





Niezależnie od tego, czy pracujesz z żywicami do odlewania biżuterii, czy też jest to dopiero na Twojej liście rzeczy do zrobienia, mamy dla Ciebie świetną wiadomość! Właśnie dodaliśmy do naszego sklepu internetowego nową, fantastyczną żywicę. BlueCast X-One oferuje doskonałe możliwości drukowania z najdrobniejszymi szczegółami i oferuje niezwykłą możliwość chemicznego utwardzania bez konieczności stosowania stacji do utwardzania. Aby udowodnić, że ta żywica jest czymś naprawdę wyjątkowym, poprosiliśmy studio odlewnicze Clear Mind Jewellery o przeprowadzenie szczegółówych testów. Nie zapomnij obejrzeć filmu!
Jak działa żywica do odlewania?
Jeśli jesteś początkującym lub po prostu entuzjastą druku 3D, którego interesują zasady działania żywic do odlewania biżuterii, postaramy się streścić Ci ten proces – doświadczeni jubilerzy mogą uznać poniższy akapit za streszczenie tego, co już wiedzą 🙂
Zasada działania jest dość prosta: wydrukowanie modelu biżuterii z żywicy SLA, dodanie do niego układu wlewowego, zalanie go płynnym gipsem odlewniczym, usunięcie pęcherzyków powietrza i pozostawienie do wyschnięcia. Następnie formę umieszcza się w piecu do wypalania, gdzie żywica i układ wlewowy topią się (lub spalają), pozostawiając pustą przestrzeń. W kolejnym kroku tą przestrzeń wypełnia się roztopionym metalem, schładza i surowy produkt jest gotowy do ostatecznej obróbki. Ogólnie rzecz biorąc, istnieje wiele żywic, które mogą być używane do odlewania biżuterii, nawet te najprostsze – twarde. Jednak gdyby to było takie proste, nie byłoby na rynku żadnych żywic odlewniczych. Są pewne warunki, które należy wziąć pod uwagę. Pierwszym z nich jest maksymalna szczegółowość wydruku – w przypadku drukowania filigranów jest ona różna dla różnych typów żywic, marek, a nawet drukarek. Kolejna sprawa to temperatura wypalania – różne żywice mają różne temperatury całkowitego wypalenia. I wreszcie popiół pozostały po wypaleniu. Popiół jest jednym z najbardziej problematycznych elementów: twarde żywice są praktycznie bezużyteczne przy odlewaniu precyzyjnym, ponieważ po wypaleniu pozostawiają ogromne ilości popiołu. Z kolei żywice do odlewania biżuterii są mieszane w taki sposób, aby uzyskać jak najdrobniejsze szczegóły i praktycznie zero popiołu po wypaleniu. W ten sposób można wykonać profesjonalną biżuterię bez większych problemów.
Co sprawia, że X-One jest tak wyjątkowa?
BlueCast X-One to profesjonalna żywica kompatybilna z monochromatycznymi drukarkami 3D SLA, takimi jak nasza SL1S SPEED. Częścią mieszanki żywicy jest wosk, który nadaje żywicy wyjątkowe właściwości: żywica topi się pod wpływem ciepła, a następnie spala się jak parafina. Pozwala to na idealne wypalenie bez pozostawiania popiołu w pustych przestrzeniach. Producent twierdzi, że X-One nie zawiera żadnych substancji rakotwórczych i emituje znikomy zapach i opary. Ciekła żywica ma niską lepkość i zestala się w temperaturze 18°C (64°F), dlatego należy pracować z nią w temperaturze od 20 do 30°C (68 do 86°F). Jeśli nie masz w pobliżu termometru, pomocny będzie pasek wrażliwy na temperaturę, pokazujący orientacyjną temperaturę. Producent zaleca mieszanie X-One z Filigranizerem przy drukowaniu drobnych (filigranowych) struktur.

BlueCast X-One jest już dostępna w naszym sklepie internetowym w cenie $119 / € 143.99 (z VAT) za butelkę 0,5 kg.
Instrukcje drukowania i utwardzania krok po kroku
Żywica i wydrukowane modele mają ciemnozielony kolor i są stosunkowo miękkie ze względu na znajdujący się w środku wosk. Konieczne jest drukowanie na wolnym profilu, aby zmniejszyć prawdopodobieństwo niepowodzenia wydruku. BlueCast X-One posiada nietradycyjną opcję chemicznego utwardzania zamiast standardowej metody utwardzania UV. Prawidłowo utwardzony model powinien mieć jasnoszarą, matową powierzchnię.
