





Aujourd’hui, nous fêtons un anniversaire – cela fait exactement un an que nous avons lancé notre première résine SLA ! Jusqu’à présent, nous avons lancé la Résine Prusament Tough, un matériau parfaitement adapté à l’impression 3D extrêmement rapide, détaillée et fiable de modèles visuels tels que des figurines d’action, des modèles, des prototypes, des moules, etc. Avec le lancement de notre première résine, la sécurité était la priorité absolue ainsi qu’une réactivité et une résolution extrêmement élevées. Cependant, nous estimons que les problèmes de sécurité des résines ne sont pas suffisamment soulignés parmi les utilisateurs et nous aimerions aborder des questions telles que : que sont les résines stéréolithographiques, quels sont leurs risques pour la santé et que peut-on faire pour augmenter la sécurité ?
Avec cet article, nous profitons de l’occasion pour vous éclairer sur certains aspects d’une importance cruciale. Vous pouvez également découvrir les avantages de l’utilisation de nos résines par rapport à celles de la concurrence.

Un peu de chimie d’abord
Tout d’abord, nous devons clarifier certains concepts de chimie de base sur le fonctionnement réel des résines de stéréolithographie et sur leur composition. Cette courte leçon est nécessaire pour bien comprendre les problèmes que nous abordons non seulement dans cet article, mais également lors de votre travail avec la résine. Bouclez votre ceinture, voici la chimie.
Le mécanisme chimique le plus courant pour la solidification de la résine de stéréolithographie liquide en objets solides est un processus appelé photopolymérisation radicale qui est déclenché par la lumière d’une certaine longueur d’onde pénétrant dans la résine à travers l’écran LCD. Après l’absorption de la lumière par les molécules photoinitiatrices, des espèces initiatrices se forment. Ces espèces sont appelées radicaux et initient la polymérisation par croissance de chaîne en attaquant les doubles liaisons dans les molécules monomères. Dans les réactions qui en résultent, les monomères sont liés entre eux par les doubles liaisons formant le réseau polymère et les objets solides (représentés schématiquement sur la figure 1). Ce processus est répété couche par couche lors de l’impression 3D. Les monomères les plus courants et les plus réactifs peuvent être trouvés parmi les acrylates, les méthacrylates ou les acrylamides. Diverses structures de photopolymères sont formées en fonction du nombre de groupes réactifs par molécule monomère, des chaînes de photopolymères linéaires aux réseaux de photopolymères densément réticulés. Le groupe de photoinitiateurs pouvant être utilisés est tout aussi étendu et leur description dépasse le cadre de cet article.

Fig. 1: Représentation schématique de la photopolymérisation par croissance de chaîne
Alors que les monomères et les photoinitiateurs contribuent principalement à la réactivité, aux propriétés mécaniques ou à la toxicologie, les résines contiennent également d’autres composants chimiques importants tels que des pigments ou des colorants, des charges, des stabilisants et des additifs nécessaires à la performance globale. Ces composants doivent être parfaitement équilibrés. Dans notre processus de sélection des matières premières, trois critères principaux doivent être remplis afin de lancer un produit de qualité : très grande réactivité de la résine, propriétés mécaniques appropriées que vous recherchez, et toxicité la plus faible possible.
Dangers pour la santé des résines de stéréolithographie
Pour avoir une petite idée de la toxicité de la résine, nous vous présentons un système appelé le Système général harmonisé de classification et d’étiquetage des produits chimiques (SGH) qui couvre la classification des substances chimiques et des mélanges, les pictogrammes d’avertissement universels et les fiches de données de sécurité harmonisées. Les pictogrammes ci-dessous doivent être le premier signe du danger de la résine et être clairement étiquetés sur la bouteille pour votre attention. Alors que certains des pictogrammes peuvent ne pas être pertinents pour les résines de stéréolithographie, telles que GHS01 ou GHS04, le reste peut apparaître sur des résines courantes.
GHS01 |
GHS02 |

GHS03 |
GHS04 |
GHS05 |

GHS06 |

GHS07 |

GHS08 |
GHS09 |
Il convient de souligner que la classification des risques liés aux résines dépend des substances utilisées et de leurs concentrations. Et notez que le danger de la résine liquide est généralement plus élevé que le danger de la résine imprimée et post-durcie. Une liste complète des dangers (physiques, sanitaires et environnementaux) peut être trouvée ici tandis que des conseils de prudence peuvent être trouvés ici. Les fiches de données de sécurité définissent plus précisément une liste de dangers et précautions pour votre résine.
Certains des suspects habituels
La résine de stéréolithographie peut contenir un grand nombre de substances chimiques dangereuses. Pour votre précaution et votre avertissement, nous avons sélectionné certaines des substances chimiques les plus courantes présentant un risque pour la santé humaine. Notez que les produits chimiques suivants sont régulièrement utilisés dans les résines tough, il est donc peut-être temps de commencer à prêter une attention particulière aux fiches de données de sécurité et à manipuler en toute sécurité la résine !
