





Hoy celebramos un aniversario – ¡han pasado exactamente un año desde que lanzamos nuestra primera resina SLA! Hasta ahora, hemos lanzado la Prusament Resin Tough, un material perfectamente adecuado para la impresión 3D extremadamente rápida, detallada y fiable de modelos visuales como figuras de acción, bustos, prototipos, moldes de fundición, etc. Con el lanzamiento de nuestra primera resina, la seguridad era la máxima prioridad y ofrece una reactividad y una resolución extremadamente altas. Sin embargo, creemos que los usuarios no hacen suficiente hincapié en las cuestiones de seguridad de las resinas y nos gustaría abordar temas como: ¿Qué son las resinas estereolitográficas, cuáles son sus riesgos para la salud y qué se puede hacer para aumentar la seguridad?
Con este artículo, aprovechamos para iluminarte sobre algunos aspectos de importancia crítica. Además, podrás comprobar las ventajas de usar nuestras resinas frente a las de la competencia.

Un poco de química para empezar
En primer lugar, debemos aclarar algunos conceptos químicos básicos sobre cómo funcionan realmente las resinas estereolitográficas y cuál es su composición. Esta breve lección es necesaria para comprender plenamente las cuestiones que estamos tratando no sólo en este artículo, sino también durante tu trabajo con la resina. Abróchate el cinturón, aquí viene la química.
El mecanismo químico más común para la solidificación de la resina estereolitográfica líquida en objetos sólidos es un proceso llamado fotopolimerización radical que se desencadena por la luz de una determinada longitud de onda que penetra en la resina a través del LCD. Tras la absorción de la luz por las moléculas del fotoiniciador, se forman especies iniciadoras. Estas especies se denominan radicales e inician la polimerización del crecimiento de la cadena mediante el ataque a los dobles enlaces de las moléculas de monómero. En las reacciones subsiguientes, los monómeros se unen a través de los dobles enlaces formando la red de polímeros y los objetos sólidos (representado esquemáticamente en la Fig. 1). Este proceso se repite capa a capa durante la impresión 3D. Los monómeros más comunes y más reactivos pueden encontrarse entre los acrilatos, metacrilatos o acrilamidas. En función del número de grupos reactivos por molécula de monómero, se forman diversas estructuras de fotopolímeros, desde cadenas de fotopolímeros lineales hasta redes de fotopolímeros densamente reticulados. El grupo de posibles fotoiniciadores utilizados es igualmente amplio y su descripción va más allá del propósito de este artículo.

Fig. 1: crecimiento de la cadena de polimerización
Mientras que los monómeros y los fotoiniciadores contribuyen principalmente a la reactividad, las propiedades mecánicas y la toxicología, las resinas también contienen otros componentes químicos importantes, como pigmentos o colorantes, y cargas, estabilizadores y aditivos necesarios para el rendimiento general. Estos componentes deben estar perfectamente equilibrados. En nuestro proceso de elección de las materias primas, deben cumplirse tres criterios principales para introducir un producto de calidad: reactividad extremadamente alta de la resina, propiedades mecánicas adecuadas que estás buscando, y la menor toxicidad posible.
Riesgos para la salud de las resinas de estereolitografía
Para obtener una pequeña percepción sobre la toxicidad de la resina, te presentamos un sistema llamado Sistema Globalmente Armonizado de Clasificación y Etiquetado de Productos Químicos (GHS) que abarca la clasificación de las sustancias y mezclas químicas, los pictogramas de advertencia universales y las fichas de datos de seguridad armonizadas. Los pictogramas que aparecen a continuación deberían ser la primera señal de peligro de la resina y estar visiblemente etiquetados en la botella para su precaución. Aunque algunos de los pictogramas pueden ser irrelevantes para las resinas de estereolitografía, como GHS01 o GHS04, el resto pueden aparecer en resinas comunes.
GHS01 |
GHS02 |

GHS03 |
GHS04 |
GHS05 |

GHS06 |

GHS07 |

GHS08 |
GHS09 |
Hay que destacar que la clasificación de la peligrosidad de la resina depende de las sustancias utilizadas y de sus concentraciones. Y hay que tener en cuenta que la peligrosidad de la resina líquida suele ser mayor que la de la resina impresa y postcurada. Puede encontrar una lista completa de peligros (físicos, sanitarios y medioambientales) aquí mientras que los avisos de precaución se pueden encontrar aquí. Las Fichas de datos de seguridad definen además una lista de peligros y precauciones para tu resina.
Algunos de los sospechosos habituales
La resina de estereolitografía puede contener un gran número de sustancias químicas peligrosas. Para su precaución y advertencia, hemos seleccionado algunas de las sustancias químicas más comunes que suponen un riesgo para la salud humana. Ten en cuenta que las siguientes sustancias químicas están siendo utilizadas en resinas resistentes de forma habitual, por lo que podría ser el momento de empezar a prestar mucha atención a las hojas de datos de seguridad y a la manipulación segura de la resina.