Aby uzyskać najlepsze rezultaty, zalecamy następującą procedurę:
- Podgrzej żywicę w butelce do 30°C (86°F, używając CW1S, ciepłej wody lub mikrofalówki).
- Przed użyciem dobrze wstrząśnij – producent zaleca co najmniej 1-minutowe wstrząsanie.
- Po wlaniu do zbiornika pozostaw żywicę na 5 minut. Pomoże to wyeliminować pęcherzyki powietrza. Możesz też użyć pompy próżniowej do usunięcia pęcherzyków.
- Drukuj z następującymi ustawieniami: 0,05 mm – profil wolny 7/25 s; 0,025 mm – profil wolny 6/25 s; 0,1 mm – profil wolny 8,5/25 s. Wszystkie profile drukowania dla SL1S SPEED są już zawarte w PrusaSlicerze.
- Nieutwardzone modele mają ciemnozielony kolor. Najlepsze właściwości odlewnicze zostaną osiągnięte po udanym procesie utwardzania, na co wskazuje szara, matowa powierzchnia. Można to osiągnąć poprzez chemiczną obróbkę końcową, która zapewnia najlepsze właściwości odlewnicze i mechaniczne. Alternatywnie, można przeprowadzić utwardzanie światłem UV w CW1S (1 min mycia i co najmniej 15 min utwardzania), ale wyniki nie są powtarzalne.
Obróbka chemiczna
Chemiczna obróbka końcowa polega na odpowiednim umyciu i wysuszeniu modeli. BlueCast zaleca mycie modeli w alkoholu etylowym o stężeniu 91% lub 99%, ale przekonaliśmy się, że alkohol izopropylowy (99,9%) działa równie dobrze, z jedną małą różnicą – modele trzeba myć około 5 minut dłużej. Rzeczywisty czas mycia zależy od wielkości i kształtu modelu. Małe konstrukcje mogą być wystarczająco dobrze umyte po 10 minutach, natomiast większe modele mogą wymagać dłuższego mycia. Jeśli chodzi o konkretne części, musisz przeprowadzić własne próby.
Kolejnym ważnym krokiem jest suszenie. Jeśli ten i poprzedni krok zostały wykonane prawidłowo, suszenie powinno spowodować powstanie szarej, matowej powierzchni na całym wydrukowanym modelu. Jeżeli proces nie przebiegł pomyślnie, model pozostanie częściowo ciemnozielony i trzeba będzie go powtórzyć. Małe ciemne plamy zazwyczaj nie sprawiają większych problemów i można je pozostawić bez powtarzania procesu utwardzania. Najlepszym sposobem na właściwe suszenie jest bezpośrednie poddanie modlu działaniu gorącego