





Se avete già lavorato con le resine per la fusione di gioielli o se avete sempre voluto provarle ma non ne avete mai avuto l’occasione, abbiamo una grande notizia per voi! Sul nostro e-shop abbiamo appena aggiunto una nuova fantastica resina. BlueCast X-One offre una stampabilità eccellente con dettagli finissimi e offre un’insolita capacità di polimerizzazione chimica senza la necessità di una postazione di polimerizzazione. Per dimostrare che questa resina è qualcosa di veramente speciale, abbiamo chiesto al Laboratorio di fusione Clear Mind Jewellery di effettuare dei test approfonditi per noi. Ricordatevi di guardare il video!
Come funziona la resina da fusione?
Se siete principianti o semplicemente appassionati di stampa 3D interessati ai principi delle resine per la fusione di gioielli, cercheremo di riassumere il processo per voi – i gioiellieri esperti potrebbero trovare il paragrafo seguente come un riassunto di concetti ben noti. 🙂
Il principio è abbastanza semplice: si stampa il modello di gioiello in resina SLA, si aggiungono i canali di colata, si versa un rivestimento in gesso liquido, si eliminano le bolle d’aria e si lascia asciugare. Quindi, il rivestimento viene messo in forno per essere bruciato, in modo che la resina e i canali di colata si sciolgano (o brucino), lasciando la cavità dietro di sé. La cavità viene poi riempita di metallo fuso, raffreddata e il prodotto grezzo è pronto per la lavorazione finale. In generale, ci sono molte resine che possono essere utilizzate per la fusione di gioielli, anche le più semplici resine dure. Tuttavia, se fosse così facile, non ci sarebbero resine da fusione in commercio. Bisogna tenere conto di alcune particolari condizioni. La prima riguarda la quantità massima di dettagli di stampa – per la stampa di filigrane – questo varia a seconda dei tipi di resina, delle marche e persino delle stampanti. Poi c’è da considerare la temperatura di bruciatura – le varie resine hanno diverse temperature di bruciatura completa. Infine, abbiamo la cenere residua dopo la combustione. La cenere è uno degli elementi più problematici: le resine dure sono praticamente inutili per le colate fini, poiché dopo la combustione rimane una grande quantità di cenere. Le resine per la colata di gioielli, invece, sono miscelate in modo da ottenere i dettagli più fini e praticamente zero ceneri dopo la combustione. In questo modo è possibile realizzare gioielli professionali senza troppi problemi.
Cosa rendere la X-One così speciale?
La BlueCast X-One è una resina professionale compatibile con stampanti 3D SLA monocromatiche, come la nostra SL1S SPEED. Una parte della miscela di resina è costituita da cera che le conferisce proprietà uniche: la resina si scioglie quando viene riscaldata e brucia come la paraffina. In questo modo si ottiene una bruciatura perfetta senza residui di cenere nelle aree incavate. Il produttore dichiara che la X-One non contiene sostanze cancerogene ed emette odori e fumi trascurabili. La resina liquida ha una bassa viscosità e solidifica a 18 °C (64 °F), per questo è necessario lavorarla a temperature comprese tra 20 e 30 °C (68 e 86 °F). Se non si dispone di un termometro, si può utilizzare una striscia termosensibile che indica la temperatura di orientamento. Il produttore consiglia di miscelare X-One con Filigranizer quando si stampano delle strutture fini (filigrana).

La BlueCast X-One è adesso disponibile sul nostro e-shop a $119 / € 143.99 (IVA incl.) per flacone da 0.5 kg.
Istruzioni passo-passo per la stampa e la polimerizzazione
La resina e i modelli stampati hanno un colore verde scuro e sono relativamente morbidi grazie alla cera contenuta all’interno. È necessario stampare con un profilo di stampa lento per ridurre al minimo le possibilità di errore di stampa. La BlueCast X-One prevede l’ opzione non tradizionale di polimerizzazione chimica al posto del metodo di polimerizzazione UV normale. Un modello polimerizzato correttamente dovrebbe presentare una superficie opaca grigio chiaro.
Per ottenere risultati ottimali, si consiglia la seguente procedura:
- Preriscaldare la resina imbottigliata a 30 °C (86 °F, con CW1S, acqua tiepida, o microonde).
- Agitare bene prima dell’uso; il produttore raccomanda di agitare per almeno 1 minuto.
