





Dziś obchodzimy rocznicę – minął dokładnie rok od wypuszczenia naszą pierwszą żywicę SLA! Do dzisiaj wprowadziliśmy na rynek m.in. żywicę Prusament Resin Tough, materiał doskonale nadający się do niezwykle szybkiego, szczegółowego i niezawodnego druku 3D modeli o walorach wizualnych, takich jak figurki, popiersia, prototypy, formy odlewnicze itp. Przy wprowadzaniu na rynek naszej pierwszej żywicy, bezpieczeństwo było najwyższym priorytetem przy niezwykle wysokiej reaktywności i rozdzielczości. Mamy jednak wrażenie, że kwestie bezpieczeństwa żywicy nie są wystarczająco akcentowane wśród użytkowników i chcielibyśmy poruszyć takie zagadnienia jak: czym są żywice stereolitograficzne, jakie zagrożenia dla zdrowia niosą i co można zrobić, aby zwiększyć bezpieczeństwo?
W tym artykule wykorzystujemy naszą szansę, aby naświetlić Ci kilka krytycznie ważnych aspektów. Ponadto dajemy możliwość sprawdzenia zalet stosowania naszych żywic w porównaniu z konkurencją.

Trochę chemii na początek
Najpierw musimy wyjaśnić kilka podstawowych pojęć chemicznych dotyczących tego, jak właściwie działają żywice do stereolitografii i jaki jest ich skład. Ten krótki wykład jest niezbędny, aby w pełni zrozumieć zagadnienia, które poruszamy nie tylko w tym artykule, ale które napotkasz także podczas Twojej pracy z żywicą. Usiądź wygodnie, zaczynamy lekcję chemii.
Najczęściej spotykanym mechanizmem chemicznym zestalania ciekłej żywicy stereolitograficznej w obiekty stałe jest proces zwany radykalną fotopolimeryzacją, która jest wyzwalana przez światło o określonej długości fali wnikające do żywicy przez ekran LCD. Po absorpcji światła przez cząsteczki fotoinicjatora powstają związki inicjujące. Gatunki te zwane są rodnikami i inicjują polimeryzację wzrostu łańcucha poprzez atakowanie wiązań podwójnych w cząsteczkach monomerów. W następnych reakcjach monomery są łączone ze sobą poprzez wiązania podwójne tworząc sieć polimerową i obiekty stałe (schematycznie przedstawione na ilustr. 1). Proces ten jest powtarzany warstwa po warstwie podczas druku 3D. Najpopularniejsze i najbardziej reaktywne monomery można znaleźć wśród akrylanów, metakrylanów lub akryloamidów. W zależności od liczby grup reaktywnych na cząsteczkę monomeru powstają różne struktury fotopolimerowe, od liniowych łańcuchów fotopolimerowych do gęsto powiązanych sieci fotopolimerowych. Grupa możliwych do zastosowania fotoinicjatorów jest równie obszerna i ich opis wykracza poza cel tego artykułu.

Ilustr. 1: Schematyczne przedstawienie polimeryzacji przez wzrost łańcucha
Podczas gdy monomery i fotoinicjatory przyczyniają się głównie do reaktywności, właściwości mechanicznych i toksyczności, żywice zawierają również inne ważne składniki chemiczne, takie jak pigmenty lub barwniki, wypełniacze, stabilizatory i dodatki wymagane dla ogólnej wydajności. Składniki te muszą być doskonale zrównoważone. W naszym procesie wyboru surowców, trzy główne kryteria muszą być spełnione, abyśmy mogli wdrożyć produkt wysokiej jakości: bardzo wysoka reaktywność żywicy, odpowiednie właściwości mechaniczne, których oczekuje użytkownik oraz najniższa możliwa toksyczność.
Zagrożenia zdrowotne związane z żywicami do stereolitografii
Aby uzyskać nieco szerszy wgląd w temat toksyczności żywicy, wspomnimy system o nazwie Globalnie zharmonizowany system klasyfikacji i oznakowania chemikaliów (ang. GHS), który obejmuje klasyfikację substancji chemicznych i mieszanin, uniwersalne piktogramy ostrzegawcze oraz zharmonizowane karty charakterystyki. Poniższe piktogramy powinny być pierwszą oznaką zagrożenia związanego z żywicą i widocznie oznaczone na butelce dla Twojej ostrożności. Podczas gdy niektóre z piktogramów mogą być nieistotne dla żywic do stereolitografii, takie jak GHS01 lub GHS04, pozostałe mogą pojawić się na powszechnie stosowanych żywicach.
GHS01 |
GHS02 |

GHS03 |
GHS04 |
GHS05 |

GHS06 |

GHS07 |

GHS08 |
GHS09 |
Należy podkreślić, że klasyfikacja zagrożenia żywicy zależy od użytych substancji i ich stężenia. Należy również pamiętać, że zagrożenie związane z żywicą płynną jest zazwyczaj wyższe niż zagrożenie związane z żywicą wydrukowaną i utwardzoną. Pełna lista zagrożeń (fizycznych, zdrowotnych i środowiskowych) znajduje się tutaj, a zwroty wskazujące środki ostrożności znajdziesz tutaj. Karty charakterystyki dokładniej definiują listę zagrożeń i środków ostrożności dla konkretnej żywicy.
