






PrusaSlicer 2.6 je tady a přináší obrovské množství vylepšení! A to nejen ve formě nových nástrojů a funkcí, ale také zdokonalením jádra našeho softwaru – generování G-codu.
Lepší generování G-codu vede ke kratším tiskovým časům, má pozitivní dopad na kvalitu a spolehlivost vašich tisků. Pečlivě jsme naslouchali zpětné vazbě a snažili se vyhovět nejčastějším požadavkům na nové nebo vylepšené funkce. Než se ponoříme do detailů, zde je rychlý přehled novinek:
- Organické podpěry
- Automatické malování podpěr
- Vkládání textů
- Vylepšený nástroj řez rovinou
- Nástroj pro měření rozměrů
- Dynamická rychlost převisů
- Automatické kotvení vnitřní výplně (mostů)
- Vylepšený algoritmus prevence příliš tenkých stěn
- Vylepšené funkce pro tiskárny s více hlavami
Organické podpěry
PrusaSlicer doposud generoval podpěry založené na 2D mřížce. Ačkoli tato metoda v mnoha situacích přinášela slušné výsledky, měla svá omezení. Podpěry často spotřebovaly poměrně hodně filamentu, trvalo dlouho je tisknout, a bylo obtížné je odstranit, zvláště pokud nebylo vyladěné jejich nastavení. Některé z těchto nevýhod jsme alespoň částenč odstranili zavedením „Přiléhavých“ podpěr v PrusaSliceru 2.4, ale stále se jednalo jen o vylepšenou verzi starého přístupu.

Alternativní strategií, která se začala objevovat v různých 3D modelovacích programech a slicerech, jsou tzv. „Stromové podpěry“ (Tree supports) – struktury koncipované tak, aby maximalizovaly úsporu materiálu a minimalizovaly čas tisku. Postupně se rozšiřující větve podpěr se tvoří tam, kde je to nezbytné, přičemž kontaktní plochy s modelem jsou redukovány na nezbytné minimum.
Prvně jsme tyto podpěry implementovali pro SLA slicování v PrusaSliceru 2.0 (2019) a od té doby jsme obdrželi obrovské množství požadavků na jejich začlenění i do FDM slicingu. Bohužel, po několika testech bylo jasné, že jednoduchá úprava stávající implementace není kompatibilní s technologií FDM 3D tisku.
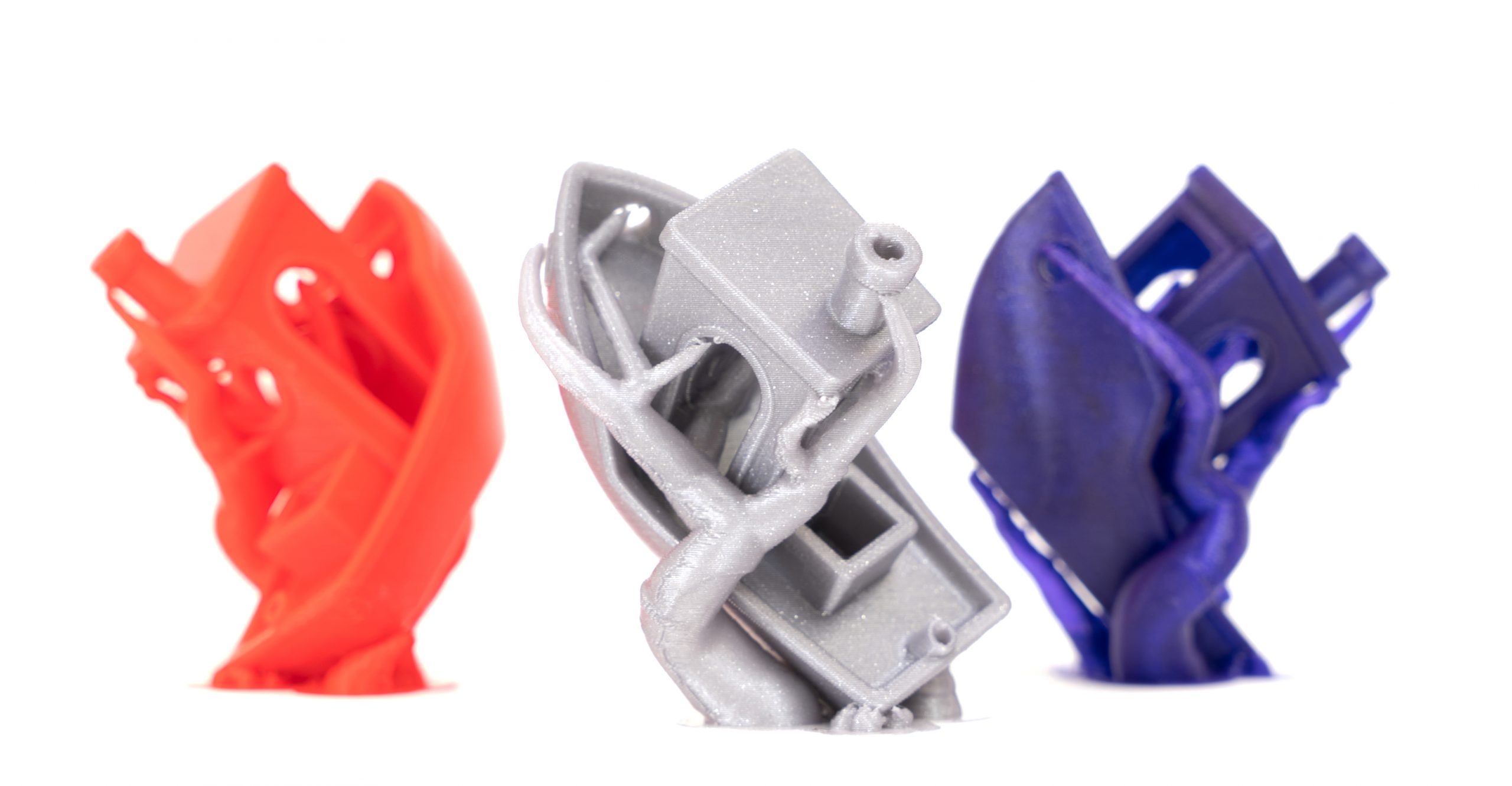
V této verzi přicházíme s výrazně vylepšenou implementací stromových podpěr, kterou jsme pojmenovali ‚Organické podpěry‘. Toto nové označení jsme zvolili kvůli jejich jedinečně hladkému tvaru a několika významným rozdílům v jejich chování. Naše implementace představuje evoluci stromových podpěr od Thomase Rahma, který zase představil výrazně vylepšenou variantu stromových podpěr původně vyvinutých ve sliceru Cura. Rádi bychom poděkovali týmu Ultimaker Cura a Thomasovi Rahmovi za jejich úsilí vložené do řešení tohoto problému.
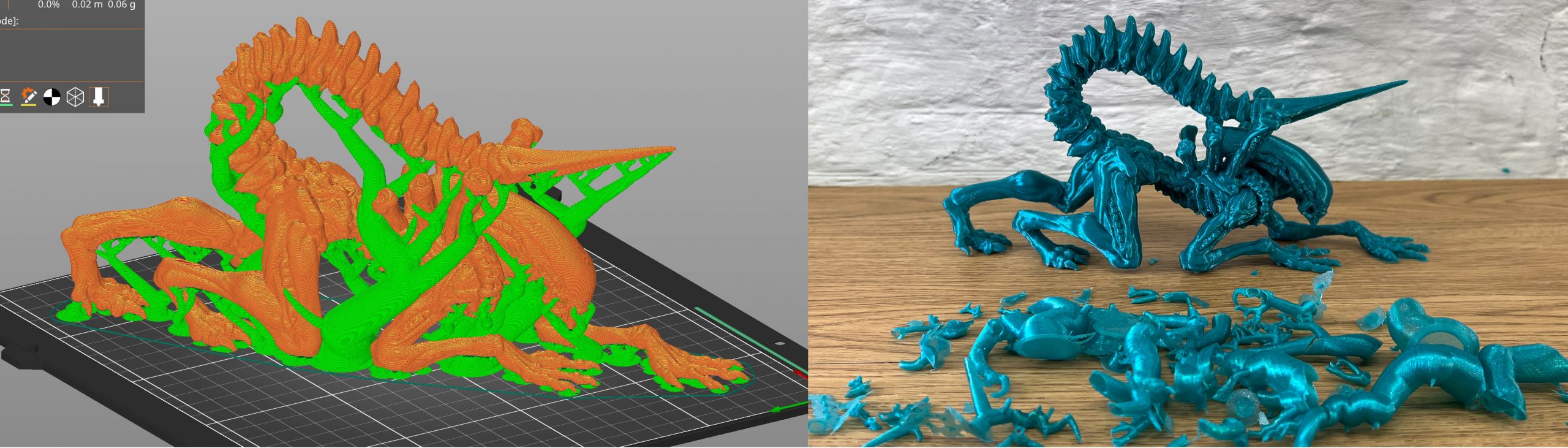

Alien – Xenomorph – Full Figure – 25 CM, model od Printed Obsession, výtisk a fotka od Filament Frenzy
Oproti běžné implementaci stromových podpěr se Organické podpěry výrazně liší. Jejich rozvětvení je sofistikovanější, a navíc jsme je navrhovali tak, aby byly přímější (kratší), hladší a stabilnější. Průřez větve kolmý na osu je vždy kruhový a algoritmus automaticky používá dva perimetry tam, kde je to nutné (toto lze konfigurovat v nastavení). Organické podpěry lze lehce odstranit, nepoškozují povrch modelu a jejich tisk je rychlý a nespotřebuje moc materiálu. Z našich interních a externích alfa/beta testů vyplývá, že přidání Organických podpěr mění jak přemýšlíme o 3D tisku a dokonce i o 3D modelování. Modely můžete nyní tisknout v orientacích, které by vás dříve ani nenapadlo zokušt (téměř jako v SLA tisku), a podpěry i pro nejkomplexnější tvary jde většinou odstranit extrémně snadno.