Photoinitiateur incolore
L’oxyde de diphényl(2,4,6-triméthylbenzoyl)phosphine ou TPO est un photoinitiateur couramment utilisé pour sa combinaison unique de haute réactivité à des longueurs d’onde de 405 nm et sa capacité à créer des formulations incolores à blanc cassé. Alors que d’autres photoinitiateurs à 405 nm provoquent une coloration jaune importante ou souffrent d’une faible réactivité, cette substance est abondamment utilisée dans les résines transparentes, blanches, bleues, grises, beiges ou roses (teintes claires et froides). Malgré les bénéfices, la substance est suspectée de nuire à la fertilité, peut nuire à la fertilité ou les enfants à naître (ECHA) et sa présence doit être indiquée dans la FDS. L’analyse de diverses résines disponibles dans le commerce (principalement en provenance de Chine) par absorption UV/VIS indique la présence de la substance dans la résine alors que la FDS n’indique pas la substance. Nous travaillons sur des recherches intensives pour remplacer cette substance tout en obtenant des propriétés similaires, voire meilleures.
Oxyde de diphényl(2,4,6-triméthylbenzoyl)phosphine |
H317 – Peut provoquer une allergie cutanée. H361f – Susceptible de nuire à la fertilité. H411 – Toxique pour les organismes aquatiques, entraîne des effets néfastes à long terme. |
   |
|
Monomère ultrarésistant et ultrarapide
La 4-acryloylmorpholine est utilisée en raison de son excellente robustesse mécanique et de sa réactivité extrêmement élevée. Les inconvénients de la substance pourraient être une toxicologie pire et une odeur caractéristique et désagréable. Pour nous, ces aspects déterminent l’utilisation de cette substance uniquement dans des résines spéciales à hautes performances, principalement pour des applications d’ingénierie.

4-Acryloylmorpholine |
H302 – Nocif en cas d’ingestion.
H317 – Peut provoquer une allergie cutanée. H318 – Provoque des lésions oculaires graves. H373 – Peut causer des dommages aux organes en cas d’exposition prolongée ou répétée. |
 |
|
Monomères résistants et rapides avec quelques problèmes
Les diacrylates de poly(éthylène glycol) sont d’excellents monomères pour leur flexibilité, leur ténacité, leur faible viscosité et leur grande réactivité. Les propriétés peuvent être ajustées par la longueur de l’unité de polyéthylène glycol. Malheureusement, le groupe de ces produits chimiques cause des lésions oculaires graves lorsqu’il est exposé à la substance. Cela se traduit par la classification de la substance en tant que H318 (Lésions oculaires graves – Catégorie 1), ce qui signifie également que la substance et par conséquent la résine obtient une étiquette GHS05 – Corrosif. Et nous n’aimons pas cela.
Diacrylate de poly(éthylène glycol) |
H315 – Provoque une irritation cutanée. H317 – Peut provoquer une allergie cutanée. H318 – Provoque des lésions oculaires graves. |
| |
|
Un standard de l’industrie avec une structure controversée
Il existe différentes structures chimiques des bisphénols, mais la plus courante est le Bisphénol A. Généralement, il existe de nombreux types de bisphénols et ceux-ci peuvent nuire à la fertilité, perturbent les systèmes hormonaux humains et animaux ou provoquent des allergies cutanées s’ils sont sous forme moléculaire. De même, l’Union européenne a inclus le bisphénol A parmi les substances extrêmement préoccupantes.
La situation des monomères de bisphénol A avec des doubles liaisons telles que l’acrylate ou les méthacrylates liés à celui-ci pourrait être un peu différente par rapport aux bisphénols moléculaires simples. Ces monomères ne présentent généralement pas de risques pour la santé selon leurs fiches de données de sécurité. En fait, ces monomères sont des standards de l’industrie ou des bêtes de somme utilisés dans les résines polyvalentes telles que les obturations dentaires ou les applications de stéréolithographie en raison de leur réactivité élevée et de leur robustesse mécanique et leur risque toxicologique peut être discutable. Par exemple, le bisphénol A peut également être trouvé dans les thermoplastiques tels que le PC (polycarbonate).
La tendance générale est d’éviter ces substances pour diminuer tout risque possible pour la santé – c’est donc ce que nous faisons. Peut-être avez-vous remarqué des produits d’usage quotidien avec un étiquetage Sans Bisphénol A (Sans BPA) et c’est quelque chose que nous pouvons aussi mettre nos résines. Vous pouvez lire cet article de l’ECHA pour plus d’informations sur les problèmes du bisphénol.
Bisphénol A |
H317 – Peut provoquer une allergie cutanée.
H318 – Provoque des lésions oculaires graves. H335 – Peut irriter les voies respiratoires. H360F – Peut nuire à la fertilité. H411 – Toxique pour les organismes aquatiques, entraîne des effets néfastes à long terme. |
| |
|

Diacrylate de bisphénol A éthoxylé |
H315 – Provoque une irritation cutanée.
