





*d’accord, laissez-moi vous expliquer 😉
La version stable du firmware Input Shaper pour l’Original Prusa MK4 est maintenant disponible ! Toutes nos nouvelles imprimantes 3D MK4 seront livrées avec par défaut et vous pourrez la flasher immédiatement en toute sécurité pour transformer votre bête de somme d’impression 3D en cheval de course ! 😉 La réponse de la communauté pendant le développement a été incroyable et nous avons reçu une tonne de commentaires précieux qui nous ont aidés à façonner cette version.
Et la MINI est également devenue plusieurs fois plus rapide ! Notre équipe a réalisé l’impossible et a porté le firmware de la MK4 sur le modeste processeur et la RAM plus petite de la MINI. Avec le nouveau firmware alpha, vous aurez l’impression d’avoir une toute nouvelle imprimante.
Alors maintenant se pose la question : quelle est la vitesse exacte de nos imprimantes ? Et comment se comparent-elles à la concurrence ?
10x plus rapide ! 600 mm/s ! 20 000 mm/s^2 !
Comparer les spécifications des produits est l’un des rares moyens de choisir entre plusieurs produits sur le marché, sans avoir à tous les essayer. Malheureusement, comparer un nombre arbitraire ne vous dit pas grand-chose sur la vitesse réelle de l’imprimante.
En fait, la vitesse globale d’une imprimante 3D est déterminée par un certain nombre de facteurs : vitesse d’impression, accélérations, vitesse des mouvements brusques, débit volumétrique, taille de la buse, forme de l’objet et bien plus encore. À des fins de marketing, tout cela est bien trop compliqué. Au lieu de cela, les entreprises choisissent un ou deux nombres. Il s’agit généralement de la vitesse de déplacement, de la vitesse d’impression du remplissage ou de l’accélération de l’impression du remplissage.
Lors de la plupart des impressions, l’imprimante consacrera moins de 10% du temps aux déplacements. Cela signifie que même les déplacements ridiculement rapides ont peu d’impact sur le temps d’impression global. Avoir une accélération élevée pour le remplissage est certainement utile, mais les périmètres (la paroi extérieure) sont généralement là où se trouvent réellement toute la complexité de la forme et les changements de direction. Et cela sans même mentionner le fait que ces vitesses d’impression sont souvent des valeurs « jusqu’à » avec des valeurs réelles dans les profils d’impression fournis nettement inférieures.
Et pour mettre les choses au clair tout de suite, je n’ouvre pas ce sujet, car nos imprimantes fonctionneraient mal à ces tests. Jetons un coup d’œil à un article publié dans le New York Times qui a comparé les temps d’impression et la qualité d’impression de plusieurs objets différents avec quatre imprimantes différentes – la MK4 a été utilisée avec la version alpha de l’Input Shaper.