 Organické podpěry mohou být ručně vynuceny nebo blokovány pomocí nástroje pro malování podpěr. To nás přivádí k další klíčové funkci v PrusaSliceru 2.6.
Organické podpěry mohou být ručně vynuceny nebo blokovány pomocí nástroje pro malování podpěr. To nás přivádí k další klíčové funkci v PrusaSliceru 2.6.
Automatické malování podpěr a kontrola převisů
PrusaSlicer již dlouhou dobu nabízí možnost malování oblastí, které vyžadují podpěry. Tuto funkci uživatelé oceňují, jelikož umožňuje rychlé a snadné úpravy. V rámci našeho rozsáhlého úsilí o inteligentnější tvorbu podpěr, nyní nástroj pro ruční malování zahrnuje volbu pro automatické označování míst na modelu, která podpěry vyžadují.
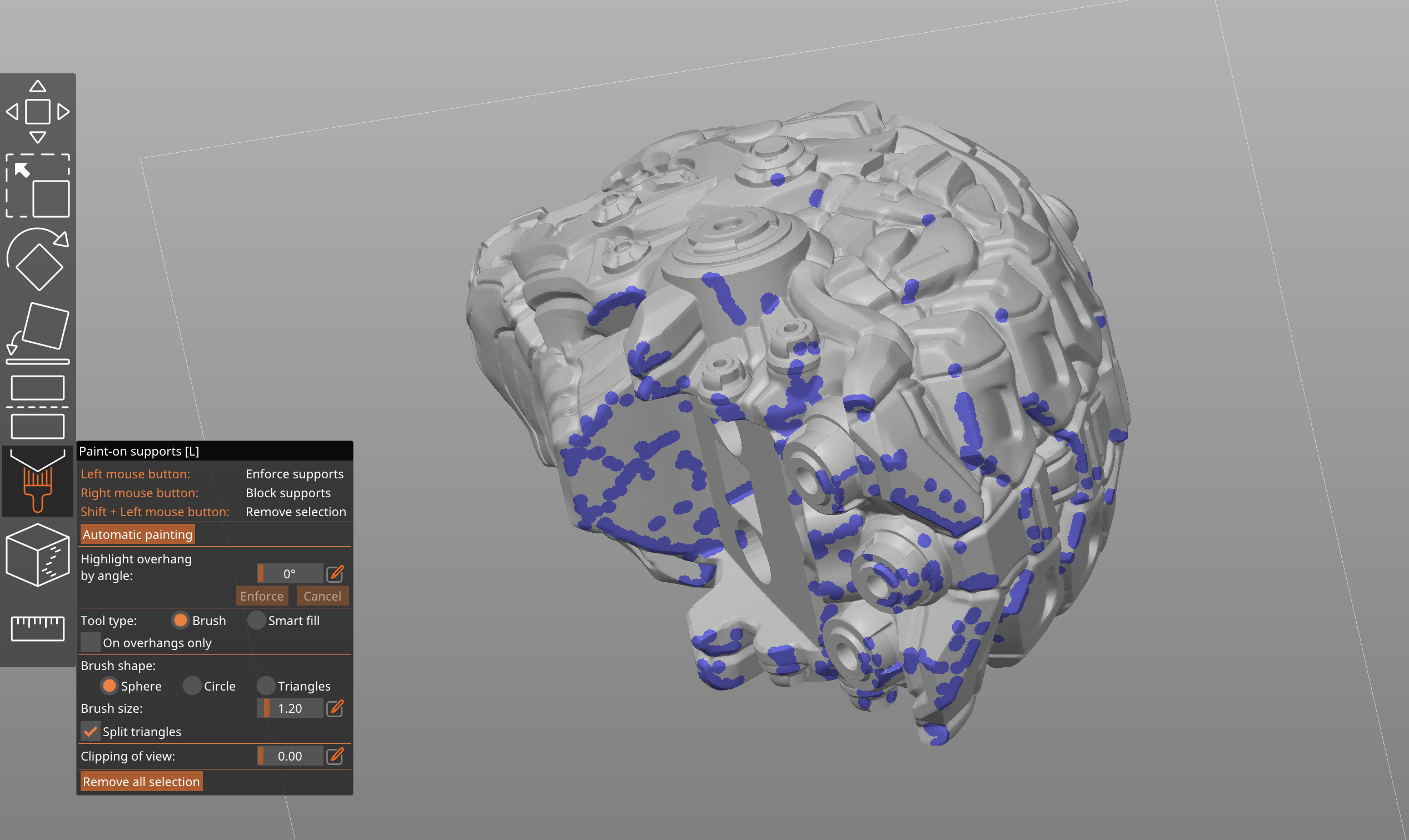 Náš pokročilý algoritmus, jenž tuto funkci řídí, analyzuje tisk extruzi po extruzi, přičemž bere v úvahu mnoho faktorů – těžiště, váhu podporované části, pohyb podložky, potenciální kolizi s extruderem, přilnavost k tiskové podložce, typ materiálu a přemostění. Díky tomu dochází k efektivnějšímu umístění podpěr. Například zmíněné přemostění je nyní podporováno pravidelně rozmístěnými sloupky, a ne po celé své délce.
Náš pokročilý algoritmus, jenž tuto funkci řídí, analyzuje tisk extruzi po extruzi, přičemž bere v úvahu mnoho faktorů – těžiště, váhu podporované části, pohyb podložky, potenciální kolizi s extruderem, přilnavost k tiskové podložce, typ materiálu a přemostění. Díky tomu dochází k efektivnějšímu umístění podpěr. Například zmíněné přemostění je nyní podporováno pravidelně rozmístěnými sloupky, a ne po celé své délce.
