





*okay lassen Sie mich erklären 😉
Die stabile Version der Input Shaper-Firmware für den Original Prusa MK4 ist jetzt verfügbar! Alle unsere neuen MK4 3D-Drucker werden standardmäßig mit dieser Firmware ausgeliefert und Sie können sie sofort flashen, um Ihr 3D-Druck-Arbeitstier in ein Rennpferd zu verwandeln! 😉 Die Reaktion der Community während der Entwicklung war erstaunlich und wir haben eine Menge wertvolles Feedback erhalten, das uns geholfen hat, diese Version zu gestalten.
Und auch der MINI wurde gerade um ein Vielfaches schneller! Unser Team hat das Unmögliche geschafft und die MK4 Firmware auf die bescheidene CPU und den kleineren RAM des MINI portiert. Mit der neuen Alpha-Firmware wird er sich wie ein brandneuer Drucker fühlen.
Nun stellt sich also die Frage, wie schnell unsere Drucker sind? Und wie sind sie im Vergleich zur Konkurrenz?
10x Schneller! 600 mm/s! 20.000 mm/s^2!
Der Vergleich von Produktspezifikationen ist eine der wenigen Möglichkeiten, zwischen verschiedenen Produkten auf dem Markt zu wählen, ohne sie alle ausprobieren zu müssen. Leider sagt der Vergleich einer willkürlichen Zahl nicht viel darüber aus, wie schnell der Drucker tatsächlich ist.
Tatsächlich wird die Gesamtgeschwindigkeit eines 3D-Druckers durch eine Reihe von Faktoren bestimmt: Druckgeschwindigkeit, Beschleunigungen, Ruckgeschwindigkeiten, Volumenstrom, Düsengröße, Objektform und mehr. Für Marketingzwecke ist das alles viel zu kompliziert. Daher wählen die Unternehmen stattdessen eine oder zwei Zahlen. In der Regel die Fahrgeschwindigkeit, die Druckgeschwindigkeit von Infill oder die Beschleunigung beim Drucken von Infill.
Bei den meisten Drucken verbringt der Drucker weniger als 10% der Zeit mit Fahrbewegungen. Das bedeutet, dass selbst lächerlich schnelle Verfahrbewegungen wenig Einfluss auf die Gesamtdruckzeit haben. Eine hohe Beschleunigung für Infill ist sicherlich hilfreich, aber die Perimeter (die Außenwand) sind in der Regel der Ort, an dem die gesamte Formkomplexität und die Richtungsänderungen stattfinden. Ganz zu schweigen von der Tatsache, dass diese Druckergeschwindigkeiten oft „bis zu“ Werte sind, während die tatsächlichen Werte in den mitgelieferten Druckprofilen deutlich niedriger sind.
Und um das gleich klarzustellen: Ich eröffne dieses Thema nicht, weil unsere Drucker bei diesen Tests schlecht abschneiden würden. Werfen wir einen Blick auf einen Artikel, der in der New York Times veröffentlicht wurde und in dem die Druckzeiten und die Druckqualität bei mehreren verschiedenen Objekten mit vier verschiedenen Druckern verglichen wurden – der MK4 wurde mit der Alpha-Version des Input Shapers verwendet.