powietrza (suszarka do włosów, CW1S, opalarka) natychmiast po wyjęciu z mycia w alkoholu, gdy jest jeszcze mokry. Większe modele najlepiej reagują na opalarkę z temperaturą ustawioną na 150°C (302°F), ale wysokie temperatury mogą uszkodzić drobne (filigranowe) struktury i spowodować wypaczenie większych struktur (podpór i podobnych elementów). Idealnym kompromisem jest 15-minutowe suszenie w CW1S nagrzanej do 60°C (140°F).

Wydruk nieutwardzony (po lewej) i prawidłowo utwardzony (po prawej)
Mieszanka odlewnicza i wypalanie
Po zakończeniu obróbki końcowej model należy umieścić w kolbie z gipsową mieszanką, wypalić w piecu i wypełnić wnękę roztopionym metalem. Producent zaleca wypalanie żywicy w temperaturze 750°C (1382°F), ale gwarantuje pełne wypalenie w temperaturze 680°C (1256°F). Ze względu na brak sprzętu i niezbędnych umiejętności nie mieliśmy okazji sami spróbować wypalania lub odlewania modeli. Dlatego poprosiliśmy studio odlewnicze Clear Mind Jewellery o wypróbowanie całego procesu i udokumentowanie każdego kroku. Wartości mogą się różnić dla różnych rozmiarów kolb i typów odlewów, ale jest to procedura, której użyli w powyższym filmie:
- Odparowanie wody w temperaturze 150°C (300°F) przez 1-3 godziny
- Etap przejścia termicznego 150-370°C (300-700°F) przez 1-2 godziny
- Utrzymanie temperatury 370°C (700°F) przez 1-2 godziny
- Etap usuwania pozytywu w temperaturze 370-730°C (700-1350°F) przez 2-3 godziny
- Utrzymanie temperatury 730°C (1350°F) przez 2-3 godziny
- Zmniejszanie temperatury odlewu w ciągu 1-2 godzin
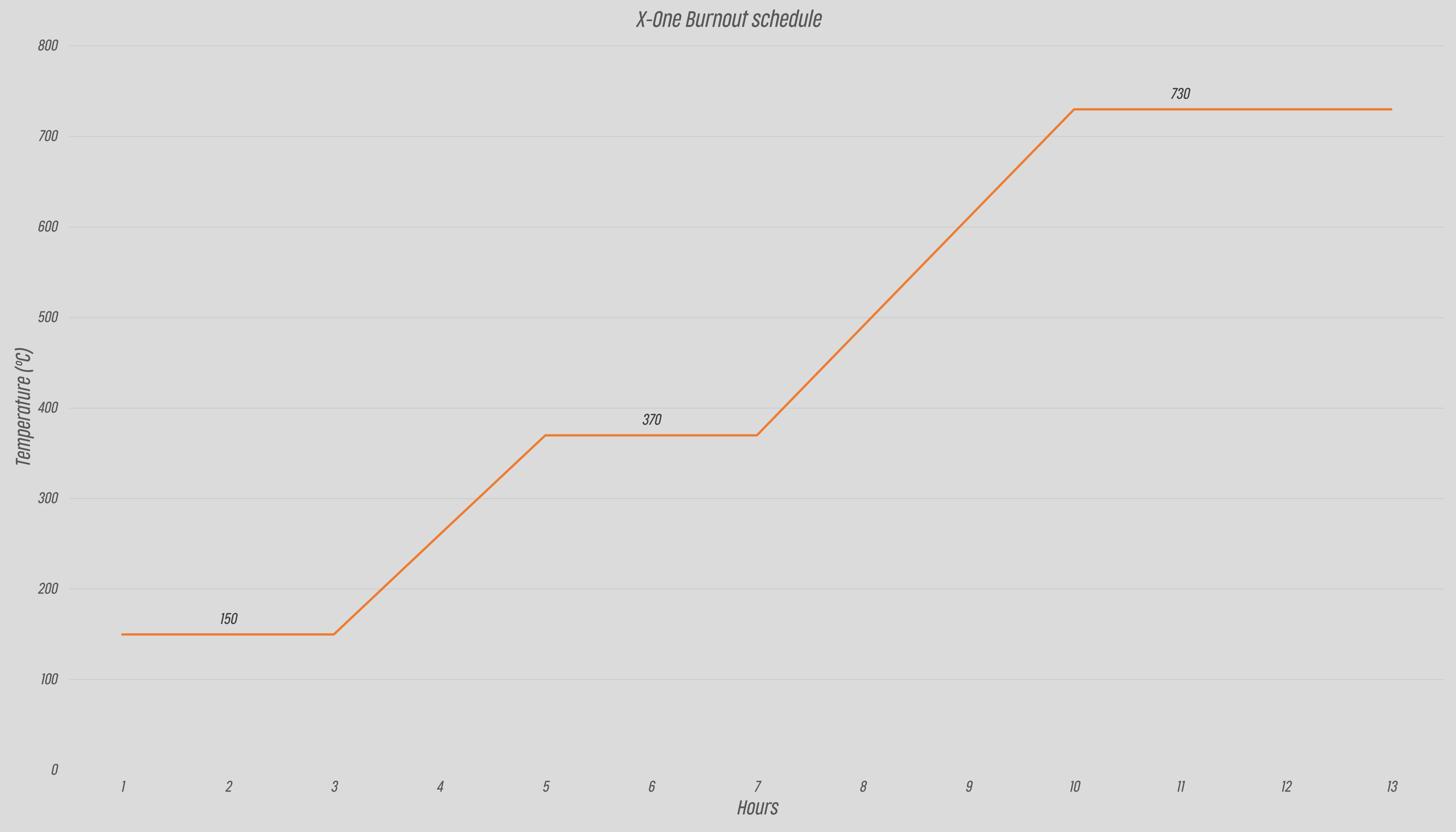
Wykres przedstawia temperaturę wypalania w czasie

Biżuteria stworzona przez Clear Mind Jewellery przy użyciu żywicy X-One. Pobierz pierścień z sygnetem z Otwartego Źródła tutaj.
Teraz, po odlaniu i wypolerowaniu, modele wyglądają całkiem nieźle, prawda? A model pierścienia z kołem zębatym Open Source jest dostępny na Printables.com. Nie zapomnij obejrzeć filmu z testów! Mamy nadzieję, że polubisz X-One i nie możemy się doczekać, żeby zobaczyć Twoje niesamowite kreacje.
Udanego drukowania!
Musisz się zalogować, aby móc dodać komentarz.