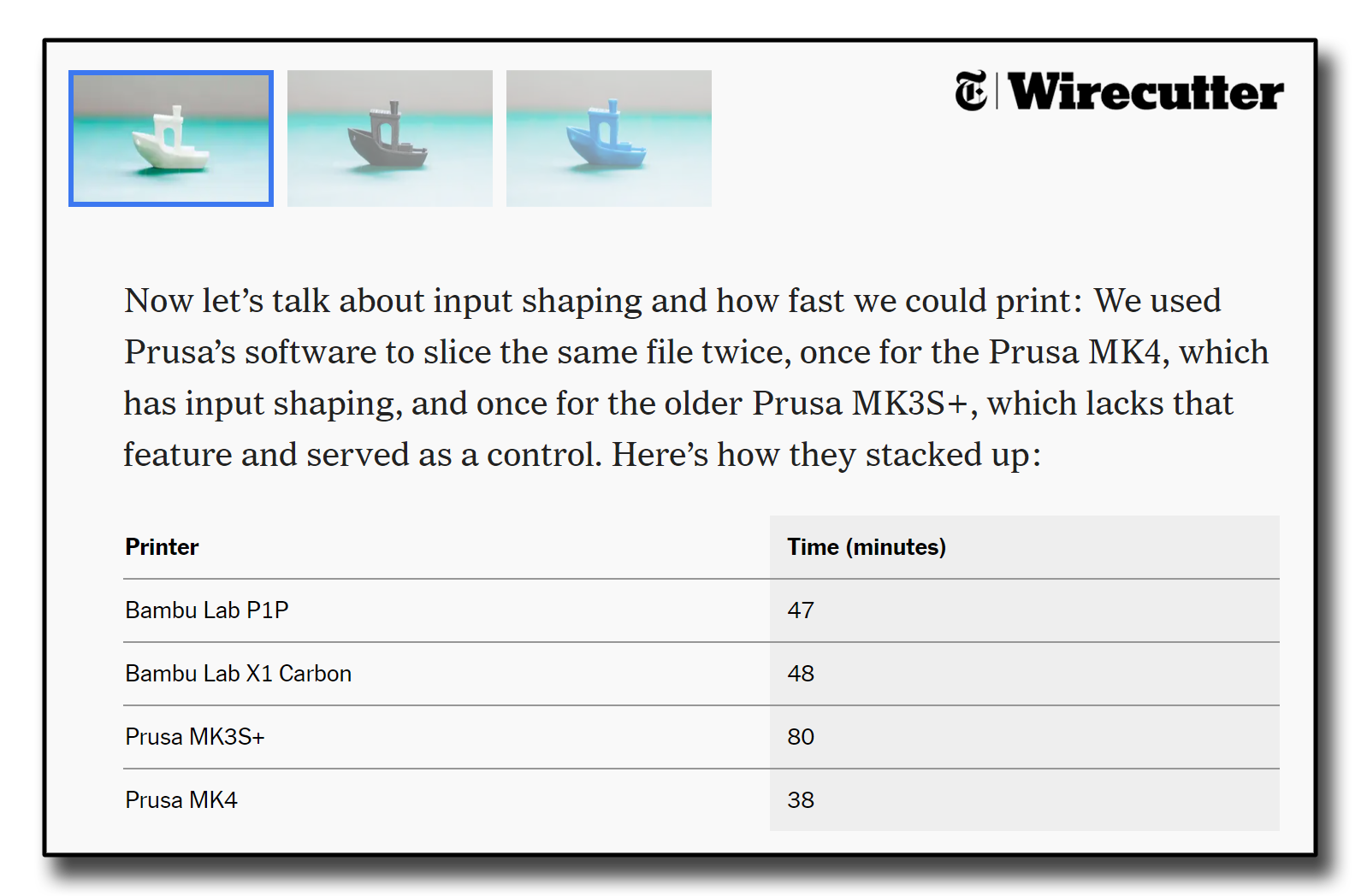
Nei 3 test eseguiti dal New York Times, la MK4 ha sempre avuto il tempo di stampa più breve. Tutti i test sono stati eseguiti su stampe piuttosto piccole, quindi la durata del processo di calibrazione ha giocato un ruolo significativo nel tempo di stampa complessivo. Se il test fosse stato eseguito su una serie diversa di modelli, i risultati sarebbero stati diversi.