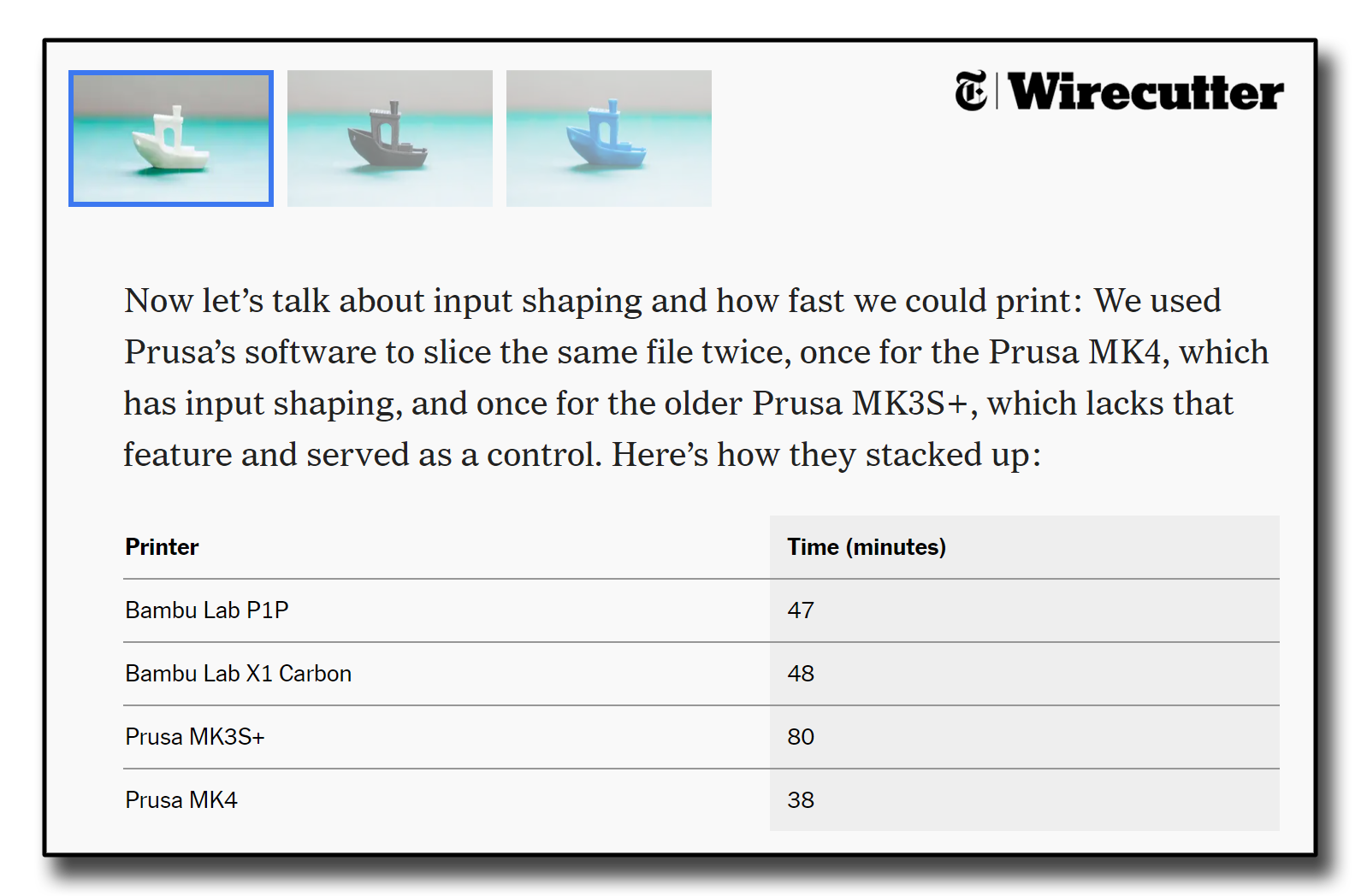
In den 3 Tests, die die New York Times durchgeführt hat, wies der MK4 immer die kürzeste Druckzeit auf. Alle Tests wurden mit ziemlich kleinen Drucken durchgeführt, so dass die Länge des Kalibrierungsprozesses eine wichtige Rolle für die Gesamtdruckzeit spielte. Wäre der Test mit einer anderen Reihe von Modellen durchgeführt worden, wären die Ergebnisse anders ausgefallen.
Auswirkungen der Erhöhung von Druckgeschwindigkeit und Beschleunigung
Die Regel des abnehmenden Ertrags gilt auch für die Parameter des 3D-Drucks. Wenn Sie die Beschleunigung der Druckbewegungen von 800 auf 4000 erhöhen, verkürzen sich die Druckzeiten erheblich. Erhöhen Sie die Beschleunigung von 4000 auf 10.000? Nicht so sehr.
