





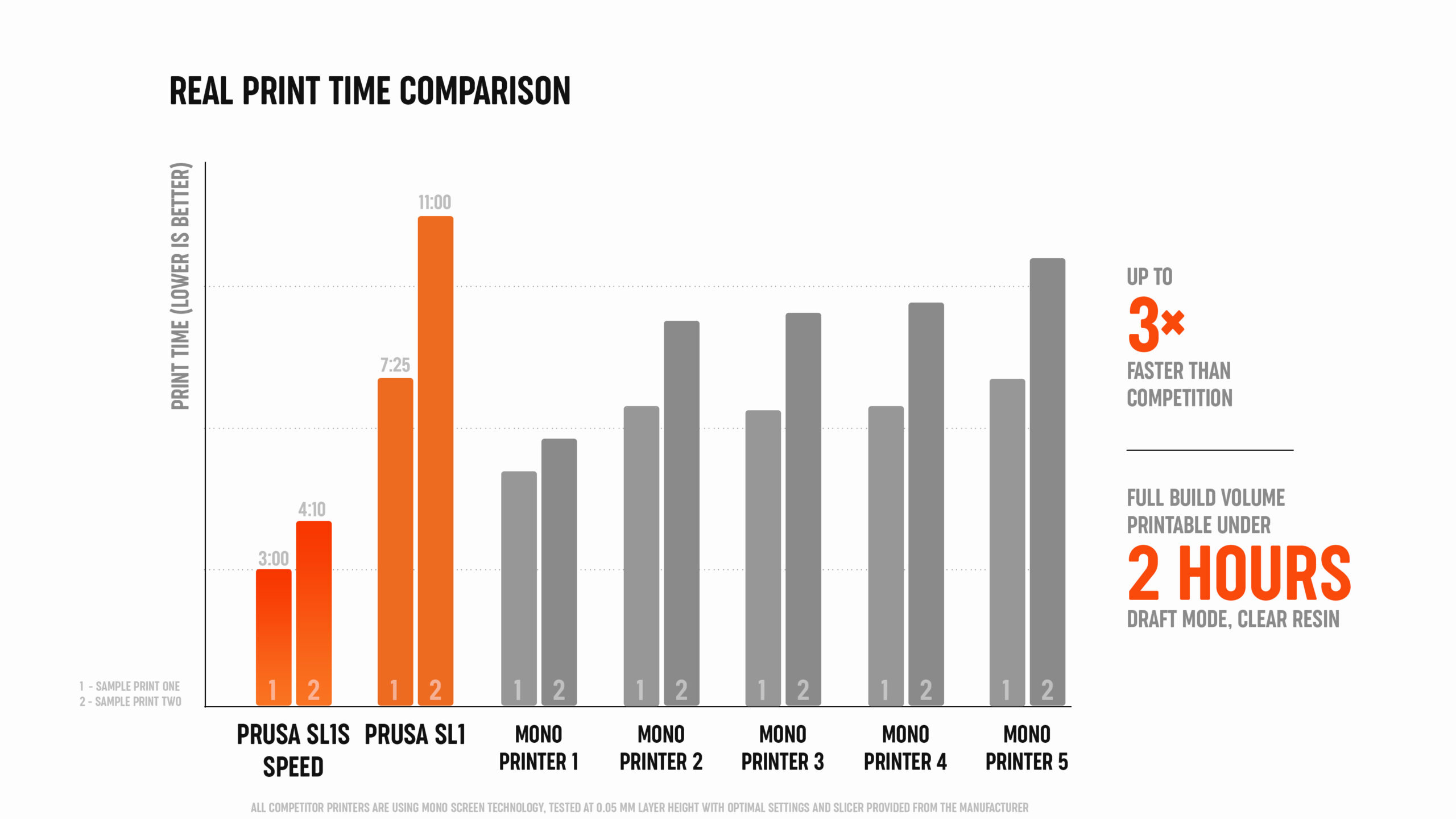
W dzisiejszym „Pamiętniku Developera” wyruszymy w świat pikseli i subpikseli. Dodatkowo rzucimy trochę światła na nasz sposób okiełznania promieniowania UV, a co najważniejsze, jak udało nam się sprawić, by Original Prusa SL1S była najszybszą desktopową drukarką 3D SLA.