Niektórzy podejrzani
Żywica do stereolitografii może zawierać dużą liczbę niebezpiecznych substancji chemicznych. Dla Twojej ostrożności i przestrogi, wybraliśmy niektóre z najbardziej powszechnych substancji chemicznych stwarzających zagrożenie dla ludzkiego zdrowia. Należy pamiętać, że poniższe substancje chemiczne są regularnie stosowane w żywicach typu „tough”, więc może to być czas, aby zacząć zwracać bardzo dużą uwagę na karty charakterystyki i zasady bezpiecznego obchodzenia się z żywicą!
Bezbarwny fotoinicjator
Tlenek difenylo(2,4,6-trimetylobenzoilo)fosfiny lub TPO jest powszechnie stosowanym fotoinicjatorem ze względu na unikalne połączenie wysokiej reaktywności przy długości fali 405 nm i zdolności do tworzenia bezbarwnych lub białych preparatów. Podczas gdy inne fotoinicjatory przy długości fali 405 nm powodują wyraźnie żółty kolor lub cierpią z powodu niskiej reaktywności, ta substancja jest szeroko stosowana w przezroczystych, białych, niebieskich, szarych, beżowych lub różowych żywicach (jasne i zimne odcienie). Pomimo korzyści, substancja ta jest podejrzewana o szkodliwe działanie na płodność i płód (ECHA), a jej obecność powinna być zaznaczona w karcie charakterystyki. Analiza różnych dostępnych na rynku żywic (głównie z Chin) poprzez absorpcję UV/VIS wskazywała na obecność tej substancji w żywicy, podczas gdy karta charakterystyki nie podawała jej w składzie. Prowadzimy intensywne badania, aby zastąpić tę substancję, uzyskując podobne lub nawet lepsze właściwości.
Tlenek difenylo (2,4,6-trimetylobenzoilo) fosfiny |
H317 – Może powodować reakcję alergiczną skóry. H361f – Podejrzewa się, że działa szkodliwie na płodność. H411 – Działa toksycznie na organizmy wodne, powodując długotrwałe skutki. |
   |
|
Ultra wytrzymały i ultraszybki monomer
4-akryloilomorfolina jest stosowana ze względu na doskonałą wytrzymałość mechaniczną i niezwykle wysoką reaktywność. Wadą tej substancji może być wyższa toksyczność oraz charakterystyczny, nieprzyjemny zapach. Dla nas te aspekty decydują o stosowaniu tej substancji tylko w specjalnych, wysokowydajnych żywicach, głównie do zastosowań inżynieryjnych.

4-akryloilomorfolina |
H302 – Działa szkodliwie po połknięciu.
H317 – Może powodować reakcję alergiczną skóry. H318 – Powoduje poważne uszkodzenie oczu. H373 – Może powodować uszkodzenie narządów poprzez |
 |
|
Mocne i szybkie monomery z pewnymi problemami
Diakrylany poli(glikolu etylenowego) są doskonałymi monomerami ze względu na swoją elastyczność, ciągliwość, niską lepkość i wysoką reaktywność. Właściwości te mogą być dostrajane poprzez długość jednostki glikolu polietylenowego. Niestety, grupa tych związków chemicznych powoduje poważne uszkodzenie oczu przy ekspozycji na substancję. Skutkuje to zaklasyfikowaniem substancji jako H318 (Poważne uszkodzenie oczu – kategoria 1), co oznacza również, że w konsekwencji żywica otrzymuje etykietę GHS05 – Substancja żrąca. A to nam się nie podoba.
Diakrylan poli(glikolu etylenowego) |
H315 – Działa drażniąco na skórę. H317 – Może powodować reakcję alergiczną skóry. H318 – Powoduje poważne uszkodzenie oczu. |
| |
|
Standard przemysłowy o kontrowersyjnej strukturze
Istnieją różne struktury chemiczne bisfenoli, ale najczęściej stosowany jest bisfenol A. Ogólnie rzecz biorąc, istnieje wiele rodzajów bisfenoli, a te mogą zaburzać płodność, uszkadzać układ hormonalny ludzi i zwierząt lub powodować alergie skórne, jeśli występują w formie molekularnej. Z kolei Unia Europejska zaliczyła bisfenol A do substancji wzbudzających bardzo duże obawy.
Sytuacja monomerów bisfenolu A z wiązaniami podwójnymi, takimi jak akrylany lub metakrylany, może być nieco inna w porównaniu z bisfenolami jednocząsteczkowymi. Monomery te zazwyczaj nie stanowią zagrożenia dla zdrowia zgodnie z ich kartami charakterystyki. W rzeczywistości są one szeroko stosowane w przemyśle lub w żywicach wielozadaniowych, takich jak wypełnienia dentystyczne czy aplikacje stereolitograficzne, ze względu na ich wysoką reaktywność i wytrzymałość mechaniczną, a ich szkodliwość toksykologiczna może być wątpliwa. Na przykład, bisfenol A można znaleźć również w termoplastach takich jak PC (Poliwęglan).
Ogólną tendencją jest unikanie takich substancji, aby zmniejszyć ewentualne ryzyko dla zdrowia i tak też robimy. Można zauważyć, że produkty codziennego użytku posiadają oznakowanie brak Bisfenolu A (Bez BPA) i to coś, co możemy umieścić również na naszych żywicach. Możesz przeczytać ten artykuł w ECHA, gdzie znajdziesz więcej informacji o wątpliwościach dotyczących bisfenolu A.
Bisfenol A |
H317 – Może powodować reakcję alergiczną skóry.
H318 – Powoduje poważne uszkodzenie oczu. H335 – Może powodować podrażnienie dróg oddechowych. H360F – Może działać szkodliwie na płodność. H411 – Działa toksycznie na organizmy wodne, powodując długotrwałe skutki. |
| |
|

Etoksylowany diakrylan bisfenolu A |
H315 – Działa drażniąco na skórę.