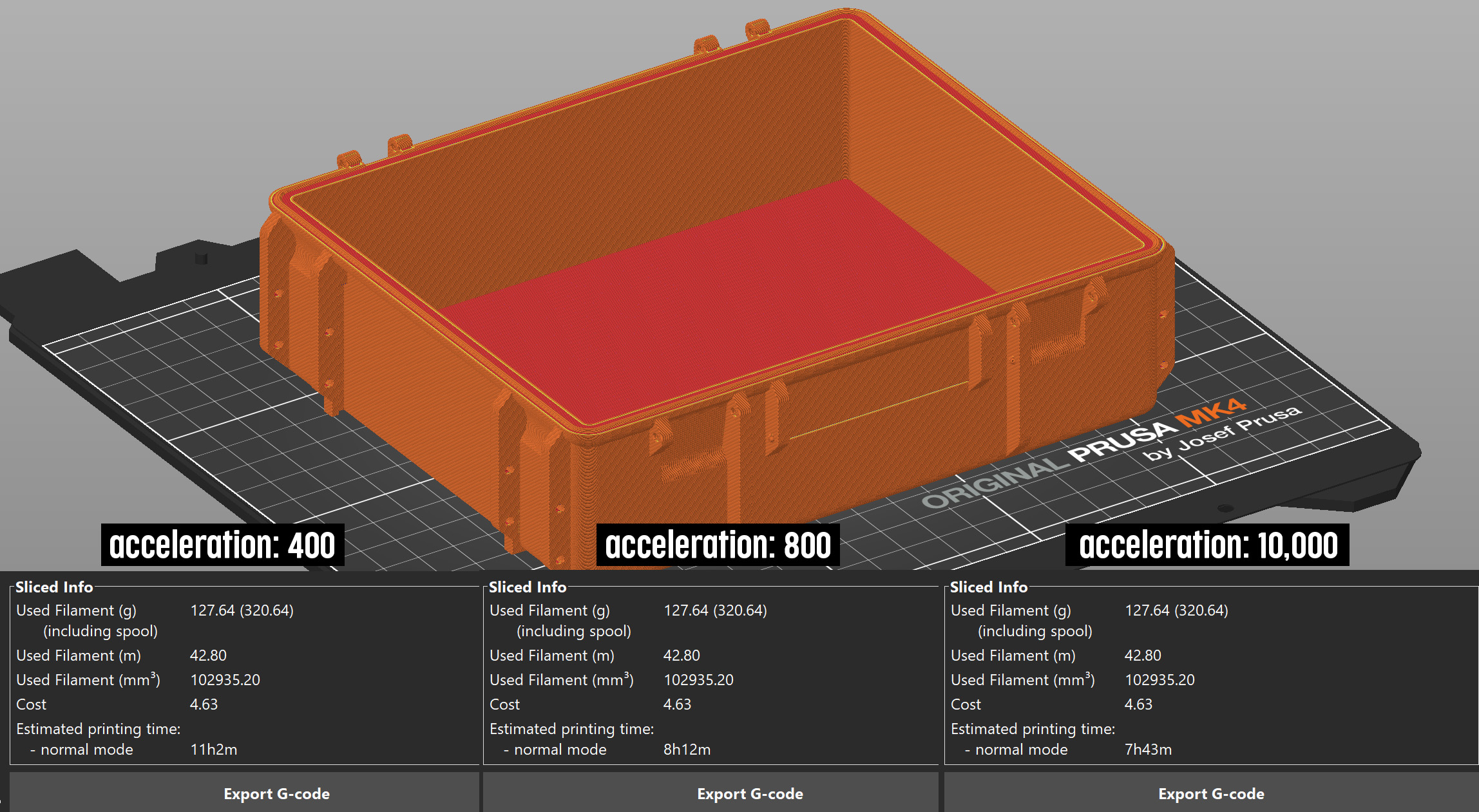
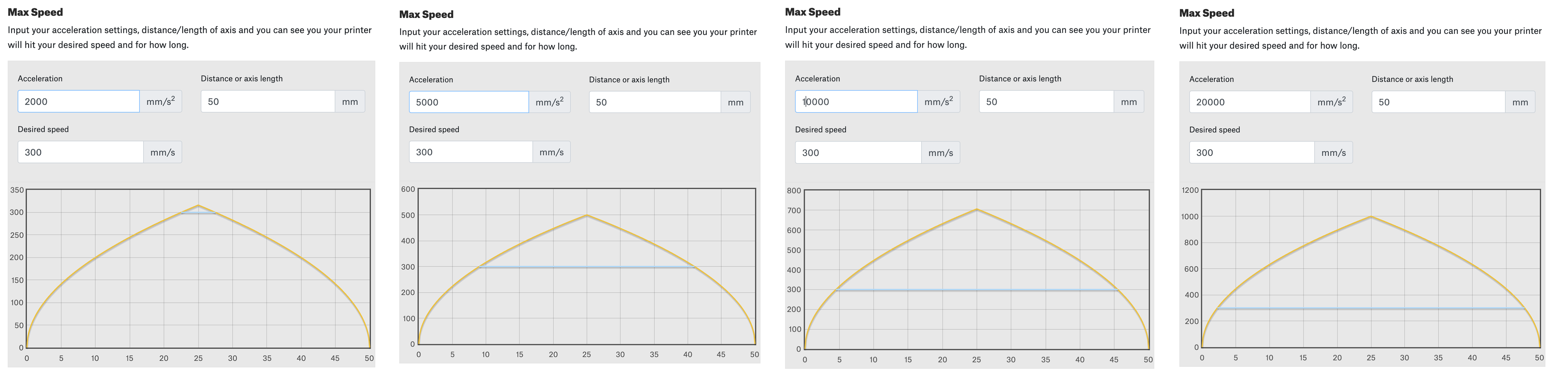
Natürlich ist dies nur ein Beispiel und der Unterschied, den die Beschleunigung macht, hängt eng mit den eingestellten Druckgeschwindigkeiten zusammen. Aber ich hoffe, Sie verstehen, worauf ich hinaus will: Eine doppelt so große Zahl bedeutet nicht, dass die Druckzeiten um 50% kürzer sind. Vor einem Jahrzehnt habe ich einen einfachen Rechner entwickelt, um das Verhältnis zwischen Geschwindigkeit und Beschleunigung zu ermitteln – Sie können damit hier spielen. Ein guter Ausgangspunkt wäre, wenn Sie als Abstand die Größe der Modelle einstellen, die Sie üblicherweise drucken – in den Beispielen 50mm, dann die Geschwindigkeit, die Sie erreichen möchten und verschiedene Beschleunigungen ausprobieren.
Es ist ein bisschen wie der Vergleich zweier Autos, eines mit einer Höchstgeschwindigkeit von 250 km/h und das andere mit 350 km/h. Wenn sie zu einem anderen Ziel fahren, welches wird zuerst ankommen? Theoretisch wird es das Auto mit der höheren Höchstgeschwindigkeit sein. Aber in der Realität? Sie müssen Variablen wie die Beschleunigung, den Verkehr, den Kraftstoffverbrauch, die zurückgelegte Strecke berücksichtigen… es ist so gut wie unmöglich, mit einer konstanten Höchstgeschwindigkeit zu fahren.
Es gibt noch mehr zu beachten – Durchflussraten und Temperaturmanagement
Das Drucken mit hohen Geschwindigkeiten erfordert jedoch mehr als nur den Extruder so schnell wie möglich zu bewegen. Es erfordert auch ein sorgfältiges Temperaturmanagement.
Für funktionale Drucke, bei denen es auf die Festigkeit ankommt, muss der Kunststoff erst richtig geschmolzen und dann abgekühlt werden, nachdem er extrudiert wurde. Wenn die volumetrischen Geschwindigkeiten zu nahe an der Grenze des Hotends liegen, wird das Filament schlecht geschmolzen (z.B. hat der Kern eine andere Temperatur), was wiederum sowohl die mechanischen als auch die visuellen Eigenschaften beeinträchtigt.