H317 – Peut provoquer une allergie cutanée. H319 – Provoque une sévère irritation des yeux. H335 – Peut irriter les voies respiratoires. |
|
|
Notre approche
La stratégie générale de nos Pruscientists est d’éviter les substances dangereuses, réduire les risques et développer des résines à faibles risques toxicologiques sans sacrifier la qualité d’impression et la fiabilité. Nous pensons qu’il s’agit d’une règle particulièrement importante pour la formulation des résines pour les loisirs, la sculpture, les usages de prototypage rapide et fiable, comme notre série de Résines Prusament Tough. En d’autres termes, les résines à forte exposition des clients à la forme liquide ou durcie et pour les applications qui ne nécessitent pas de performances mécaniques ultra-élevées doivent être rendues aussi sûres que possible. Dans ce cas, la pire classification acceptée pour notre Résine Prusament Tough est GHS07 ou GHS09 qui sont presque impossibles à éviter pour la formulation finale de la résine.
L’utilisation de substances plus dangereuses ne peut être motivée que lorsqu’il n’y a pas d’autre équivalent chimique et qu’il n’y a tout simplement pas moyen de contourner principalement en ce qui concerne les propriétés, par exemple pour les résines à hautes performances.
Maintenant, la question est de savoir s’il y a des avantages et avons-nous des résultats qui appuient notre décision ? Ou est-ce juste que nous avons trop peur d’un peu de chimie ? La réponse courte est : oui, nous avons fait quelques tests et il est certainement logique d’être prudent. Jetons un coup d’œil à nos données.
Partie expérimentale
Cytotoxicité
Nous avons effectué des tests de cytotoxicité pour la Résine Prusament Tough (Prusa Orange) et quatre autres résines courantes de la compétition. Les échantillons ont été testés dans un laboratoire d’essais certifié, où l’effet de la résine et des objets imprimés en 3D sur la viabilité cellulaire a été mesuré.
Des fibroblastes de peau de souris ont été utilisés comme test de culture cellulaire. Le colorant fluorescent est utilisé pour une analyse plus approfondie de l’intensité de fluorescence relative comme indication du nombre de cellules qui ont survécu ou sont mortes par rapport aux cellules vivantes non exposées. La résine liquide ou les objets imprimés en 3D ont été immergés dans la solution physiologique* supportant les cellules vivantes pendant 24 heures. Après cette période de temps, l’extrait à différentes concentrations (100, 50, 25, 10 %) a été mis en contact avec les cellules pendant 24 heures. Après cette période de temps, le nombre relatif de cellules vivantes a été mesuré.
* Milieu DMEM contenant des antibiotiques avec 10 % de sérum de veau inactivé
Les échantillons ont été marqués comme hautement cytotoxiques, modérément cytotoxiques, légèrement cytotoxiques et non cytotoxiques avec le pourcentage suivant de cellules vivantes :
- Hautement cytotoxique : 0 % – 30 %
- Modérément cytotoxique : 30 % – 50 %