Fotoiniciador incoloro
El Óxido de difenil(2,4,6-trimetilbenzoil)fosfina o TPO es un fotoiniciador de uso común por su combinación única de alta reactividad a longitudes de onda de 405 nm y su capacidad de crear formulaciones incoloras a blanquecinas. Mientras que otros fotoiniciadores a 405 nm provocan un importante color amarillo o sufren una baja reactividad, esta sustancia se utiliza abundantemente en resinas transparentes, blancas, azules, grises, de color piel, beige o rosa (tonos claros y fríos). A pesar de los beneficios, se sospecha que la sustancia perjudica la fertilidad, puede dañar la fertilidad o al feto (ECHA) y su presencia debe figurar en la FDS. El análisis de varias resinas disponibles en el mercado (principalmente de China) a través de la absorción UV/VIS indica la presencia de la sustancia en la resina, mientras que la SDS no indica la sustancia. Estamos trabajando en una investigación intensiva para sustituir esta sustancia y obtener propiedades similares o incluso mejores.
Óxido de difenil(2,4,6-trimetilbenzoil) fosfina |
H317 – Puede provocar una reacción alérgica en la piel. H361f – Se sospecha que perjudica a la fertilidad. H411 – Tóxico para los organismos acuáticos, con efectos nocivos duraderos. |
   |
|
Monómero ultraresistente y ultrarrápido
La 4-Acrilomorfolina se utiliza debido a su excelente robustez mecánica y su altísima reactividad. Los inconvenientes de esta sustancia pueden ser su peor toxicología y su olor característico y desagradable. Para nosotros, estos aspectos determinan el uso de esta sustancia sólo en resinas especiales de alto rendimiento, principalmente para aplicaciones de ingeniería.

4-Acrilomorfolina |
H302 – Tóxico en caso de ingestión.
H317 – Puede provocar una reacción alérgica en la piel. H318 – Provoca lesiones oculares graves. H373 – Puede provocar daños en los órganos tras exposiciones prolongadas o repetidas. |
 |
|
Monómeros resistentes y rápidos con algunos problemas
Los diacrilatos de poli(etilenglicol) son excelentes monómeros por su flexibilidad, dureza, baja viscosidad y alta reactividad. Sus propiedades pueden ajustarse mediante la longitud de la unidad de polietilenglicol. Por desgracia, el grupo de estos productos químicos provoca daños oculares graves cuando se expone a la sustancia. Esto da lugar a la clasificación de la sustancia como H318 (Lesiones oculares graves. – Categoría 1), lo que también significa que la sustancia y, en consecuencia, la resina, recibe una etiqueta GHS05 – Corrosivo. Y eso no nos gusta.
Diacrilato de poli(etilenglicol) |
H315 – Provoca irritación cutánea. H317 – Puede provocar una reacción alérgica en la piel. H318 – Provoca lesiones oculares graves. |
| |
|
Un estándar industrial con una estructura controvertida
Existen varias estructuras químicas de los bisfenoles, pero la más común es el Bisfenol A. En general, hay muchos tipos de bisfenoles y éstos pueden dañar la fertilidad, alteran los sistemas hormonales de humanos y animales o provocan alergias cutáneas si se encuentran en forma molecular. A su vez, la Unión Europea incluyó el bisfenol A entre las sustancias altamente preocupantes.
La situación de los monómeros de bisfenol A con dobles enlaces, como los acrilatos o metacrilatos unidos a él, puede ser un poco diferente en comparación con los bisfenoles de una sola molécula. Estos monómeros suelen no suponer riesgos para la salud según sus Fichas de Seguridad. De hecho, estos monómeros son estándares industriales o caballos de batalla utilizados en resinas multipropósito como las aplicaciones de empaste dental o estereolitografía, debido a su alta reactividad y robustez mecánica, y su riesgo toxicológico puede ser cuestionable. Por ejemplo, el bisfenol A puede encontrarse también en termoplásticos como el PC (policarbonato).
La tendencia general es evitar este tipo de sustancias para disminuir cualquier posible riesgo para la salud y así lo hacemos. Tal vez hayas observado productos de uso diario con un etiquetado Libre de bisfenol A (BPA Free) y definitivamente, es algo que podemos poner en nuestras resinas, también. Puede leer este artículo de la ECHA para obtener más información sobre la preocupación por el bisfenol.
Bisfenol A |
H317 – Puede provocar una reacción alérgica en la piel.
H318 – Provoca lesiones oculares graves. H335 – May cause respiratory irritation. H360F – Puede irritar las vías respiratorias. H411 – Tóxico para los organismos acuáticos, con efectos nocivos duraderos. |
| |
|

Diacrilato de bisfenol A etoxilado |
H315 – Provoca irritación cutánea.
H317 – Puede provocar una reacción alérgica en la piel. H319 – Provoca irritación ocular grave. H335 – Puede irritar las vías respiratorias. |
|
|
Nuestro enfoque
La estrategia general de nuestros Pruscientists es evitar las sustancias peligrosas, reducir los riesgos y desarrollar resinas con bajo riesgo toxicológico sin sacrificar calidad de impresión y fiabilidad. Creemos que esta es una regla especialmente importante para las formulaciones de las resinas para usos de hobby, escultura, prototipos rápidos y fiables, como nuestra serie Prusament Resin Tough. En otras palabras, las resinas con alta exposición de los clientes a la forma líquida o curada y para aplicaciones que no requieren un rendimiento mecánico ultra alto deben hacerse lo más seguras posible. En este caso, la peor clasificación aceptada para nuestra Prusament Resin Tough es GHS07 o GHS09 que son casi imposibles de evitar para la formulación final de la resina.