H317 – Może powodować reakcję alergiczną skóry. H319 – Działa drażniąco na oczy. H335 – Może powodować podrażnienie dróg oddechowych. |
|
|
Nasze podejście
Ogólna strategia naszych naukowców polega na unikaniu substancji niebezpiecznych, zmniejszaniu zagrożeń i opracowywaniu żywic o niskim zagrożeniu toksykologicznym bez utraty jakości i niezawodności druku. Uważamy, że jest to szczególnie ważna zasada przy recepturach żywic do zastosowań hobbystycznych, rzeźbiarskich, szybkiego i niezawodnego prototypowania, jak np. nasza seria żywic Prusament Resin Tough. Innymi słowy, żywice o dużej ekspozycji klientów na postać płynną lub utwardzoną oraz do zastosowań nie wymagających ultra-wysokich parametrów mechanicznych powinny być opracowane w sposób jak najbardziej bezpieczny. W tym przypadku, najgorsza przyjęta klasyfikacja dla naszych żywic Prusament Resin Tough to GHS07 lub GHS09, które są prawie niemożliwe do uniknięcia w przypadku końcowej formulacji żywicy.
Stosowanie bardziej niebezpiecznych substancji może być uzasadnione tylko wtedy, gdy nie ma innego odpowiednika chemicznego i po prostu nie da się tego obejść, głównie ze względu na właściwości, na przykład w przypadku żywic o wysokiej wydajności.
Teraz pytanie, czy są jakieś korzyści i czy mamy jakieś wyniki, które potwierdzają naszą decyzję? A może jesteśmy po prostu zbyt przerażeni odrobiną chemii? Krótka odpowiedź brzmi: zrobiliśmy kilka testów i na pewno jest sens zachować ostrożność. Przyjrzyjmy się zebranym przez nas danym.
Część eksperymentalna
Cytotoksyczność
Przeprowadziliśmy testy cytotoksyczności dla żywicy Prusament Resin Tough (Prusa Orange) i czterech innych popularnych żywic konkurencji. Próbki zostały przetestowane w certyfikowanym laboratorium badawczym, gdzie zmierzono wpływ żywicy i obiektów drukowanych w 3D na żywotność komórek.
Jako testową kulturę komórkową wykorzystano fibroblasty skóry myszy. Barwnik fluorescencyjny został użyty do dalszej analizy względnej intensywności fluorescencji jako wskaźnik tego, ile komórek przeżyło lub umarło w porównaniu z nieeksponowanymi żywymi komórkami. Płynna żywica lub obiekty drukowane w 3D zostały zanurzone w roztworze fizjologicznym* podtrzymującym żywe komórki przez 24 godziny. Po tym okresie ekstrakt o różnych stężeniach (100, 50, 25, 10%) doprowadzano do kontaktu z komórkami na 24 godziny. Po tym okresie mierzono względną liczbę żywych komórek.
*Podłoże DMEM zawierające antybiotyki z 10% inaktywowaną surowicą cielęcą
Próbki oznaczono jako wysoce cytotoksyczne, umiarkowanie cytotoksyczne, łagodnie cytotoksyczne i niecytotoksyczne z następującym odsetkiem żywych komórek:
- Wysoce cytotoksyczne: 0% – 30%
- Umiarkowanie cytotoksyczne: 30% – 50%
- Łagodnie cytotoksyczne: 50% – 70%
- Niecytotoksyczne: 70% i więcej
Badania te są zgodne ze standardową procedurą badawczą ISO 10993-5:2010.
Porównanie żywic płynnych
Aby sprawdzić, co żywica robi z żywymi komórkami, przygotowaliśmy próbki płynnych, nieutwardzonych i utwardzonych zwykłych żywic typu „tough” dostępnych na rynku. Jeśli spojrzysz na wyniki poniżej, zobaczysz, że wszystkie płynne żywice są wysoce cytotoksyczne. To podkreśla konieczność obchodzenia się z żywicą z ostrożnością i zgodnie z opisem w karcie charakterystyki. Oraz ograniczenie ekspozycji na płynną żywicę i jej pozostałości na wydrukowanych modelach 3D lub w roztworze myjącym, przy jednoczesnym stosowaniu odpowiedniego sprzętu ochronnego, takiego jak rękawice, gogle itp. (zgodnie z opisem w kartach charakterystyki). W zasadzie wszelkiego rodzaju dodatkowe środki bezpieczeństwa, jak np. zwiększona wentylacja czy dygestorium są tylko dodatkowymi zaletami.