W maju 2019 przedstawiliśmy światu Original Prusa SL1 jako solidną drukarkę 3D pracującą w technologii masked SLA z ciężką, aluminiową ramą, wysokiej jakości komponentami, ekranem naświetlającym RGB oraz 64-bitową płytą główną. Czasy naświetlania mieściły się w przedziale 6-7 sekund, ruch mechanizmu przechylania platformy trwał pięć do siedmiu sekund. W ciągu następnych dwóch lat skupialiśmy się na ciągłym doskonaleniu SL1, głównie przez wydania firmware oraz akcesoria, jak kalibrator ekranu naświetlającego. Chcieliśmy również, aby była szybsza. Dużo szybsza. Monochromatyczny ekran LCD był jedynym słusznym wyborem.
Ciekawy przypadek pikseli i subpikseli
Szybko jednak okazało się, że wymiana ekranu RGB na monochromatyczny odpowiednik to tylko początek skomplikowanego przypadku. Oczywiście, drukarka działała. Ale wszystkie modele nagle traciły na szczegółowości i wydawały się rozmazane w porównaniu do wydruków z fabrycznej SL1. Zaczęliśmy więc badać przyczynę. Nowy wyświetlacz ma prawie taką samą rozdzielczość, jak poprzedni. Skąd więc nagła zmiana w jakości?