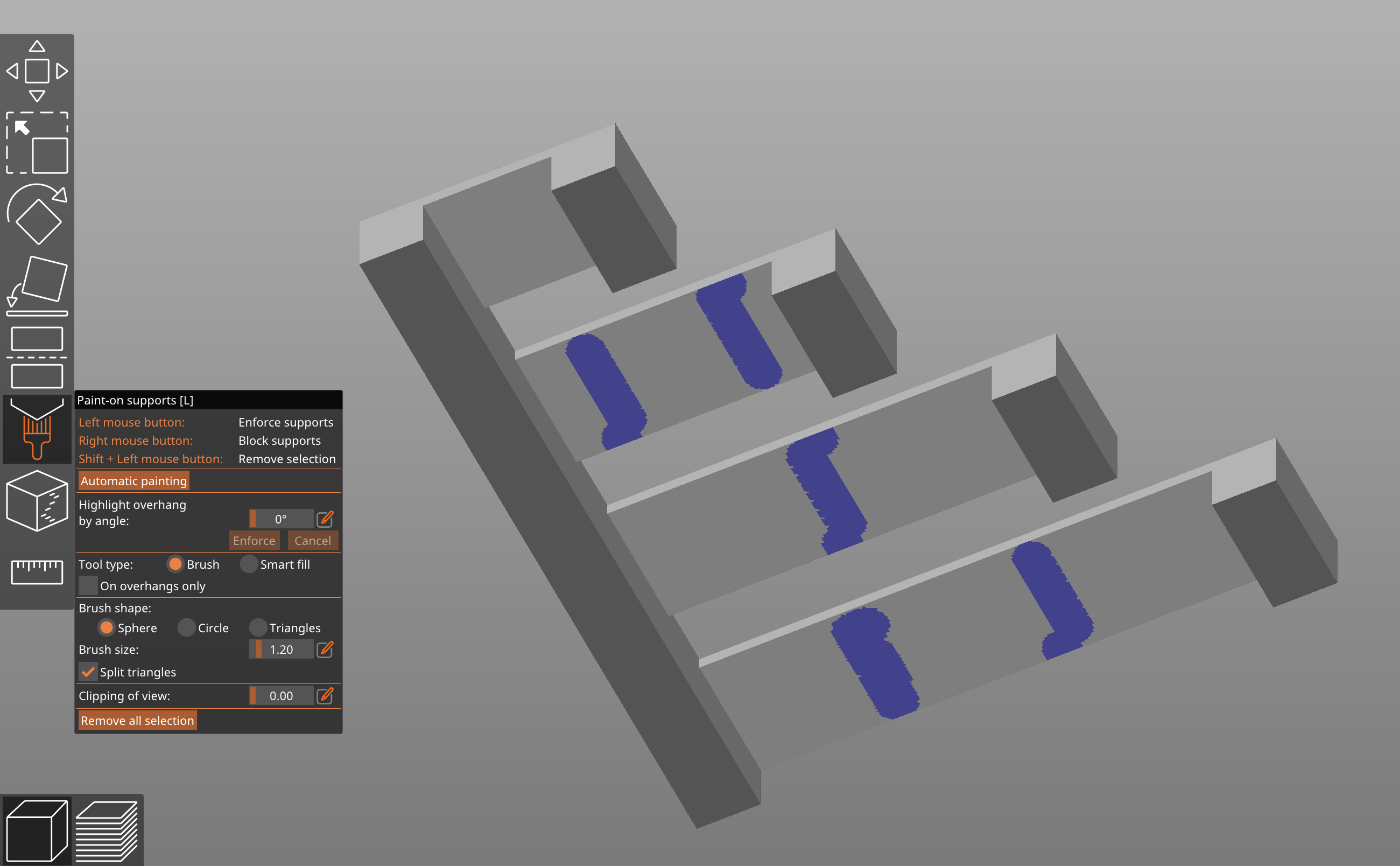 Tento nástroj je také automaticky aktivován během slicování, aby vás upozornil, pokud tisk vyžaduje podpěry. Pokud by někteří pokročilí uživatelé považovali takové upozornění za rušivé, lze ho v nastavení deaktivovat. Upozorňujeme, že pokud jednoduše aktivujete volbu „Podpěry všude“, tento nový algoritmus se v současnosti nepoužívá pro generování podpěr. K jeho aktivaci musíte otevřít nástroj pro malování podpěr a použít Automatické malování, pak vybrat podpěry „Pouze pro vynucené podpěry“.
Tento nástroj je také automaticky aktivován během slicování, aby vás upozornil, pokud tisk vyžaduje podpěry. Pokud by někteří pokročilí uživatelé považovali takové upozornění za rušivé, lze ho v nastavení deaktivovat. Upozorňujeme, že pokud jednoduše aktivujete volbu „Podpěry všude“, tento nový algoritmus se v současnosti nepoužívá pro generování podpěr. K jeho aktivaci musíte otevřít nástroj pro malování podpěr a použít Automatické malování, pak vybrat podpěry „Pouze pro vynucené podpěry“.
Vkládání textů
Nový nástroj nabízí možnost vložit, manipulovat a upravit texty jako trojrozměrný objekt. Díky tomu můžete snadno a rychle přizpůsobit své modely přímo v PrusaSliceru, ať už se jedná o přidávání poznámek, nápisů nebo sériových čísel.
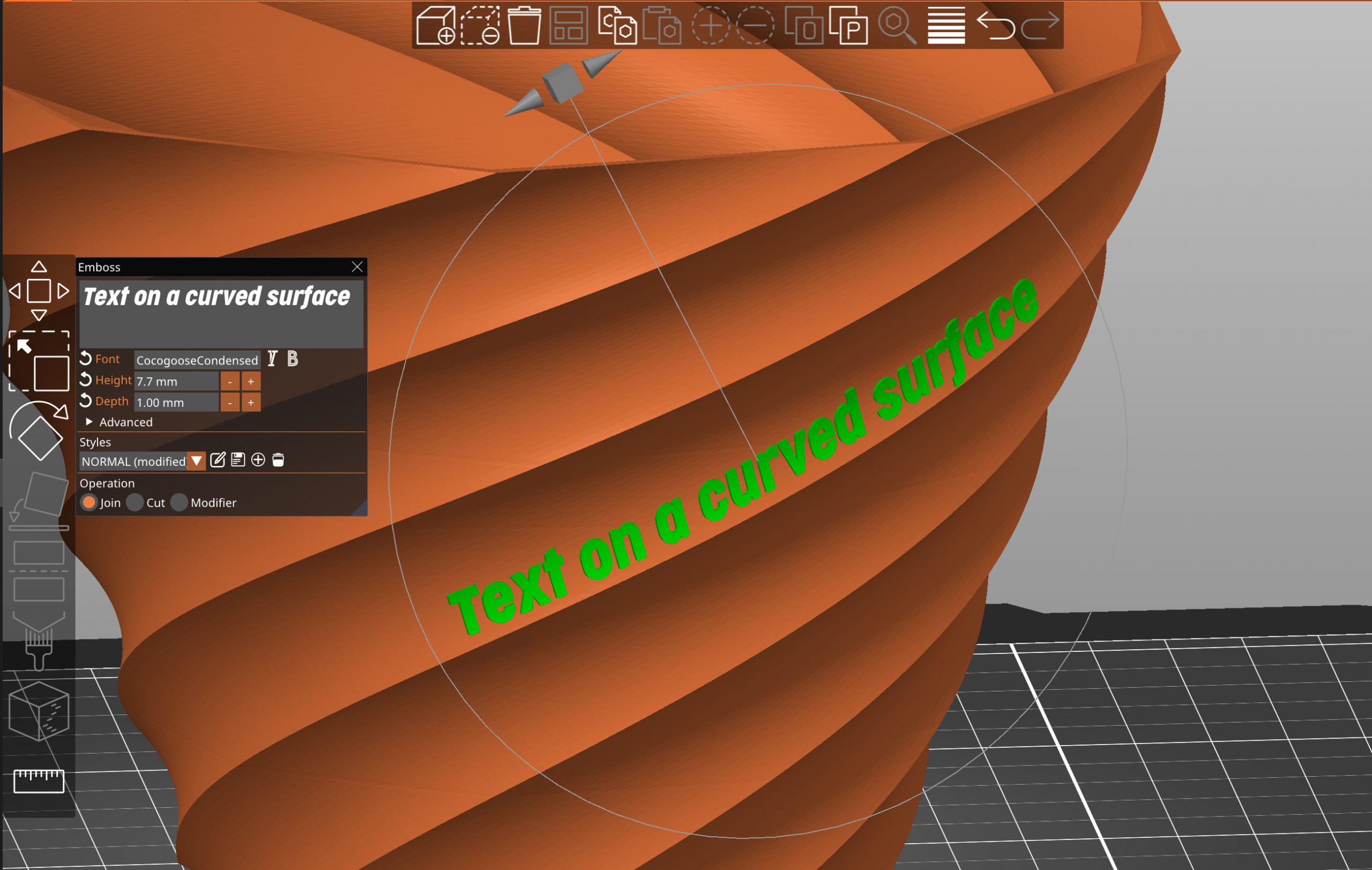 Model – 9 Sided Twisted Planter od DubMFG
Model – 9 Sided Twisted Planter od DubMFG
Text může být vytvořen jako vyvýšený (reliéf), vyražený do modelu, nebo použit jako modifikátor. Skutečným průlomem je ale možnost nechat text kopírovat zakřivené plochy! K úpravě polohy můžete jednoduše přetáhnout text po povrchu objektu. Textový editor navíc automaticky importuje knihovnu fontů nainstalovaných na vašem zařízení (podporovány jsou všechny fonty typu TrueType). I poté, co nástroj Text uzavřete, zůstává text plně editovatelný. Totéž platí i pro opětovné otevření projektových souborů ve formátu 3MF. Můžete si také vytvořit a uložit styly textu, které pak můžete opětovně využívat v dalších projektech.
Vylepšený nástroj Řez rovinou
Nástroj pro řez rovinou je součástí PrusaSliceru už delší dobu a často se hodí při práci s velkými modely, které by se jinak na 3D tiskárnu nevešly, nebo by bylo příliš komplikované, aby se tiskly v jednom kuse. V nové verzi jsme rozšířili schopnosti tohoto nástroje.
