






PrusaSlicer 2.6 está aquí y trae muchas mejoras enormes, no sólo en la experiencia general del usuario y mediante la introducción de varias herramientas nuevas, sino también mediante el perfeccionamiento del corazón de nuestro software, la generación de código G.
Las mejoras en la generación del código G suelen traducirse en tiempos de impresión más rápidos, repercuten positivamente en la calidad de impresión y en la fiabilidad de tus impresiones. Hemos escuchado atentamente los comentarios y hemos intentado atender las peticiones más comunes de funciones nuevas o mejoradas. Antes de entrar en detalles, he aquí un resumen de las novedades:
- Soportes orgánicos
- Pintado automático de soportes FDM y comprobador de impresión
- Herramienta de texto en relieve
- Herramienta de corte mejorada
- Herramienta de medición
- Velocidad dinámica del voladizo
- Anclaje automático del relleno de puentes
- Mejorado el Garantizar el grosor de la carcasa vertical
- Mejoras en el laminado multiherramienta
Soportes Orgánicos
Hasta ahora, PrusaSlicer utilizaba un enfoque basado en cuadrículas 2D para generar soportes. Aunque este método ofrecía resultados decentes en muchas situaciones, tenía sus limitaciones. Los soportes a menudo consumían bastante filamento, tardaban mucho tiempo en imprimirse, acababan en espacios de los que era difícil sacarlos y dejaban marcas visibles en el modelo al quitarlos. Sobre todo cuando los ajustes no estaban bien afinados. Hemos mejorado algunos de estos inconvenientes mediante la introducción de los soportes «Snug» en PrusaSlicer 2.4, pero siguen siendo sólo una versión mejorada del antiguo enfoque.

Un enfoque alternativo, en el que fueron pioneros varios programas de modelado 3D y laminadores, son los «soportes en árbol», estructuras de soporte diseñadas para ahorrar material y tiempo de impresión en la medida de lo posible. Se generan ramas de soportes que se expanden gradualmente donde es necesario y las áreas de contacto con el modelo se limitan al mínimo necesario. Implementamos por primera vez estos soportes para el laminado SLA en PrusaSlicer 2.0 (2019) y recibimos muchos comentarios desde entonces para llevarlos también al laminado FDM. Desafortunadamente, después de algunas pruebas, quedó claro que una simple modificación de la implementación existente no era compatible con las impresoras 3D FDM. En esta versión, presentamos nuestra implementación significativamente mejorada de los soportes de árbol, que hemos decidido llamar ‘Soportes orgánicos‘. Elegimos un nuevo nombre para nuestros soportes debido a su forma claramente lisa y a varias diferencias en su comportamiento. Nuestra implementación es una evolución de los soportes de árbol de Thomas Rahm, que son soportes de árbol significativamente mejorados originalmente de Cura. Nos gustaría dar las gracias a Ultimaker Cura y Thomas Rahm por el esfuerzo que han invertido en el problema.
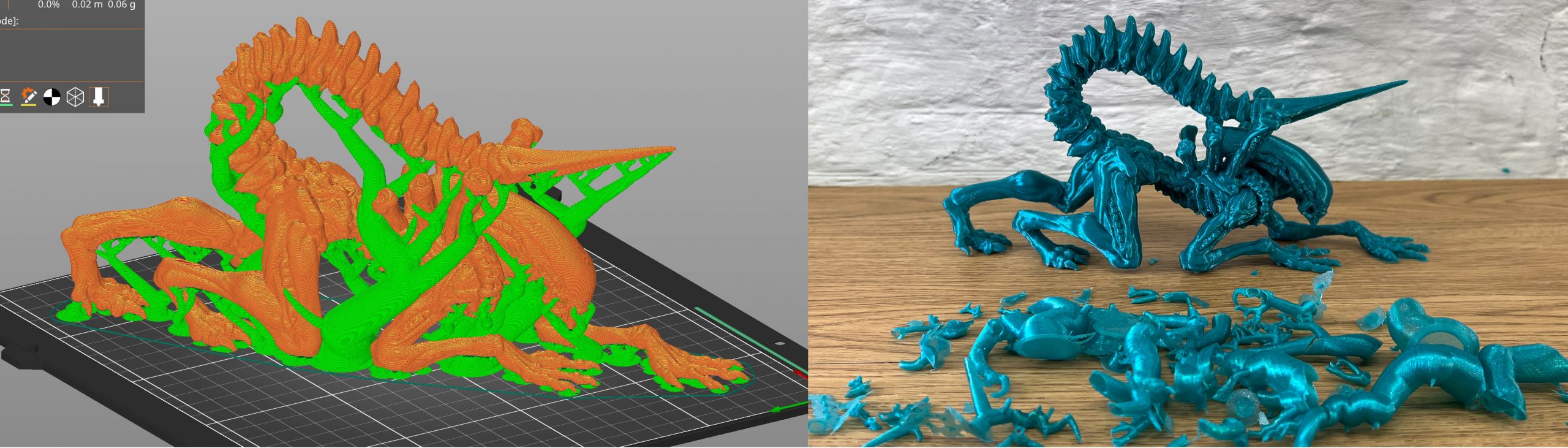

Alien – Xenomorph – Full Figure – 25 CM, modelo de Printed Obsession, impreso por Filament Frenzy
A diferencia de la implementación habitual hasta ahora de los soportes en árbol, los soportes orgánicos son muy diferentes. Las ramas son más inteligentes y las hemos hecho más rectas (más cortas), más suaves y más estables. Se garantiza que la sección transversal perpendicular al eje de la rama sea circular, y el algoritmo utiliza automáticamente muros perimetrales dobles para los árboles cuando es necesario (esto es configurable). Los soportes orgánicos son fácilmente retirables, no marcan la superficie, y son rápidos y baratos de imprimir. De nuestras pruebas alfa/beta internas y externas, hemos visto que la adición de los soportes Orgánicos cambia la forma de pensar sobre la impresión 3D FDM e incluso el modelado 3D. Los modelos ahora se pueden imprimir en orientaciones que antes eran impensables (reflejando las capacidades de impresión SLA) y los soportes, incluso para las formas más complejas, suelen ser fáciles de quitar.