Szybko zrozumieliśmy, że wszystko sprowadza się do sposobu, w jaki promienie światła przechodzą przez ekran. Jest to dość skomplikowane, więc najlepszą demonstracją będzie ilustracja.
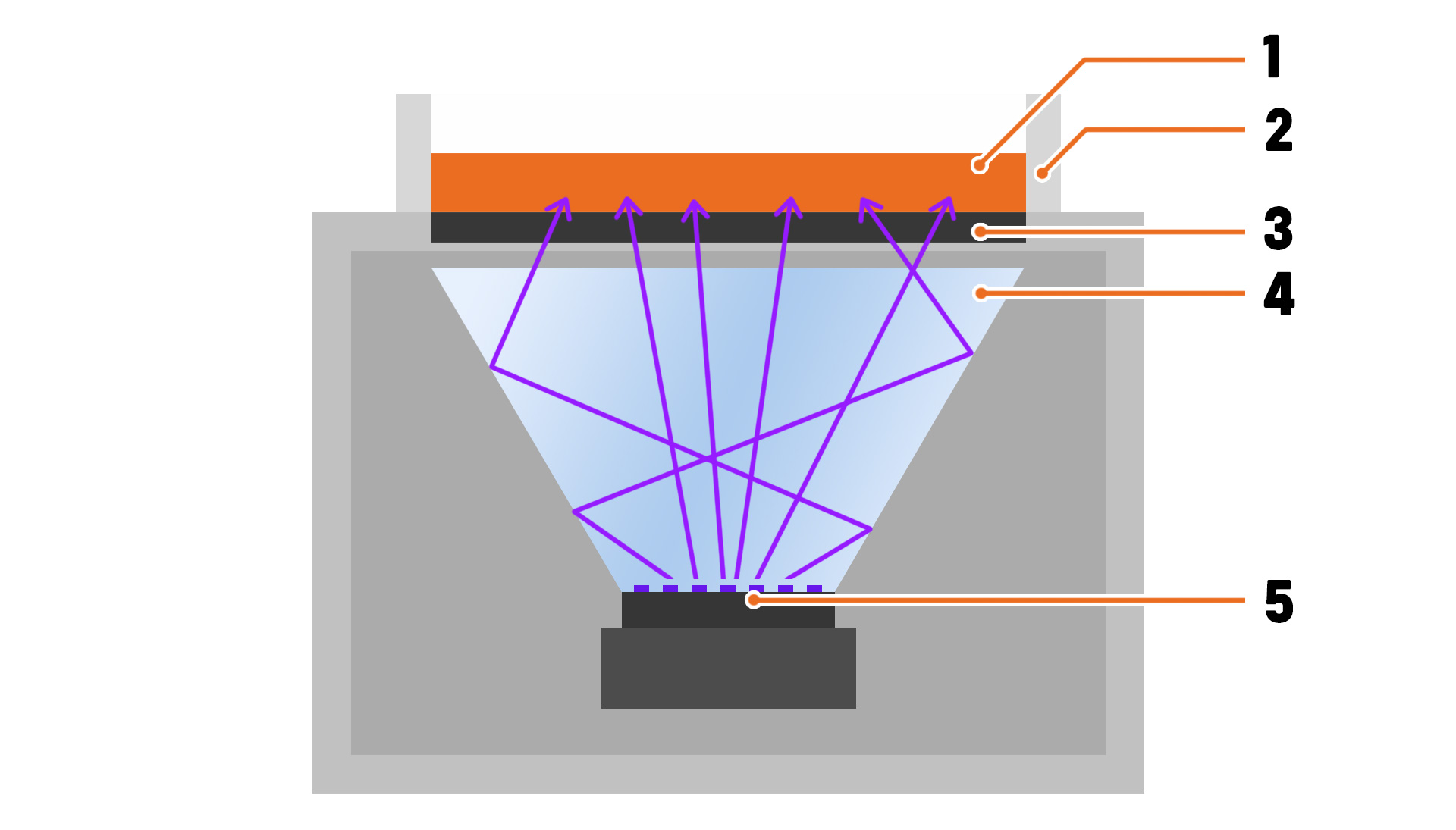
1 – Żywica | 2 – Zbiornik | 3 – Ekran naświetlający | 4 – Odbłyśnik w kształcie V | 5 – Panel UV LED
Ta ilustracja jest schematem działania odbłyśnika światła w SL1. Składa się z panelu UV LED na spodzie oraz odbłyskowego lejka. Diody LED emitują promienie światła ultrafioletowego, które odbija się od połyskującej powierzchni odbłyśnika pod różnymi kątami. Promienie te przechodzą przez maskę wyświetlaną na ekranie LCD: ciemne obszary (wyłączone piksele) blokują światło UV, a jasne (piksele włączone) pozwalają promieniom na przechodzenie przez ekran. Jest to ogólna zasada działania drukarki 3D masked SLA. To nic niezwykłego. Aby jednak odnaleźć na prawdę ciekawe rzeczy, musimy przyjrzeć się bliżej. Bardzo blisko.

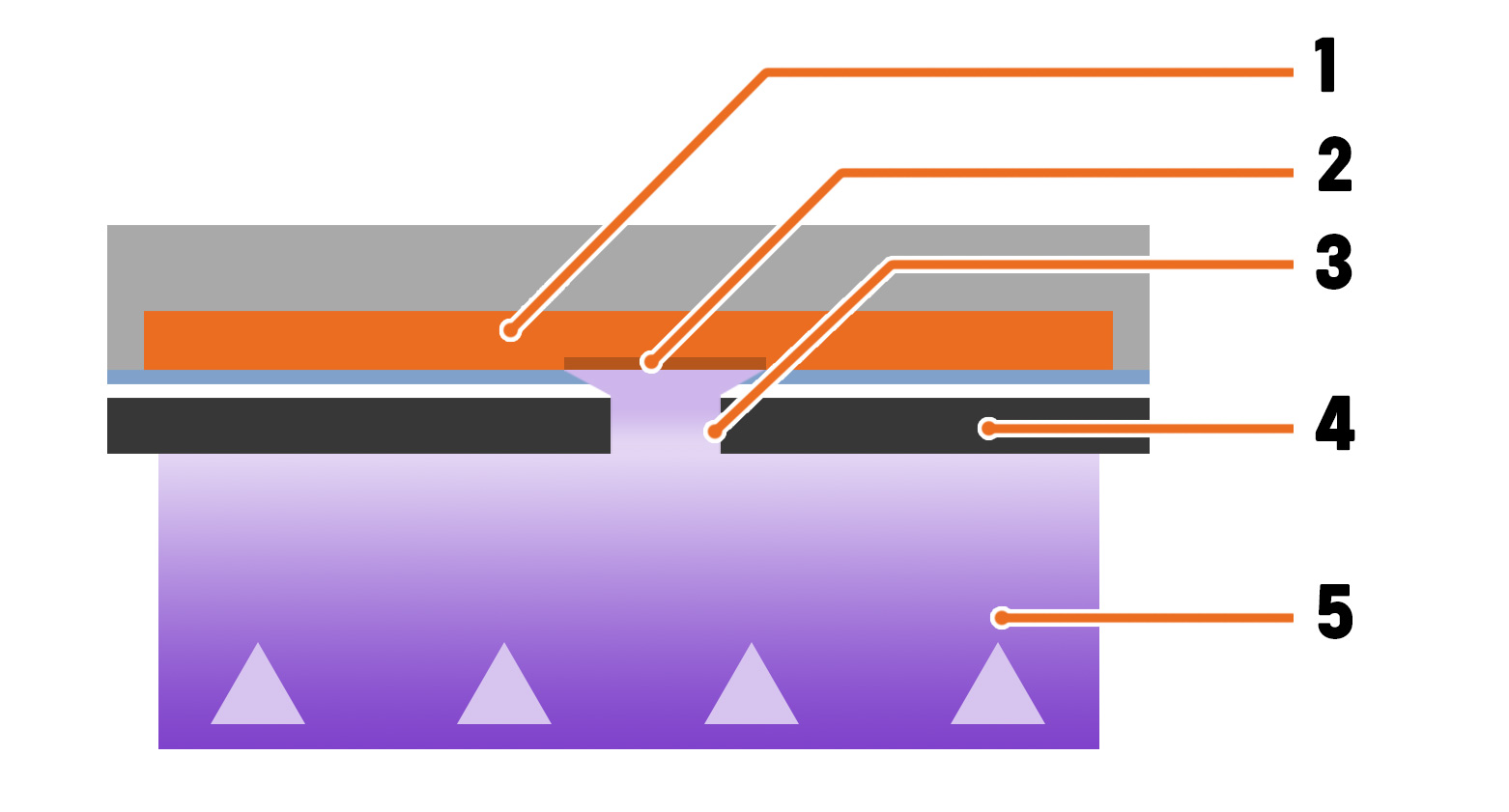
1 – Żywica | 2 – Utwardzona żywica | 3 – Światło UV przechodzące przez subpiksel | 4 – Ekran naświetlający | 5 – Światło UV