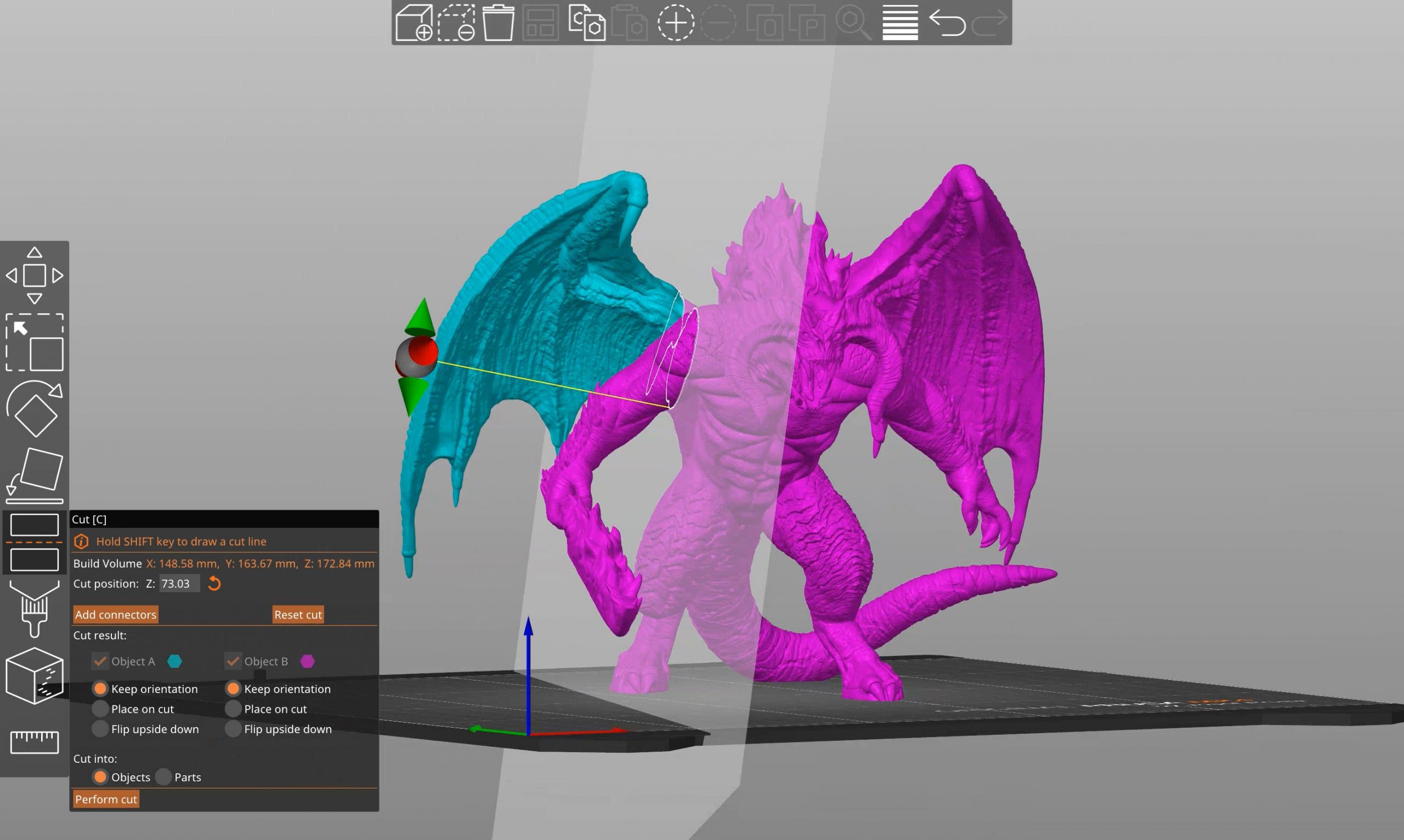 Model – Balrog Figure of Fotis Mint
Model – Balrog Figure of Fotis Mint
Nyní je možné provést řez modelu pod jakýmkoli úhlem. Přesný úhel řezu lze nastavit buďto pomocí 3D manipulátoru, nebo jednoduchým nakreslením řezné roviny – stačí přidržet klávesu Shift a táhnout levé tlačítko myši. Pokud řezná rovina protíná model na více místech, můžete si pravým kliknutím myši vybrat, které části se mají oddělit a které zůstat spojeny. Můžete rozhodnout, zda se má oddělená část umístit na tiskovou podložku s nově vytvořenou rovnou plochou. Máte také možnost ponechat si původní pozici dílů, což se může hodit například při tisku z více barev.
Přidávání zarovnávacích kolíků
Víme, jak klíčová je přesnost a jednoduchost při skládání modelu z více dílů. Proto jsme přidali možnost definovat různé typy propojovacích kolíků. Pro každý z nich a pro odpovídající otvor můžete nastavit hloubku, rozměry a toleranci.
Nástroj pro měření rozměrů
Nástroj pro měření je další novou funkcí, na kterou naši uživatelé dlouho čekali. Nyní lze jednoduše měřit vzdálenosti mezi vrcholy, hranami a rovinami. Kromě toho tento nástroj obsahuje inteligentní algoritmus detekce kruhů a jejich průměrů, a to i u modelů s relativně nízkým počtem polygonů.
Pokud vyberete dvě hrany, dvě roviny, nebo hranu a rovinu, které nejsou rovnoběžné, můžete změřit jejich úhel. Nová funkce dokáže také určit vzdálenost mezi středy dvou děr. Kromě měření rozměrů a úhlů, nástroj poskytuje i užitečnou funkci pro uniformní škálování objektů na požadovanou velikost, takže nebudete muset počítat bokem trojčlenku.Dynamická rychlost převisů (a dynamická rychlost ventilátoru)
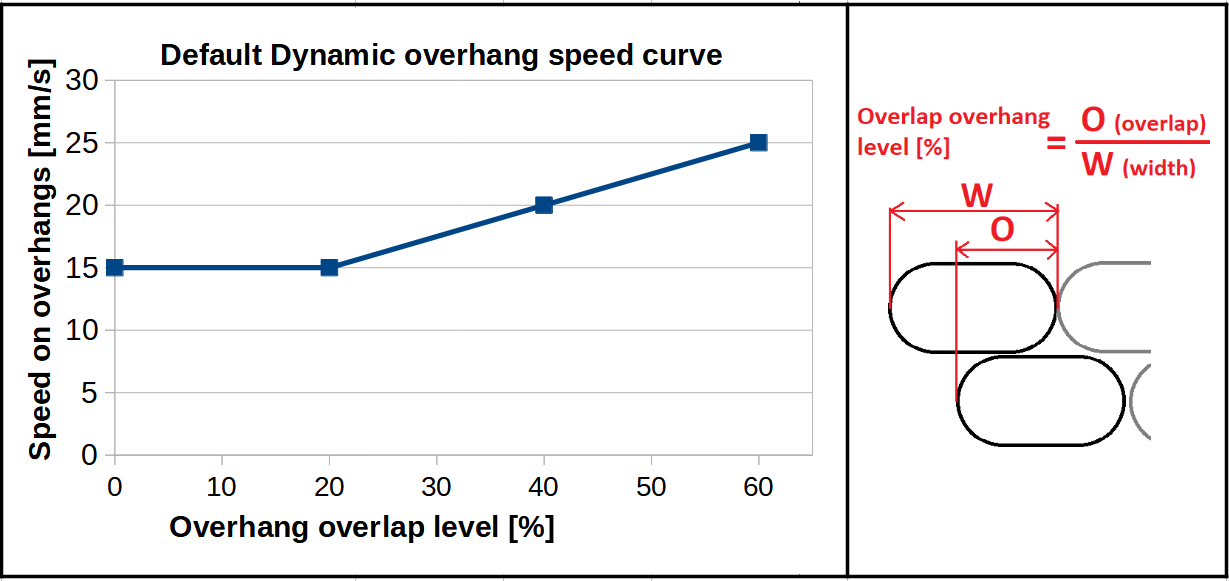