- Légèrement cytotoxique : 50 % – 70 %
- Non cytotoxique : 70 % et plus
Ces tests suivent la procédure de test standard ISO 10993-5:2010.
Comparaison des résines liquides
Pour voir ce que la résine fait avec les cellules vivantes, nous avons préparé des échantillons de résines tough courantes liquides, non durcies et durcies disponibles sur le marché. Si vous regardez les résultats ci-dessous, vous verrez que toutes les résines liquides sont hautement cytotoxiques. Cela souligne la nécessité de manipuler la résine avec précaution et comme décrit dans la fiche de données de sécurité. Et de limiter l’exposition à la résine liquide et à ses résidus sur les modèles imprimés en 3D ou dans la solution de lavage, tout en utilisant des équipements de protection appropriés, tels que des gants, des lunettes, etc. (comme décrit dans les fiches de données de sécurité). Fondamentalement, tout type de mesures de protection de sécurité supplémentaires telles qu’une ventilation accrue ou une boîte à vapeur n’est qu’un plus.
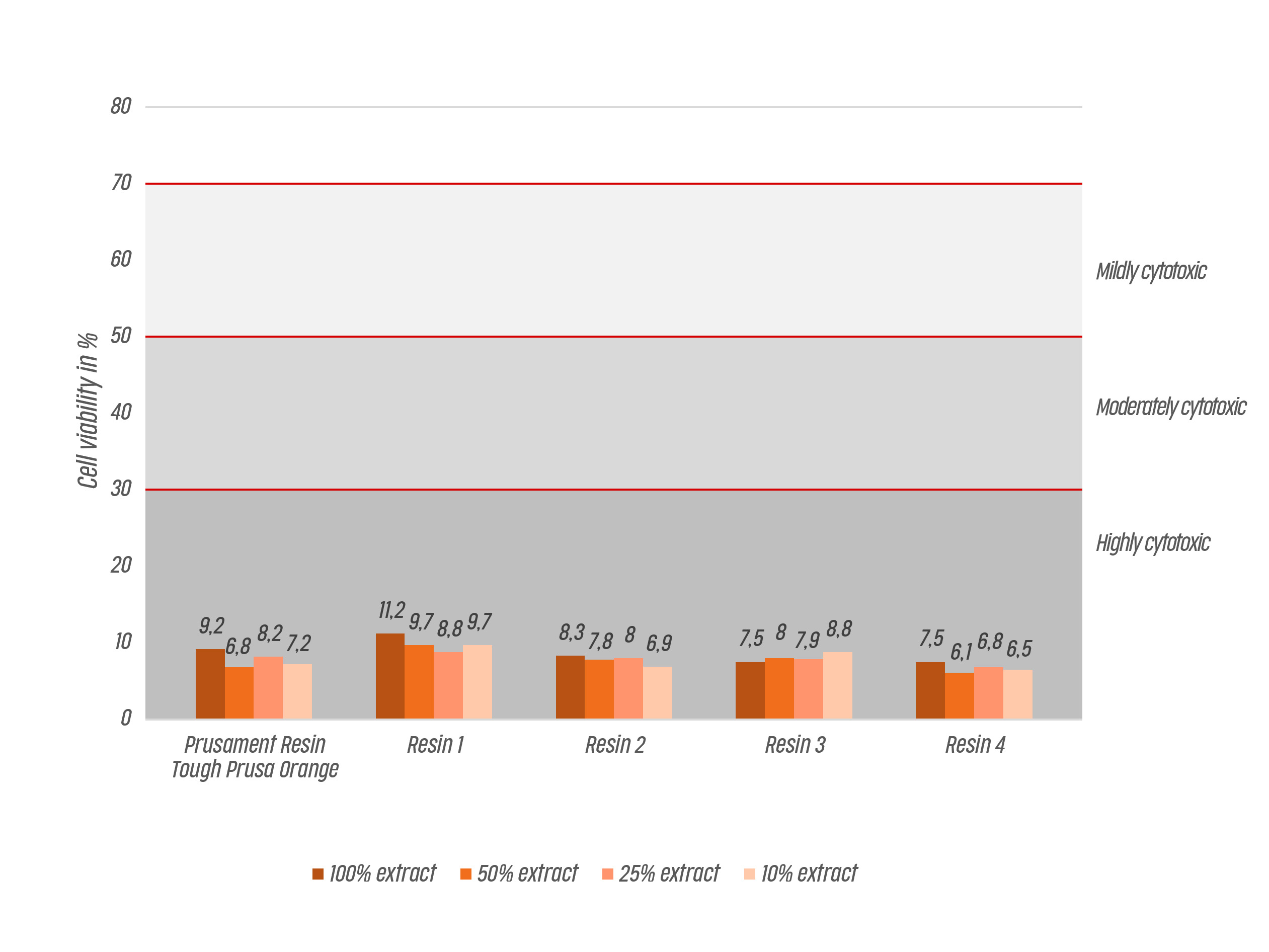
Fig. 2 : L’effet d’extraits de différentes concentrations de résines d’impression 3D sous forme liquide sur la viabilité cellulaire des fibroblastes de souris (cytotoxicité). Un nombre décroissant de cellules de peau de souris cultivées vivantes a été observé pendant une période de 24 heures à 37 °C dans ce test. Les niveaux de cytotoxicité légers, modérés et élevés sont représentés par des nuances de gris.
Comparaison des résines non polymérisées et polymérisées
Les résultats pour les résines liquides sont assez simples, mais les choses deviennent plus positives après la procédure de durcissement. La cytotoxicité des échantillons imprimés et durcis en 3D est significativement diminuée par rapport aux résines liquides. Mais surtout, on peut observer des différences plus importantes entre les marques testées. Pour ce test, nous avons utilisé deux ensembles d’échantillons : le premier a été lavé dans de l’isopropanol pur (IPA) alors qu’aucune étape de chauffage et de durcissement n’a été appliquée (les échantillons sont marqués comme non durcis), le second a été lavé puis séché à 45 °C et durci dans la CW1S pendant 3 minutes (les échantillons sont marqués comme durcis). Par conséquent, ce test caractérise la cytotoxicité des pièces imprimées en 3D directement après le processus d’impression 3D et des pièces après la procédure de post-durcissement.
Les résultats montrent qu’il est plutôt imprudent de toucher les modèles à mains nues après l’impression, nous suggérons de ne le faire qu’après un durcissement supplémentaire après lequel cela est sûr. Pour obtenir la cytotoxicité la plus faible possible, il est nécessaire de suivre les instructions du fabricant pour le durcissement (température et temps de durcissement, utilisation de la machine de durcissement, etc.). Notre Résine Prusament Tough montre des valeurs basses et constantes pour la cytotoxicité même après une minute de durcissement !