El uso de sustancias más peligrosas podría razonarse sólo cuando no hay otra contraparte química y simplemente no hay manera de evitarlo, principalmente en lo que respecta a las propiedades, por ejemplo para las resinas de alto rendimiento.
Ahora, la pregunta es ¿hay algún beneficio y tenemos algún resultado que apoye nuestra decisión? ¿O es sólo que nos asusta un poco la química? La respuesta corta es: sí, hemos hecho algunas pruebas y ciertamente tiene sentido ser precavidos. Echemos un vistazo a nuestros datos.
Parte experimental
Citotoxicidad
Hemos realizado pruebas de citotoxicidad para la Prusament Resin Tough (Prusa Orange) y otras cuatro resinas comunes de otros. Las muestras se probaron en un laboratorio de pruebas certificado, donde se midió el efecto de la resina y los objetos impresos en 3D sobre la viabilidad celular.
Se utilizaron fibroblastos de piel de ratón como cultivo celular de prueba. El tinte fluorescente se utiliza para el análisis posterior de la intensidad de fluorescencia relativa como indicación de cuántas células sobrevivieron o murieron en comparación con las células vivas no expuestas. La resina líquida o los objetos impresos en 3D se sumergieron en la solución fisiológica* que soportaba las células vivas durante 24 horas. Tras ese periodo de tiempo, se puso en contacto con las células un extracto con distintas concentraciones (100, 50, 25, 10 %) durante 24 horas. Tras ese periodo de tiempo, se midió el número relativo de células vivas.
*Medio DMEM con antibióticos y suero de ternera inactivado al 10%.
Las muestras se marcaron como altamente citotóxicas, moderadamente citotóxicas, levemente citotóxicas y no citotóxicas con el siguiente porcentaje de células vivas:
- Altamente citotóxicas: 0 % – 30 %
- Moderadamente citotóxicas: 30 % – 50 %
- Levemente citotóxicas: 50 % – 70 %
- No citotóxicas: 70 % y más
Estas pruebas siguen el procedimiento estándar de pruebas ISO 10993-5:2010.
Comparación de resinas líquidas
Para ver qué hace la resina con las células vivas, preparamos muestras de resinas líquidas, no curadas y curadas de las resinas resistentes comunes disponibles en el mercado. Si echas un vistazo a los resultados de abajo, verás que todas las resinas líquidas son altamente citotóxicas. Esto subraya la necesidad de manipular la resina con precaución y