- Lasciare riposare la resina per 5 minuti dopo averla versata nel serbatoio. Questo contribuisce a eliminare le bolle. Per eliminare le bolle è possibile utilizzare anche una pompa a vuoto.
- Stampare con le seguenti impostazioni di stampa: 0.05 mm – 7/25 s profilo lento, 0.025 mm – 6/25 s profilo lento, 0.1 mm – 8.5/25 s – profilo lento. Tutti i profili di stampa per SL1S SPEED si trovano già su PrusaSlicer.
- I modelli non polimerizzati hanno un colore verdastro scuro. Le migliori proprietà di fusione si ottengono dopo una corretta polimerizzazione, che si manifesta con una superficie grigia e opaca. Questo può essere ottenuto con un post-trattamento chimico che fornisce le migliori proprietà meccaniche e di fusione. In alternativa, è possibile effettuare una polimerizzazione UV con CW1S (1 min. di lavaggio e almeno 15 min. di polimerizzazione) ma con risultati non costanti.
Postprocessing chimico
Il post-trattamento chimico viene effettuato con un lavaggio e un’asciugatura adeguati. BlueCast consiglia di lavare i modelli in alcol etilico al 91 % o 99 %, ma abbiamo scoperto che l’alcol isopropilico (99,9%) funziona altrettanto bene, con una piccola differenza: è necessario lavare i modelli per circa 5 minuti in più. Il tempo effettivo di lavaggio dipende dalle dimensioni e dalla forma del modello. Le strutture più piccole possono essere lavate abbastanza bene dopo 10 minuti, mentre i modelli più grandi potrebbero richiedere tempi di lavaggio più lunghi. Per le componenti specifiche, dovrete fare le vostre ricerche.
Il successivo passo fondamentale è l’asciugatura. Se questo passaggio e quello precedente sono stati eseguiti correttamente, l’asciugatura dovrebbe produrre una superficie grigia opaca su tutto il modello stampato in 3D. Se il processo non è andato a buon fine, il modello rimarrà parzialmente verde scuro e il processo dovrà essere ripetuto. Le piccole macchie scure di solito non causano grandi problemi e possono essere lasciate così come sono senza dover ripetere il processo di polimerizzazione. Il miglior modo per asciugare correttamente il modello è tramite l’esposizione diretta ad aria calda (asciugacapelli, CW1S, pistola