





Tanto si ya has trabajado con resinas para fundir en joyas como si siempre has querido probarlas pero nunca has tenido la oportunidad, ¡tenemos una gran noticia para ti! Acabamos de añadir una nueva y fantástica resina a nuestra tienda. La BlueCast X-One ofrece una excelente imprimibilidad con el más mínimo detalle y ofrece una posibilidad inusual de curado químico sin necesidad de una estación de curado. Para demostrar que esta resina es algo realmente especial, pedimos al estudio de moldeo Clear Mind Jewellery casting studio el realizar pruebas exhaustivas para nosotros. No te olvides de ver el vídeo.
¿Cómo funciona la resina de moldeo?
Si eres un principiante o simplemente un entusiasta de la impresión 3D que está interesado en los principios de las resinas de fundición para joyería, intentaremos resumir el proceso para ti – los joyeros experimentados pueden encontrar el siguiente párrafo como una recopilación de lo que ya saben. 🙂
El principio es bastante sencillo: se imprime el modelo de joya con resina SLA, se le añaden los canales, se vierte un revestimiento de yeso líquido alrededor, se eliminan las burbujas de aire y se deja secar. A continuación, el revestimiento se introduce en el horno para quemarlo, donde la resina y los canales se funden (o se queman), dejando un hueco. A continuación, el hueco se rellena con metal fundido, se enfría y el producto en bruto está listo para su procesamiento final. En general, hay muchas resinas que pueden utilizarse para la fundición de joyas, incluso las más sencillas – resinas tough. Sin embargo, si fuera tan fácil, no habría resinas de fundición en el mercado. Hay ciertas condiciones que deben tenerse en cuenta. La primera es la máxima, detalles de la impresión – para imprimir filigranas – esto varía entre los diferentes tipos de resina, marcas e incluso impresoras. A continuación, la temperatura de combustión – varias resinas tienen diferentes temperaturas de combustión completa. Y por último, ceniza restante después de la quema. Las ceniza es uno de los elementos más problemáticos: las resinas resistentes son prácticamente inútiles para la fundición fina, ya que queda una gran cantidad de ceniza después del quemado. Las resinas de fundición para joyería, en cambio, se mezclan de manera que se obtengan los detalles más finos y prácticamente ninguna ceniza después del quemado. De este modo, es posible fabricar joyas profesionales sin muchos problemas.
¿Qué hace que la X-One sea tan especial?
La BlueCast X-One es una resina profesional compatible con las impresoras 3D SLA monocromáticas, como nuestra SL1S SPEED. Parte de la mezcla de resina es cera que da a la resina sus propiedades únicas: la resina se funde cuando se calienta y luego arde como la parafina. Esto ayuda a que se queme perfectamente sin dejar cenizas en las zonas huecas. El fabricante afirma que la X-One no contiene ningún carcinógeno y emite olores y humos insignificantes. La resina líquida tiene una baja viscosidad y se solidifica a 18 °C (64 °F), por eso es necesario trabajar con él a temperaturas que oscilen entre los 20 y los 30 °C (68 a 86 °F). Una tira sensible a la temperatura que muestre la temperatura de orientación ayuda si no se tiene un termómetro cerca. El fabricante recomienda mezclar la X-One con el Filigranizer cuando se impriman estructuras finas (filigranas).

La BlueCast X-One ya está disponible en nuestra tienda por $119 / € 143.99 (incl. IVA) por cada botella de 0.5 kg.
Instrucciones de impresión y curado paso a paso
La resina y los modelos impresos tienen un color verde oscuro y son relativamente blandos debido a la cera del interior. Es necesario imprimir con un perfil de impresión lento para tener la menor posibilidad de fallo de impresión. La BlueCast X-One viene con una opción no tradicional de curado químico en lugar del método estándar de curado UV. Un modelo correctamente curado debería tener una superficie gris claro mate.
Para obtener los mejores resultados, recomendamos el siguiente procedimiento:
- Precalentar la resina embotellada a 30 °C (86 °F, con laCW1S, agua caliente, o en el microondas).
- Agitar bien antes de usar, el fabricante recomienda al menos 1 minuto de agitación.