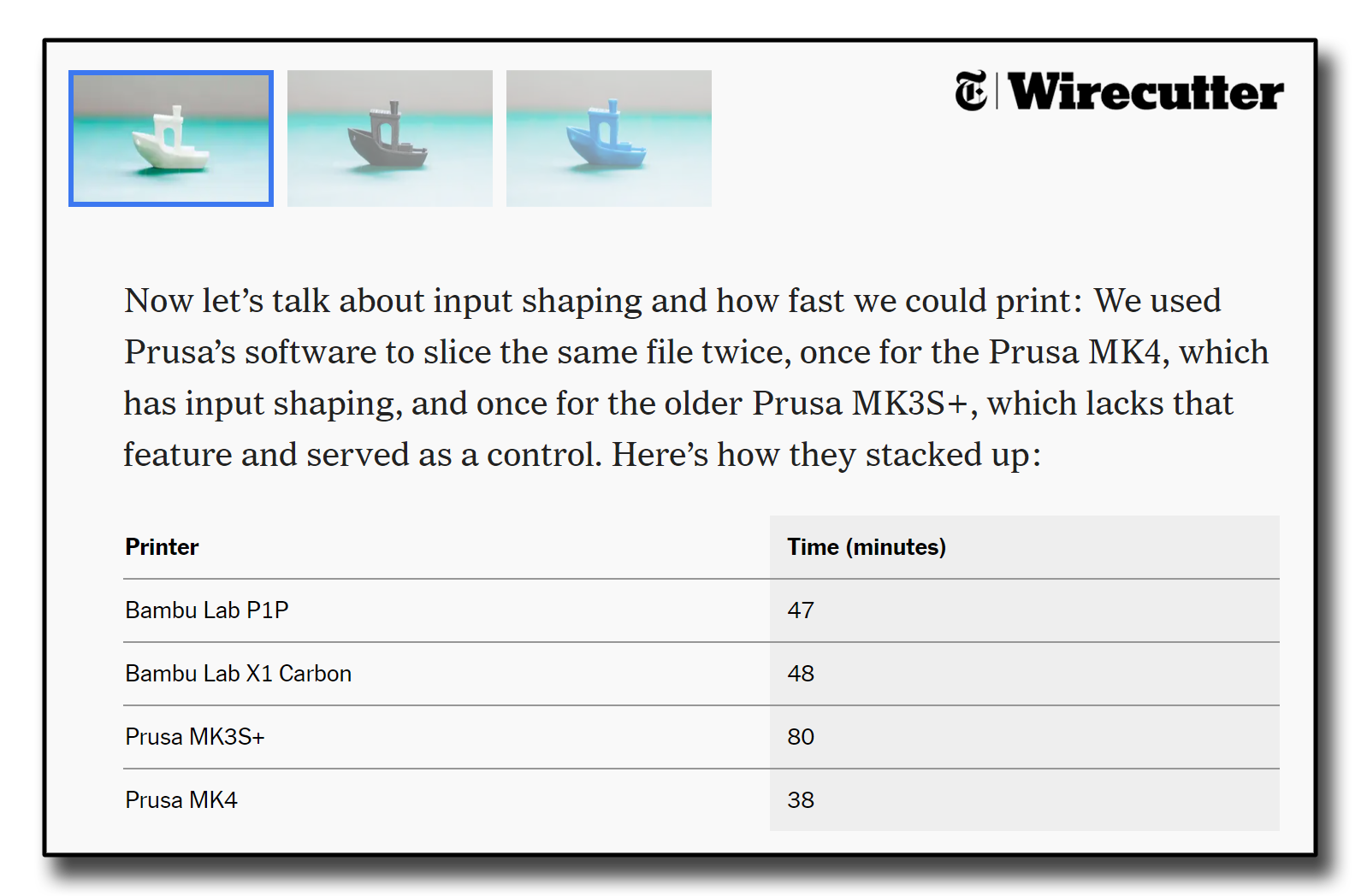
Dans les 3 tests effectués par le New York Times, la MK4 a toujours eu le temps d’impression le plus court. Tous les tests ont été effectués sur des impressions assez petites, de sorte que la durée du processus de calibration a joué un rôle important dans le temps d’impression global. Si le test avait été effectué sur un ensemble de modèles différent, les résultats auraient été différents.
Impact de l’augmentation de la vitesse et de l’accélération d’impression
La règle des rendements décroissants s’applique même aux paramètres d’impression 3D. L’augmentation de l’accélération des mouvements d’impression de 800 à 4 000 entraînera des temps d’impression nettement plus courts. Augmenter l’accélération de 4 000 à 10 000 ? Pas tellement.