Los soportes orgánicos pueden reforzarse o bloquearse manualmente mediante la herramienta de pintado de soportes. Esto nos lleva a otra característica clave en PrusaSlicer 2.6.
Pintado automático de soportes FDM y comprobador de impresión
Durante mucho tiempo, PrusaSlicer permitió pintar manualmente las áreas que requerían soportes. Esta es una característica muy elogiada que permite al usuario personalizar los soportes de forma rápida y sencilla. Como parte de un gran esfuerzo para crear soportes más inteligentes, la herramienta de pintado de soportes FDM contiene ahora una opción para el pintado automático de los refuerzos de soporte en el modelo.
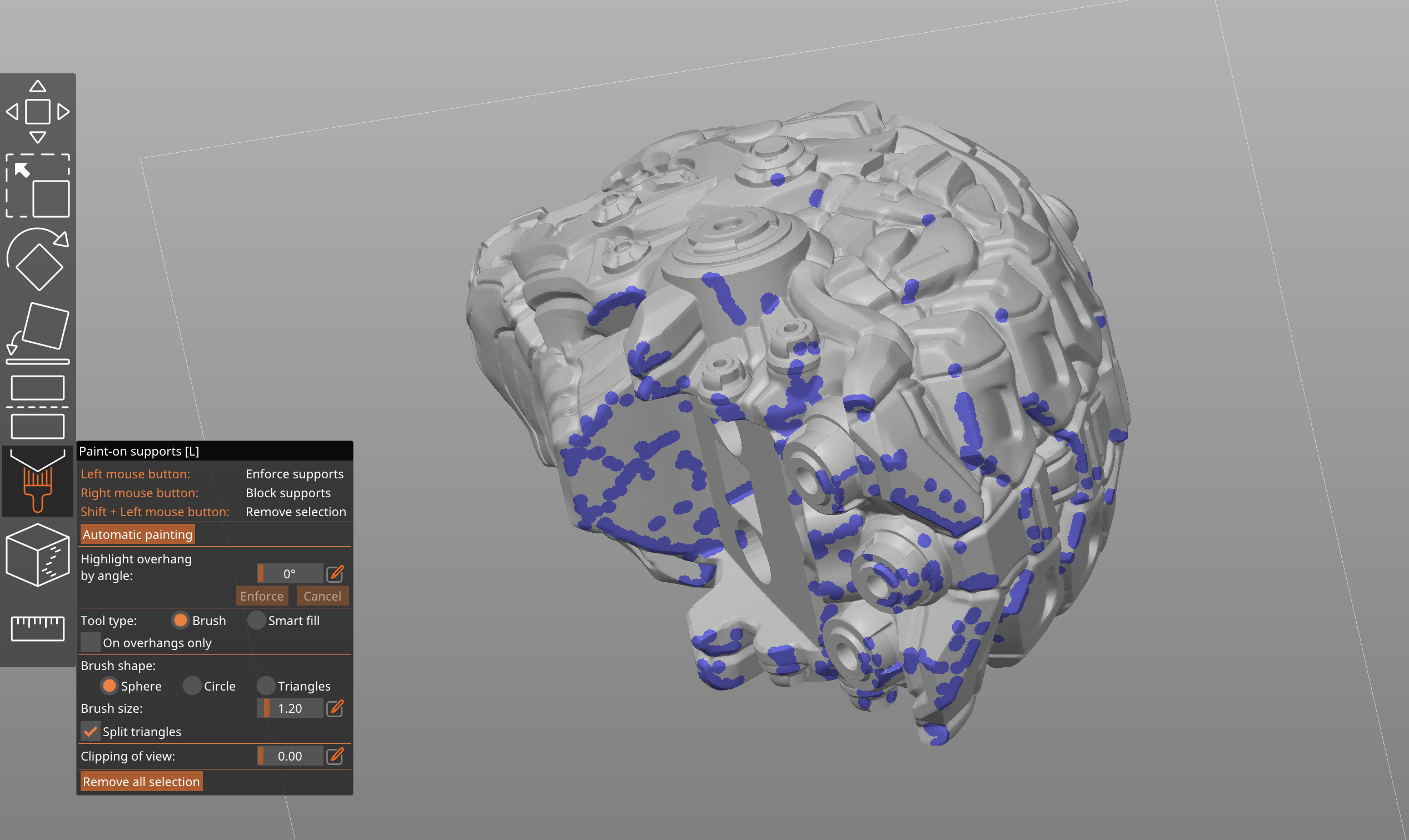
Nuestro algoritmo de última generación que impulsa esta herramienta inspecciona la impresión extrusión por extrusión, teniendo en cuenta multitud de factores como el centro de masa, el peso de la pieza soportada, el movimiento de la base, la posible colisión del extrusor, la adherencia de la base, el material y los puentes. El resultado es una colocación más eficiente de los soportes. Por ejemplo, los puentes se apoyan sólo en pilares espaciados regularmente en lugar de en toda su longitud.