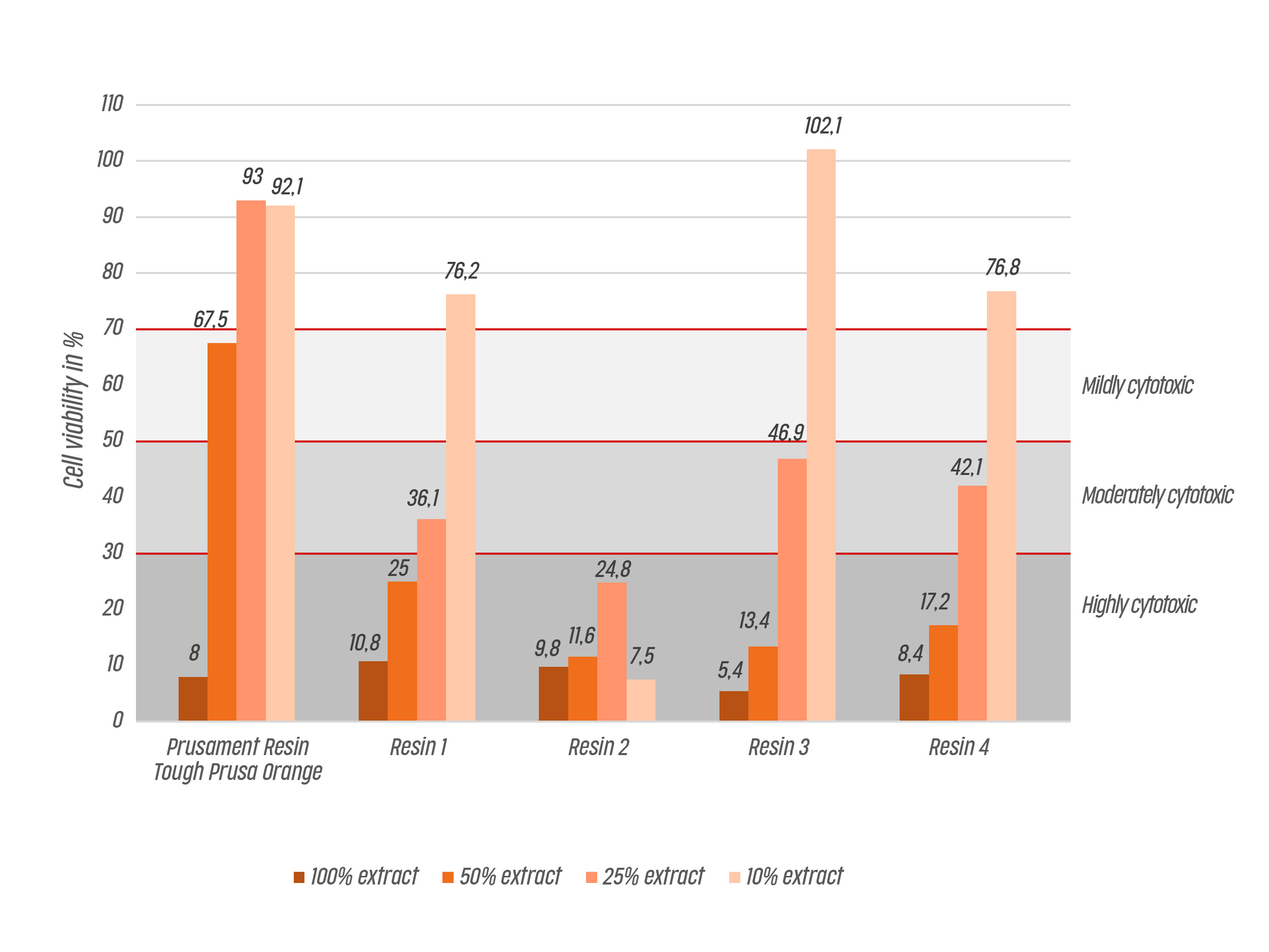
Fig. 3 : L’effet d’extraits de différentes concentrations de pièces imprimées en 3D et lavées (encore non durcies) sur la viabilité cellulaire des fibroblastes de souris (cytotoxicité). Un nombre décroissant de cellules de peau de souris cultivées vivantes a été observé pendant une période de 24 heures à 37 °C dans ce test. Les niveaux de cytotoxicité légers, modérés et élevés sont représentés par des nuances de gris.
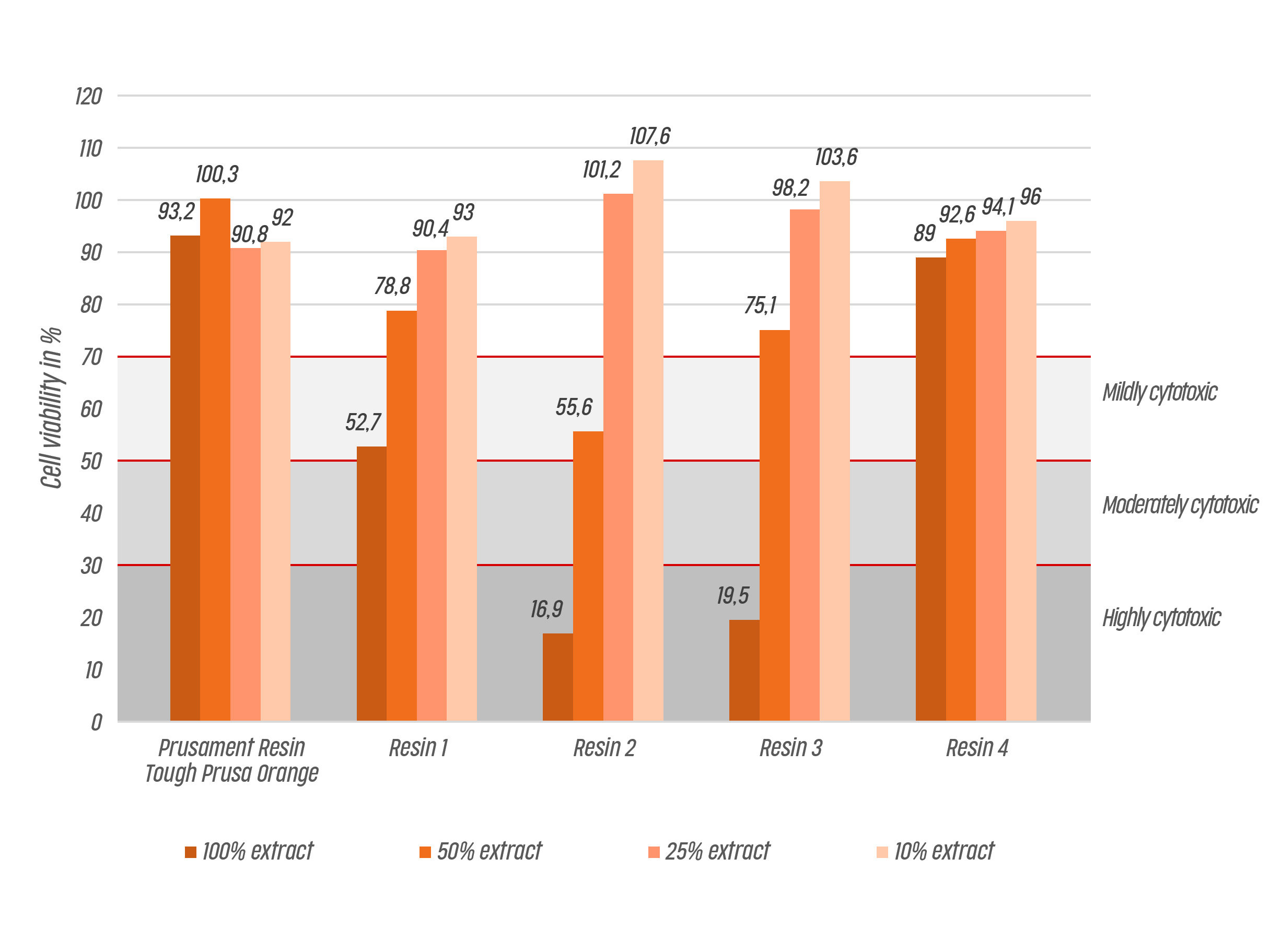
Fig. 4 : L’effet d’extraits de différentes concentrations de pièces imprimées en 3D, lavées, séchées et durcies à 45°C pendant 3 minutes sur la viabilité cellulaire des fibroblastes de souris (cytotoxicité). Un nombre décroissant de cellules de peau de souris cultivées vivantes a été observé pendant une période de 24 heures à 37 °C dans ce test. Les niveaux de cytotoxicité légers, modérés et élevés sont représentés par des nuances de gris.
Nous trouvons assez intéressant (et alarmant) que certaines des résines tough durcies montrent une forte toxicité (pour 100% d’extrait). En ce qui concerne nos normes, la résine tough Prusament et le spécimen 4 sont bien dans les limites.
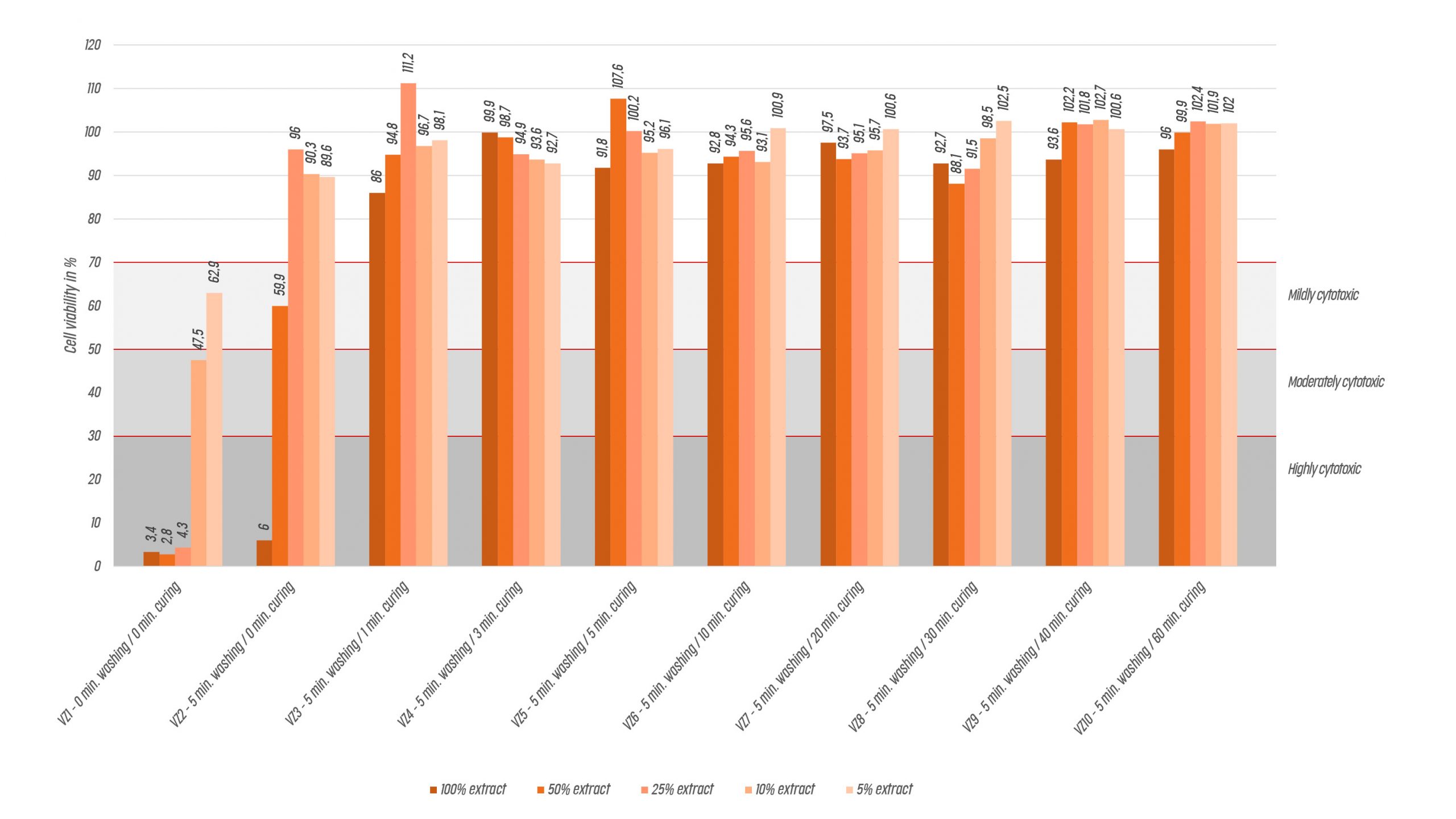
