





Ganz gleich, ob Sie bereits mit Schmuckgussharzen gearbeitet haben oder ob Sie sie schon immer einmal ausprobieren wollten, aber nie die Gelegenheit dazu hatten, wir haben tolle Neuigkeiten für Sie! Wir haben gerade ein fantastisches neues Harz in unseren E-Shop aufgenommen. BlueCast X-One bietet eine hervorragende Druckbarkeit mit feinsten Details und eine ungewöhnliche Möglichkeit der chemischen Aushärtung, ohne dass eine Aushärtungsstation erforderlich ist. Um zu beweisen, dass dieses Harz etwas ganz Besonderes ist, haben wir das Clear Mind Jewellery Gießerei-Studio gebeten, umfangreiche Tests für uns durchzuführen. Vergessen Sie nicht, sich das Video anzusehen!
Wie funktioniert Gussharz?
Wenn Sie Anfänger sind oder einfach nur ein 3D-Druck-Enthusiast, der sich für die Prinzipien von Schmuckgussharzen interessiert, werden wir versuchen, den Prozess für Sie zusammenzufassen – erfahrene Juweliere werden den folgenden Absatz vielleicht als eine Art Rekapitulation dessen empfinden, was sie bereits wissen. 🙂
Das Prinzip ist ganz einfach: Drucken Sie das Schmuckmodell aus SLA-Harz, fügen Sie Angüsse hinzu, gießen Sie eine flüssige Gipseinbettmasse darum, entfernen Sie Luftblasen und lassen Sie sie trocknen. Dann kommt die Einbettmasse zum Ausbrennen in den Brennofen, wo Harz und Angüsse wegschmelzen (oder verbrennen) und ein Hohlraum zurückbleibt. Dann wird der Hohlraum mit geschmolzenem Metall gefüllt, abgekühlt und das Rohprodukt ist bereit für die Endbearbeitung. Generell gibt es viele Harze, die für den Schmuckguss verwendet werden können, selbst die einfachsten – zähe Harze. Aber wenn es so einfach wäre, gäbe es keine Gussharze auf dem Markt. Es gibt bestimmte Bedingungen, die berücksichtigt werden sollten. Die erste ist die maximale Detailgenauigkeit des Drucks – um filigran zu drucken – diese variiert zwischen den verschiedenen Harzarten, Marken und sogar Druckern. Dann die Brenntemperatur – verschiedene Harze haben unterschiedliche Ausbrenntemperaturen. Und schließlich gibt es noch die zurückbleibende Asche nach dem Ausbrennen. Asche ist eines der problematischsten Elemente: Zähe Harze sind für den Feinguss so gut wie unbrauchbar, da nach dem Ausbrennen eine große Menge Asche zurückbleibt. Schmuckgussharze hingegen werden so gemischt, dass sie feinste Details und praktisch keine Asche nach dem Ausbrennen hinterlassen. Auf diese Weise ist es möglich, professionellen Schmuck ohne viel Mühe zu machen.
Was macht X-One so besonders?
Das BlueCast X-One ist ein professionelles Harz, das mit monochromatischen SLA 3D-Druckern wie unserem SL1S SPEED kompatibel ist. Ein Teil der Harzmischung ist Wachs, das dem Harz seine einzigartigen Eigenschaften verleiht: Das Harz schmilzt, wenn es erhitzt wird und brennt dann wie Paraffin. Das sorgt für einen perfekten Abbrand, ohne Asche in den ausgehöhlten Bereichen zu hinterlassen. Der Hersteller behauptet, dass der X-One keine krebserregenden Stoffe enthält und kaum Geruch und Rauch abgibt. Das flüssige Harz hat eine niedrige Viskosität und verfestigt sich bei 18 °C (64 °F), weshalb Sie bei Temperaturen von 20 bis 30 °C (68 bis 86 °F) damit arbeiten müssen. Wenn Sie kein Thermometer zur Hand haben, hilft Ihnen ein temperaturempfindlicher Streifen, der die Orientierungstemperatur anzeigt. Der Hersteller empfiehlt, den X-One mit Filigranizer zu mischen, wenn Sie feine (filigrane) Strukturen drucken.

Der BlueCast X-One ist jetzt in unserem E-Shop für $119 / € 143,99 (inkl. MwSt.) pro 0,5 kg Flasche erhältlich.
Schrittweise Anleitung zum Drucken und Aushärten
Das Harz und die gedruckten Modelle haben eine dunkelgrüne Farbe und sind aufgrund des Wachses im Inneren relativ weich. Es ist notwendig, mit einem langsamen Druckprofil zu drucken, um die Wahrscheinlichkeit von Druckfehlern so gering wie möglich zu halten. Der BlueCast X-One verfügt über eine nicht-traditionelle Option der chemischen Aushärtung anstelle der Standard-UV-Härtungsmethode. Ein ordnungsgemäß ausgehärtetes Modell sollte eine hellgraue, matte Oberfläche haben.