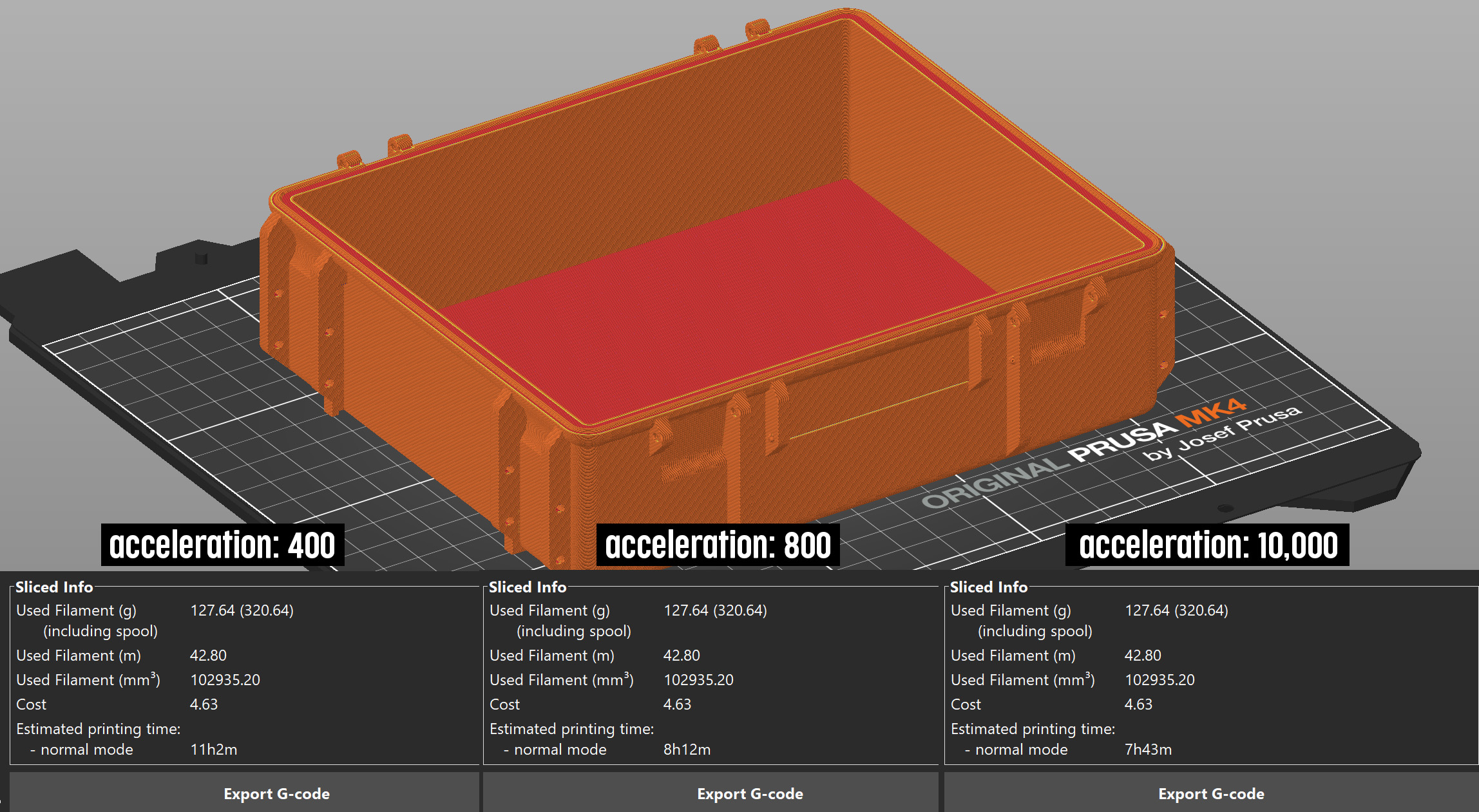
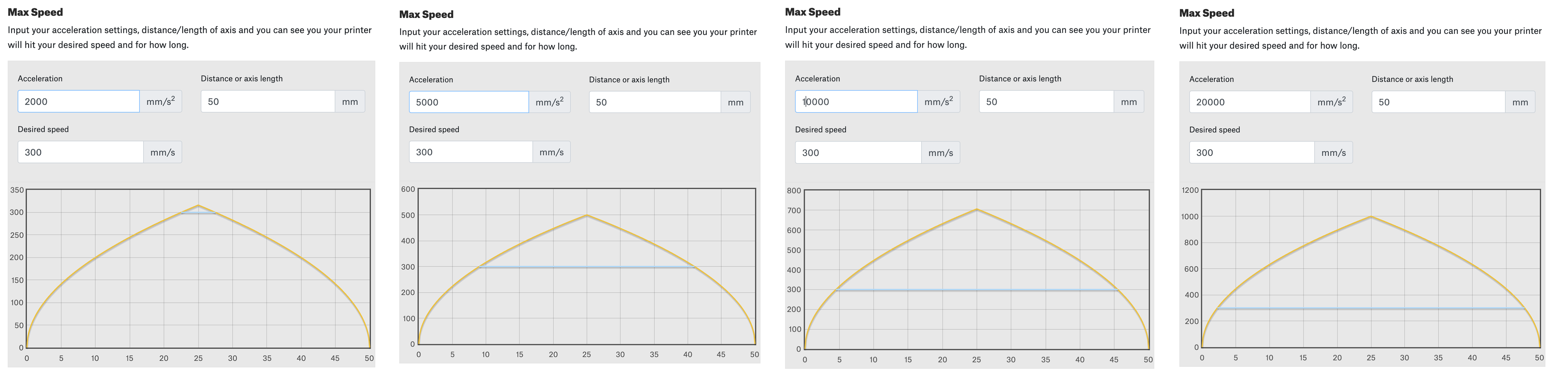
Bien sûr, ce n’est qu’un exemple et la différence que fait l’accélération est étroitement liée aux vitesses d’impression définies. Mais j’espère que vous comprenez ce que je veux dire, un nombre 2 fois plus grand ne signifie pas des temps d’impression 50% plus courts. Il y a dix ans, j’ai créé une calculatrice simple pour voir la relation entre la vitesse et l’accélération – vous pouvez jouer avec ici. Un bon point de départ serait de définir la distance en fonction de la taille des modèles que vous imprimez généralement – dans les exemples 50 mm, puis de la vitesse que vous souhaitez atteindre et d’essayer différentes accélérations.
C’est un peu comme comparer deux voitures, l’un avec une vitesse maximale de 250 km/h et l’autre avec 350 km/h. Si elles sont sur le point de voyager vers une autre destination, laquelle arrivera en premier ? Théoriquement, ce sera celle avec la vitesse de pointe la plus élevée. Mais en réalité ? Il faut prendre en compte des variables telles que l’accélération, le trafic, la consommation de carburant, l’itinéraire emprunté… il est quasiment impossible de rouler à une vitesse maximale constante.
Encore d’autres éléments à prendre en compte – débits et gestion de la température
Cependant, l’impression à grande vitesse nécessite plus que simplement déplacer l’extrudeur aussi vite que possible. Cela implique également une gestion minutieuse de la température.
Pour les impressions fonctionnelles, où la résistance est importante, le plastique doit d’abord être correctement fondu, puis refroidi après son extrusion. Pousser les vitesses volumétriques trop près de la limite de la hotend entraînera un filament mal fondu (par exemple, le noyau aura une température différente), ce qui à son tour affectera à la fois les propriétés mécaniques et visuelles.