Fig. 5 : L’effet d’extraits de différentes concentrations de pièces imprimées en 3D avec différents protocoles de post-traitement et temps de post-durcissement sur la viabilité cellulaire des fibroblastes de souris (cytotoxicité). Un nombre décroissant de cellules de peau de souris cultivées vivantes a été observé pendant une période de 24 heures à 37 °C dans ce test. Les niveaux de cytotoxicité légers, modérés et élevés sont représentés par des nuances de gris.
Une autre série de tests pour l’effet d’irritation de la peau a montré qu’une courte exposition à une impression 3D bien lavée est bien dans les limites. Cependant, nous suggérons de durcir les modèles pendant au moins 3 minutes pour obtenir les meilleurs résultats, concernant la cytotoxicité.
Notez que ces tests ne reflètent pas complètement une longue exposition à petites doses. Même si certaines résines peuvent avoir une bonne cytotoxicité, elles peuvent toujours causer des problèmes de santé après une exposition répétée. Encore une fois, c’est pourquoi nous n’utilisons pas de produits chimiques hautement toxiques comme indiqué ci-dessus.
Irritation de la peau
Des plaques de dimensions 2,5×2,5 mm et d’épaisseur 1,0 mm ont été imprimées à l’aide de l’Original Prusa SL1S SPEED. Le temps d’exposition était de 2 secondes par couche de 50 um et de 25 secondes