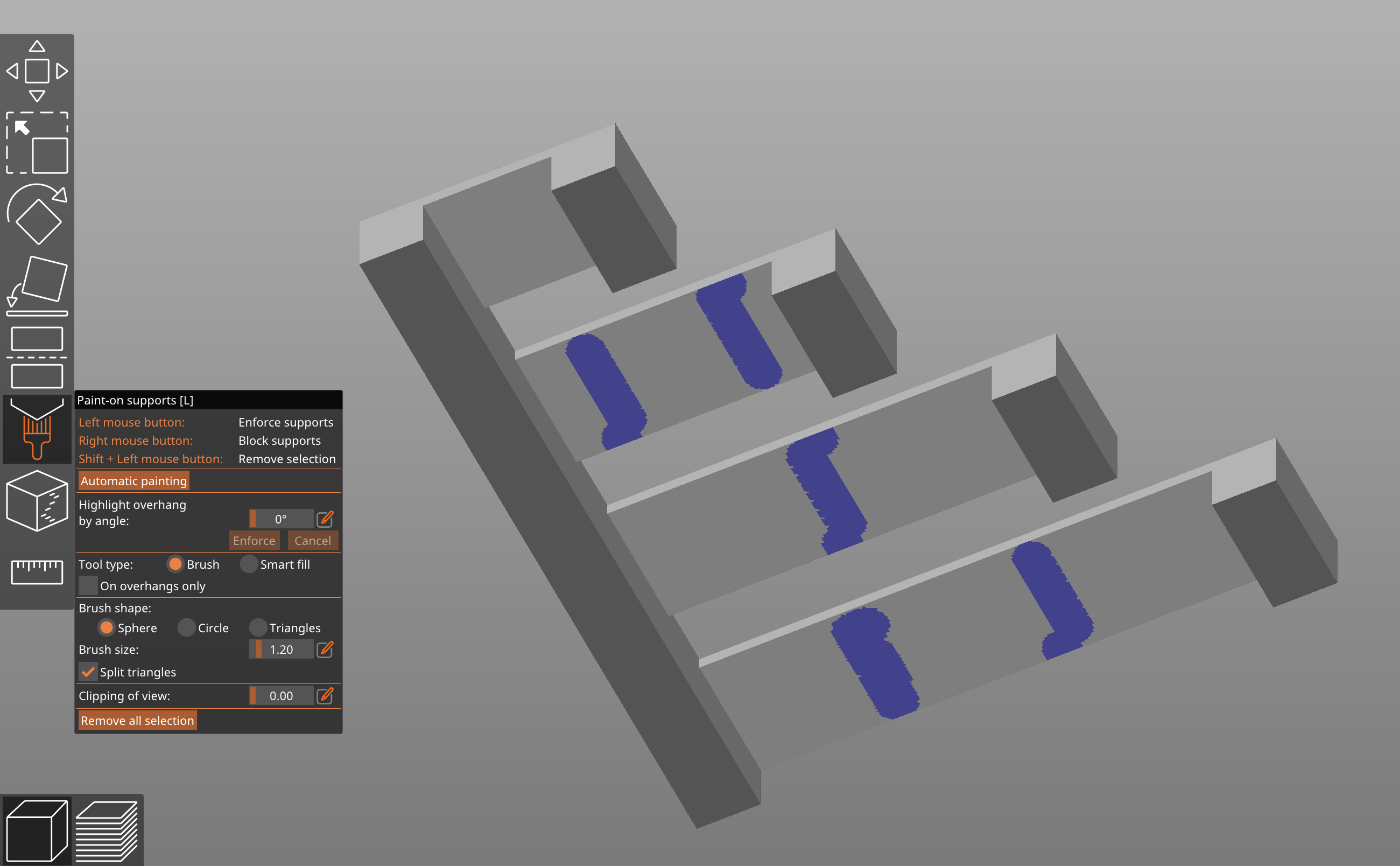
La herramienta también se activa automáticamente durante el laminado, para avisarte si una impresión necesita soportes. Dado que los usuarios expertos pueden encontrar esta advertencia molesta, puede desactivarse en las preferencias. Ten en cuenta que cuando simplemente activa “Soportes en todos los sitios”, este nuevo algoritmo no se utiliza actualmente para la generación de soportes. Tienes que abrir la herramienta Pintar sobre soportes y utilizar Pintado automático, luego seleccionar soportes “Solo para forzado de soportes”.
Herramienta de texto en relieve
La nueva herramienta de Texto permite insertar, manipular y editar texto como un objeto 3D. Es una forma cómoda de personalizar modelos y añadir elementos como notas, rótulos o números de serie directamente en el laminador.
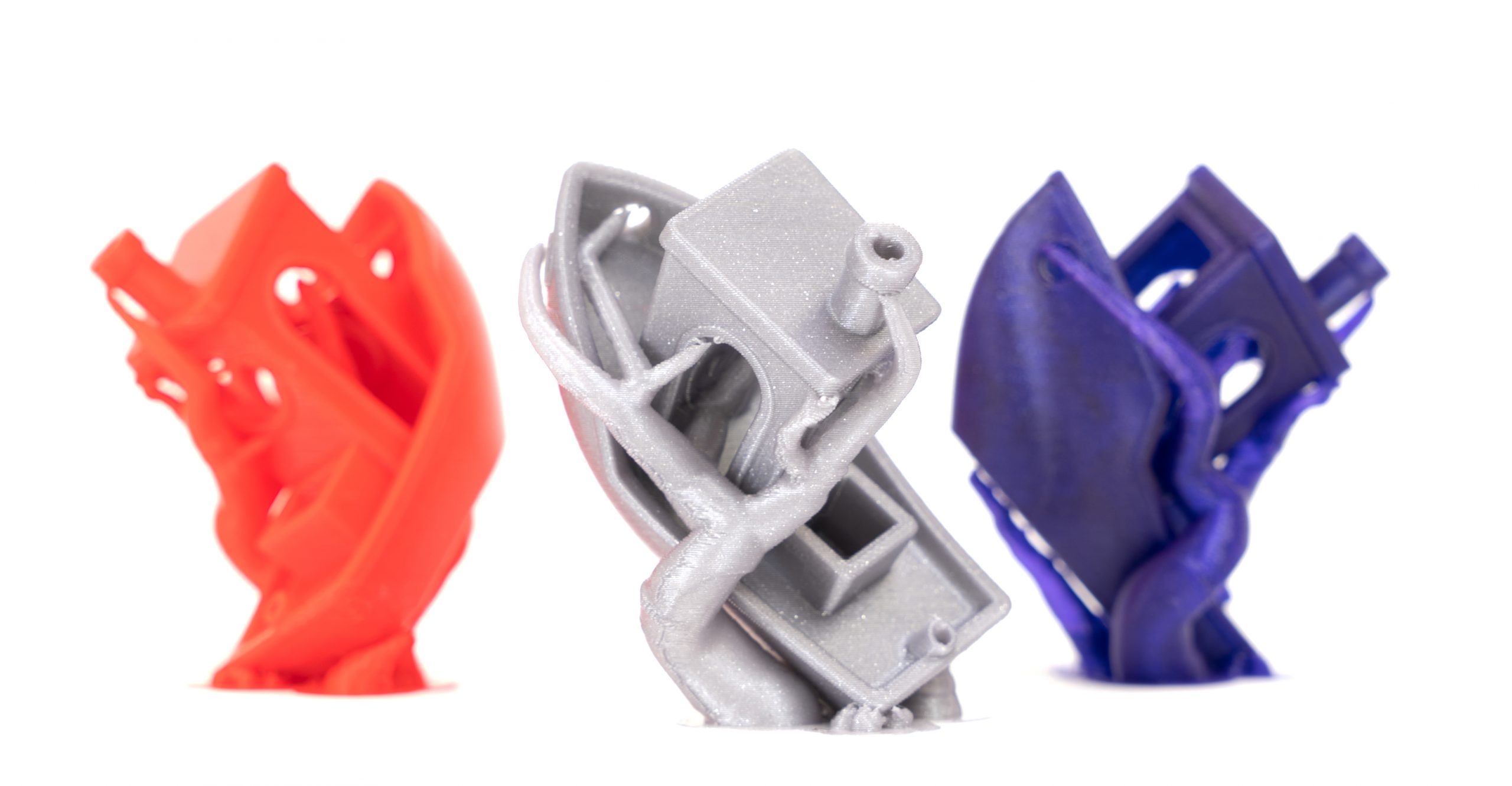
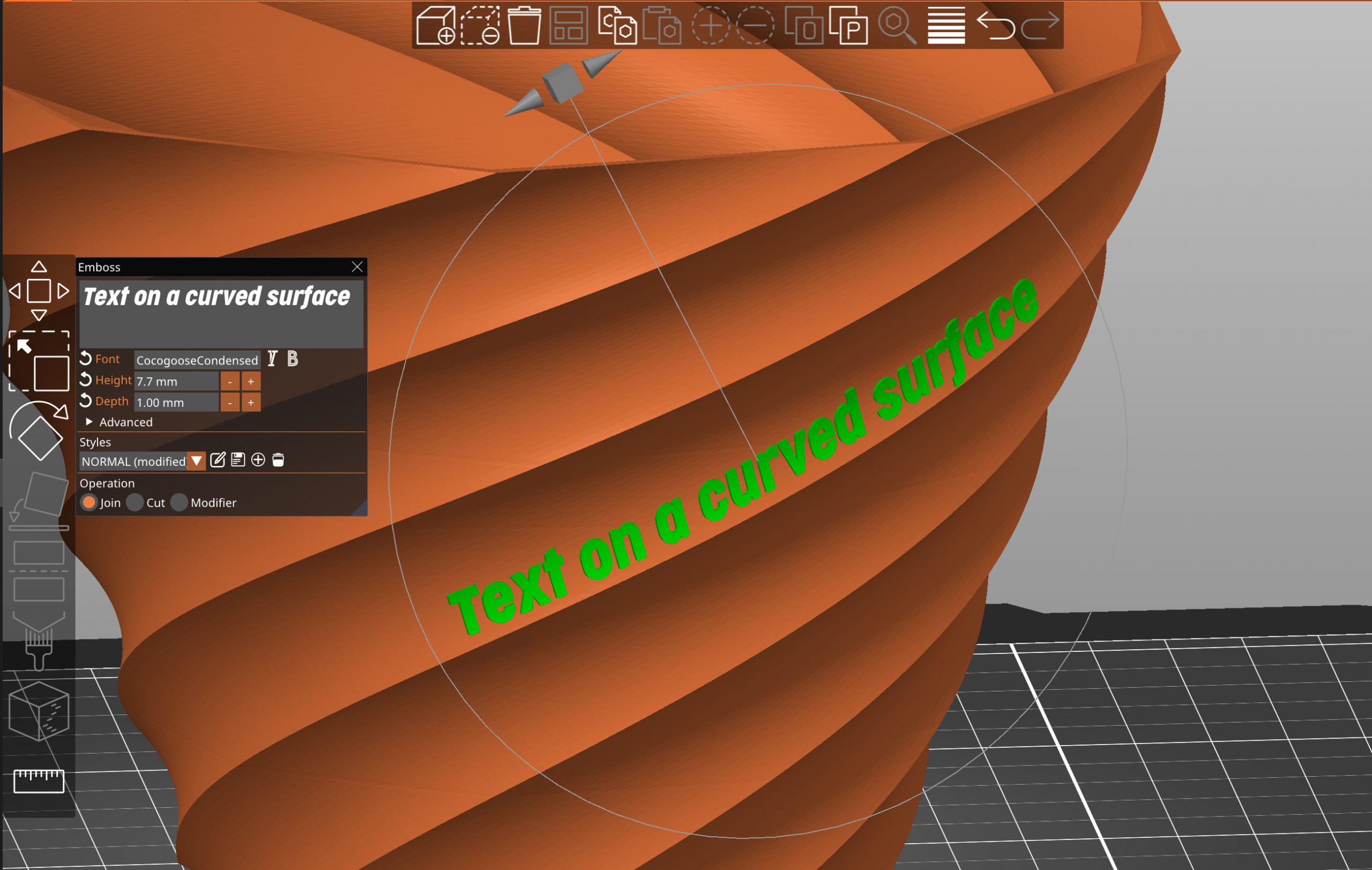 Modelo – 9 Sided Twisted Planter de DubMFG
Modelo – 9 Sided Twisted Planter de DubMFG
Para los textos puede activarse la negrita, quitarla o incluso utilizarse como modificadores. Sin embargo, ¡lo que realmente cambia las reglas del juego es la posibilidad de hacer que el texto siga superficies curvas con un solo clic! Para cambiar la posición del texto, basta con arrastrarlo sobre la superficie del objeto. El editor de texto importa automáticamente la biblioteca de fuentes instalada en tu dispositivo (deberían funcionar todas las fuentes TrueType). Incluso después de cerrar la herramienta Texto, el texto sigue siendo totalmente editable. Lo mismo ocurre al reabrir archivos de proyecto 3MF. También puedes crear y guardar estilos de texto para reutilizarlos en futuros proyectos.
Herramienta de Corte mejorada
La herramienta de corte planar ha estado disponible en PrusaSlicer durante mucho tiempo. Es útil para preprocesar modelos enormes que no caben en el volumen de construcción o que son demasiado complicados para imprimirlos en una sola pieza. Con esta versión, estamos ampliando su funcionalidad.