Przyrostek „RGB” przy rodzaju ekranu oznacza, że każdy piksel składa się z trzech subpikseli – czerwonego, zielonego i niebieskiego. Tylko niebieski subpiksel jest w stanie transmitować większą ilość światła UV, ale to wciąż tylko malutki jeden procent! Wystarcza to jednak do utwardzania żywicy. Czerwony przepuszcza całkowicie pomijalną ilość, podczas gdy zielony prawie całkowicie je blokuje. Dla uproszczenia wyobraź sobie niebieski subpiksel jako wąską szczelinę. Światło UV odbija się od ścian odbłyśnika, co oznacza, że przechodzi ono przez szczelinę pod różnymi kątami – dlatego właściwa powierzchnia wystawiona na działanie światła UV jest trochę większa, niż powierzchnia samego subpiksela.
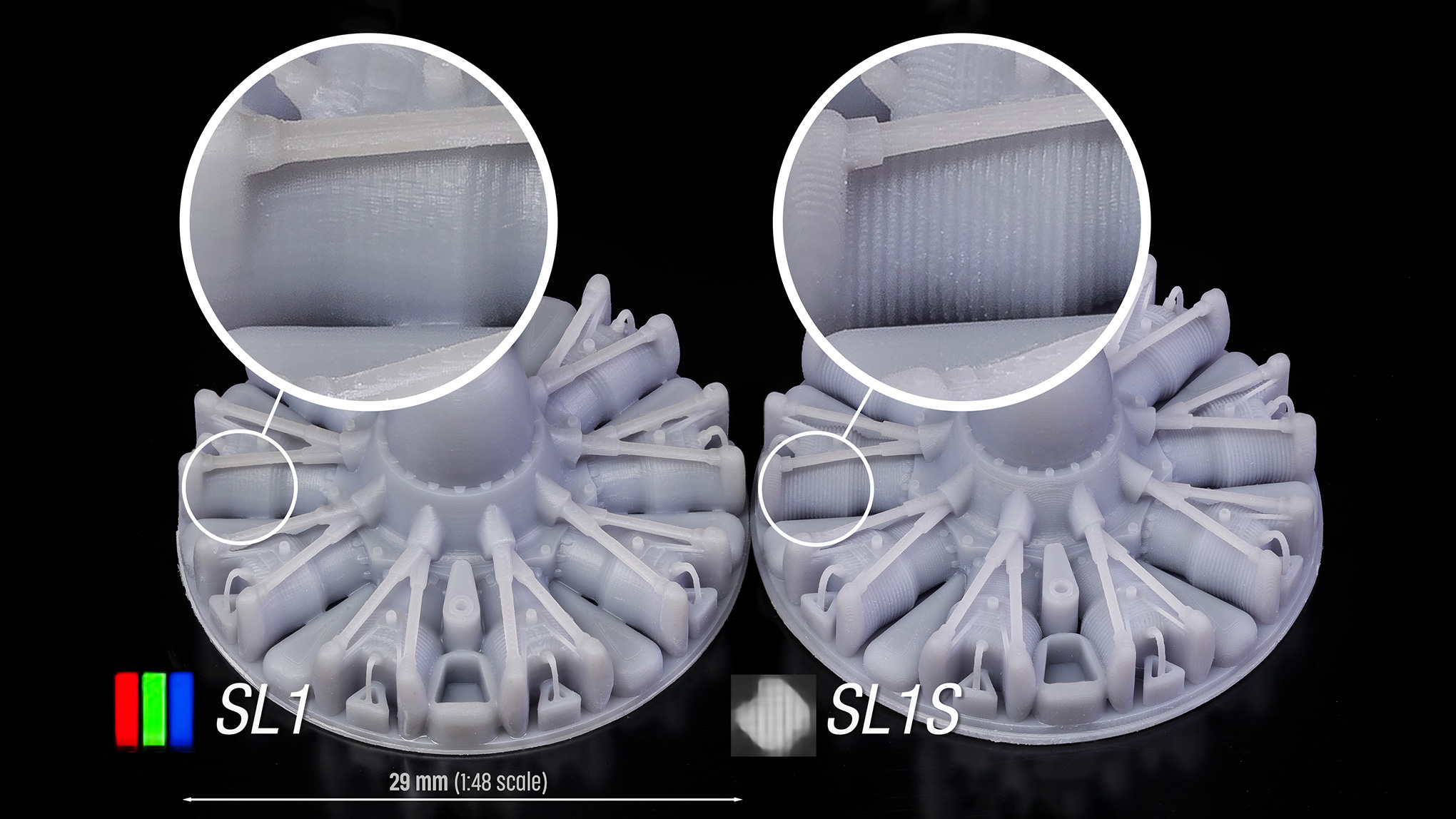
Ekran monochromatyczny nie ma trzech subpikseli na każdy piksel – składa się z pojedynczych, dużych pikseli, które można włączać i wyłączać. Co wygląda tak:
1 – Żywica | 2 – Utwardzona żywica | 3 – Światło UV przechodzące przez jeden piksel | 4 – Monochromatyczny ekran naświetlający | 5 – Światło UV
Światło przechodzące przez większy piksel trafia na jeszcze większy obszar, niż jego powierzchnia. Jeden piksel na wyświetlaczu monochromatycznym jest większy od subpiksela na wyświetlaczu RGB, dlatego nasza próba połączenia go z odbłyśnikiem skończyła się utratą szczegółów! Jest jeszcze jedna kwestia: w obszarach, w których światło z dwóch pikseli nakładało się, model był zniekształcony przez prześwietlenie. Nie był to łatwy do rozwiązania problem. Jednak zalety zastosowania wyświetlacza monochromatycznego znacznie przebijają negatywne aspekty – po prostu musieliśmy znaleźć sposób na odpowiednie przejście światła przez niego.
Okiełznanie promieni światła
Naszym celem było nie tylko skrócenie czasu potrzebnego na utwardzenie warstwy. Chcieliśmy również jeszcze bardziej podbić jakość wydruków korzystając z naszego własnego mechanizmu przechylania zbiornika (tzw. mechanizmu „tilt”), jednocześnie zapewniając szybsze i bardziej niezawodne drukowanie. Był to jeden z powodów, dla których nie chcieliśmy używać gotowych rozwiązań.