termica) subito dopo aver rimosso il modello dal bagno d’alcol, quando è ancora bagnato. I modelli più grandi reagiscono meglio con una pistola termica preriscaldata a 150 °C (302 °F), ma le alte temperature possono danneggiare le strutture più piccole (filigrana) e possono causare la deformazione delle strutture più grandi (supporti e parti simili). Il compromesso ideale è un’asciugatura di 15 minuti con CW1S preriscaldata a 60 °C (140 °F).

Stampa non polimerizzata (sinistra) e polimerizzata correttamente (destra)
Mixing the investment and burnout
Una volta completato la post-elaborazione, il modello deve essere messo nel cilindro con il rivestimento di gesso, bruciato in forno e la cavità riempita con metallo fuso. Il produttore raccomanda di bruciare la resina a 750 °C (1382 °F) ma garantisce una combustione completa a 680 °C (1256 °F). Non abbiamo avuto la possibilità di provare a bruciare o fondere i modelli da soli per mancanza di attrezzature e delle competenze necessarie. Per questo motivo abbiamo chiesto al laboratorio Clear Mind Jewellery di provare l’intero processo e di documentare ogni fase. I valori possono essere diversi per le varie dimensioni dei cilindri e per i vari tipi di rivestimento, ma questa è la procedura utilizzata nel video linkato in precedenza:
- Rimozione dell’acqua a 150 °C (300 °F) per 1-3 ore
- Fase di transizione termica 150-370 °C (300-700 °F) per 1-2 ore
- Mantenere 370 °C (700 °F) per 1-2 ore
- Fase di rimozione del modello 370-730 °C (700-1350 °F) per 2-3 ore
- Mantenere 730 °C (1350 °F) per 2-3 ore
- Ridurre a temperatura di colata in 1-2 ore
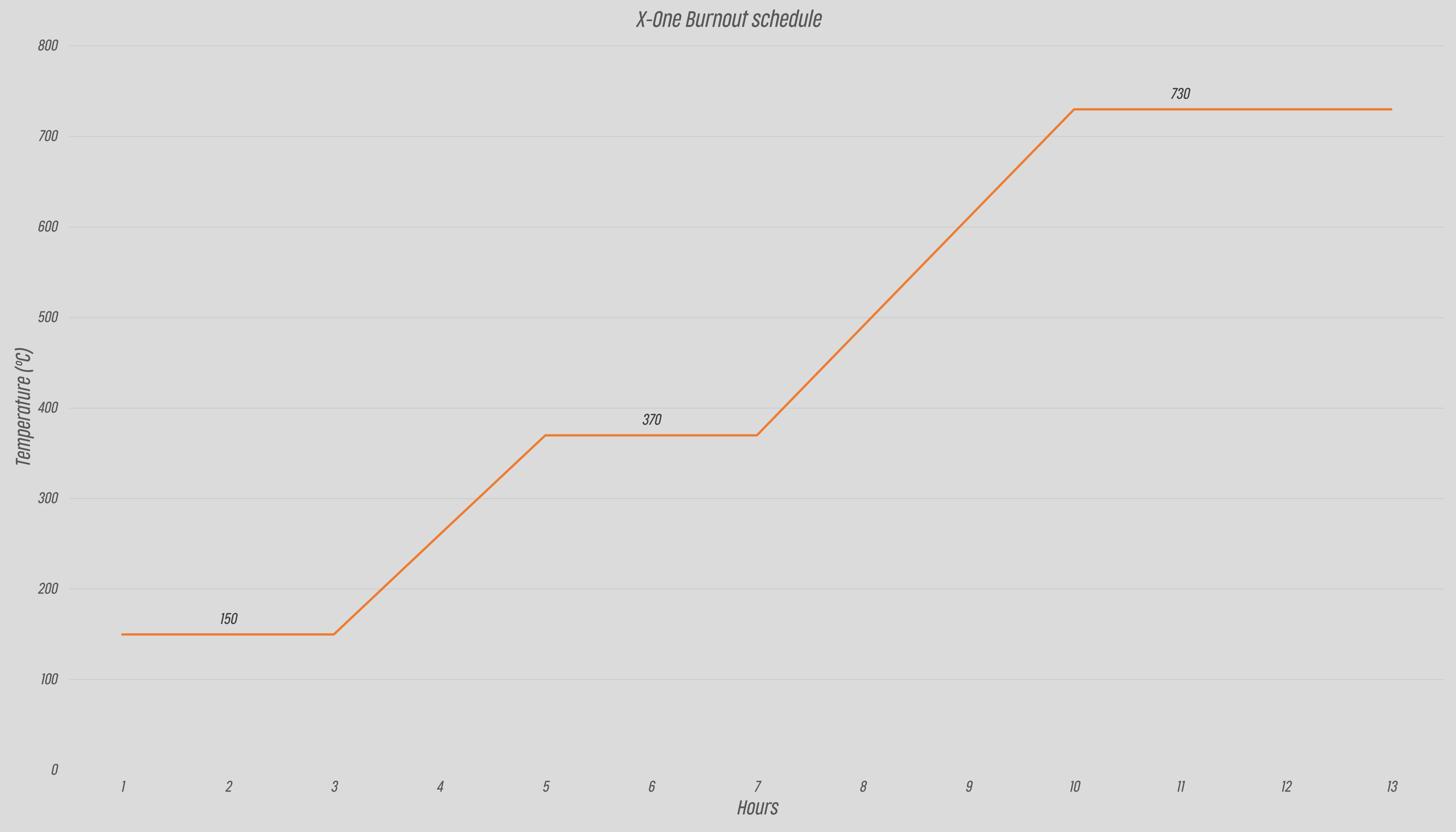
Il grafico mostra le temperature di bruciatura nel tempo

Gioielli creati da Clear Mind Jewellery, utilizzando la resina X-One. Scarica l’anello OpenSource Signet da qui.
Dopo la fusione e la lucidatura, i modelli hanno un bell’aspetto, non è vero? E l’ anello con l’ingranaggio Opensource è disponibile su printables.com. Non dimenticate di guardare il video del test! Ci auguriamo che X-One vi piaccia e non vediamo l’ora di vedere le vostre fantastiche creazioni.
Buona stampa!
Devi essere connesso per inviare un commento.