Für die besten Ergebnisse empfehlen wir die folgende Vorgehensweise:
- Erwärmen Sie das in Flaschen abgefüllte Harz auf 30 °C (86 °F, mit CW1S, warmem Wasser oder der Mikrowelle).
- Vor Gebrauch gut schütteln, der Hersteller empfiehlt mindestens 1 Minute Schütteln.
- Lassen Sie das Harz 5 Minuten lang ruhen, nachdem Sie es in den Bottich gegossen haben. Dies hilft, Blasen zu vermeiden. Sie können auch eine Vakuumpumpe verwenden, um die Blasen zu beseitigen.
- Drucken Sie mit den folgenden Druckeinstellungen: 0,05 mm – 7/25 s langsames Profil, 0,025 mm – 6/25 s langsames Profil, 0,1 mm – 8,5/25 s – langsames Profil. Alle Druckprofile für SL1S SPEED sind bereits im PrusaSlicer enthalten.
- Ungehärtete Modelle haben eine dunkelgrünliche Farbe. Die besten Gießeigenschaften werden nach einem erfolgreichen Aushärtungsprozess erreicht, der durch eine graue, matte Oberfläche gekennzeichnet ist. Dies kann durch eine chemische Nachbehandlung geschehen, die die besten Guss- und mechanischen Eigenschaften bietet. Alternativ kann eine UV-Härtung mit CW1S durchgeführt werden (1 Min. Waschen und mindestens 15 Min. Aushärten), jedoch mit nicht konsistenten Ergebnissen.
Chemische Nachbearbeitung
Die chemische Nachbearbeitung erfolgt durch richtiges Waschen und Trocknen. BlueCast empfiehlt das Waschen der Modelle in 91 % oder 99 %igem Äthylalkohol, aber wir haben herausgefunden, dass Isopropylalkohol (99,9 %) genauso gut funktioniert, mit einem kleinen Unterschied – man muss die Modelle ca. 5 Minuten länger waschen. Die tatsächliche Waschzeit hängt von der Größe und Form des Modells ab. Winzige Strukturen können bereits nach 10 Minuten gut genug gewaschen sein, während größere Modelle möglicherweise längere Waschzeiten benötigen. Für spezielle Teile müssen Sie Ihre eigenen Nachforschungen anstellen.
Der nächste wichtige Schritt ist das Trocknen. Wenn dieser und der vorherige Schritt richtig durchgeführt wurden, sollte das 3D-gedruckte Modell nach dem Trocknen eine matte, graue Oberfläche aufweisen. Falls der Prozess nicht erfolgreich war, bleibt das Modell teilweise dunkelgrün und der Vorgang muss wiederholt werden. Kleine dunkle Flecken machen in der Regel keine großen Probleme und können so belassen werden, ohne den Trocknungsprozess zu wiederholen. Die beste Art der Trocknung ist die direkte Heißluftaussetzung (Föhn, CW1S, Heißluftpistole) gleich nachdem Sie das Modell aus dem Alkoholbad genommen haben, solange es noch feucht ist. Größere Modelle reagieren am besten auf eine auf 150 °C (302 °F) vorgeheizte Heißluftpistole, aber hohe Temperaturen können winzige (filigrane) Strukturen beschädigen und zu Verformungen größerer Strukturen (Stützen und ähnliche Teile) führen. Der ideale Kompromiss ist eine 15-minütige Trocknung im der auf 60 °C (140 °F) vorgeheizten CW1S.