C’est assez simple à repérer : si vous utilisez un filament semi-brillant, l’objet imprimé sera partiellement mat et partiellement brillant, avec une frontière horizontale claire entre ces sections. Si le débit volumétrique est poussé jusqu’à la limite absolue, la surface présentera également une finition sensiblement différente – ce que nous appelons « un effet denim ». Poussez-le un peu plus loin et vous commencerez à voir des trous dans l’impression. Une chauffe insuffisante ou un refroidissement important entraîne également des impressions plus faibles et une moins bonne adhérence entre les couches. Oui, même un refroidissement excessif peut compromettre la qualité de l’impression. À mesure que le plastique extrudé refroidit, il lui faut suffisamment de temps pour que les chaînes de polymère s’orientent en une structure plus ordonnée. Il y a donc une sorte d’effet Boucle d’or : ni trop chaud, ni trop froid, juste ce qu’il faut. 🙂
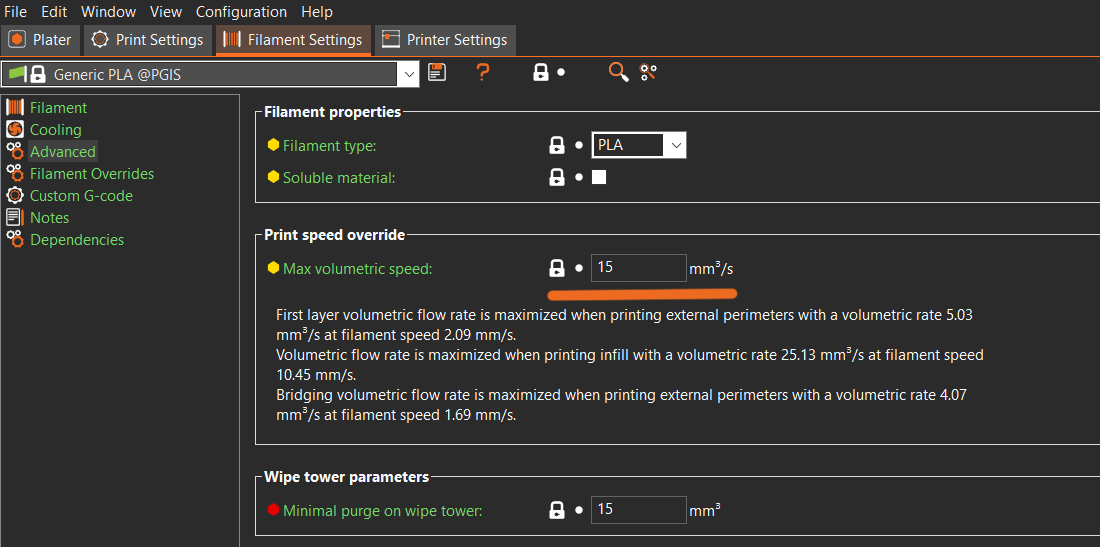
Le débit volumétrique est une autre valeur « jusqu’à » populaire et vous pouvez en fait vérifier les valeurs réelles dans PrusaSlicer et d’autres slicers en coupant l’objet et en ouvrant le débit volumétrique dans la fenêtre de Légende.
En parlant de PrusaSlicer : nos profils d’impression ont été, pendant de nombreuses années, peaufinés pour une qualité et une fiabilité maximales, plutôt que de courir après la vitesse à tout prix. Et ce ne sont pas que des profils synthétiques. Nous avons développé les nouveaux profils d’impression SPEED et STRUCTURAL avec l’aide de l’équipe Prusament (Prusa Polymers) – des personnes ayant une grande compréhension des thermoplastiques.
Alors comment comparer les vitesses des différentes imprimantes ?
Lorsque vous hésitez entre plusieurs imprimantes 3D différentes et que vous souhaitez comparer leurs vitesses d’impression, rien de plus simple que de télécharger leurs slicers respectifs et de vérifier vous-même les vitesses. PrusaSlicer a une estimation du temps d’impression exceptionnellement précise, ainsi tous les autres slicers basés sur PrusaSlicer (SuperSlicer, Bambu Studio, AnycubicSlicer, OrcaSlicer, etc.) auront également une estimation précise du temps d’impression. Pour les slicers basés sur Cura (par exemple Creality Slicer), les estimations devraient également être assez précises, à condition que les paramètres d’accélération et de mouvements brusques correspondent aux valeurs du firmware de l’imprimante.