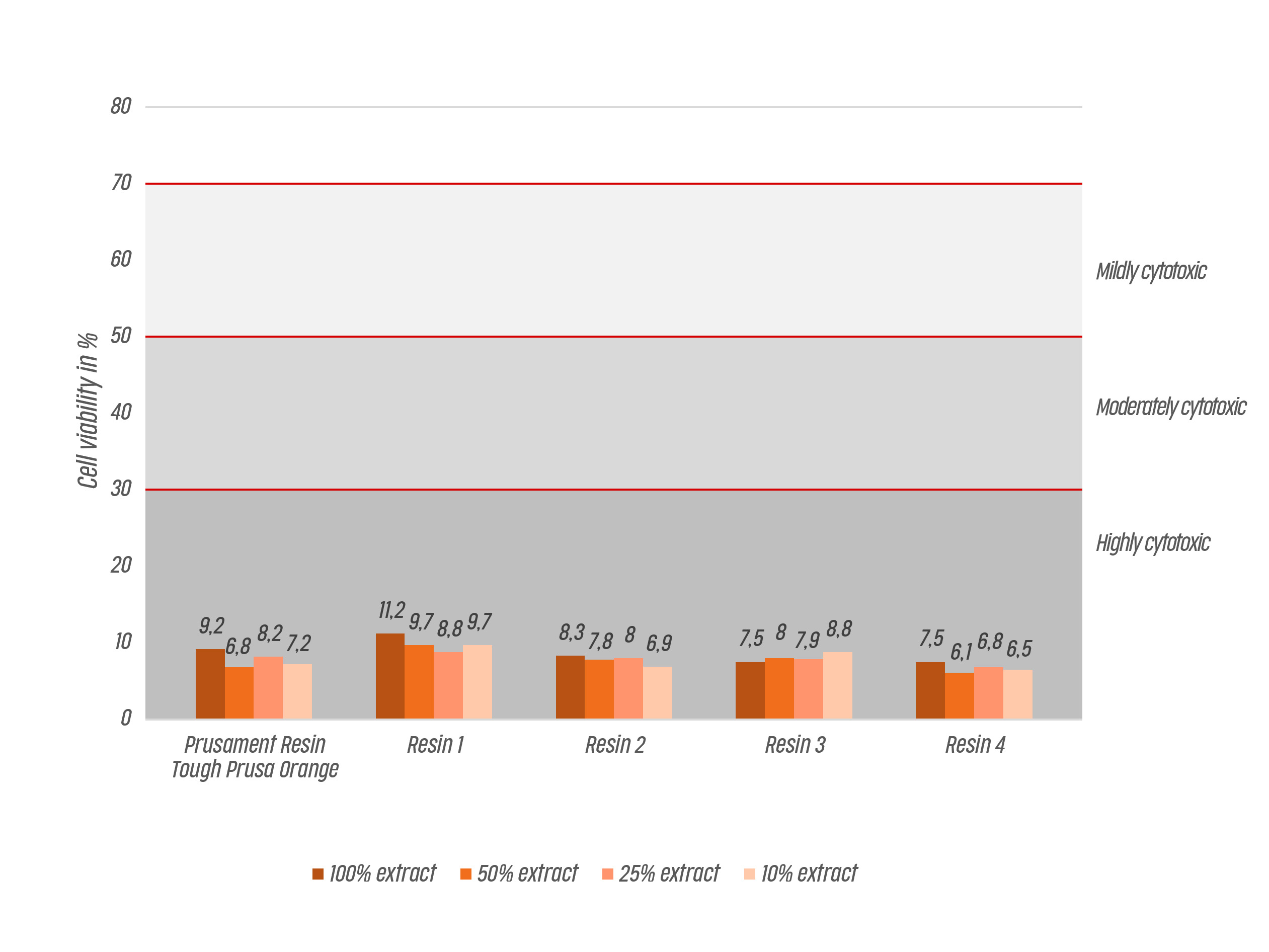
Ilustr. 2: Wpływ ekstraktów z żywic w postaci płynnej do druku 3D o różnych stężeniach na żywotność komórek fibroblastów myszy (cytotoksyczność). W tym teście obserwowano malejącą liczbę żywych hodowanych komórek skóry myszy w ciągu 24 godzin w temperaturze 37°C. Łagodne, umiarkowane i wysokie poziomy cytotoksyczności są reprezentowane przez odcienie szarości.
Porównanie żywicy nieutwardzonej i utwardzonej
Wyniki dla płynnych żywic są dość jednoznaczne, ale sprawy przybierają bardziej pozytywny obrót po procedurze utwardzania. Cytotoksyczność próbek wydrukowanych i utwardzonych w 3D jest znacząco zmniejszona w porównaniu do żywic płynnych. Ale co najważniejsze, możemy zaobserwować bardziej znaczące różnice pomiędzy testowanymi markami. Do tego testu użyliśmy dwóch zestawów próbek: pierwszy był myty w czystym izopropanolu (IPA), podczas gdy nie zastosowano żadnego etapu ogrzewania i utwardzania (próbki są oznaczone jako nieutwardzone), drugi zestaw był myty, a następnie suszony w temperaturze 45°C i utwardzany w CW1S przez 3 minuty (próbki są oznaczone jako utwardzone). Dlatego test ten określa cytotoksyczność części wydrukowanych w 3D bezpośrednio po procesie druku 3D oraz części po procedurze utwardzania.
Wyniki pokazują, że dotykanie modeli gołymi rękami po wydrukowaniu jest raczej nierozsądne, sugerujemy robić to dopiero po dodatkowym utwardzeniu, kiedy jest to bezpieczne. Aby uzyskać jak najniższą cytotoksyczność, należy przestrzegać instrukcji producenta dotyczących utwardzania (temperatura i czas utwardzania, użycie urządzenia utwardzającego itp.). Nasza żywica Prusament Resin Tough wykazuje niskie i stałe wartości cytotoksyczności nawet po jednej minucie utwardzania!