- Dejar reposar la resina durante 5 minutos después de verterla en la cuba. Esto ayuda a eliminar las burbujas. También puede utilizar una bomba de vacío para eliminar las burbujas.
- Imprimir con la siguiente configuración de impresión: 0.05 mm – 7/25 s perfil lento, 0.025 mm – 6/25 s perfil lento, 0.1 mm – 8.5/25 s – perfil lento. Todos los perfiles de impresión para la SL1S SPEED ya están en PrusaSlicer.
- Los modelos no curados tienen un color verdoso oscuro. Las mejores propiedades de fundición se consiguen tras un proceso de curado satisfactorio, que se indica con una superficie gris mate. Esto puede hacerse mediante un postprocesamiento químico que proporciona las mejores propiedades mecánicas y de fundición. Como alternativa, se puede realizar un curado UV con la CW1S que puede realizarse (1 min. de lavado y al menos 15 min. de curado) pero con resultados no consistentes.
Post-procesamiento químico
El postprocesamiento químico se realiza con un lavado y secado adecuados. BlueCast recomienda lavar los modelos en alcohol etílico al 91 % o al 99 %, pero hemos descubierto que el alcohol isopropílico (99,9 %) funciona también, con una pequeña diferencia – es necesario lavar los modelos unos 5 minutos más. El tiempo de lavado real depende del tamaño y la forma del modelo. Las estructuras diminutas pueden lavarse suficientemente bien después de 10 minutos, mientras que los modelos más grandes pueden necesitar tiempos de lavado más largos. Para piezas específicas, tendrá que hacer su propia investigación.
El siguiente paso crítico es el secado. Si este paso y el anterior se han realizado correctamente, el secado debería dar como resultado una superficie gris mate en todo el modelo impreso en 3D. En caso de que el proceso no haya sido exitoso, el modelo permanecerá parcialmente verde oscuro y será necesario repetir el proceso. Las pequeñas manchas oscuras no suelen causar muchos problemas y pueden dejarse como están sin repetir el proceso de curado. El mejor modo de secado adecuado es la exposición directa al aire caliente (secador, la CW1S, pistola de aire caliente) justo después de sacar el