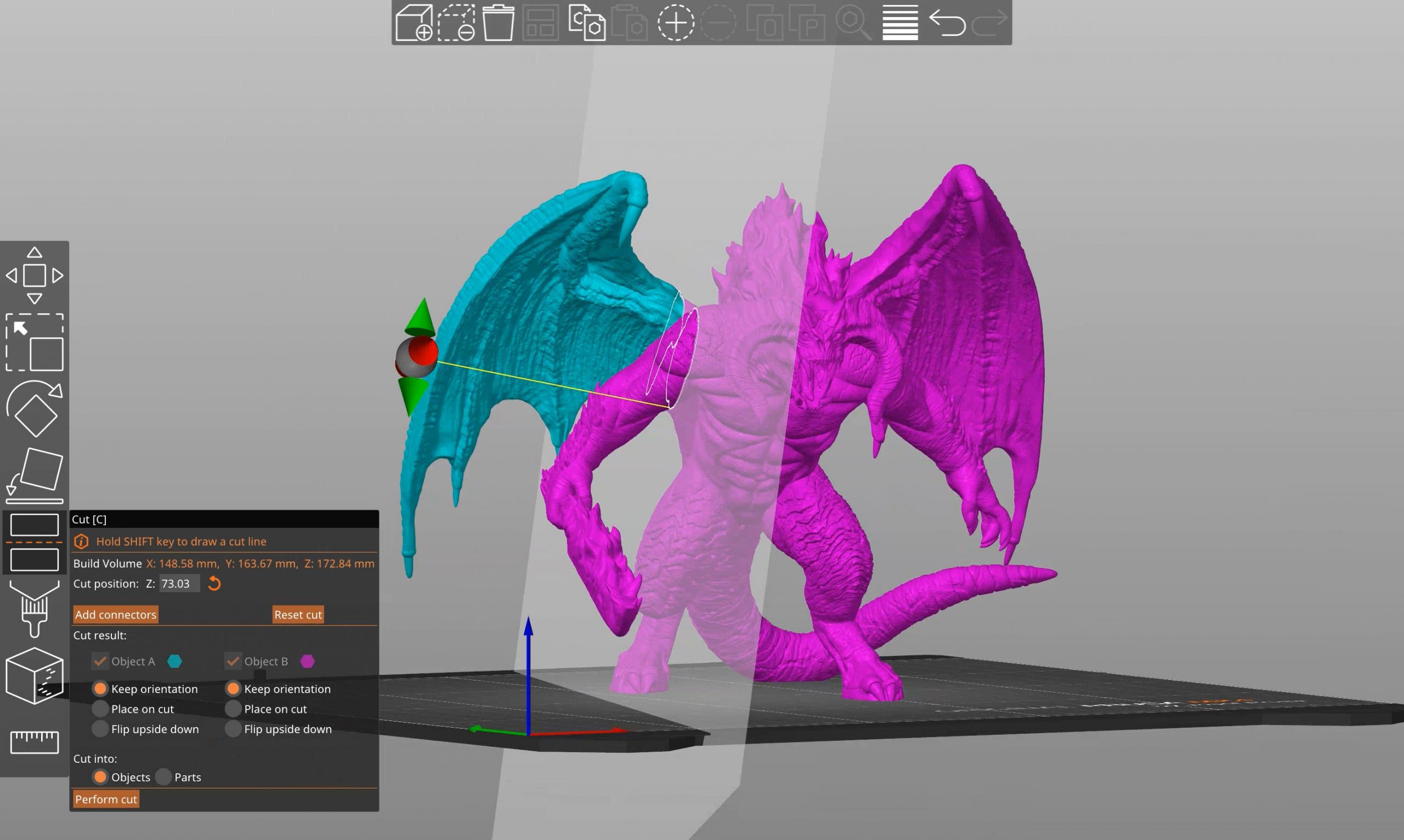 Modelo – Balrog Figure de Fotis Mint
Modelo – Balrog Figure de Fotis Mint
Puedes volver a cortar el modelo en cualquier ángulo. La definición del ángulo de corte preciso puede hacerse tanto mediante un artilugio 3D como simplemente dibujando un plano de corte arrastrando el botón izquierdo del ratón mientras se mantiene pulsada la tecla Mayús. Si el plano de corte corta el modelo en varias regiones diferentes, puedes seleccionar qué partes cortar y cuáles mantener conectadas haciendo clic con el botón derecho del ratón sobre ellas. Puedes seleccionar si la parte cortada debe colocarse en la cama con la superficie plana recién creada. También puede optar por mantener la alineación de las piezas, por ejemplo, para imprimir con una impresora multiherramienta.
Añadiendo conectores y clavijas
Entendemos lo importante que es ensamblar las piezas finales haciendo hincapié en la precisión y la sencillez. Por eso hemos añadido una opción para definir varios tipos de conectores. Puedes controlar la profundidad, el tamaño y las tolerancias de cada conector y del orificio negativo.
Herramientas de medición
La herramienta de medición es otra función largamente demandada por nuestra comunidad. Ahora puede medir fácilmente distancias entre vértices, aristas y planos. Sin embargo, la herramienta también cuenta con un algoritmo inteligente de detección de geometría que reconoce los círculos y sus diámetros, incluso en modelos con muy pocos polígonos.
Si seleccionas dos aristas, dos planos, o una arista y un plano, que no son paralelos, puedes medir el ángulo entre ellos. También puede medir la distancia entre los centros de dos orificios. Además de medir tamaños y ángulos, la herramienta también le ofrece una cómoda opción para escalar uniformemente objetos al tamaño deseado, sin tener que hacer ningún cálculo aparte.