Tuto funkci jsme vyvinuli během testování našeho firmwaru s Input Shaperem pro MK4. Jak název napovídá, umožňuje zpomalit tisk při tisku převisů, což poskytuje lepší chlazení, když je to potřeba. Algoritmus vypočítá překryv extruze s předchozí vrstvou a aplikuje rychlost vypočítanou z funkce zpomalení převisu.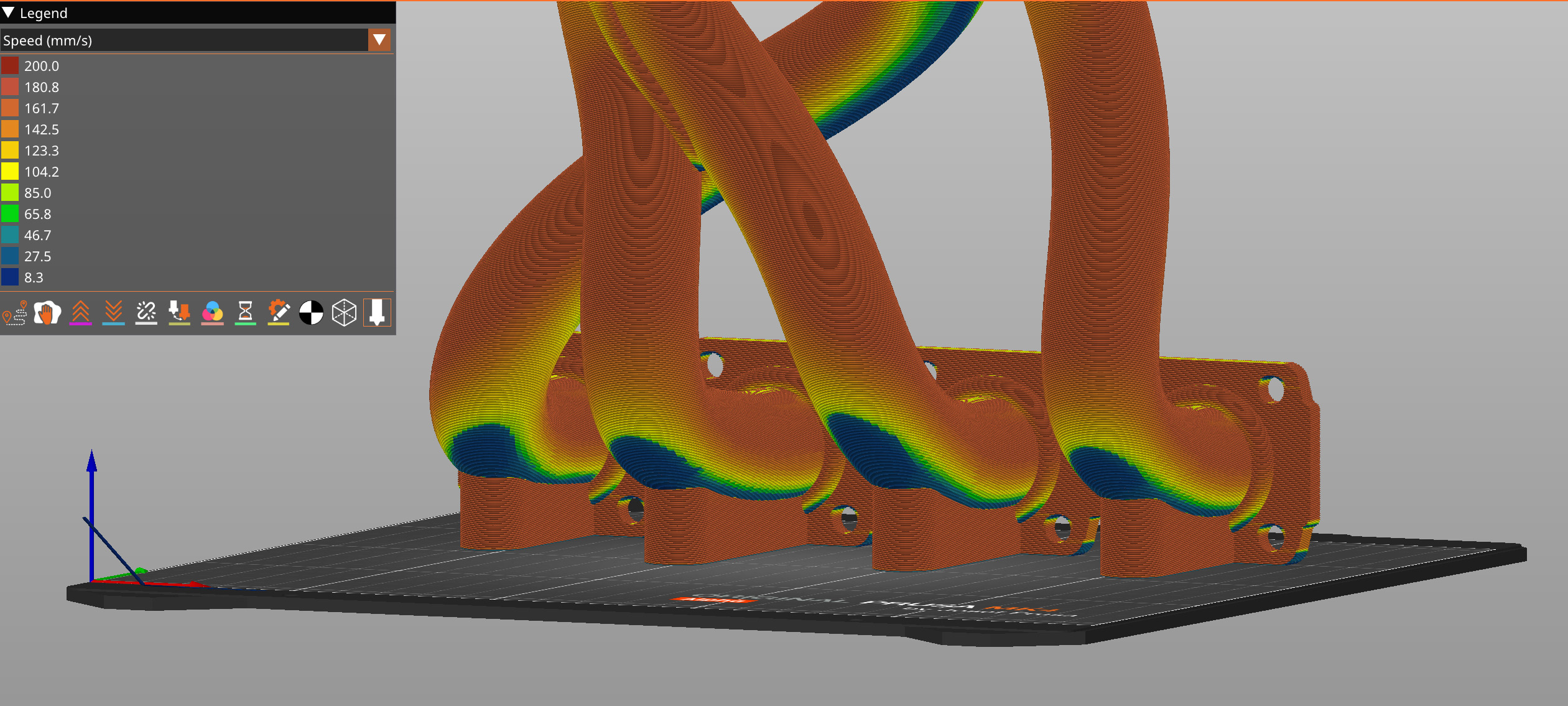 Uživatelé mohou ovlivnit tvar funkce zpomalení převisu pomocí čtyř vstupních bodů – každý bod má hodnotu překryvu extruze vyjádřenou jako procento plné šířky a požadovanou rychlost na takovém překryvu. Rychlosti mezi kontrolními body se vypočítávají pomocí lineární interpolace.
Uživatelé mohou ovlivnit tvar funkce zpomalení převisu pomocí čtyř vstupních bodů – každý bod má hodnotu překryvu extruze vyjádřenou jako procento plné šířky a požadovanou rychlost na takovém překryvu. Rychlosti mezi kontrolními body se vypočítávají pomocí lineární interpolace.
 Podobně mohou uživatelé vytvořit vlastní křivky rychlosti ventilátoru, takže extrémní převisy získají lepší chlazení. Samozřejmě, u některých polymerů může příliš velké chlazení negativně ovlivnit mechanické vlastnosti.
Podobně mohou uživatelé vytvořit vlastní křivky rychlosti ventilátoru, takže extrémní převisy získají lepší chlazení. Samozřejmě, u některých polymerů může příliš velké chlazení negativně ovlivnit mechanické vlastnosti.
Protáhnutí řídké výplně
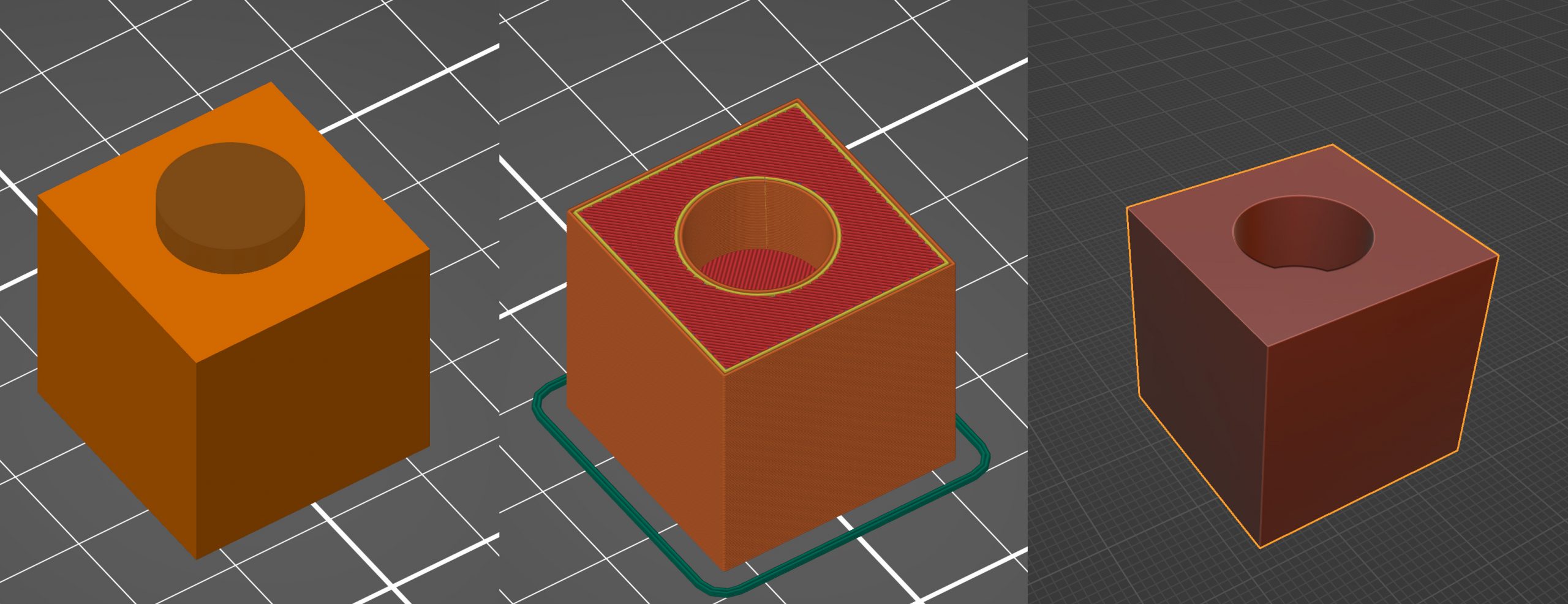
Jedním z dlouhodobých problémů bylo propojení plné výplně tisknuté nad řídkou výplní. Tvar těchto „ostrovů“ výplně byl určován pouze tím, co bylo nad ním. Výsledkem bylo, že linie výplně byly často nedostatečně podepřené, což vedlo k extruzi do volného prostoru a možným problémům při tisku. PrusaSlicer nyní rozšiřuje linie vnitřní výplně tak, že jejich konce jsou podporovány řídkou výplní v předchozí vrstvě. Přemostění výplně nyní vždy používá nastavení ‚Silné přemostění‘. Nový algoritmus funguje pro všechny typy výplně. Porovnávací obrázek níže ukazuje stejný model kostky s prohloubeným otvorem na horní straně.