Incidenza dell’aumento della velocità e dell’accelerazione di stampa
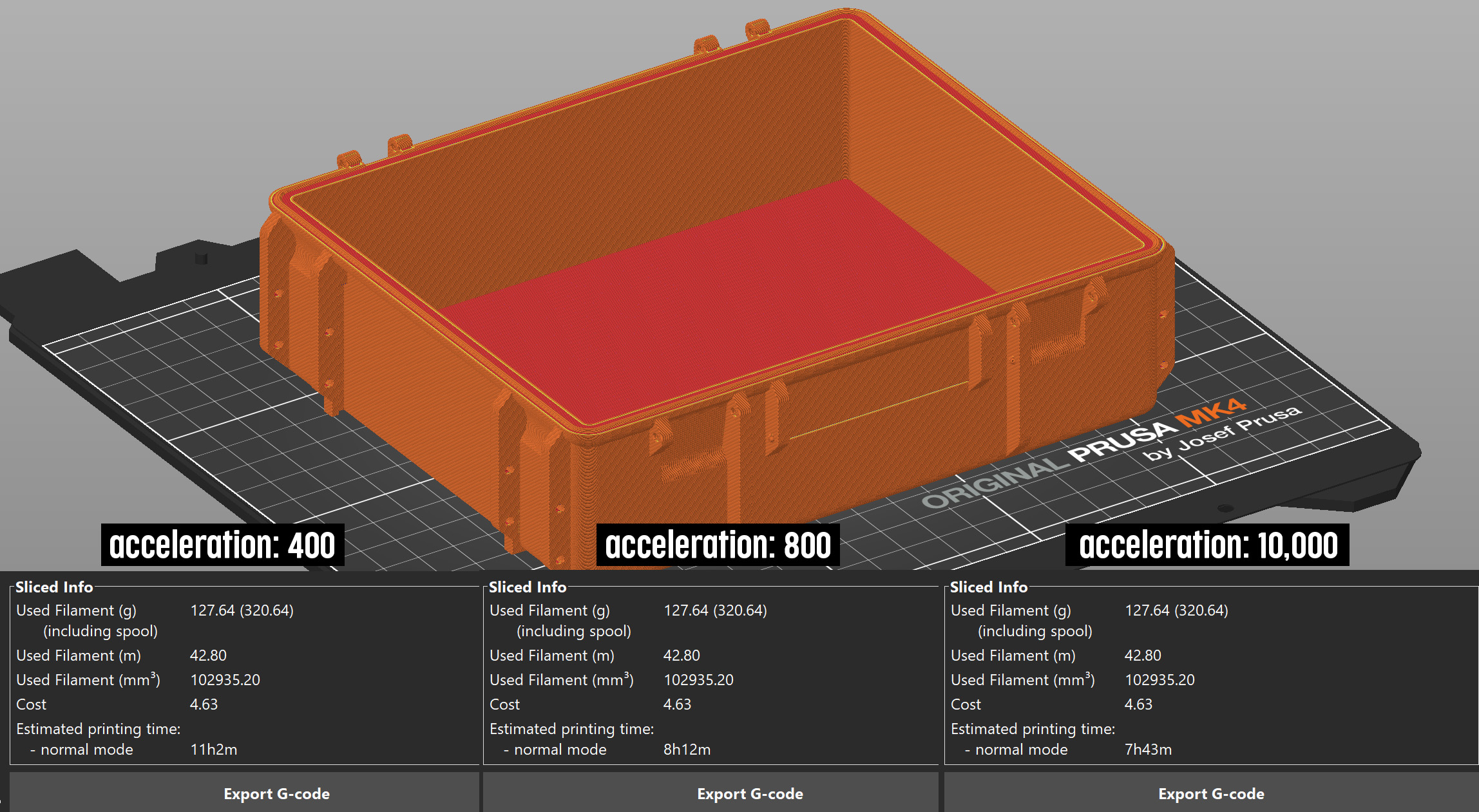
La regola dei rendimenti decrescenti si applica anche ai parametri di stampa 3D. Aumentando l’accelerazione dei movimenti di stampa da 800 a 4000 si otterranno tempi di stampa significativamente più brevi. Aumentare l’accelerazione da 4000 a 10.000? Non molto.