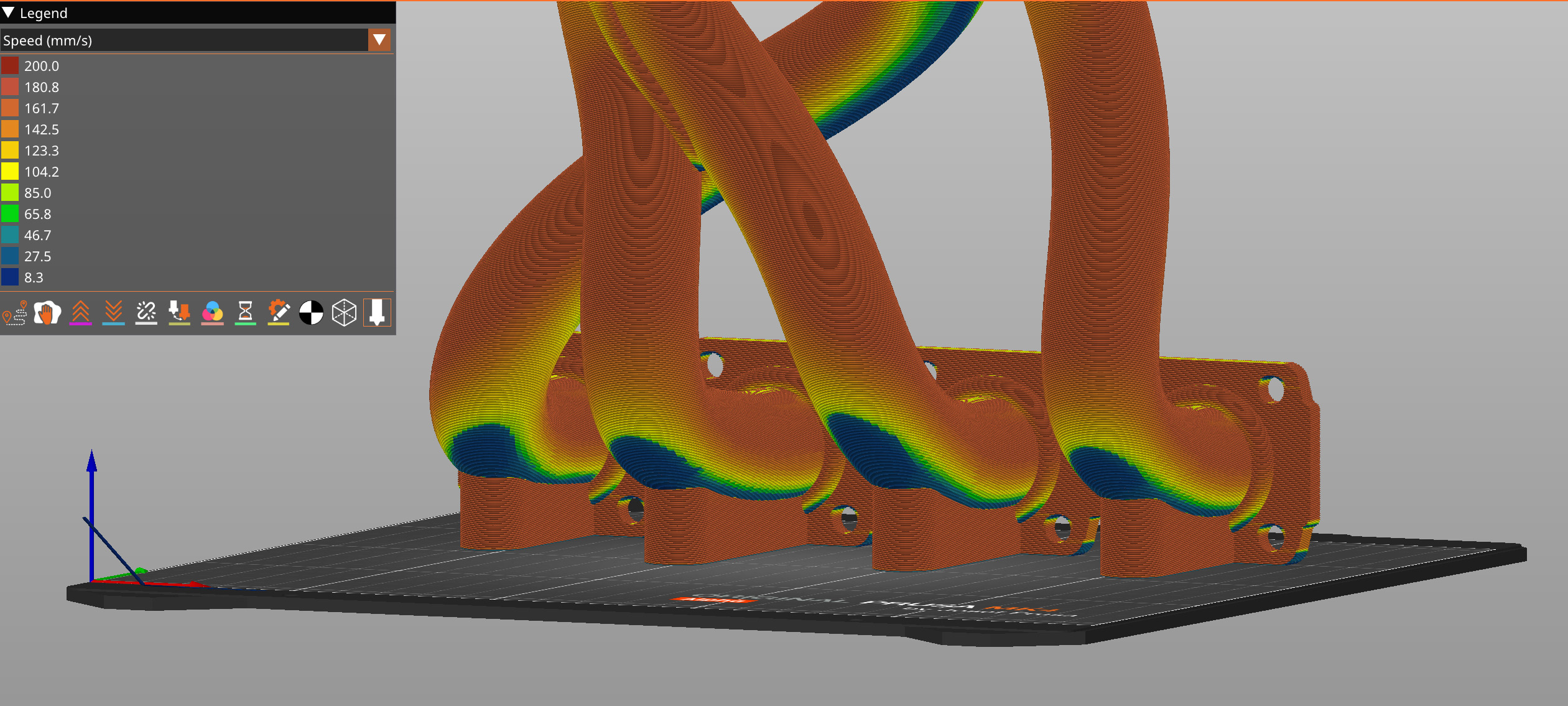
Velocidad dinámica de voladizos (y velocidad dinámica del ventilador en voladizos)
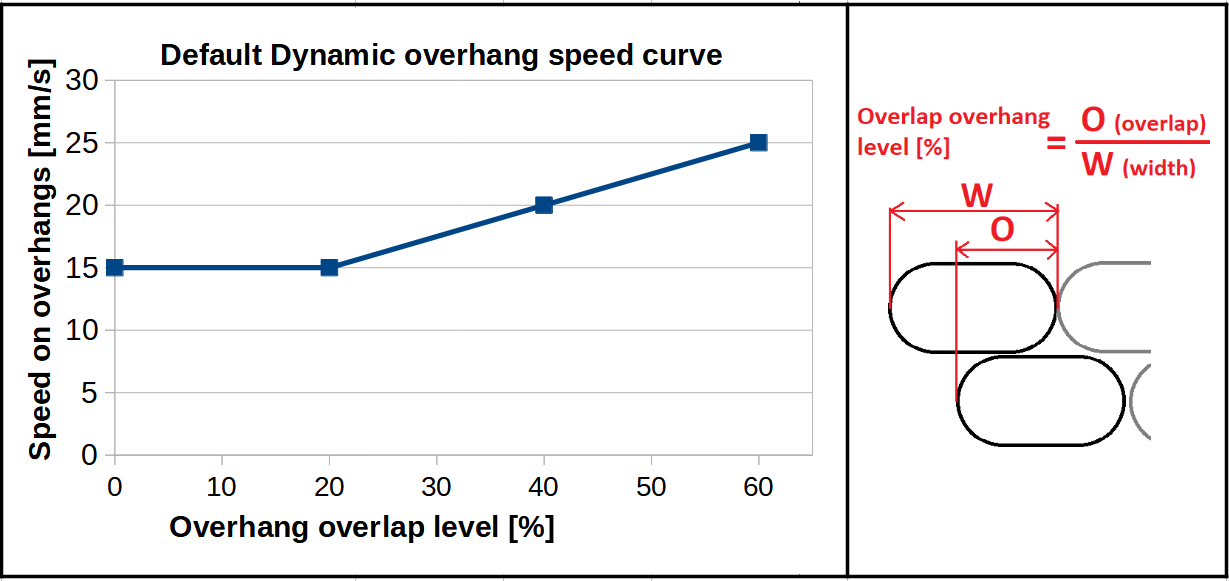
Esta es una característica que se nos ocurrió durante las pruebas de nuestro firmware Input Shaper para la MK4. Como su nombre indica, permite ralentizar la velocidad de impresión cuando se imprimen voladizos, lo que permite una mejor refrigeración cuando es necesario. El algoritmo calcula el solapamiento de la extrusión con la capa anterior y aplica la velocidad calculada a partir de la función de ralentización de salientes.
Los usuarios pueden controlar la forma de la función de ralentización del voladizo mediante cuatro puntos de entrada – cada punto tiene un valor de solapamiento de la extrusión expresado como porcentaje de la anchura total, y la velocidad deseada en dicho solapamiento. Las velocidades entre los puntos de control se calculan mediante interpolación lineal..
Del mismo modo, los usuarios pueden crear curvas de velocidad del ventilador personalizadas, de modo que los voladizos extremos obtengan una mayor refrigeración. Por supuesto, en el caso de algunos polímeros, una refrigeración excesiva afectará negativamente a las propiedades mecánicas.