Vous pouvez découper l’objet typique que vous envisagez de créer avec votre imprimante 3D dans tous les slicers et comparer les temps d’impression estimés. De plus, vous pouvez également vérifier si le numéro dans le profil d’impression correspond réellement au numéro revendiqué par le fabricant. De cette façon, vous pouvez voir s’il pourrait y avoir un problème ou deux – comme pour atteindre la vitesse annoncée. Si vous lisez les petits caractères, vous réaliserez peut-être que, par exemple, la vitesse d’impression du PETG est inférieure à la moitié de la vitesse théorique revendiquée.
Inutile de dire que même les estimations du slicer ne constituent pas le moyen idéal pour comparer la vitesse d’une imprimante 3D. La forme du modèle 3D, le filament utilisé, la buse et l’environnement… ils jouent tous un rôle important et par conséquent, les temps d’impression relatifs de chaque impression spécifique seront différents.
Cela dit : la vitesse d’impression n’est qu’un des aspects importants d’une imprimante 3D à considérer lors de la comparaison de différents modèles. Il y a d’autres éléments à prendre en compte, tels que la qualité d’impression, la fiabilité, la facilité de maintenance, le support technique, la communauté, les logiciels (open source), la durabilité, ou les déchets de filament lors de l’impression multicolore. Mais aussi des choses comme la possibilité de mise à niveau et le support continu même des années après la sortie. Ce qui m’amène à ceci :
L’Input Shaper pour la MINI est là !
Traitez-nous de démodé, mais nous n’allons pas vous faire acheter une nouvelle imprimante tous les deux ans. En fait, nous faisons tout notre possible pour vous permettre de conserver votre imprimante existante et de l’améliorer de plus en plus.
C’est pourquoi nous venons de publier un nouveau firmware pour l’Original Prusa MINI/MINI+ qui essentiellement transforme cette imprimante en un démon de vitesse compact. 🙂 Nos développeurs ont réussi quelque chose qui semblait presque impossible : ils ont porté le firmware de la MK4 sur la plate-forme la moins puissante de la MINI et ont apporté toutes les fonctionnalités étonnantes comme l’Input Shaping, la Pressure Advance et la mise en réseau de la sœur MK4.
La version alpha est maintenant disponible et si vous vous sentez un peu aventureux, essayez-la ! De nombreux utilisateurs l’ont déjà fait et sont enthousiasmés par l’augmentation massive de la vitesse – cela ressemble à une imprimante presque neuve. De plus, vous pouvez facilement connecter la MINI à Prusa Connect et envoyer des fichiers directement à l’imprimante sans avoir besoin de vous déplacer avec une clé USB. La version stable devrait être disponible d’ici environ un mois.
Vous trouverez ci-dessous une vidéo dans laquelle j’ai essayé d’obtenir le Benchy le plus rapidement possible sur la MINI – sans suivre les règles de speedboat race, mais une belle démonstration visuelle de la vitesse à laquelle l’imprimante peut aller. Avec les règles SpeedBenchy, l’impression du Benchy prend actuellement 26 minutes.
Et nous n’avons pas encore fini ! Nous avons d’autres mises à jour intéressantes en préparation – nous partagerons les détails dans quelques semaines.
L’Input Shaper pour la XL est presque prêt
Maintenant, la question évidente est : et la XL ? Premièrement : une autre équipe de développement gère le firmware de la XL dans une branche de code dédiée, ce n’est donc pas la même chose que la MINI. Cela est dû à la cinématique CoreXY complètement différente et à la présence d’un changeur d’outils qui apporte des défis supplémentaires. Alors que le système CoreXY permet généralement des vitesses plus élevées, plus l’imprimante est grande, plus les courroies sont longues – et les courroies plus longues s’étirent et se plient plus que les plus courtes, ce qui peut affecter négativement la qualité d’impression. C’est donc une autre chose dont nous tenons compte.
Nous nous préparons pour la première version du firmware Input Shaper et les tests sont en cours. Nous espérons que la version alpha sera prête en octobre (au départ uniquement pour la mono-outil).
Bonne (et rapide !) impression !
Vous devez vous connecter pour publier un commentaire.