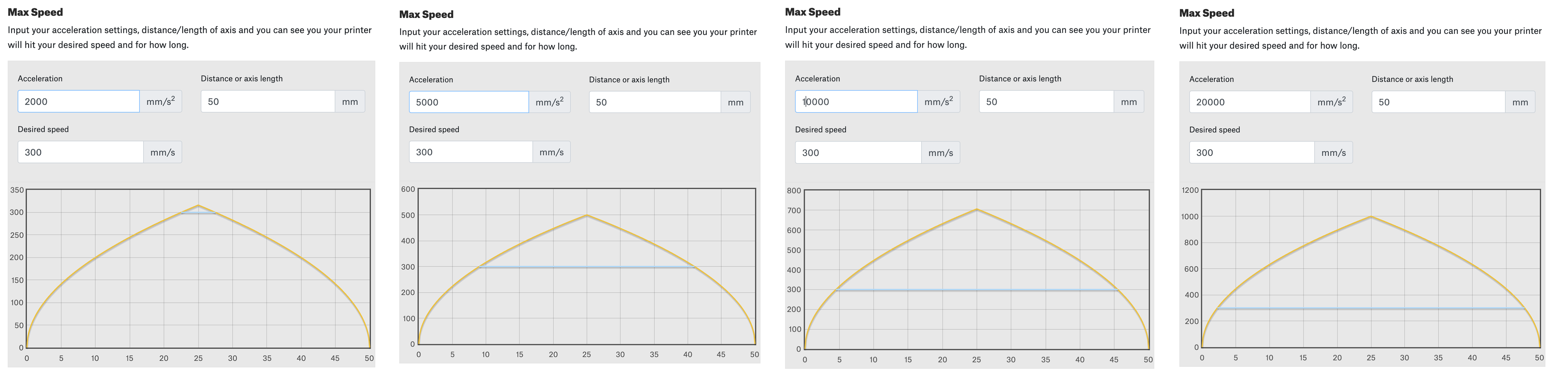
Naturalmente, questo è solo un esempio e la differenza dell’accelerazione è strettamente legata alle velocità di stampa impostate. Ma spero che abbiate capito il punto: un numero due volte più grande non significa tempi di stampa più brevi del 50%. Una decina di anni fa ho creato un semplice calcolatore per vedere la relazione tra velocità e accelerazione – potete provare a giocarci qui. Un buon punto di partenza sarebbe quello di impostare la distanza come le dimensioni dei modelli che si stampano di solito, negli esempi 50 mm, quindi la velocità che si desidera ottenere e provare diverse accelerazioni.
È un po’ come confrontare due auto, una con una velocità massima di 250 km/h e l’altra con 350 km/h. Se stanno per raggiungere un’altra destinazione, quale delle due arriverà per prima? In teoria, sarà quella con la velocità massima più alta. Ma nella realtà? Bisogna tenere conto di variabili quali l’accelerazione, il traffico, il consumo di carburante, il percorso effettuato… è praticamente impossibile viaggiare a una velocità massima costante.
Ancora più cose da considerare: flusso e gestione della temperatura
Tuttavia, la stampa ad alta velocità richiede molto di più che muovere l’estrusore il più velocemente possibile. Comporta anche un’attenta gestione della temperatura.
Per le stampe funzionali, dove la resistenza è importante, la plastica deve essere prima fusa correttamente e poi raffreddata dopo l’estrusione. Spingendo le velocità volumetriche troppo vicino al limite dell’hotend si otterrà un filamento fuso male (ad esempio, il nucleo avrà una temperatura diversa) che a sua volta influirà sulle proprietà meccaniche e visive.
Questo è piuttosto facile da riconoscere: se si utilizza un filamento semilucido, l’oggetto stampato sarà in parte opaco e in parte lucido, con un chiaro bordo orizzontale tra queste sezioni. Se il flusso volumetrico viene spinto al limite assoluto, la superficie presenterà una finitura sensibilmente diversa, che noi chiamiamo “effetto denim”. Se ci si spinge un po’ più in là, si iniziano a vedere dei buchi nella stampa. Un riscaldamento insufficiente o un raffreddamento eccessivo producono stampe più deboli e una peggiore adesione tra gli strati. Sì, anche un raffreddamento eccessivo può compromettere la qualità della stampa. Quando la plastica estrusa si raffredda, ha bisogno di un tempo sufficiente perché le catene polimeriche si orientino in una struttura più ordinata. Quindi c’è una sorta di effetto Goldilocks: non troppo caldo, non troppo freddo, giusto. 🙂
Il flusso volumetrico è un altro valore “fino a” molto diffuso e in effetti è possibile verificare i valori reali in PrusaSlicer ce altri slicer facendo lo slicing dell’oggetto e visualizzando la Portata volumetrica nella schermata della legenda.
Parlando di PrusaSlicer: I nostri profili di stampa sono stati, per molti anni, messi a punto per ottenere la massima qualità e affidabilità, piuttosto che inseguire la velocità a tutti i costi. E non si tratta solo di profili sintetici. Abbiamo sviluppato i nuovi profili di stampa SPEED e STRUCTURAL con l’assistenza del team di Prusament (Prusa Polymers), persone con una grande conoscenza dei materiali termoplastici.
Quindi, come confrontare le velocità delle diverse stampanti?