Ampliación del relleno disperso
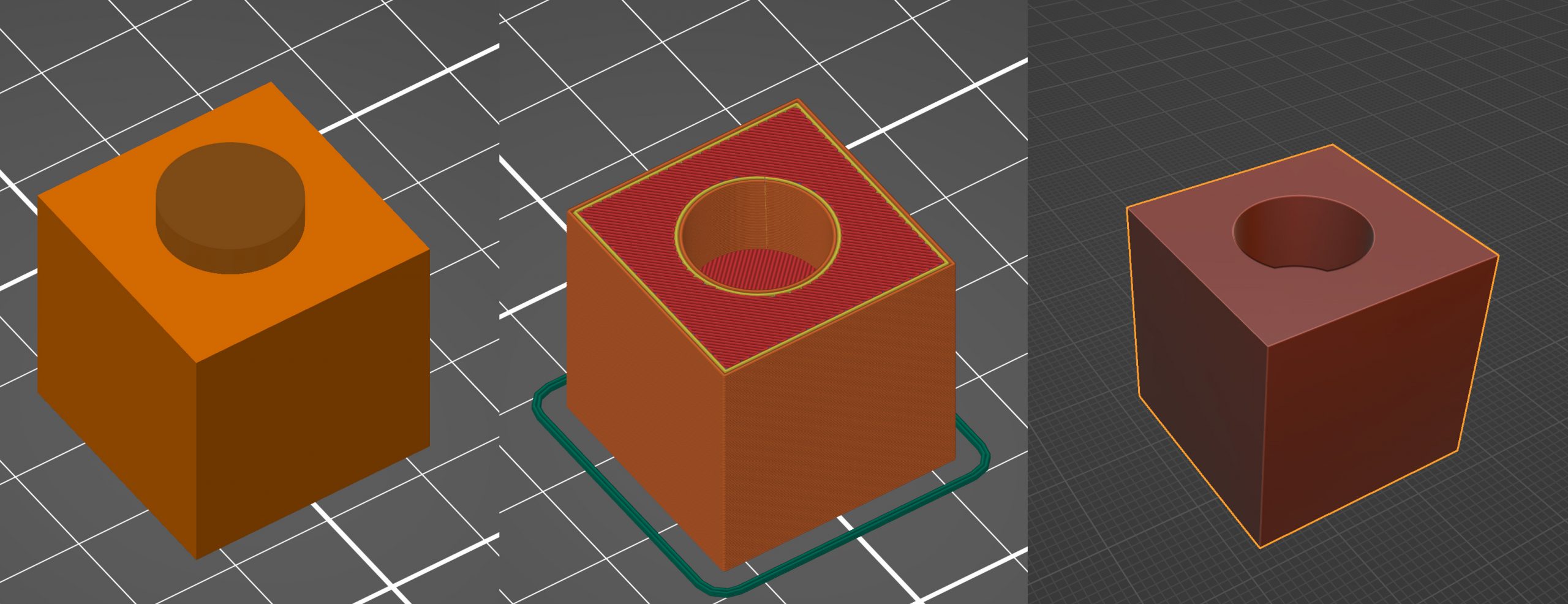
Un problema que se planteaba desde hacía tiempo era el de los puentes de relleno sólido impresos sobre relleno disperso. La forma de estas islas de relleno sólo estaba determinada por lo que había por encima, y las líneas de relleno a menudo no tenían un soporte adecuado, lo que provocaba extrusiones en el aire y, posiblemente, impresiones fallidas. PrusaSlicer ahora extiende las líneas del relleno de puente para que sus extremos se apoyen en el escaso relleno de la capa inferior. El relleno de puente ahora siempre utiliza ‘Puentes gruesos’. El nuevo algoritmo funciona para todos los tipos de relleno. La siguiente imagen de comparación muestra exactamente el mismo modelo (un cubo con un agujero avellanado en la cara superior).
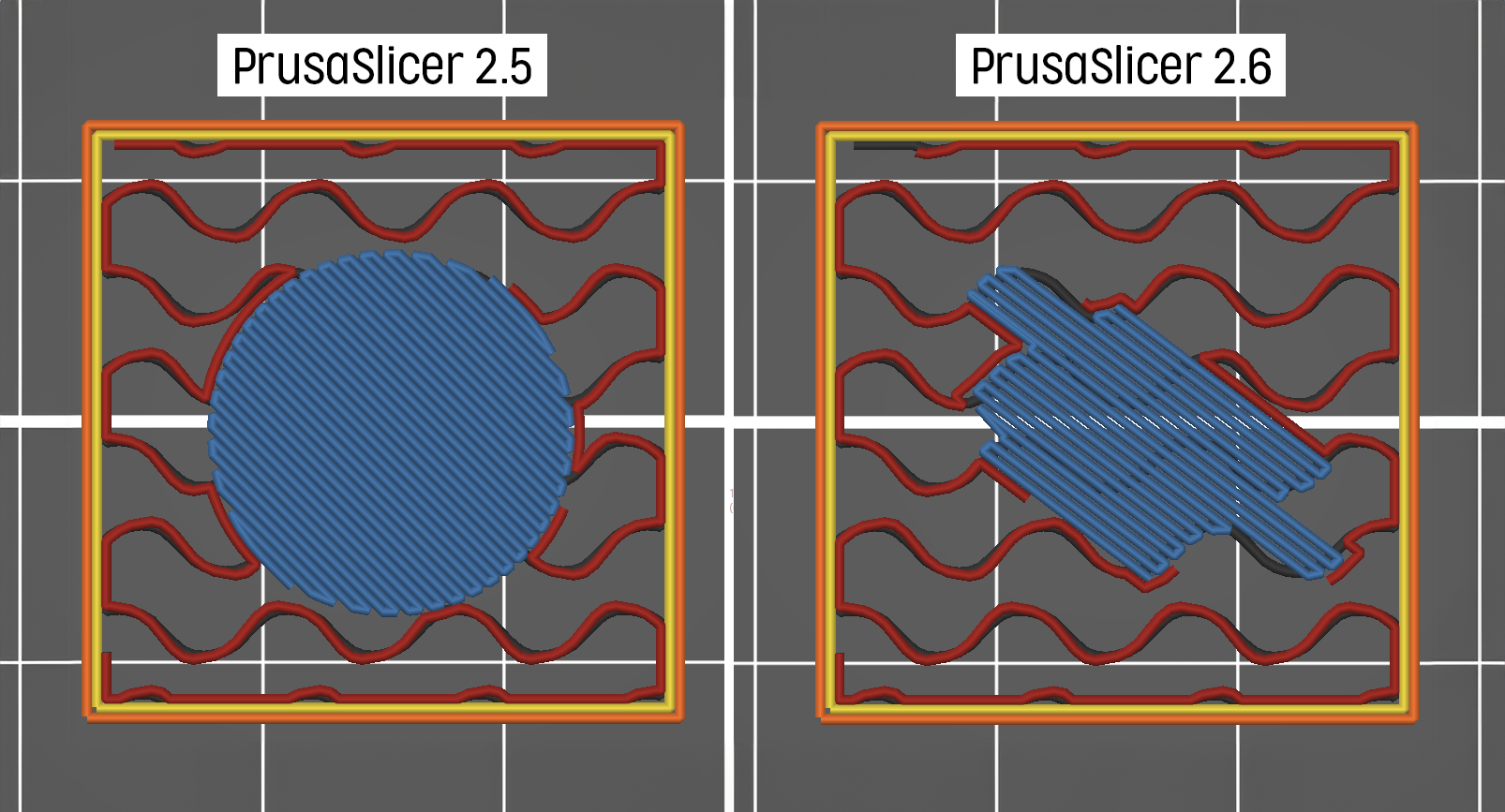
Este cambio permitió utilizar menos capas sólidas superiores, ya que incluso la primera capa superior es ahora mucho más fiable, y también permite disminuir la expansión de las capas puente. Esto ahorra mucho tiempo de impresión y consumo de material.