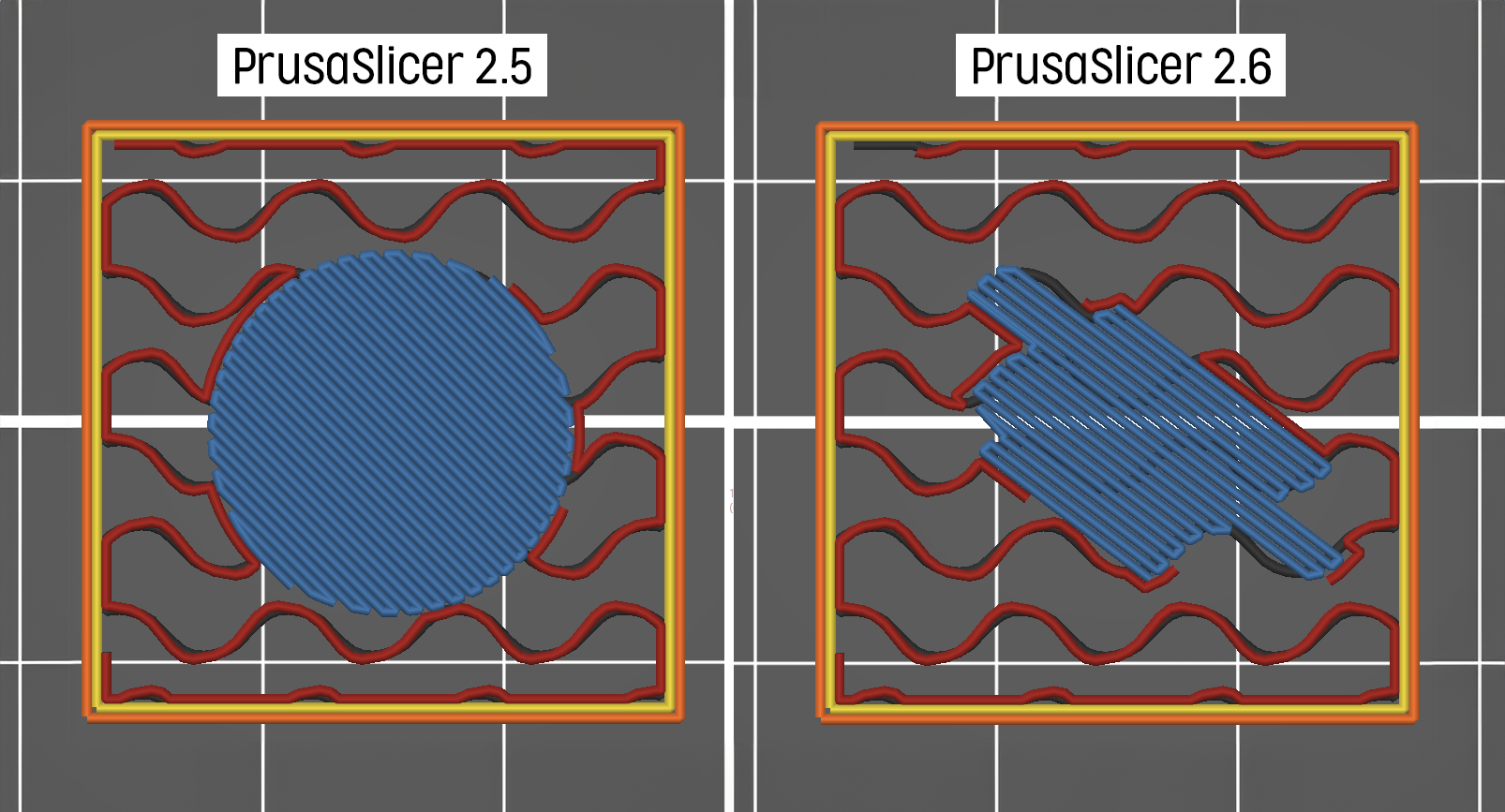 Tato změna umožňuje použít méně vrchních plných vrstev, protože i hned první vrchní vrstva je nyní mnohem spolehlivější, a také umožňuje snížit expanzi vrstev mostů. To šetří spoustu tiskového času a spotřebu materiálu.
Tato změna umožňuje použít méně vrchních plných vrstev, protože i hned první vrchní vrstva je nyní mnohem spolehlivější, a také umožňuje snížit expanzi vrstev mostů. To šetří spoustu tiskového času a spotřebu materiálu.
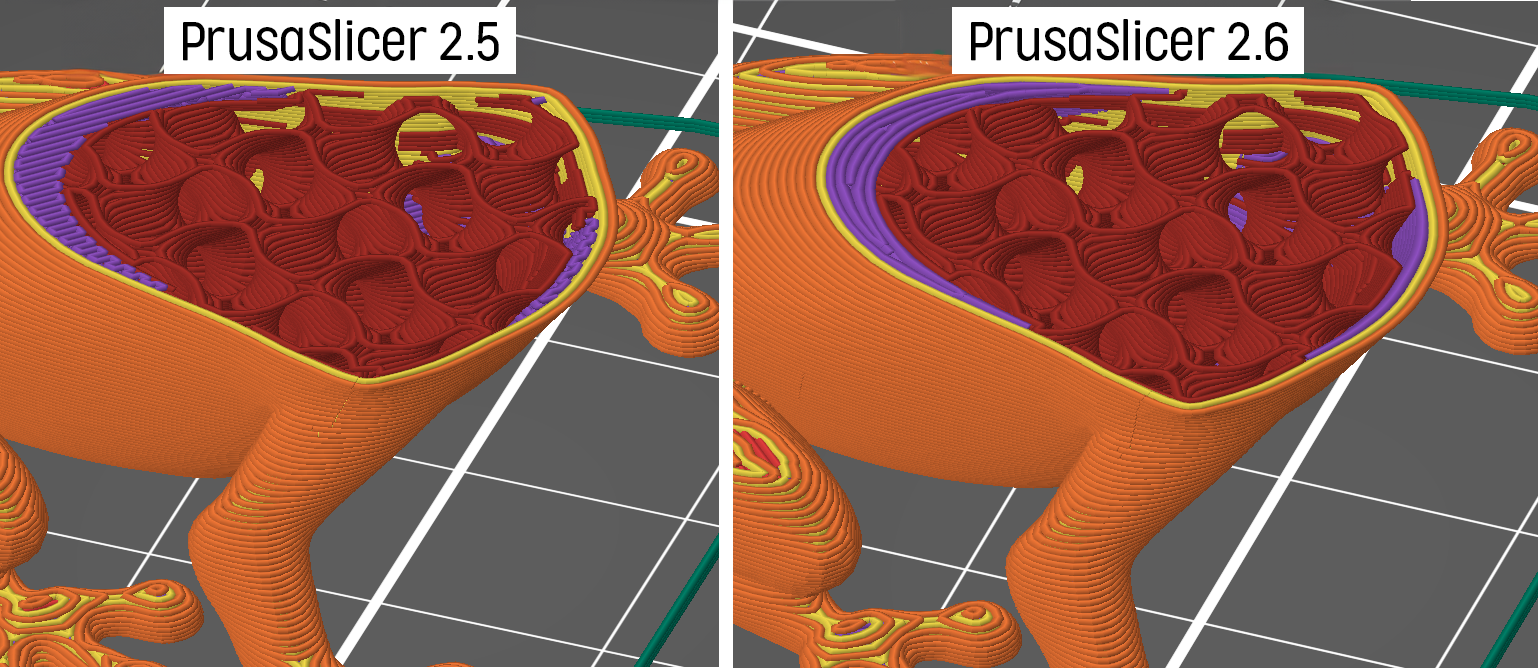
Automatické ukotvení výplně mostu
PrusaSlicer nyní detekuje oblasti, kde vnitřní mosty vyžadují ukotvení k perimetrům, a zlepšuje to přidáním extra linie dotýkající se perimetrů v předchozí vrstvě. Toto přidání poskytuje podporu a zvyšuje strukturální stabilitu mostů.
 Také jsme vylepšili ukotvení vnitřních mostů při použití výplně Lightning pomocí jejího rozšíření.
Také jsme vylepšili ukotvení vnitřních mostů při použití výplně Lightning pomocí jejího rozšíření.
