





Jestli se věnujete zlatnictví a pracujete s odlévacími resiny, nebo vás tohle odvětví zajímá a chcete se do odlévání pustit, máme pro vás dobrou zprávu! Nedávno jsme na náš eshop přidali skutečně výjimečný resin BlueCast X-One. Kromě snadné tisknutelnosti s velkým detailem nabízí možnost chemického vytvrzení, při kterém se obejdete bez vytvrzovací stanice. Abychom si ověřili, že se jedná o skutečně kvalitní produkt, oslovili jsme Clear Mind Jewellery casting studio z Kanady, aby ho pro nás otestovali. Nezapomeňte si prohlédnout video z testování!
Jak fungují odlévací resiny?
Začínáte s odlévacími resiny nebo se pouze zajímáte o jejich principy? Na úvod si ve zkratce shrneme, jak takové resiny fungují. Pokud už jste v oboru zběhlí a zajímá vás pouze X-One, klidně tuto kapitolu přeskočte.
Princip odlévání resinů spočívá v tom, že si vytisknete kopyto, které pak zalijete klenotnickým licím práškem. Ten po zatuhnutí i s plastovým modelem uvnitř dáte do pece. S vysokou teplotou (lišící se mezi resiny) se vytisknutý model vypálí a zůstane po něm dutina, která se pak vyplní roztaveným kovem. Vypalovat se dají formy z celé řady druhů resinů, dokonce i z klasických tvrdých. Ovšem volba špatného resinu může mít za následek různé nedostatky. Jedním z nich je pochopitelně detail tisku, který se liší mezi typy, značkami a úzce souvisí i s použitou tiskárnou. Jiným zásadním prvkem ovlivňujícím kvalitu formy je teplota, při které je nutné model vypálit a tím posledním – a nejzásadnějším – problémem bývá množství zbylého popelu po vypáleném modelu. A právě zde nastupují na scénu odlévací resiny. Klasické tuhé resiny zanechávají poměrně dost nečistot a je potřeba s tím při odlévání počítat. Zato speciální odlévací resiny bývají dimenzovány tak, aby se tiskly s maximálním detailem, přičemž po nich při správném vypálení nezůstanou prakticky žádné nečistoty. S takovými resiny se pak dají odlévat profesionální zlatnické šperky.
V čem je X-One jiný oproti ostatním resinům?
BlueCast X-One je profesionální resin plně kompatibilní s monochromatickými SLA tiskárnami, jako je naše SL1S SPEED. Jeho část tvoří vosk, díky kterému se model při zahřátí roztaví a při zapálení hoří podobně jako např. parafín. Právě tato vlastnost napomáhá perfektnímu spalování, po kterém nezůstane prakticky žádný popel. Výrobce udává, že X-One neobsahuje karcinogenní složky. Při vypálení se uvolňuje zanedbatelný zápach a téměř žádné splodiny. Tekutý resin má nízkou viskozitu a tuhne při 18 °C, proto je potřeba s ním pracovat při teplotách 20-30 °C. Pro orientační určení teploty je na straně lahve přilepen teplotně citlivý proužek. Při tisku jemných, detailních struktur výrobce doporučuje smíchat BlueCast X-One s Filigranizerem.
 Bluecast X-One si můžete na našem e-shopu pořídit v 0,5 kg balení za 3490 Kč.
Bluecast X-One si můžete na našem e-shopu pořídit v 0,5 kg balení za 3490 Kč.
Správný postup tisku a vytvrzení modelu
Výtisky mají tmavě zelenou barvu a jsou relativně měkké kvůli vosku uvnitř. Vzhledem ke specifickým vlastnostem tohoto resinu v kombinaci s nakláněním vaničky SL1S SPEED je potřeba zvolit pomalý tiskový profil. Specialitou BlueCast X-One je možnost využití chemického dotvrzení namísto UV záření. Správně dotvrzený výtisk se pozná podle šedého povlaku pokrývajícího celý model. Pro dosažení nejlepších výsledků stačí dodržet následující postup:
- Zahřejte lahev s resinem na 30 °C (v CW1S, horké vodě nebo mikrovlnce).