como se describe en la Hoja de Datos de Seguridad. Y limitar la exposición a la resina líquida y a sus residuos en los modelos impresos en 3D o en la solución de lavado, utilizando el equipo de protección adecuado, como guantes, gafas, etc. (como se describe en las hojas de datos de seguridad). Básicamente, cualquier tipo de medidas adicionales de protección de la seguridad, como una mayor ventilación o una caja de humos, es sólo una ventaja.
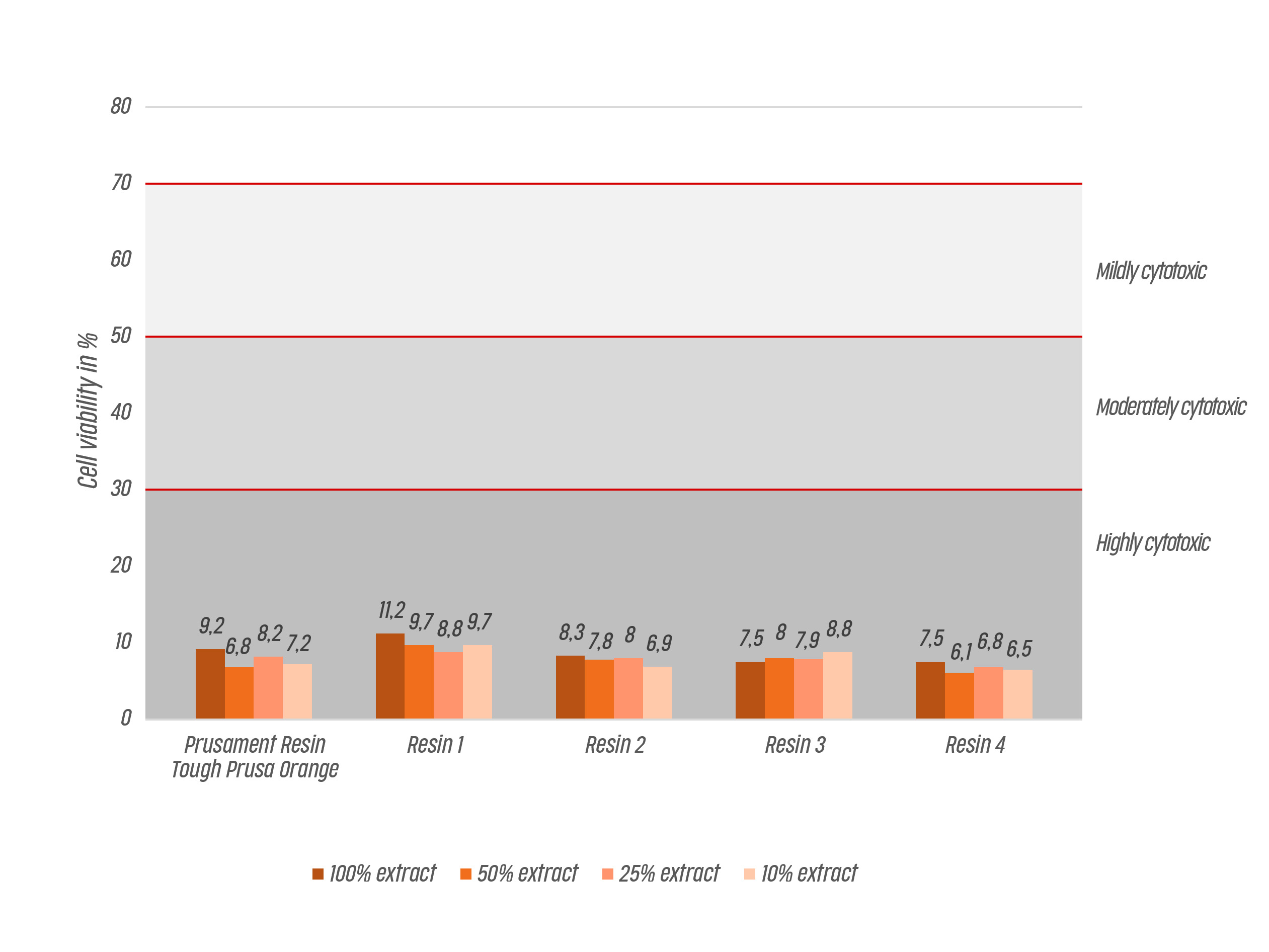
Fig. 2: El efecto de los extractos de varias concentraciones de resinas de impresión 3D en forma líquida sobre la viabilidad celular de los fibroblastos de ratón (citotoxicidad). En esta prueba se observó un número decreciente de células vivas de piel de ratón cultivadas durante un periodo de 24 horas a 37 °C. Los niveles de citotoxicidad leve, moderada y alta se representan con tonos de gris.
Comparación de resina sin curar y curada
Los resultados de las resinas líquidas son bastante sencillos, pero las cosas se vuelven más positivas después del procedimiento de curado. La citotoxicidad de las muestras impresas en 3D y curadas disminuyó significativamente en comparación con las resinas líquidas. Pero lo más importante es que podemos observar diferencias más significativas entre las marcas probadas. Para esta prueba, utilizamos dos conjuntos de muestras: el primero se lavó en isopropanol puro (IPA) mientras no se aplicaba ningún paso de calentamiento y curado (las muestras están marcadas como no curadas), el segundo conjunto se lavó y luego se secó a 45 °C y se curó en la CW1S durante 3 minutos (las muestras se marcan como curadas). Por lo tanto, este ensayo caracteriza la citotoxicidad de las piezas impresas en 3D directamente después del proceso de impresión en 3D y de las piezas después del procedimiento de poscurado.
Los resultados muestran que es bastante desaconsejable tocar los modelos con las manos desnudas después de la impresión, sugerimos hacerlo sólo después del curado adicional cuando sea seguro. Para obtener la menor citotoxicidad posible, es necesario seguir las instrucciones del fabricante para el curado (temperatura y tiempo de curado, uso de la máquina de curado, etc.). ¡Nuestra Prusament Resin Tough presenta valores bajos y constantes de citotoxicidad incluso después de un minuto de curado!