Dies ist recht einfach zu erkennen: Wenn Sie ein halbglänzendes Filament verwenden, wird das gedruckte Objekt teilweise matt und teilweise glänzend sein, mit einer deutlichen horizontalen Grenze zwischen diesen Abschnitten. Wenn Sie den Volumenstrom bis zum absoluten Limit ausreizen, wird die Oberfläche auch ein deutlich anderes Finish aufweisen – etwas, das wir „Denim-Effekt“ nennen. Wenn Sie es noch ein bisschen weiter treiben, werden Sie Löcher im Druck sehen. Eine unzureichende Erwärmung oder starke Abkühlung führt ebenfalls zu schwächeren Drucken und einer schlechteren Haftung zwischen den Schichten. Ja, sogar übermäßiges Kühlen kann die Qualität des Drucks beeinträchtigen. Wenn der extrudierte Kunststoff abkühlt, braucht er genügend Zeit, damit sich die Polymerketten zu einer geordneteren Struktur ausrichten können. Es gibt also so etwas wie einen Goldlöckchen-Effekt: nicht zu heiß, nicht zu kalt, genau richtig 🙂
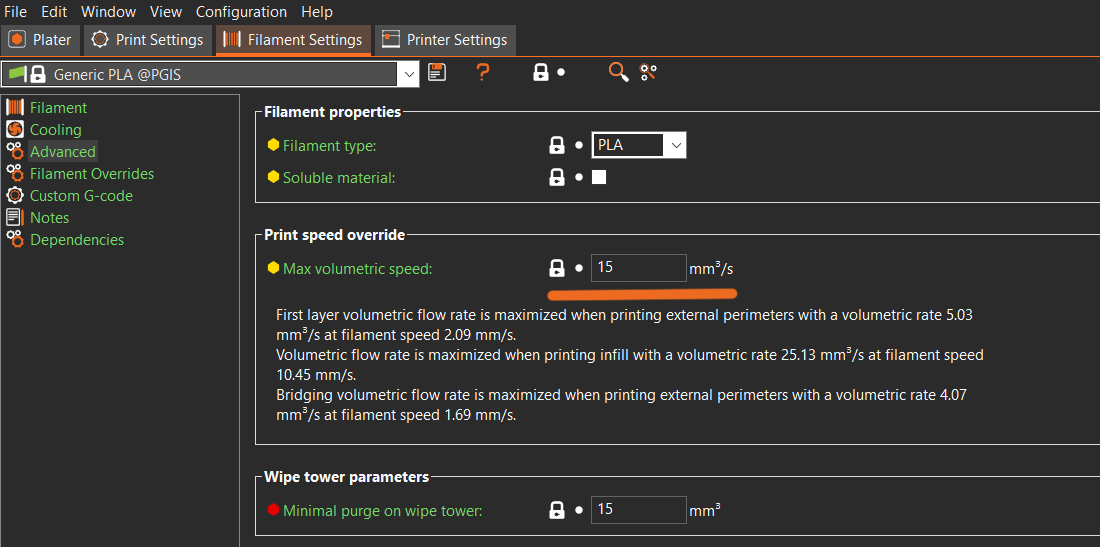
Der volumetrische Fluss ist ein weiterer beliebter „bis zu“-Wert und Sie können in der Tat die tatsächlichen Werte in PrusaSlicer und anderen Slicern überprüfen, indem Sie das Objekt slicen und die volumetrische Flussrate im Legendenfenster öffnen.
Apropos PrusaSlicer: Unsere Druckprofile werden seit vielen Jahren auf maximale Qualität und Zuverlässigkeit hin optimiert, anstatt Geschwindigkeit um jeden Preis zu verfolgen. Und es sind nicht einfach nur synthetische Profile. Wir haben die neuen SPEED und STRUKTURELLEN Druckprofile mit Hilfe des Teams von Prusament (Prusa Polymers) entwickelt – Menschen mit einem großen Verständnis für Thermoplaste.
Wie vergleicht man also die Geschwindigkeiten verschiedener Drucker?
Wenn Sie sich zwischen mehreren verschiedenen 3D-Druckern entscheiden und deren Druckgeschwindigkeiten vergleichen möchten, gibt es nichts Einfacheres, als die jeweiligen Slicer herunterzuladen und die Geschwindigkeiten selbst zu überprüfen. PrusaSlicer verfügt über eine außergewöhnlich genaue Schätzung der Druckzeit, so dass auch alle anderen auf PrusaSlicer basierenden Slicer (SuperSlicer, Bambu Studio, AnycubicSlicer, OrcaSlicer, usw.) eine genaue Schätzung der Druckzeit haben werden. Bei Slicern, die auf Cura basieren (z.B. Creality Slicer), sollten die Schätzungen ebenfalls ziemlich genau sein, solange die Einstellungen für Beschleunigung und Ruck mit den Werten in der Firmware des Druckers übereinstimmen.
Sie können das typische Objekt, das Sie mit Ihrem 3D-Drucker erstellen möchten, in allen Slicern slicen und die geschätzten Druckzeiten vergleichen. Außerdem können Sie überprüfen, ob die Zahl im Druckprofil tatsächlich mit der vom Hersteller angegebenen Zahl übereinstimmt. Auf diese Weise können Sie sehen, ob es vielleicht den einen oder anderen Haken gibt – etwa um die beworbene Geschwindigkeit zu erreichen. Wenn Sie das Kleingedruckte lesen, stellen Sie vielleicht fest, dass z.B. die Druckgeschwindigkeit für PETG weniger als die Hälfte der angegebenen theoretischen Geschwindigkeit beträgt.