pour les premières couches tandis que les plaques étaient debout sur les supports – ainsi les spécimens étudiés ont été entièrement imprimés avec 2 secondes par couche. D’autres échantillons ont été lavés dans de l’isopropanol propre pendant 3 minutes et post-durcis pendant 0, 1 ou 3 minutes. Les échantillons préparés ont été appliqués directement sur la peau de 30 volontaires pendant une durée de 24 ± 2, 48 ± 2 et 72 ± 2 heures. Le dodécylsulfate de sodium a été utilisé comme référence de réaction cutanée positive (0,4 ml de solution aqueuse à 20 % a été directement appliqué sur la peau des volontaires). Après cette période de temps, la réaction cutanée a été évaluée avec un réseau comme suit :
0 – Pas de réaction ;
1 – Réaction faiblement positive (généralement caractérisée par un léger érythème et/ou une sécheresse sur la majeure partie du site de traitement) ;
2 – Réaction modérément positive (généralement un érythème ou une sécheresse distincts, pouvant s’étendre au-delà du site de traitement) ;
3 – Réaction fortement positive (érythème fort et souvent étendu avec formation d’œdème et/ou d’escarre).
La procédure des tests suit la procédure de test standard : Tests d’irritation in vivo (ISO 10993-23 : 2021 Évaluation biologique des dispositifs médicaux).