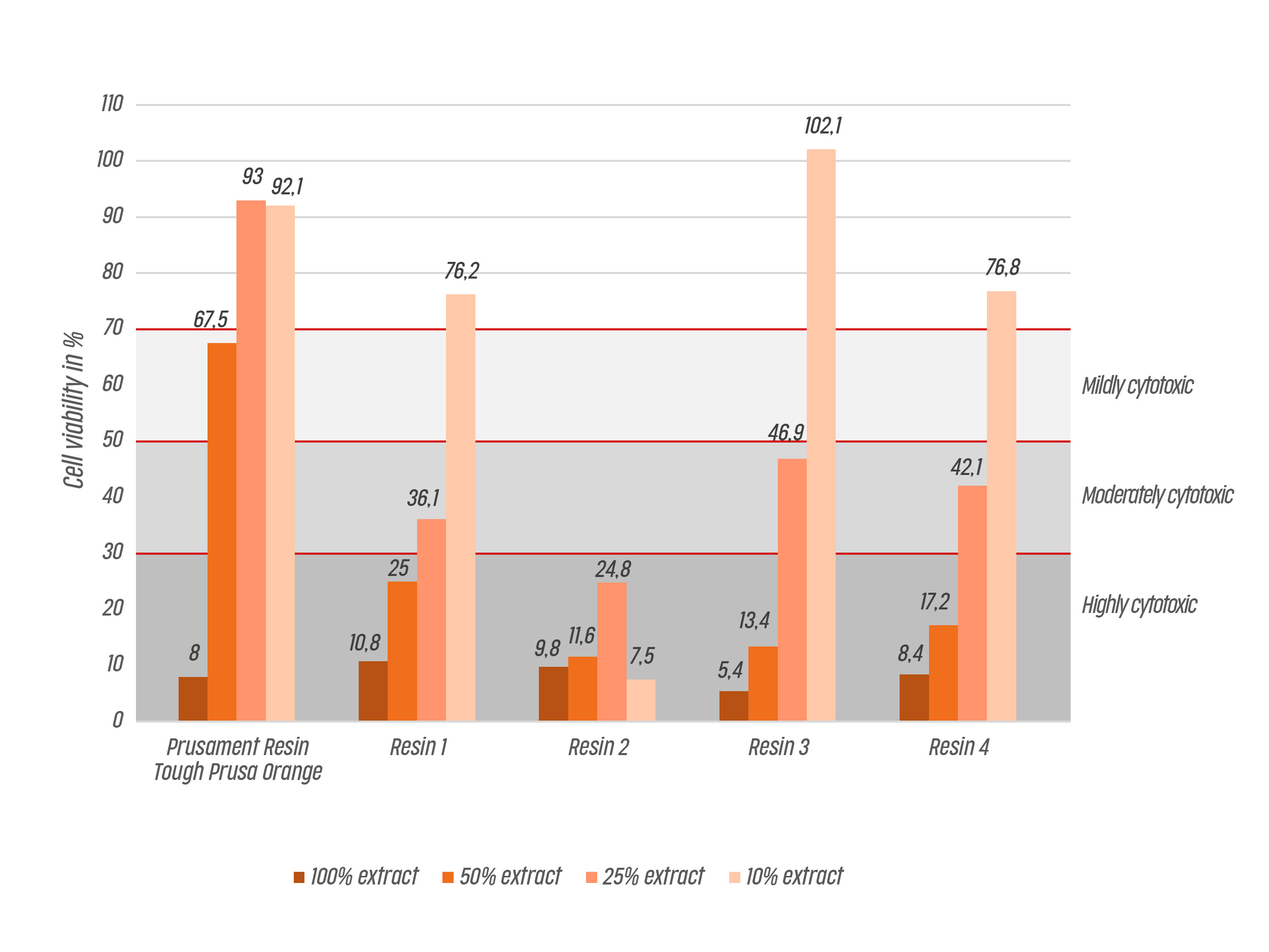
Fig. 3: El efecto de los extractos de varias concentraciones de las piezas impresas en 3D y lavadas (y sin curar) sobre la viabilidad celular de los fibroblastos de ratón (citotoxicidad). En esta prueba se observó un número decreciente de células vivas de piel de ratón cultivadas durante un periodo de 24 horas a 37 °C. Los niveles de citotoxicidad leve, moderada y alta se representan con tonos de gris.
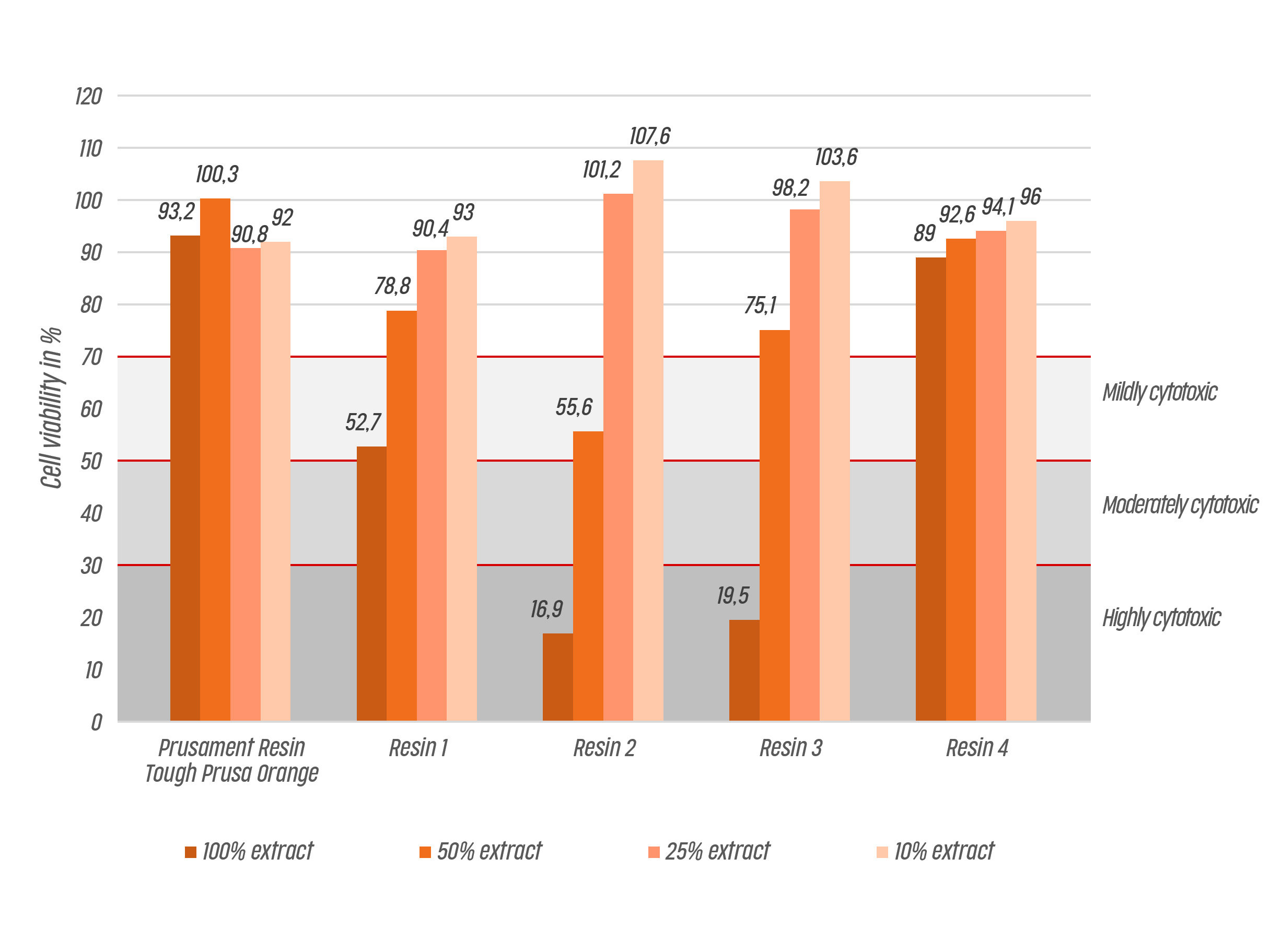
Fig. 4: El efecto de los extractos de varias concentraciones de las piezas impresas en 3D, lavadas, secadas y curadas posteriormente a 45 °C durante 3 minutos sobre la viabilidad celular de los fibroblastos de ratón (citotoxicidad). En esta prueba se observó un número decreciente de células vivas de piel de ratón cultivadas durante un periodo de 24 horas a 37 °C. Los niveles de citotoxicidad leve, moderada y alta se representan con tonos de gris.
Nos parece bastante interesante (y alarmante) que algunas de las resinas resistentes curadas muestren una fuerte toxicidad (para el 100 % de extracto). Con respecto a nuestras normas, la resina Prusament tough y el espécimen 4 están bien dentro de los límites.
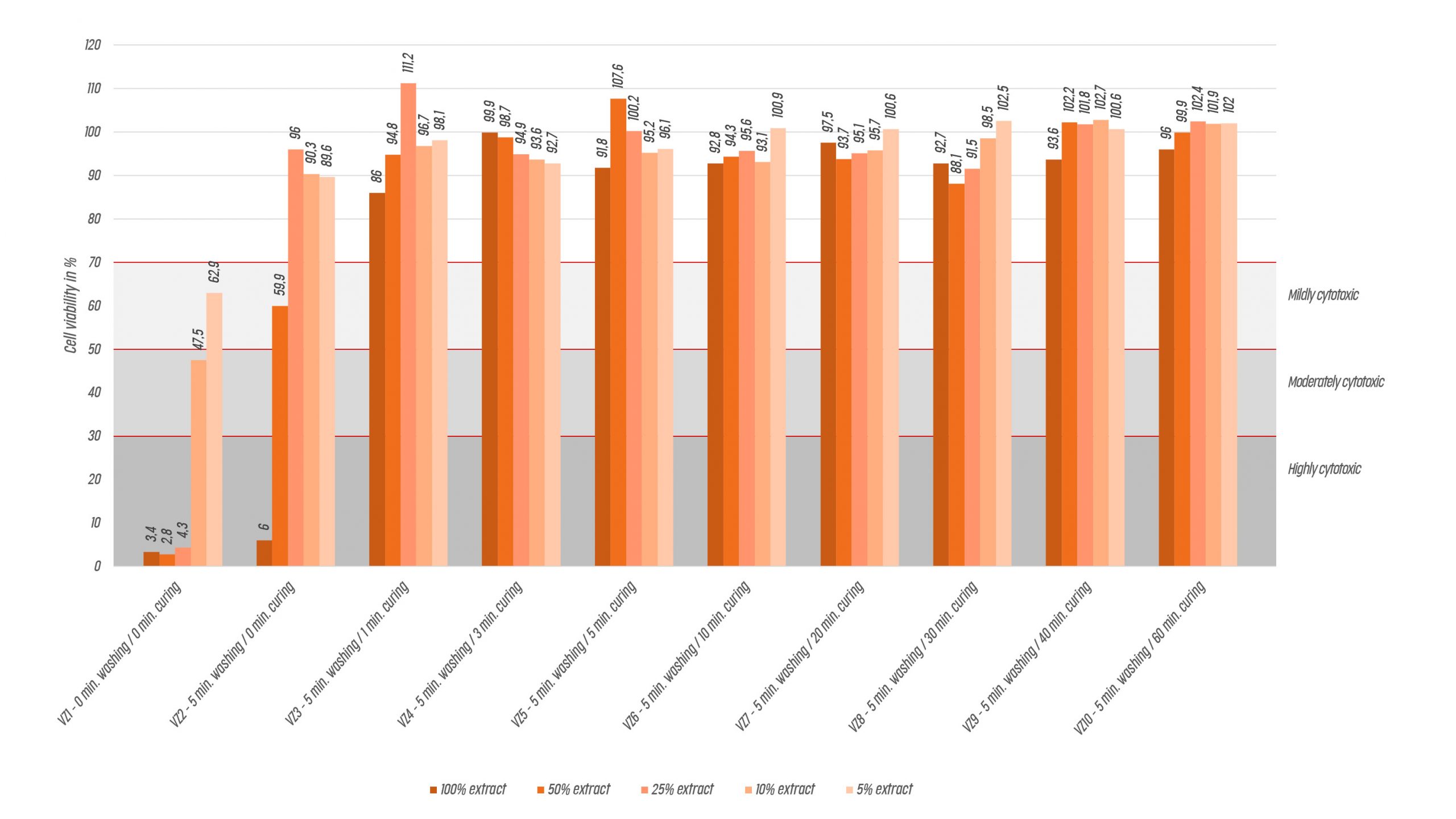