Ungehärteter (links) und ordnungsgemäß ausgehärteter Druck (rechts)
Anmischen der Einbettung und Ausbrennen
Sobald die Nachbearbeitung abgeschlossen ist, muss das Modell in die Küvette mit der Gipseinbettmasse gestellt, im Ofen ausgebrannt und der Hohlraum mit geschmolzenem Metall gefüllt werden. Der Hersteller empfiehlt das Brennen des Harzes bei 750 °C (1382 °F), garantiert aber ein vollständiges Ausbrennen bei 680 °C (1256 °F). Wir hatten noch keine Gelegenheit, das Brennen oder Gießen der Modelle selbst auszuprobieren, da uns die Ausrüstung und die notwendigen Fähigkeiten fehlen. Deshalb haben wir das Clear Mind Jewellery Gießerei-Studio gebeten, den gesamten Prozess zu testen und jeden Schritt zu dokumentieren. Die Werte können für verschiedene Küvettengrößen und Einbettungsarten abweichen, aber dies ist das Verfahren, das sie in dem oben verlinkten Video verwenden:
- Wasserentzug bei 150 °C (300 °F) für 1-3h
- Thermische Übergangsstufe 150-370 °C (300-700 °F) für 1-2h
- Halten 370 °C (700 °F) für 1-2h
- Musterentfernungsstufe 370-730 °C (700-1350 °F) für 2-3h
- Halten 730 °C (1350 °F) für 2-3h
- Reduzierung auf Gießtemperatur über 1-2h
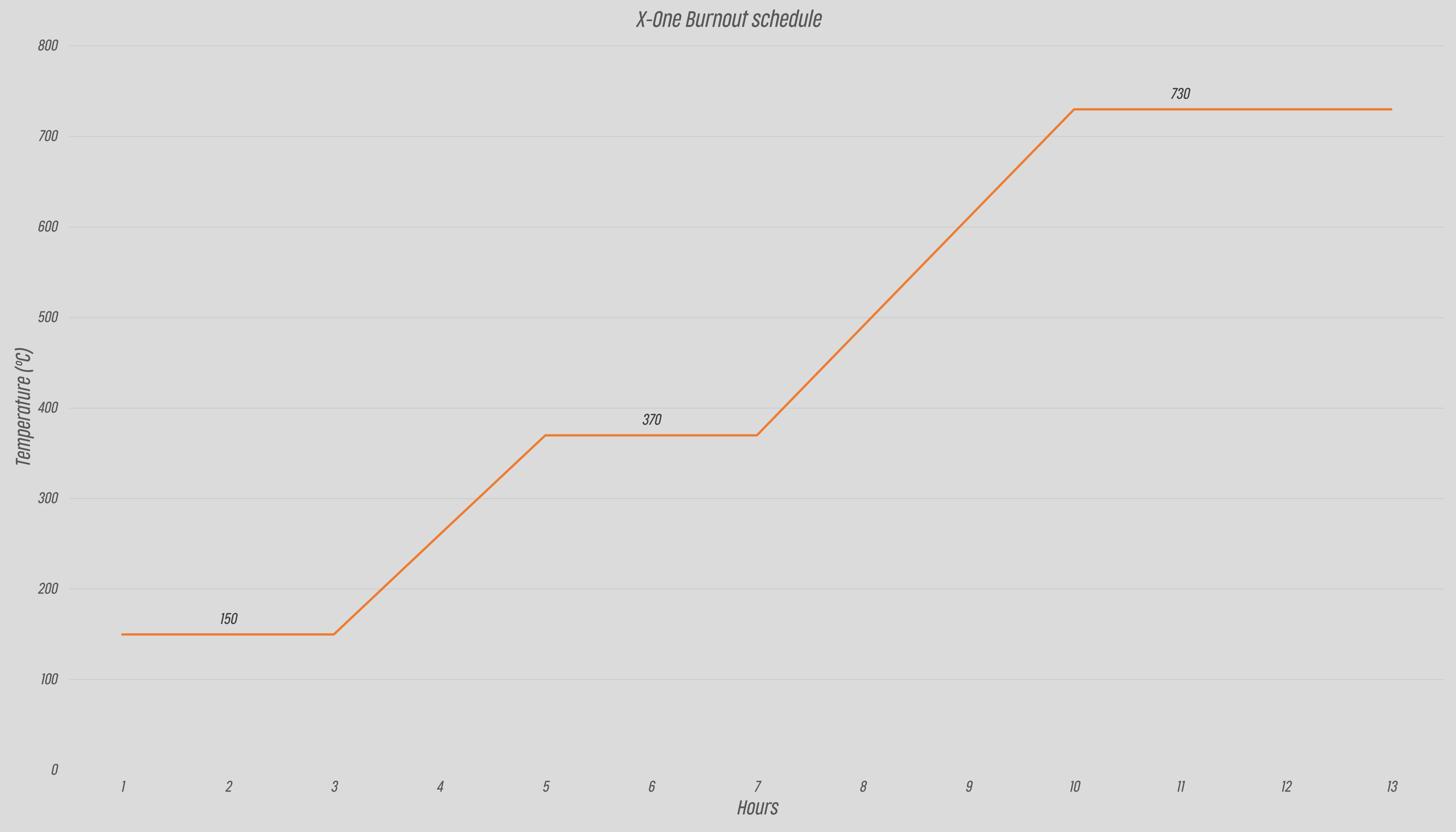
Das Diagramm zeigt die Ausbrenntemperaturen im Laufe der Zeit

Schmuck von Clear Mind Jewellery unter Verwendung des X-One Harzes. Laden Sie den OpenSource Signet Ring hier.
Nun, die Modelle sehen nach dem Gießen und etwas Polieren ziemlich gut aus, nicht wahr? Und das Opensource Zahnrad-Ring Modell ist bei printables.com erhältlich. Vergessen Sie nicht, sich das Video vom Test anzusehen! Wir hoffen, dass Ihnen der X-One gefällt und freuen uns darauf, Ihre tollen Kreationen zu sehen.
Viel Spaß beim Drucken!
Du musst angemeldet sein, um einen Kommentar abzugeben.