Vylepšený algoritmus prevence příliš tenkých stěn
Problém a jeho historie jsou následující: Při tisku šikmých ploch se reálná tloušťka stěny přirozeně zmenšuje. Pokud je sklon velmi strmý, tento efekt může dokonce vytvářet ve stěnách díry. Původní Slic3r používal k prevenci těchto mezer klasickou výplň, PrusaSlicer přidal extra logiku pro zajištění vertikální tloušťky stěny, aby nebyla nikdy tenčí než čistě kolmá stěna. 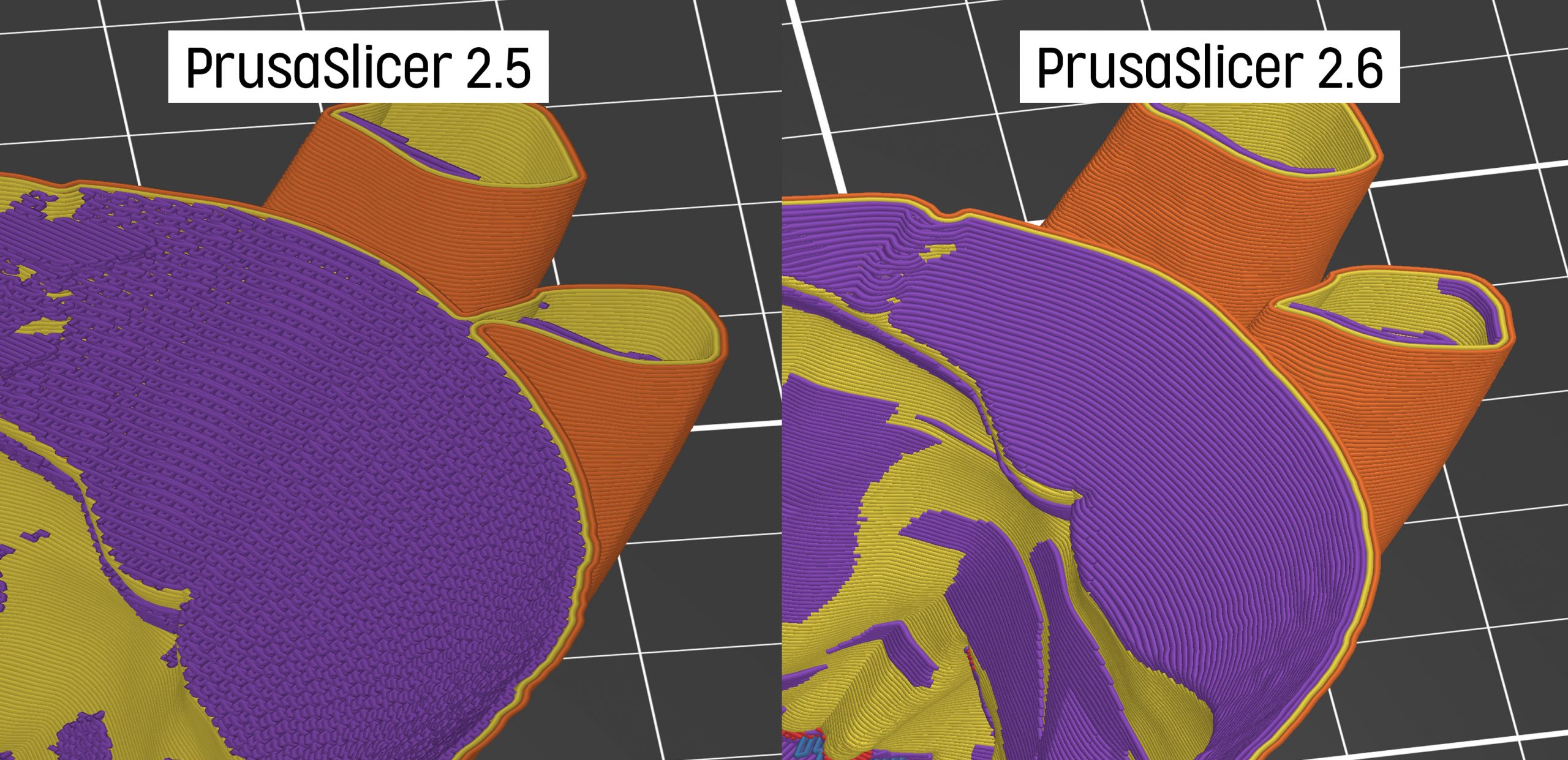 Začínaje touto verzí, PrusaSlicer automaticky detekuje oblasti, kde jsou linky výplně velmi krátké (což způsobuje vibrace a artefakty na povrchu v blízkosti převisů) a místo toho vyplňuje oblasti koncentrickou výplní. Výpočet oblastí je také přepracován, takže materiál je přidán pouze tam, kde je skutečně potřeba. Nový algoritmus implementovaný v PrusaSliceru 2.6 je výrazně lepší než kterýkoli ze dvou starých algoritmů, takže jsme úplně odstranili přepínač „Zajištění vertikální tloušťky stěny“. Modely s větším množstvím šikmých ploch, které byly naslicovány pomocí nového algoritmu v PrusaSliceru 2.6, často dosahují o 10-15% kratší tiskové časy bez jakéhokoli kompromisu v kvalitě tisku.
Začínaje touto verzí, PrusaSlicer automaticky detekuje oblasti, kde jsou linky výplně velmi krátké (což způsobuje vibrace a artefakty na povrchu v blízkosti převisů) a místo toho vyplňuje oblasti koncentrickou výplní. Výpočet oblastí je také přepracován, takže materiál je přidán pouze tam, kde je skutečně potřeba. Nový algoritmus implementovaný v PrusaSliceru 2.6 je výrazně lepší než kterýkoli ze dvou starých algoritmů, takže jsme úplně odstranili přepínač „Zajištění vertikální tloušťky stěny“. Modely s větším množstvím šikmých ploch, které byly naslicovány pomocí nového algoritmu v PrusaSliceru 2.6, často dosahují o 10-15% kratší tiskové časy bez jakéhokoli kompromisu v kvalitě tisku.
Vyhýbání se zkrouceným převisům
Extrudovaný filament poblíž strmých převisů má tendenci se zvedat. Pokud tryska přejíždí přes tyto oblasti vysokou rychlostí a narazí do tisku (pokud je zvedání vyšší než Z lift), může to vést k přeskočeným krokům nebo k odlomení části tisku. Nová funkce „Vyhnout se zkrouceným převisům“ využívá náš algoritmus pro odhad kvality extruze, který přihlíží hlavně k jeho křivosti a překryvům s předchozí vrstvou. Z těchto dat odvodíme možné kroucení filamentu (plus potřebu podpěr a dynamického zpomalení převisů). Poté funkce naplánuje přejezdy tiskové hlavy tak, aby se vyhlo oblastem s vysokou pravděpodobností zkrouceného převisu.
Exportování STL s odečtenými negativními objemy
Funkce ‚Exportovat jako STL/OBJ‘ je nyní schopna odečítat negativní objemy. Upozorňujeme, že algoritmus může selhat na ne-manifoldních geometriích (např. těch, které obsahují sebeprotínání atd). V tomto případě je uživatel upozorněn a jsou exportovány pouze kladné objemy.
Více-nástrojové / více-extruderové slicování
Přiřazení tiskových hlav k různým částem tisku
Pokud používáte tiskárnu s více tiskovými hlavami nebo extrudery, nyní můžete vybrat, který extruder by měl být vybrán pro tisk:
- Perimeterů
- Výplně
- Plné výplně
- Podpěr
- Perimetrů čisticí věže
Teplota při nečinosti
Uživatelé nyní mohou nastavit nečinnou teplotu pro nástroje, které nejsou po delší dobu používány. Tím se zabrání jak vytékání filamentu z trysky, tak degradaci polymeru uvnitř trysky.
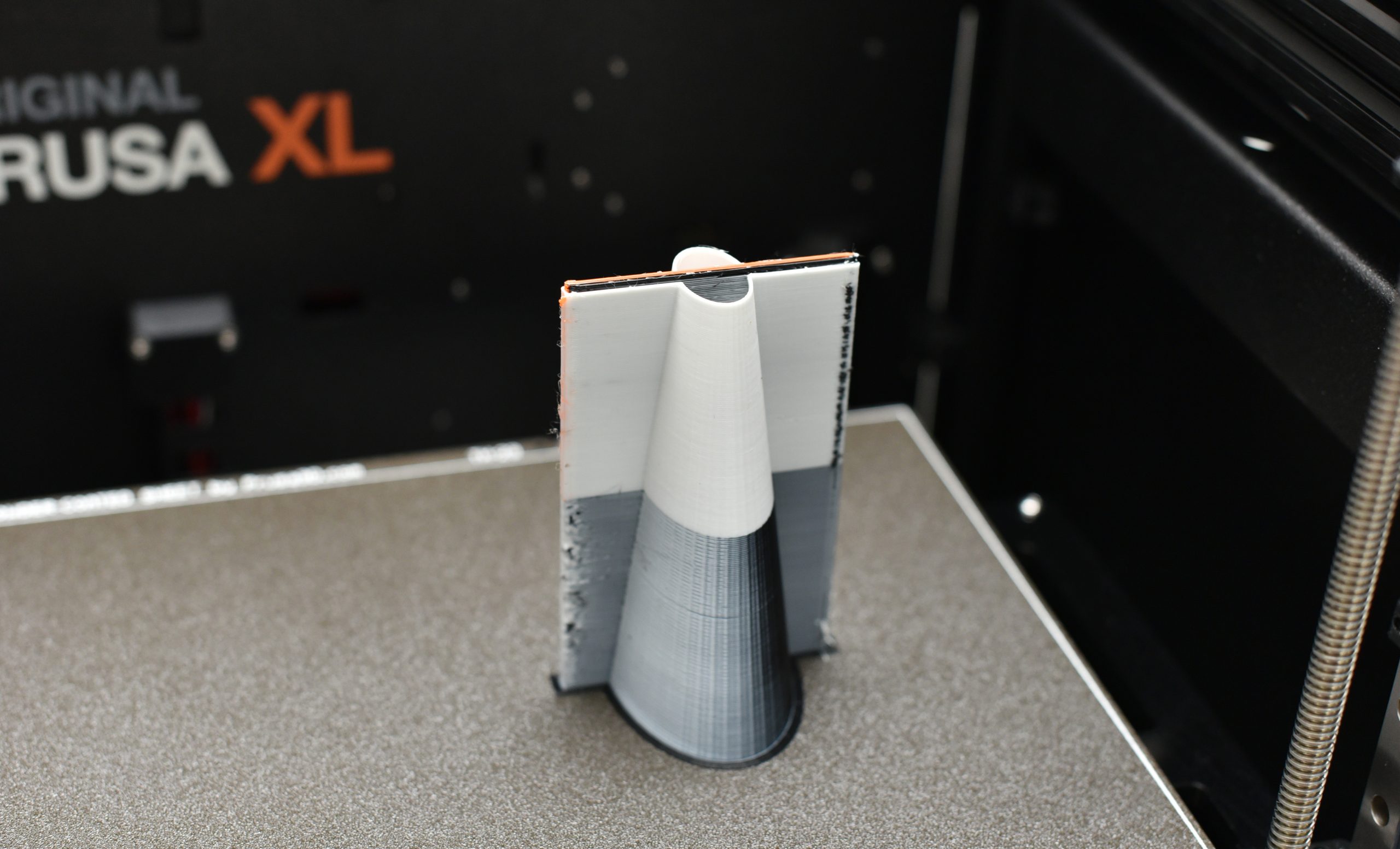
Stabilizační kužel
Čisticí věž může být nově vytisknuta s „stabilizačním kuželem“, který ji brání v převrácení. Tato funkce je obzvláště užitečná, když má čisticí věž velmi malý půdorys, ale může dosáhnout velkých výšek, jako je tomu u Original Prusa XL. Úhel vrcholu kužele lze nastavit v Nastavení tisku – Více extruderů – Čisticí věž. Nastavením hodnoty na nulu kužel deaktivuje.