Fig. 5: El efecto de los extractos de varias concentraciones de las piezas impresas en 3D con varios protocolos de posprocesamiento y tiempo de poscurado sobre la viabilidad celular de los fibroblastos de ratón (citotoxicidad). En esta prueba se observó un número decreciente de células vivas de piel de ratón cultivadas durante un periodo de 24 horas a 37 °C. Los niveles de citotoxicidad leve, moderada y alta se representan con tonos de gris.
Otra serie de pruebas sobre el efecto de irritación de la piel demostró que una breve exposición a una impresión 3D bien lavada está dentro de los límites. Sin embargo, sugerimos curar los modelos durante al menos 3 minutos para obtener los mejores resultados, en relación con la citotoxicidad.
Ten en cuenta que estas pruebas no reflejan completamente la exposición prolongada en pequeñas dosis. Aunque algunas resinas tengan una buena citotoxicidad, pueden causar problemas de salud tras una exposición repetida. De nuevo, esta es la razón por la que no utilizamos productos químicos altamente tóxicos, como se ha indicado anteriormente.
Irritación de la piel
Se imprimieron placas con dimensiones de 2.5×2.5 mm y un grosor de 1.0 mm utilizando la Original Prusa SL1S SPEED. El tiempo de exposición fue de 2 segundos por cada capa de 50 um y de 25 segundos para las