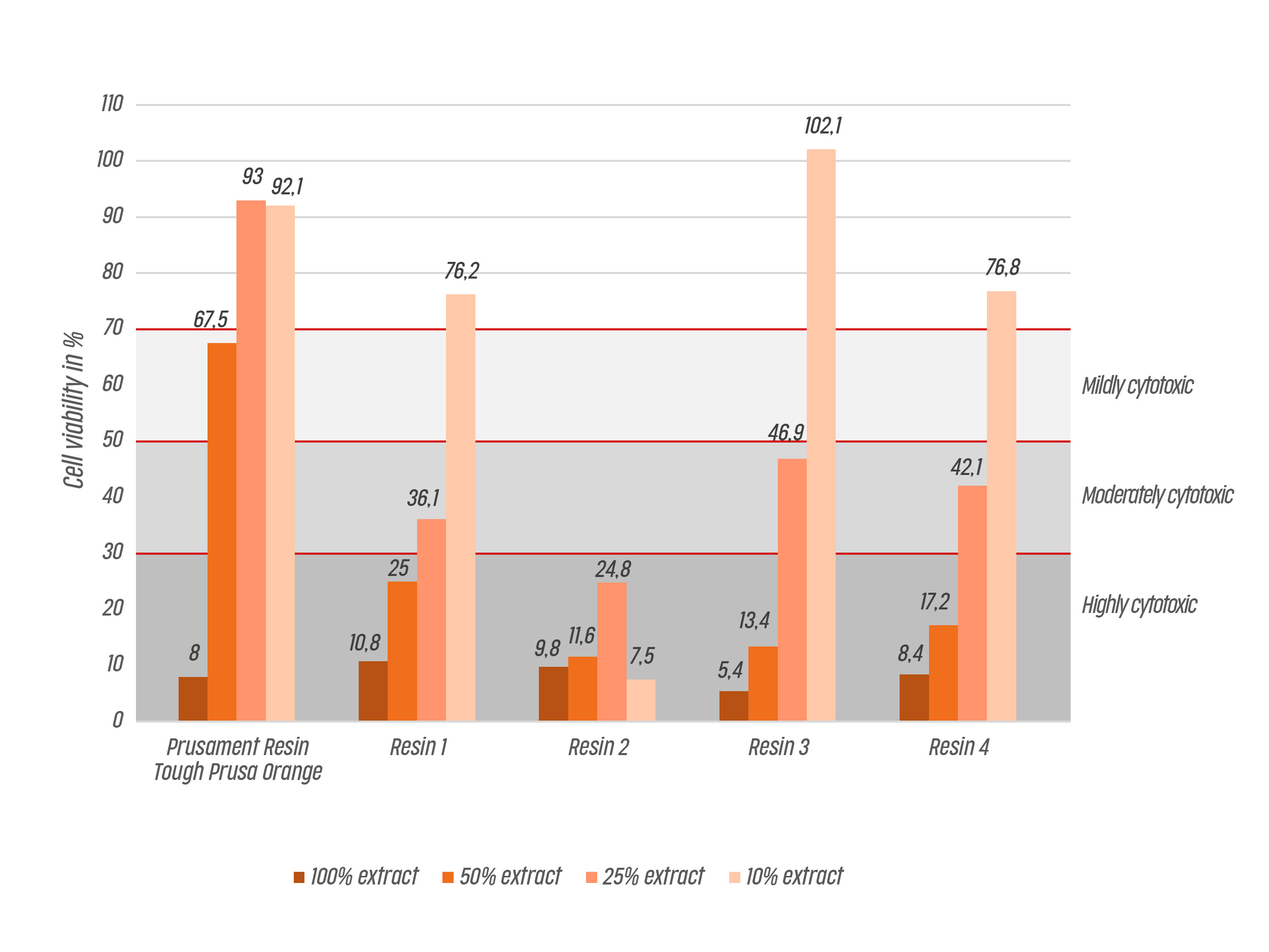
Ilustr. 3: Wpływ ekstraktów o różnych stężeniach z części drukowanych w 3D i umytych (ale wciąż nieutwardzonych) na żywotność komórek fibroblastów myszy (cytotoksyczność). W tym teście obserwowano malejącą liczbę żywych hodowanych komórek skóry myszy w ciągu 24 godzin w temperaturze 37°C. Łagodne, umiarkowane i wysokie poziomy cytotoksyczności są reprezentowane przez odcienie szarości.
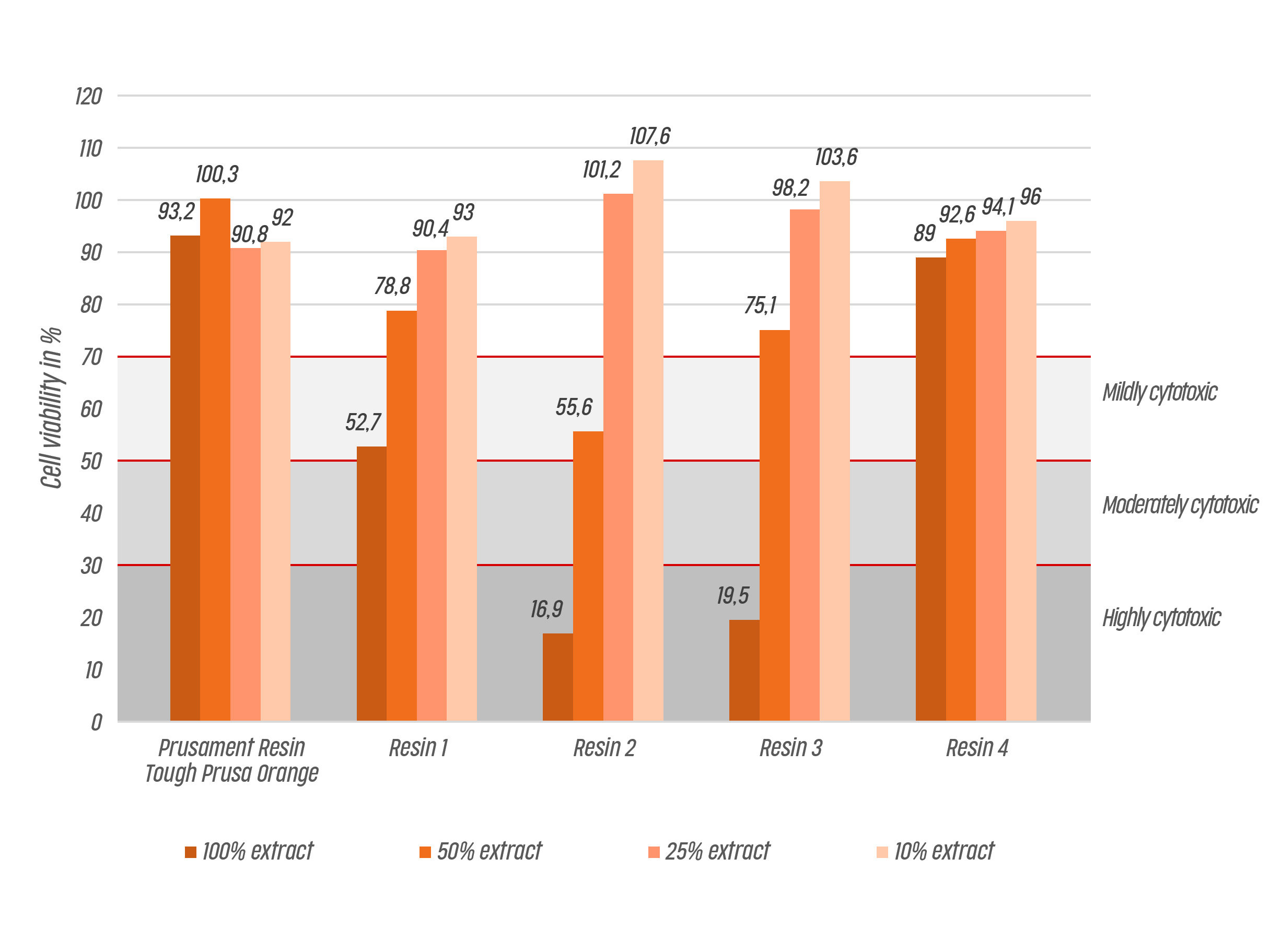
Ilustr. 4: Wpływ ekstraktów o różnych stężeniach z wydrukowanych w 3D, umytych, wysuszonych i następnie utwardzonych części w temperaturze 45°C przez 3 minuty na żywotność komórek mysich fibroblastów (cytotoksyczność). W tym teście obserwowano malejącą liczbę żywych hodowanych komórek skóry myszy w ciągu 24 godzin w temperaturze 37°C. Łagodne, umiarkowane i wysokie poziomy cytotoksyczności są reprezentowane przez odcienie szarości.
Uważamy za interesujące (i niepokojące), że niektóre z utwardzonych żywic wykazują silną toksyczność (dla 100% ekstraktu). Jeśli chodzi o nasze normy, żywica Prusament Tough i próbka 4 mieszczą się w granicach.
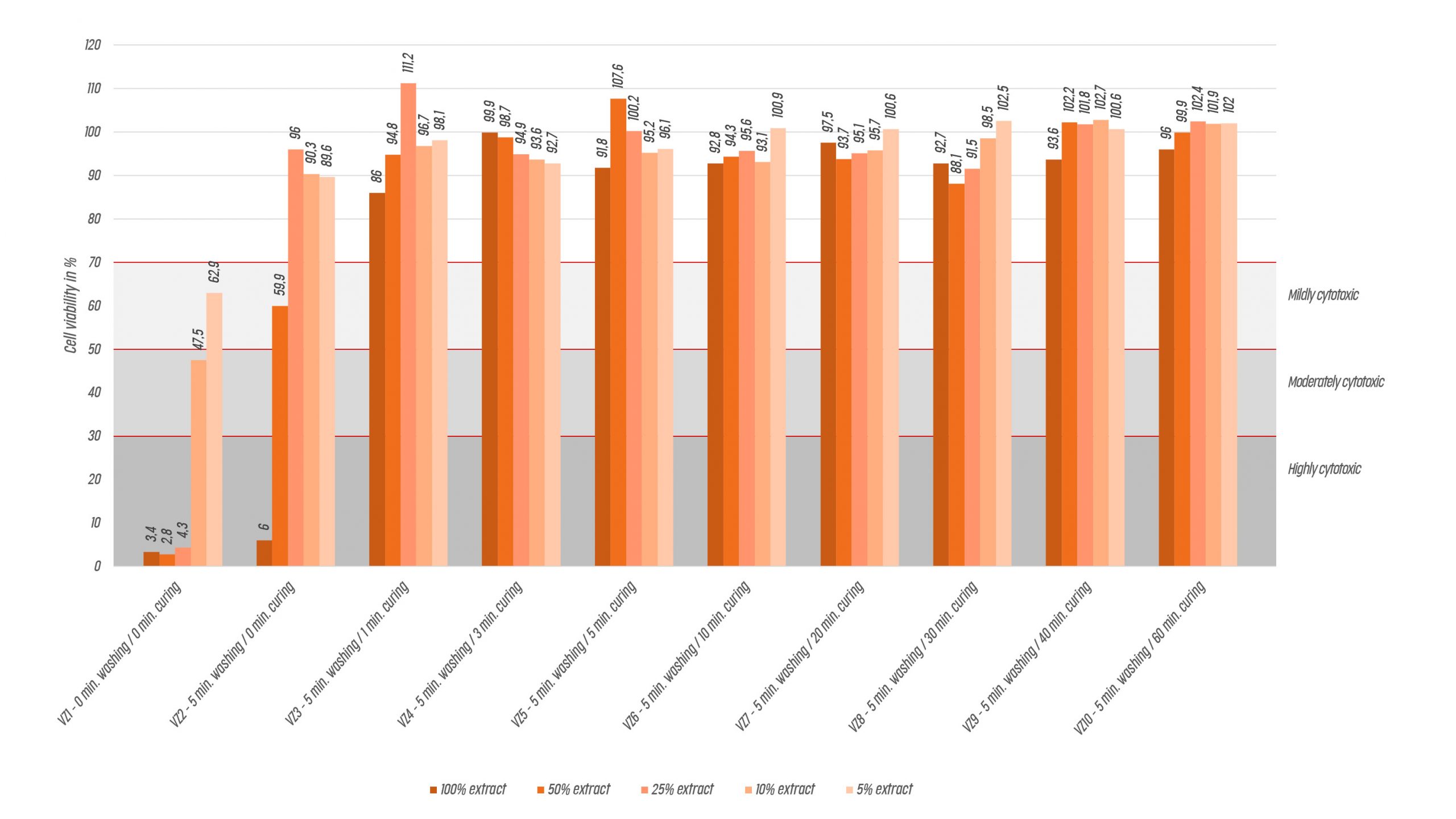