- Důkladně protřepejte lahev s resinem, výrobce doporučuje alespoň 1 minutu.
- Po nalití do vaničky nechte resin odstát 5 minut, aby došlo k odstranění bublin. Vhodnou alternativou je vakuové odvzdušnění.
- Tiskněte při následujících nastaveních: 0,05mm – 7/25 pomalý profil, 0,025mm – 6/25 pomalý profil, 0,1 – 8,5/25 pomalý profil. Všechny profily pro SL1S SPEED jsou samozřejmě nahrané v PrusaSliceru.
- Po vytisknutí budou modely tmavě zelené. Aby bylo dosaženo co nejlepších vlastností pro úspěšné vypálení, musí být na jejich povrchu světlý povlak. Toho dosáhnete buď správným UV dotvrzením (1 min. mytí a alespoň 15 minut v CW1S) nebo chemickým postprocessingem.
Chemický postprocessing
Chemický postprocessing se skládá ze správného mytí a sušení. Výrobce doporučuje mýt modely v 91% nebo 99% ethylalkoholu, ale my jsme si otestovali, že isopropylalkohol (99,9%) funguje také dobře, s jediným rozdílem – modely je nutné mýt o cca 5 minut déle. Doba mytí je závislá na velikosti a tvaru modelu. Jemným šperkům může stačit cca 10 minut, robustnější budou vyžadovat delší dobu. Přesné časy pro jednotlivé objekty si budete muset zjistit sami.
Druhý krok chemického postprocessingu je sušení. Při něm se odhalí správné omytí, protože hned po sušení se na povrchu modelu vytvoří šedý povlak. Je-li mytí i sušení provedeno správně, povlak se vytvoří na celém modelu. Je-li provedeno špatně (nedostatečně), model zůstane z velké části tmavě zelený a proce je potřeba zopakovat. Zůstanou-li na některých částech modelu drobné fleky bez povlaku, není nutné opakovat proces omývání. Nejlepší způsob sušení je okamžité vystavení horkému vzduchu (fén, CW1S, horkovzdušná pistole) ihned po vyndání z mycí lázně, dokud je výtisk mokrý. Na větší modely je nejlepší horkovzdušná pistole zahřátá na 150 °C, ale vysoká teplota může poničit drobné struktury – buďte proto opatrní. Ideální kompromis je sušení 15 minut v CW1S předehřáté na 60 °C.