primeras capas mientras las placas estaban de pie en los soportes, por lo que las muestras investigadas se imprimieron completamente con 2 segundos por capa. Las muestras posteriores se lavaron en isopropanol limpio durante 3 minutos y se poscuraron durante 0, 1 o 3 minutos. Las muestras preparadas se aplicaron directamente sobre la piel de 30 voluntarios durante el periodo de tiempo de 24±2, 48±2 y 72±2 horas. Se utilizó el dodecil sulfato de sodio como referencia de reacción cutánea positiva (se aplicaron directamente sobre la piel de los voluntarios 0,4 ml de una solución acuosa al 20%). Tras este periodo de tiempo, se evaluó la reacción cutánea con rejilla de la siguiente manera:
0 – No hay reacción;
1 – Reacción débilmente positiva (normalmente caracterizada por un leve eritema y/o sequedad en la mayor parte de la zona de tratamiento);
2 – Reacción moderadamente positiva (por lo general, eritema o sequedad distintiva, que posiblemente se extienda más allá de la zona de tratamiento);
3 – Reacción fuertemente positiva (eritema fuerte y a menudo extendido con edema y/o formación de escaras).
El procedimiento de las pruebas sigue el procedimiento de prueba estándar: Pruebas de irritación in vivo (ISO 10993-23: 2021 Evaluación biológica de productos sanitarios).