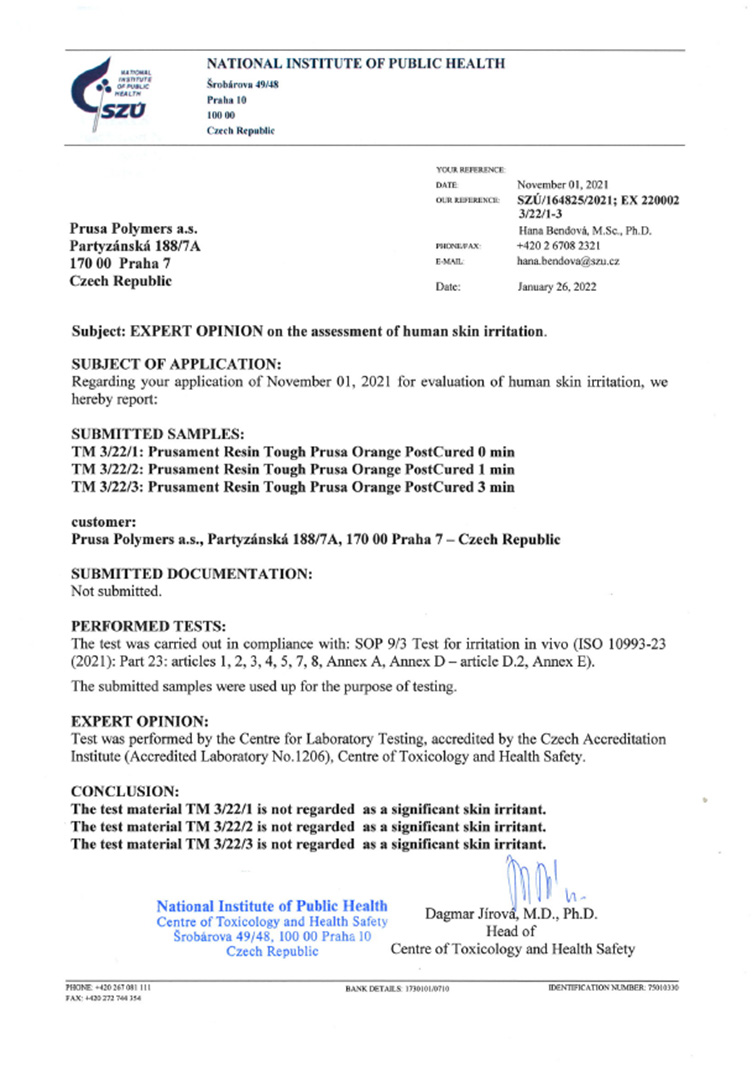
Alors que le dodécylsulfate de sodium a évoqué une réaction cutanée positive sur une échelle de 1 à 3 chez 30 volontaires (sans résultat 0), des échantillons analysés imprimés en 3D à partir de Résine Prusament Tough Prusa Orange n’ont pas montré de réaction cutanée avec un résultat de grattage net de 0 parmi les 30 volontaires, quel que soit le temps de post-durcissement ou d’application. Le certificat d’analyse du laboratoire certifié peut être consulté ci-dessous.
Garde le propre
Parler d’expositions longues et courtes nous amène à un aménagement adéquat du poste de travail et à des précautions limitant l’exposition aux substances dangereuses. Si vous voulez que tout reste propre et sûr, vous devez suivre ces règles et recommandations :
- Travaillez dans une pièce bien aérée. En général, garder votre imprimante et travailler avec des résines sous une hotte pourrait être la meilleure solution, mais pour les résines courantes, des fenêtres ouvertes ou des pièces bien ventilées devraient suffire.
- Installez votre lieu de travail sur une surface facile à nettoyer. Une table propre peut fonctionner le mieux, mais vous pouvez également utiliser des nappes en papier jetables qui peuvent être changées lorsqu’elles sont polluées. De plus, leur capacité d’absorption aide à empêcher la résine renversée de polluer davantage.
- Placez l’imprimante dans un bac jetable. Si la résine fuit de la cuve, elle n’ira pas loin.
- Ayez toujours des serviettes en papier à portée de main et chaque fois que vous renversez quelque chose, essuyez-le instantanément.
- Utilisez toujours des gants jetables et des lunettes de protection. Certaines résines peuvent déclencher une réaction allergique, surtout si vous souffrez d’eczéma ou si votre peau est sensible. Et vous ne voulez pas avoir affaire à de la résine dans vos yeux…
Notez que certains gants peuvent être partiellement dissous par l’isopropanol ou certains produits chimiques utilisés dans les résines SLA. Avec une exposition longue et répétée, certains gants peuvent finir par se fissurer. Nous suggérons de jeter les gants après chaque utilisation ou d’utiliser des gants épais pour une utilisation répétée. - Procurez-vous une blouse de laboratoire ou tout autre habit de travail qui vous protège de l’exposition aux produits chimiques. Imaginez une situation où vous secouez une bouteille de résine et découvrez rapidement que la bouteille est perforée ou mal fermée.

Fig. 6 : Un bon exemple de configuration de lieu de travail pour le SLA
Fiches techniques
Enfin, n’oubliez pas de lire la fiche technique attentivement pour la résine que vous achetez. À l’exception des propriétés mécaniques, il devrait également y avoir des informations importantes étroitement liées à la sécurité sanitaire et des informations de la fiche de données de sécurité. Il devrait y avoir des temps d’impression recommandés, des informations sur les procédures de lavage, de séchage et de post-durcissement. Nous avons découvert que pour certaines résines, ces informations sont souvent disponibles en ligne sur des tableaux google partagées, parfois dans une fiche de données de sécurité et parfois incomplètes ou pas du tout disponibles. Nous pensons que cela doit être clairement arrangé et indiqué dans la fiche technique.
L’utilisation de base de l’impression 3D SLA n’est peut-être pas sorcier, mais il y a évidemment quelques règles à suivre pour la garder aussi sûre que possible. Tout se résume à lire attentivement les fiches techniques pour savoir si c’est sûr ou non et à utiliser la bonne protection. Nous espérons que cela vous aidera à être aussi protégé que possible lors de l’impression SLA.
Bonne impression !

Vous devez vous connecter pour publier un commentaire.