Ilustr. 5: Wpływ ekstraktów o różnym stężeniu z części drukowanych w 3D poddanych różnym operacjom obróbki końcowej, z różnym czasem utwardzania na żywotność komórek fibroblastów myszy (cytotoksyczność). W tym teście obserwowano zmniejszającą się liczbę żywych hodowanych komórek skóry myszy w ciągu 24 godzin w temperaturze 37°C. Łagodne, umiarkowane i wysokie poziomy cytotoksyczności są reprezentowane przez odcienie szarości.
Inny zestaw testów dla efektu podrażnienia skóry wykazał, że krótka ekspozycja na dobrze umyty wydruk 3D mieści się w granicach normy. Jednakże sugerujemy utwardzanie modeli przez co najmniej 3 minuty, aby uzyskać najniższą cytotoksyczność.
Należy pamiętać, że testy te nie odzwierciedlają w pełni długiej ekspozycji w małych dawkach. Nawet jeśli niektóre żywice mogą mieć niską cytotoksyczność, mogą nadal powodować problemy zdrowotne po wielokrotnym narażeniu. Ponownie, jest to powód, dla którego nie używamy wysoce toksycznych chemikaliów, jak zaznaczyliśmy powyżej.
Podrażnienie skóry
Płytki o wymiarach 2,5×2,5 mm i grubości 1,0 mm zostały wydrukowane przy użyciu drukarki Original Prusa SL1S SPEED. Czas naświetlania wynosił 2 sekundy na warstwę 50 um i 25 sekund dla pierwszych warstw, gdy płytki stały na podporach – w ten sposób badane próbki były w pełni wydrukowane w czasie 2 sekund na warstwę. Kolejne próbki były płukane w czystym izopropanolu przez 3 minuty i utwardzane wtórnie przez 0, 1 lub 3 minuty. Przygotowane próbki były nakładane bezpośrednio na skórę 30 ochotników na okres 24±2, 48±2 i 72±2 godzin. Jako pozytywny odczyn skóry zastosowano dodecylosiarczan sodu (0,4 ml 20% wodnego roztworu nałożono bezpośrednio na skórę ochotników). Po tym okresie czasu reakcję skóry oceniano za pomocą siatki w następujący sposób:
0 – Brak reakcji;
1 – Słabo pozytywna reakcja (zwykle charakteryzująca się łagodnym rumieniem i/lub suchością na większej części miejsca poddanego ekspozycji);
2 – Umiarkowanie pozytywna reakcja (zwykle wyraźny rumień lub suchość, możliwe rozprzestrzenianie się poza miejsce poddane ekspozycji);
3 – Reakcja silnie dodatnia (silny i często rozprzestrzeniający się rumień z obrzękiem i/lub tworzeniem się strupa).
Procedura badań jest zgodna ze standardową procedurą badawczą: Testy na podrażnienie in vivo (ISO 10993-23: 2021 Biologiczna ocena wyrobów medycznych).