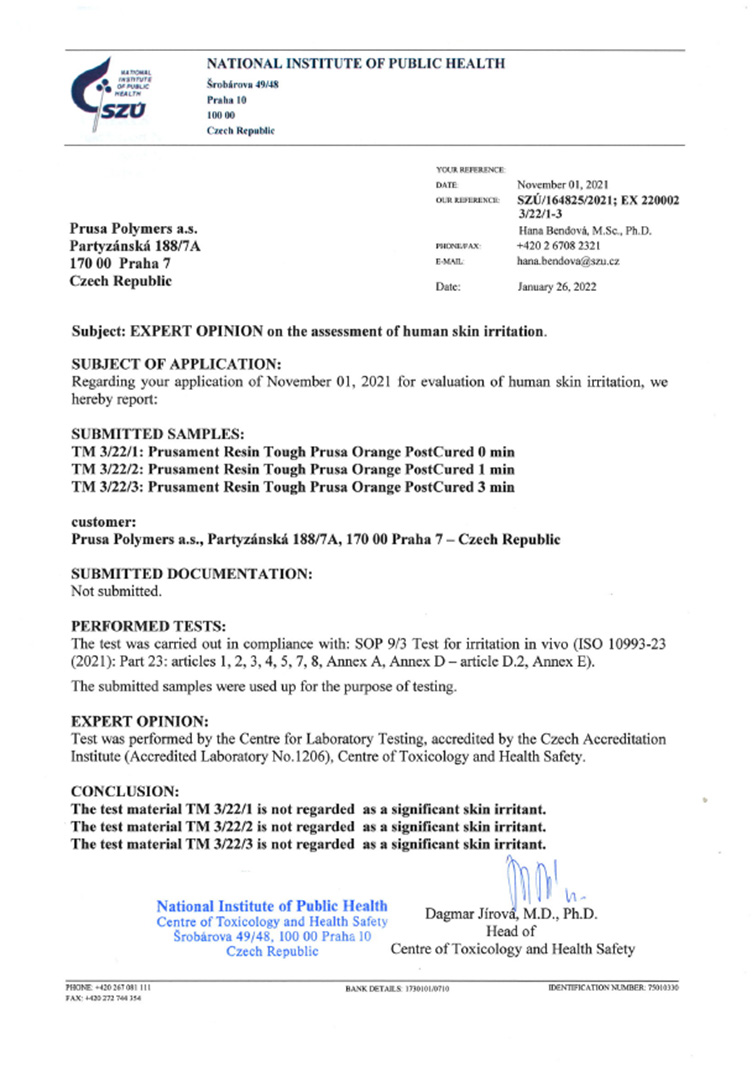
Mientras que el dodecil sulfato de sodio evocó una reacción cutánea positiva dentro de la escala de rejilla 1-3 entre 30 voluntarios (sin resultado 0), se analizaron muestras impresas en 3D de Prusament Resin Tough Prusa Orange, que mostró ninguna reacción cutánea con un resultado de aguseza 0 nítido entre los 30 voluntarios, independientemente del tiempo de poscurado o de la aplicación. El certificado del análisis del laboratorio certificado puede verse a continuación.
Manténlo limpio
Hablar de exposiciones largas y cortas nos lleva a una disposición adecuada del lugar de trabajo y a las precauciones que limitan la exposición a sustancias peligrosas. Si quieres mantener todo limpio y seguro, debes seguir estas normas y recomendaciones:
- Trabaja en una habitación bien ventilada. En general, mantener su impresora y trabajar con resinas bajo una campana de humos podría ser lo mejor, pero para las resinas comunes, ventanas abiertas o habitaciones bien ventiladas deberían ser suficientes.
- Coloca tu lugar de trabajo sobre una superficie fácil de limpiar. Una mesa limpia puede ser lo mejor, pero también puede utilizar manteles de papel desechables que pueden cambiarse cuando se contaminen. Además, la capacidad de absorción ayuda a evitar que la resina derramada siga contaminando.
- Coloca la impresora en una bandeja desechable. Si la resina gotea de la cuba, no llegará lejos.
- Ten siempre a mano toallas de papel y cada vez que derrames algo, límpialo al instante.
- Utiliza siempre guantes desechables y gafas de protección. Algunas resinas pueden provocar una reacción alérgica, especialmente si sufres de eczema o tu piel es sensible. Y no querrás lidiar con la resina en tus ojos… Ten en cuenta que algunos guantes pueden ser parcialmente disueltos por el isopropanol o algunos productos químicos utilizados en las resinas SLA. Con una exposición prolongada y repetida, algunos guantes pueden acabar agrietándose. Sugerimos desechar los guantes después de cada uso o utilizar guantes gruesos para un uso repetido.
- Consigue una bata de laboratorio o cualquier otra bata de trabajo que te proteja de la exposición a productos químicos. Imagina una situación en la que agitas un frasco de resina y descubres rápidamente que el frasco está pinchado o no está bien cerrado.

Fig. 6: Un buen ejemplo de configuración de un lugar de trabajo para SLA
Fichas técnicas
Por último, no olvides leer la ficha técnica a fondo de la resina que compres. Aparte de las propiedades mecánicas, también debe haber información importante que esté estrechamente relacionada con la seguridad de la salud y la información de la hoja de datos de seguridad. Debería haber tiempos de impresión recomendados, información sobre los procedimientos de lavado, secado y postcurado. Hemos comprobado que, en el caso de algunas resinas, esta información suele estar disponible online en hojas de Google compartidas, a veces está en una Ficha de Datos de Seguridad y otras veces está incompleta o no está disponible en absoluto. Creemos que debería estar claramente dispuesta e indicada en la ficha técnica.
Puede que el uso básico de la impresión 3D SLA no sea una ciencia espacial, pero obviamente hay algunas reglas que vale la pena seguir para mantenerla lo más segura posible. Todo se reduce a leer detenidamente las Hojas de Datos para saber si es segura o no y a utilizar la protección adecuada. Esperamos que esto te ayude a estar lo más seguro posible al imprimir con SLA.
¡Felices impresiones!

Lo siento, debes estar conectado para publicar un comentario.