Mieliśmy już ekran LCD w ramie SL1. Było to raczej proste, ponieważ zbudowaliśmy SL1 z myślą o późniejszej rozbudowie, tak jak wszystkie nasze urządzenia. Następnie potrzebowaliśmy źródła światła, które wyemituje skolimowany strumień, czyli taki, którego promienie nie będą rozchodzić się na boki i pozostaną równoległe. Inną ważną kwestią jest jednorodność źródła światła – jeśli światło będzie promieniować z różną intensywnością na obszarze swojego działania, to niektóre części mogą zostać niedoświetlone lub prześwietlone (przepalone), a obydwa te efekty są niepożądane.

W ciągu roku konsultowaliśmy to z kilkunastoma firmami i sprawdziliśmy długą listę różnych źródeł światła. Przetestowaliśmy lasery liniowe, skanery LED, oddzielne reflektory, soczewki TIR, rurki LED tworzone na zamówienie i oczywiście własnego projektu zespół soczewek z dużym modułem LED. Żadne z rozwiązań nie zaspokajało naszych potrzeb w pełni – tylko stworzone dla nas soczewki były dość blisko. Nasze pierwsze podejście oparliśmy na równaniu Fresnela.
Przekształciliśmy płasko-wypukłą soczewkę w soczewkę Fresnela, tworząc ją przez zalewanie wydruku SLA optyczną żywicą odporną na promieniowanie UV lub przez wciskanie formy w rozgrzane szkło akrylowe. Jednak osiągnięcie pożądanej jakości okazało się prawie niemożliwe. W końcu otrzymaliśmy układ soczewek, który zapewnił odpowiednią jakość w kwestii kolimacji i jednorodności światła. Nie był to jednak jeden z tych momentów, w których wołasz „Eureka!”, ponieważ wciąż mieliśmy przed sobą mnóstwo pracy.
Przyspieszmy!
Ciężko powiedzieć co podsunęło nam myśl o sprawieniu, by SL1S była nie tylko tak szybka, jak to możliwe, ale po prostu najszybsza. Wydaje mi się, że ten pomysł pojawił się około cztery miesiące przed premierą. Mieliśmy wszystko już ustalone: monochromatyczny ekran LCD z około 5% przepuszczalnością światła (w porównaniu do 1% przy ekranie RGB), zupełnie nowy układ soczewek i moduł LED w trakcie przygotowania. Osiągaliśmy spore zyski w prędkości drukowania (również dzięki ulepszonemu mechanizmowi tilt), a nawet podnieśliśmy jakość wydruków. To był chyba ten moment, gdy zadajesz sobie pytanie „a co by było gdyby…”. Co jeśli zwiększylibyśmy moc panelu UV LED? Dwukrotnie? Czterokrotnie?
“Jakiego zwiększenia prędkości oczekujesz?”
“Tak.”
Zanim opowiem Ci resztę, pozwól na małą dygresję – porozmawiajmy o mechanizmie tilt i czasach drukowania. Przeglądając specyfikacje różnych drukarek 3D SLA, często podawaną informacją jest czas naświetlania jednej warstwy, który może mieścić się gdziekolwiek w przedziale między dwoma a ośmioma sekundami. To jednak tylko kawałek większej układanki. Drukarka musi również podnieść platformę po utwardzeniu warstwy, aby pozwolić żywicy wpłynąć pod nią i rozlać się równomiernie. Następnie jest ponownie opuszczana do zbiornika z żywicą i wydruk jest kontynuowany. Proces ten zajmuje trochę czasu – minimum kilka sekund. Całkowity czas drukowania to nie tylko czas naświetlenia jednej warstwy pomnożony przez ich ilość, ale raczej czas naświetlania plus czas potrzebny na ruch platformy w górę i w dół pomnożone przez liczbę warstw. W większości przypadków nasz mechanizm tilt jest znacznie szybszy. Nie oceniaj więc drukarki 3D SLA tylko przez czas naświetlania warstwy.