Quando si deve decidere tra diverse stampanti 3D e si vuole confrontare la loro velocità di stampa, non c’è niente di più facile che scaricare i rispettivi slicer e verificarne personalmente la velocità. PrusaSlicer ha una stima dei tempi di stampa eccezionalmente accurata, quindi anche tutti gli altri slicer basati su PrusaSlicer (SuperSlicer, Bambu Studio, AnycubicSlicer, OrcaSlicer, ecc.) avranno una stima accurata dei tempi di stampa. Anche per gli slicer basati su Cura (ad esempio Creality Slicer), le stime dovrebbero essere abbastanza precise, purché le impostazioni di accelerazione e jerk corrispondano ai valori del firmware della stampante.
È possibile fare lo slicing dell’oggetto tipico che si intende creare con la stampante 3D in tutti gli slicer e confrontare i tempi di stampa stimati. Inoltre, è possibile verificare se il valore del profilo di stampa corrisponde effettivamente a quello dichiarato dal produttore. In questo modo, si può capire se ci sono eventuali sorprese, come ad esempio il raggiungimento della velocità pubblicizzata. Se si leggono le scritte in piccolo, ci si può rendere conto che, ad esempio, la velocità di stampa per il PETG è meno della metà della velocità teorica dichiarata.
Inutile dire che anche le stime dello slicer non sono il modo perfetto per confrontare la velocità delle stampanti 3D. La forma del modello 3D, il filamento utilizzato, l’ugello e l’ambiente… svolgono tutti un ruolo importante e, di conseguenza, i tempi di stampa relativi di ogni specifica stampa saranno diversi.
Detto questo: la velocità di stampa è solo uno degli aspetti importanti di una stampante 3D da considerare quando si confrontano i vari modelli. Ci sono altri aspetti da prendere in considerazione, come la qualità di stampa, l’affidabilità, la facilità di manutenzione, il supporto tecnico, la community, il software (open-source), la sostenibilità, o lo spreco di filamento durante la stampa multicolore. Ma anche cose come l’aggiornabilità e il supporto continuo anche anni dopo il rilascio. Il che mi porta a questo:
È disponibile l’Input Shaper per MINI!
Chiamateci pure antiquati, ma non vi costringeremo a comprare una nuova stampante ogni due anni. Anzi, facciamo tutto il possibile per permettervi di utilizzare la vostra stampante attuale e di migliorarla sempre di più.
Per questo motivo abbiamo appena pubblicato un nuovo firmware per la Original Prusa MINI/MINI+ che essenzialmente trasforma questa stampante in un piccolo mostro di velocità. 🙂 I nostri sviluppatori sono riusciti in un’impresa che sembrava quasi impossibile: hanno adattato il firmware dell’MK4 alla piattaforma meno potente della MINI e hanno aggiunto alla sorellina dell’MK4 tutte le incredibili funzioni come Input Shaping, Pressure Advance e networking.
La versione alfa è già disponibile e se vi sentite un po’ avventurosi, provatela! Molti utenti l’hanno già fatto e sono entusiasti dell’enorme aumento di velocità: sembra di avere una stampante del tutto nuova. Inoltre, è possibile collegare facilmente la MINI a Prusa Connect e inviare i file direttamente alla stampante senza dover utilizzare una chiavetta USB. La versione stabile dovrebbe essere disponibile entro un mese circa.
Di seguito è riportato un video in cui ho cercato di stampare la Benchy più veloce possibile sulla MINI – non seguendo le regole della speedboat race, ma una bella dimostrazione visiva di quanto possa andare veloce la stampante. Con le regole della SpeedBenchy, attualmente la Benchy impiega 26 minuti per stampare.
E non abbiamo ancora finito! Abbiamo in cantiere altri entusiasmanti aggiornamenti, di cui condivideremo i dettagli tra qualche settimana.
Input Shaper per XL è quasi pronto
Ora, la domanda ovvia è: Che fine ha fatto la XL? Primo: un team di sviluppo diverso gestisce il firmware della XL in un ramo di codice dedicato, quindi non è lo stesso della MINI. Ciò è dovuto alla cinematica completamente diversa di CoreXY e alla presenza di un cambio strumenti che comporta ulteriori ostacoli. Sebbene il sistema CoreXY consenta generalmente velocità più elevate, più la stampante è grande, più lunghe sono le cinghie – e le cinghie più lunghe si allungano e si flettono maggiormente rispetto a quelle più corte, il che può influire negativamente sulla qualità di stampa. Questo è un altro aspetto che teniamo in considerazione.
Ci stiamo preparando per il primo rilascio del firmware con Input Shaper e i test sono in corso. Prevediamo di avere la versione alfa pronta in ottobre (inizialmente solo per lo Strumento singolo).
Buona (e veloce!) stampa!
Devi essere connesso per inviare un commento.