modelo del baño de alcohol, mientras aún está húmedo. Los modelos más grandes reaccionan mejor con una pistola de calor precalentada a 150 °C (302 °F), pero las temperaturas altas pueden dañar las estructuras diminutas (filigranas) y pueden provocar la deformación de las estructuras más grandes (soportes y piezas similares). El compromiso ideal es un secado de 15 minutos en la CW1S precalentada a 60 °C (140 °F).

Impresión sin curar (izquierda) y correctamente curada (derecha)
Mezclar la inversión y la quema
Una vez realizado el postprocesamiento, hay que introducir el modelo en el tarro con el revestimiento de yeso, quemarlo en el horno y rellenar la cavidad con metal fundido. El fabricante recomienda quemar la resina a 750 °C (1382 °F), pero garantiza el quemado completo a 680 °C (1256 °F). No hemos tenido la oportunidad de probar a quemar o fundir los modelos nosotros mismos por falta de equipo y de los conocimientos necesarios. Por eso pedimos al estudio de moldeo Clear Mind Jewellery para probar todo el proceso y documentar cada paso. Los valores pueden diferir para diversos tamaños de matraces y tipos de inversión, pero este es el procedimiento que utilizaron en el vídeo enlazado anteriormente:
- Eliminación del agua a 150 °C (300 °F) durante 1-3h
- Etapa de transición térmica 150-370 °C (300-700 °F) durante 1-2h
- Mantener 370 °C (700 °F) durante 1-2h
- Etapa de eliminación del patrón 370-730 °C (700-1350 °F) durante 2-3h
- Mantener 730 °C (1350 °F) durante 2-3h
- Reducir a la temperatura de fundición sobre 1-2h
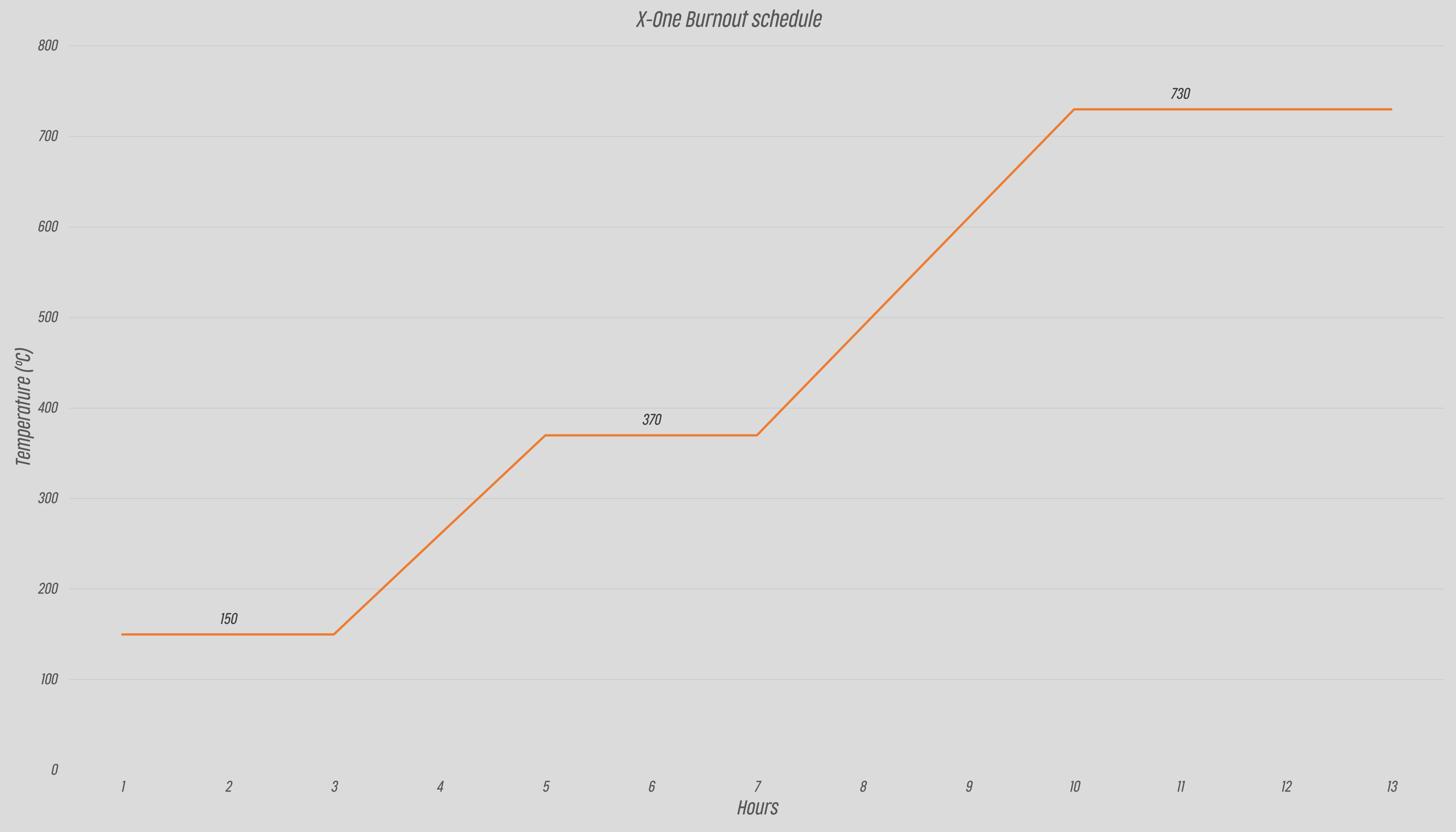
El gráfico muestra las temperaturas de combustión a lo largo del tiempo

Joyas creadas por Clear Mind Jewellery, usando la resina X-One. Descarga el OpenSource Signet Ring aquí.
Ahora, los modelos se ven muy bien después de la fundición y un poco de pulido, ¿no? Y los modelos del Opensource gear ring están disponible en printables.com. No te olvides de ver el vídeo de las pruebas. Esperamos que te guste la X-One y estamos deseando ver tus increíbles creaciones.
¡Felices impresiones!
Lo siento, debes estar conectado para publicar un comentario.