Import jedním kliknutím z Printables.com
Nová funkce pro stahování umožňuje uživateli snadno otevřít modely z Printables.com. Kliknutím na logo PrusaSliceru na Printables.com se otevře nová instance PrusaSliceru a vybraný model bude uložen do dočasné složky.
Šablony profilů pro filamenty
Přidali jsme další profil, který definuje většinu běžně používaných materiálů od různých výrobců. Je možné je použít s jakoukoli 3D tiskárnou. Tyto univerzální šablony, vytvořené s tiskárnami Original Prusa, nebudou samozřejmě fungovat zdaleka tak dobře jako profily vyladěné pro konkrétní model tiskárny. Nedoporučujeme s těmito profily přímo tisknout. Ale slouží jako skvělý výchozí bod, pokud vytváříte nové profily pro různé filamenty pro váš model tiskárny (pokud již není zabudován v PrusaSliceru).
Monotonní linky
Nová výplň Monotonní linky je velmi podobná klasické Monotonní, s tím rozdílem, že sousední linky nejsou spojeny. To umožňuje menší překryv perimetrů/výplně a vede k lepšímu vyplnění vrchní/dolní vrstvy, menšímu přeextrudování a lepší přesnosti.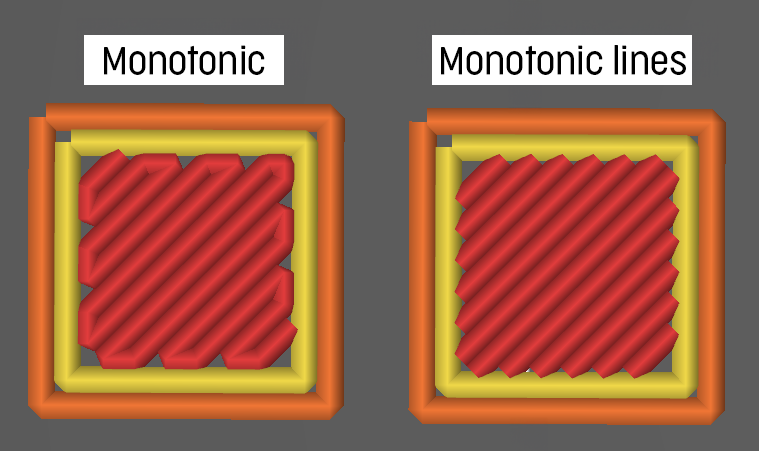
Nové experimentální podpěry pro SLA
PrusaSlicer nyní nabízí novou, experimentální metodu generování podpěr i pro SLA tisk. Vytváří podobné stromové struktury, jako Organické podpěry pro FDM tisk. Tento přístup je inspirován článkem „Clever Support: Efficient Support Structure Generation for Digital Fabrication“. Toto nové nastavené podpěr nazýváme „Větvení“ abychom ho odlišili od předchozí, stále dostupné metody. Největší předností těchto nových podpěr je jejich efektivita v ušetření tiskového materiálu. Také jejich schopnost lépe se vyhnout samotnému modelu je výrazným vylepšením oproti původním podpěrám.
Přidávání nových profilů tiskáren
Soubory s profily tiskáren od různých výrobců (.idx) se nyní stahují jako jeden zip soubor. To umožňuje několik změn – nové tiskárny a nové výrobce lze přidat bez nutnosti vydat celou novou verzi k PrusaSliceru. Soubory, jako jsou miniatury tiskáren nebo modely podložek, lze také aktualizovat bez nutnosti vydání nové verze PrusaSliceru.
Další nové funkce
- Náhledy G-codu lze nyní exportovat ve formátech JPG a QOI
- Vydutění v SLA módu je nyní až 10x rychlejší
- Odhad času pro SLA tisky je pro Original Prusa SL1S Speed přesnější
- Nové a aktualizované profily tiskáren třetích stran
- Funkce ‚Uspořádat‘ a ‚Vyplnit tiskovou plochu instancemi‘ nyní zohledňují okraj a lem
- Podpora firmwaru Klipper je nyní intuitivnější
- Otevírání souborů 3MF nyní nabízí možnost importovat pouze geometrii
- Nový typ připojení „PrusaConnect“ s předvyplněnou URL
- Nově je možné nastavit akceleraci samostatně pro vnější perimetry, plnou výplň a horní plnou výplň
- ‚Nastavit počet instancí‘ nyní funguje i při výběru více objektů
Dokumentace PrusaSliceru průběžně aktualizujeme, aby odrážela změny v této verzi. Pokud si chcete přečíst úplný seznam změn, pročtěte si changelogy na našem GitHubu. Máme ve vývoji řadu funkcí, které se už do verze 2.6 nevešly. Pravděpodobně je představíme v menší aktualizaci 2.6.1. Jako vždy, pokud máte jakékoliv otázky nebo návrhy na zlepšení, neváhejte je s námi sdílet. Tisku zdar!
Dobrý den,
zakoukal jsem se do nového nástroje „Vkládání textů“. Rád bych jej využil na označení výtisků výrobními čísly, jak sami navrhujete.
Neuvažovali jste o nějaké jednoduché možnosti vložení rozdílných (ideálně nějak automaticky inkrementovaných) čísel na jednotlivé instance?
Já jich totiž potřebuji tisknout cca pár desítek v jednom tisku a v této podobě (stejné znaky na všechny instance) je to pro mne nepoužitelné, což je škoda:-(
Naopak při autoinkrementaci by to byla naprostá bomba! Aktuálně to musím řešit laserovou gravírkou na hotové výtisky, což je relativně náročné a ne tak hezké.
Předem díky za odpověď a držím palce při dalším rozvoji 3D tisku!
Jiří D.
Dobry den,
Zatim jsem nezaznamenal (nebo Prusaslicer neumi?) funkci ADAPTIVNÍ VÝŠKA VRSTVY. Funkce umí snížit výšku vrstvy na mírně skloněných plochách nebo dlouhých ohybech, kde je povrch ve výsledku mnohem hladší, ale jinde tisk probíhá rychleji, podle výchozího nastavení výšky vrstvy. Viz Simplify3D, kde fungje bezvadně (Adaptive layer height automatically optimizes the layer height based on the model topology to improve build times without sacrificing print quality).
Uvažuje se o něčem podobném i v Prusasliceru?
Martin S.
Ahoj, ve 3D editoru by jsi to měl najít v horní liště pod názvem – Variabilní výška vrstvy (ikonka s horizontálníma čárkama). Musíš si to ovšem naklikat sám. Pokud jsi myslel toto…
Při vložení pauzy v tisku (M601) se po „pokračovat“ ukáže hláška „zahřívání“, ale požadované teploty (za lomítkem) jsou nulové, takže obě teploty jdou dolů a tím tisk končí.
(MK2)
Při dalším slicování bylo vše OK. Ještě tedy prověřím, co bylo příčinou.