Wróćmy do układu UV LED! Po pierwsze, nowe LEDy UV to czołówka sama w sobie. Producent, którego wybraliśmy testuje każdą wyprodukowaną diodę, następnie rozdziela je na tzw. koszyki, w zależności od ich parametrów, więc od razu sięgnęliśmy po produkt z górnej półki. 🙂 Nowe LEDy są dwa razy droższe od tych w SL1, ale ich jakość jest naprawdę widoczna. I w tym przypadku sprawienie, aby to wszystko ze sobą działało okazało się bardziej skomplikowane, niż mogłoby się wydawać – nowe diody potrzebują większego prądu (1,4A vs. 0,7A), czego zasilacz wbudowany w SL1 nie był w stanie dostarczyć. Dlatego zdecydowaliśmy się użyć zewnętrznego zasilacza z Original Prusa MINI i podłączyliśmy go do płytki wzmacniającej („Booster Board”), która zapewnia moc potrzebną do działania płyty głównej i układu UV LED. Voilà – czasy 1,4 sekundy dla naświetlania i 3 sekundy dla tiltu okazały się być w zasięgu.
Mając nowy, monochromatyczny ekran LCD i znacznie lepsze LEDy, mogliśmy również zaprzestać używania kalibratora ekranu LCD. Parametry przepuszczalności światła dla każdego wyświetlacza są teraz mierzone na specjalnym przyrządzie, a dane są zapisywane bezpośrednio w elektronice, co było przedtem niemożliwe. Po zamontowaniu ekranu w drukarce, informacje o jego parametrach są odczytywane przez system, co pozwala na zastosowanie odpowiednich ustawień. Dzięki temu wszystkie nasze drukarki SL1S są praktycznie identyczne, jeśli chodzi o wydajność.
Sprawmy, by to wszystko działało!
Ostatnim etapem układanki było sprawienie, aby wszystko ze sobą współpracowało. Był to bardzo długi proces, który obejmował m.in. rygorystyczne testy i ciągłe poprawki ustawień układu optycznego. Przez kilka tygodni walczyliśmy z niechcianym promieniowaniem – nagle wszystkie wydruki zaczęły przylegać go zbiorników, po prostu odklejając się od platform. Co teraz?
W końcu udało nam się to zrozumieć. Poprzedni układ optyczny pozwalał na przechodzenie promieni UV przez ekran pod różnymi kątami w niektórych obszarach, przepalając niektóre punkty, w których żywica była utwardzana szybciej w porównaniu reszty powierzchni, co z kolej przekładało się na przyklejanie wydruku do folii FEP (która stanowi dno zbiornika). Do rozwiązania tego problemu musieliśmy poprawiać ustawienie soczewek, rozdzielenie promieni światła pod nimi oraz pozycję układu LED, aż osiągnęliśmy właściwe ustawienia. A, że układ chłodzenia SL1 był ustawiony pod ekran RGB i reflektor w kształcie V, to okazał się zupełnie nieefektywny z nowymi rozwiązaniami… Wracamy więc do deski kreślarskiej!
Problemem okazał się przepływ powietrza, który zaprojektowaliśmy specjalnie dla reflektora w kształcie lejka i większych przestrzeni wewnątrz obudowy, co nagle okazało się bezużyteczne, a drukarka zaczęła się przegrzewać. Nowy panel LED z przeprojektowanym układem optycznym jest znacznie większy od poprzedniego systemu, przez co powietrze nie mogło dotrzeć do kluczowym komponentów.
Cóż, zdecydowanie nie wystarczyło zamienić ekranu RGB na monochromatyczny.
Jednak w końcu udało nam się sprawić, aby wszystko działało – a działa cudownie! SL1S być może wygląda tak samo z zewnątrz, jednak rozwiązania umieszczone wewnątrz są opracowane prawie całkowicie od nowa. SL1S nie tylko drukuje szybko, ale jakość wytwarzanych modeli jest również nadzwyczajna. Obniżyliśmy czas naświetlania warstw z 7-8 sekund do zaledwie 1,4 sekundy, a mechanizm tilt jest teraz prawie trzy razy szybszy. Była to długa wyprawa. W wielu momentach wydawało nam się, że jesteśmy o krok od odkrycia czegoś nowego, by za chwilę zderzyć się ze ścianą. Jest to jednak część procesu, a w końcu, po wielu miesiącach pracy, nowa SL1S ujrzała światło dzienne. Wysyłki rozpoczęliśmy na początku lipca, a ja jestem niezwykle szczęśliwy z tego, co osiągnęliśmy.
Musisz się zalogować, aby móc dodać komentarz.