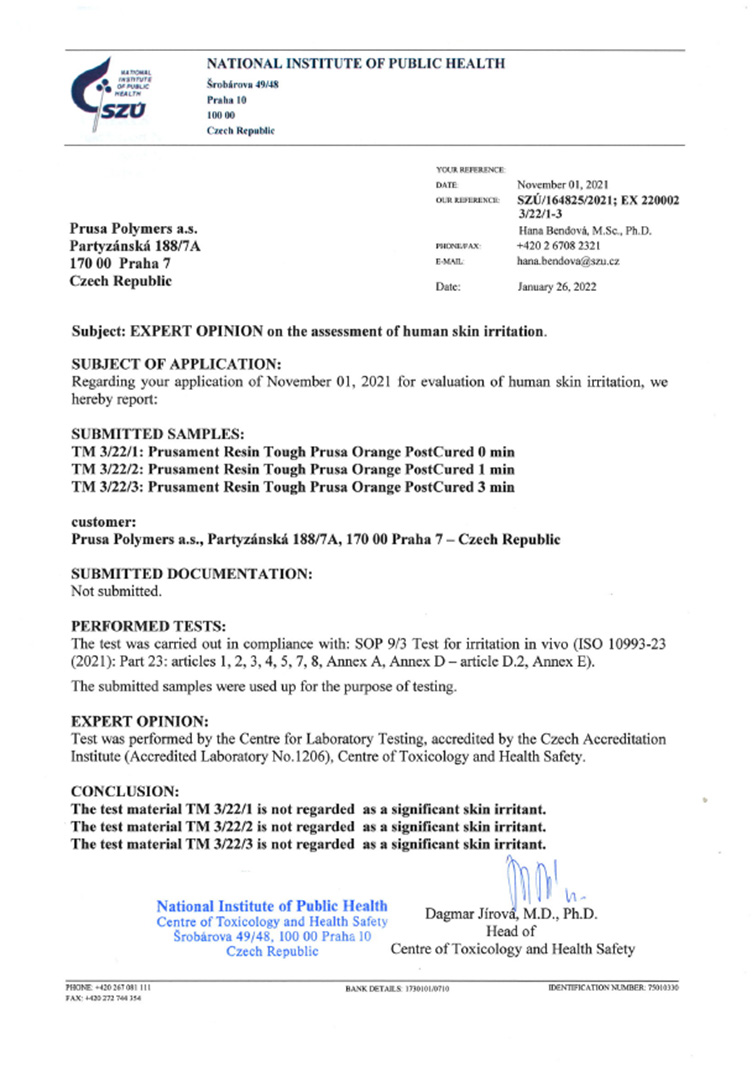
Podczas gdy dodecylosiarczan sodu wywołał pozytywną reakcję skórną w skali 1-3 wśród 30 ochotników (bez wyniku 0), analizowane próbki wydrukowane w 3D z żywicy Prusament Resin Tough Prusa Orange wykazały brak reakcji skórnej z wyraźnym wynikiem 0 wśród wszystkich 30 ochotników bez względu na czas po utwardzeniu i czas aplikacji. Świadectwo analizy z certyfikowanego laboratorium można obejrzeć poniżej.
Zachowaj czystość
Mówienie o długich i krótkich ekspozycjach prowadzi nas do właściwego rozplanowania miejsca pracy i środków ostrożności ograniczających narażenie na substancje niebezpieczne. Jeśli chcesz, aby wszystko było czyste i bezpieczne, należy przestrzegać tych zasad i zaleceń:
- Pracuj w dobrze wentylowanym pomieszczeniu. Ogólnie rzecz biorąc, trzymanie drukarki i praca z żywicami pod okapem może być najlepszym rozwiązaniem, ale dla zwykłych żywic, otwarte okna lub dobrze wentylowane pomieszczenia powinny wystarczyć.
- Zorganizuj miejsce pracy na łatwej do czyszczenia powierzchni. Czysty stół może działać najlepiej, ale możesz również użyć jednorazowych papierowych obrusów, które mogą być zmieniane, gdy są zanieczyszczone. Ponadto ich zdolność sorpcyjna pomaga zapobiec dalszemu zanieczyszczaniu przez rozlaną żywicę.
- Umieść drukarkę w jednorazowej tacy. Jeśli żywica wycieknie ze zbiornika, nie rozleje się daleko.
- Zawsze miej papierowe ręczniki w zasięgu ręki i za każdym razem, gdy coś rozlejesz, natychmiast to wytrzyj.
- Zawsze używaj jednorazowych rękawic i ochronnych okularów. Niektóre żywice mogą wywołać reakcję alergiczną, zwłaszcza jeśli cierpisz na egzemę lub masz wrażliwą skórę. Nie chcesz też, aby żywica znalazła się w Twoich oczach…
Zwróć uwagę, że niektóre rękawice mogą być częściowo rozpuszczane przez izopropanol lub niektóre substancje chemiczne stosowane w żywicach SLA. Przy długim i wielokrotnym kontakcie z produktem, niektóre rękawice mogą w końcu pęknąć. Zalecamy wyrzucanie rękawic po każdym użyciu lub używanie grubych rękawic przy dłuższym posługiwaniu się żywicami.
- Zaopatrz się w płaszcz laboratoryjny lub inny płaszcz roboczy, który ochroni Cię przed kontaktem z chemikaliami. Wyobraź sobie sytuację, w której wstrząsasz butelką z żywicą i szybko okazuje się, że jest ona przebita lub nieprawidłowo zamknięta.

Ilustr. 6: Dobry przykład organizacji miejsca pracy z SLA
Karty danych technicznych
Na koniec nie zapomnij przeczytać dokładnie karty danych technicznych dla kupowanej żywicy. Oprócz właściwości mechanicznych, powinny się tam znaleźć ważne informacje ściśle związane z z ochroną zdrowia oraz informacje z karty charakterystyki. Powinny być tam zalecane czasy druku, informacje o procedurach mycia, suszenia i utwardzania po zakończeniu drukowania. Dowiedzieliśmy się, że w przypadku niektórych żywic te informacje są często dostępne online we współdzielonych Arkuszach Google, czasem są w karcie charakterystyki, a czasem są niepełne lub w ogóle niedostępne. Uważamy, że powinno to być wyraźnie uporządkowane i podane w karcie danych technicznych.
Podstawowe zastosowanie druku 3D w technologii SLA nie jest może fizyką kwantową, ale oczywiście istnieją pewne zasady, których warto przestrzegać, aby zachować maksymalne bezpieczeństwo. Wszystko sprowadza się do dokładnego czytania kart produktowych, aby dowiedzieć się, czy jest to bezpieczne, czy też nie oraz stosowania odpowiednich zabezpieczeń. Mamy nadzieję, że to pomoże Ci być tak bezpiecznym jak to tylko możliwe podczas drukowania z SLA.
Udanego drukowania!

Musisz się zalogować, aby móc dodać komentarz.