Unnötig zu sagen, dass selbst die Schätzungen der Slicer nicht der perfekte Weg sind, um die Geschwindigkeit von 3D-Druckern zu vergleichen. Die Form des 3D-Modells, das verwendete Filament, die Düse und die Umgebung… sie alle spielen eine wichtige Rolle, so dass die relativen Druckzeiten jedes einzelnen Drucks unterschiedlich sein werden.
Mit all dem gesagt: Die Druckgeschwindigkeit ist nur einer der wichtigen Aspekte eines 3D-Druckers, die Sie beim Vergleich verschiedener Modelle berücksichtigen sollten. Es gibt noch andere Dinge zu bedenken, wie Druckqualität, Zuverlässigkeit, Wartungsfreundlichkeit, technischer Support, Community, (Open-Source-)Software, Nachhaltigkeit oder Filament-Abfall beim mehrfarbigen Druck. Aber auch Dinge wie Aufrüstbarkeit und kontinuierlicher Support selbst Jahre nach der Veröffentlichung. Was mich zu diesem Punkt bringt:
MINI Input Shaper ist da!
Nennen Sie uns altmodisch, aber wir werden Sie nicht dazu bringen, alle zwei Jahre einen neuen Drucker zu kaufen. Vielmehr tun wir alles, was wir können, damit Sie Ihren vorhandenen Drucker behalten und ihn immer besser machen können.
Aus diesem Grund haben wir gerade eine neue Firmware für den Original Prusa MINI/MINI+ veröffentlicht, die diesen Drucker im Wesentlichen in einen kompakten Geschwindigkeitsdämon verwandelt. 🙂 Unsere Entwickler haben etwas geschafft, was fast unmöglich schien – sie haben die MK4-Firmware auf die weniger leistungsfähige Plattform des MINI portiert und all die erstaunlichen Funktionen wie Input Shaping, Pressure Advance und Networking auf das Geschwisterchen des MK4 gebracht.
Die Alphaversion ist jetzt verfügbar und wenn Sie ein bisschen abenteuerlustig sind, sollten Sie sie ausprobieren! Viele Anwender haben das bereits getan und sind begeistert von dem enormen Geschwindigkeitszuwachs – es fühlt sich an wie ein fast neuer Drucker. Außerdem können Sie den MINI ganz einfach an Prusa Connect anschließen und Dateien direkt an den Drucker senden, ohne dass Sie mit einem USB-Stick herumlaufen müssen. Die stabile Version sollte in etwa einem Monat verfügbar sein.
Unten sehen Sie ein Video, in dem ich versuche, den schnellstmöglichen Benchy auf dem MINI zu ziehen – nicht nach den Regeln eines Speedboat-Rennens, aber eine schöne visuelle Demo, wie schnell der Drucker sein kann. Nach den SpeedBenchy-Regeln braucht der Benchy derzeit 26 Minuten, um gedruckt zu werden.
Und wir sind noch nicht fertig! Wir haben weitere aufregende Updates in der Pipeline – die Details werden wir in ein paar Wochen bekannt geben.
XL Input Shaper ist fast fertig
Nun stellt sich natürlich die Frage: Was ist mit dem XL? Erstens: Die XL-Firmware wird von einem anderen Entwicklungsteam in einem eigenen Code-Zweig verwaltet und ist daher nicht mit der des MINI identisch. Das liegt an der völlig anderen CoreXY-Kinematik und dem Vorhandensein eines Werkzeugwechslers, der zusätzliche Herausforderungen mit sich bringt. Das CoreXY-System erlaubt zwar in der Regel höhere Geschwindigkeiten, aber je größer der Drucker ist, desto länger sind die Riemen – und längere Riemen dehnen und biegen sich stärker als kürzere, was sich negativ auf die Druckqualität auswirken kann. Das ist also ein weiterer Punkt, den wir berücksichtigen.
Wir bereiten uns auf die erste Version der Input Shaper-Firmware vor und die Tests sind in vollem Gange. Wir gehen davon aus, dass die Alpha-Version im Oktober fertig sein wird (zunächst nur für den Single-Tool Drucker).
Fröhliches (und schnelles!) Drucken!
Du musst angemeldet sein, um einen Kommentar abzugeben.