Nedotvtzený (vlevo) a správně dotvrzený výtisk (vpravo)
Míchání sádry a vypálení
Po dokončení postprocessingu je potřeba vložit model do tekuté sádry, nechat zaschnout a vypálit resinové kopyto uvnitř. Teprve potom je možné dutinu vyplnit roztaveným kovem. Při tvorbě formy doporučuje výrobce vypálení modelu při 750 °C, ale garantuje spolehlivé vypálení bez zbytkového popelu už při 680 °C. My jsme sami neměli možnost vyzkoušet, jak se model vypaluje nebo odlévá – nemáme techniku a potřebné zkušenosti. Proto jsme oslovili šperkařskou dílnu Clear Mind Jewellery, kde pro nás natočili celý postup tvorby šperku od tisku až po konečné vyleštění. Hodnoty se mohou lišit podle velikosti formy a použitého typu sádry, ale pro představu uvádíme námi testovanou variantu se sádrou R&R Plasticast:
- Sušení při 150 °C po dobu 1-3h
- Stadium tepelného přechodu 150-370 °C po dobu 1-2h
- Udržování 370 °C po dobu 1-2h
- Stadium odstranení vzorku 370-730 °C po dobu 2-3h
- Udržování 730 °C po dobu 2-3h
- Snížení teploty na odlévací teplotu po dobu 1-2h
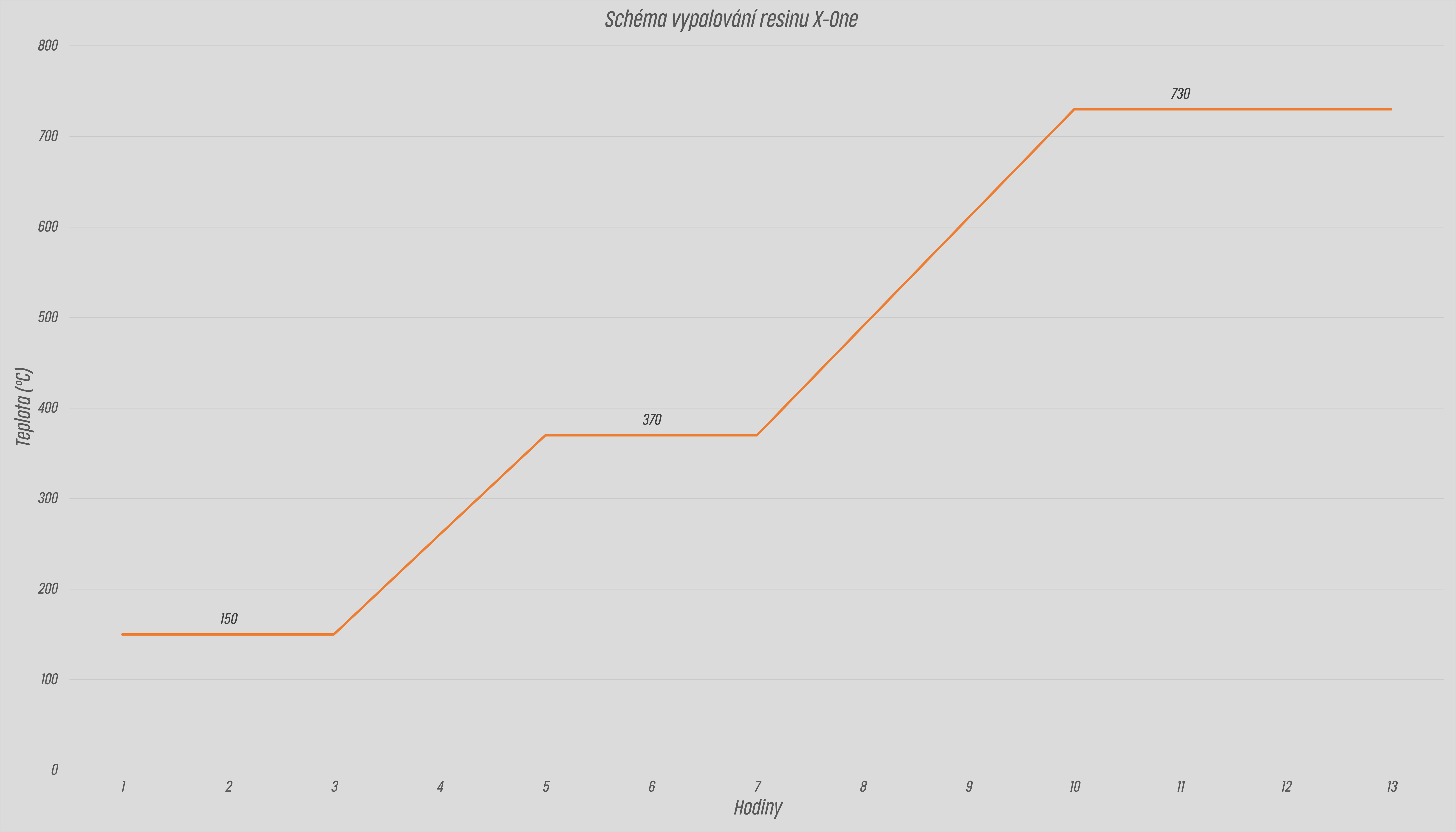
Graf ukazuje závislost času a vypalovací teploty
 Šperky odlité dílnou Clear Mind Jewellery za pomoci resinu BlueCast X-One. OpenSource prsten si můžete stánout na printables.
Šperky odlité dílnou Clear Mind Jewellery za pomoci resinu BlueCast X-One. OpenSource prsten si můžete stánout na printables.
Hotové modely po nějakém tom broušení a leštění vypadají opravdu dobře! Opensource prsten je navíc k dispozici na Printables.com. Doufáme, že se vám X-One líbí a těšíme se na vaše skvělé výtvory!
Tisku zdar!
Pro přidávání komentářů se musíte nejdříve přihlásit.