Anclaje automático de relleno de puentes
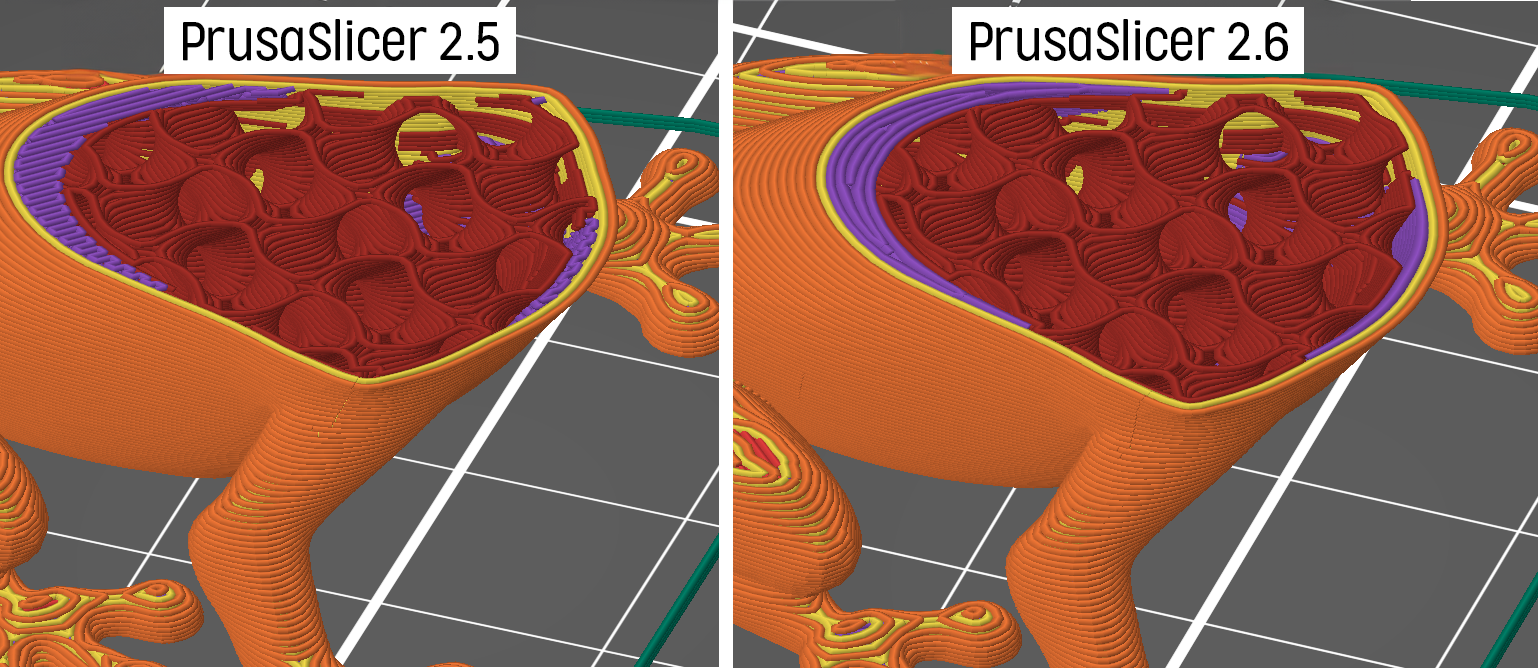
PrusaSlicer ahora detecta las áreas donde los puentes internos requieren anclaje a los perímetros y lo mejora añadiendo una línea extra que toca los perímetros en la capa anterior. Esta adición proporciona soporte y mejora la estabilidad estructural de los puentes.
También hemos mejorado el manejo de los puentes interiores cuando se utiliza el relleno Lightning. Expande el relleno Lightning alrededor de las superficies puenteadas, garantizando un mejor anclaje para un mayor número de puentes.
Mejorado el Asegurar el espesor de la carcasa vertical
El problema y su historia son los siguientes: Al imprimir superficies inclinadas, la pared resultante se vuelve más fina (por razones geométricas obvias). En el caso de que la pendiente sea muy pronunciada, este efecto puede llegar a producir agujeros en estas paredes. El Slic3r original aplicaba relleno rectilíneo para rellenar estos huecos, PrusaSlicer añadía una lógica extra para Asegurar el espesor de la carcasa vertical, que intentaba asegurar que la cáscara no fuera más delgada de lo que sería una pared vertical.
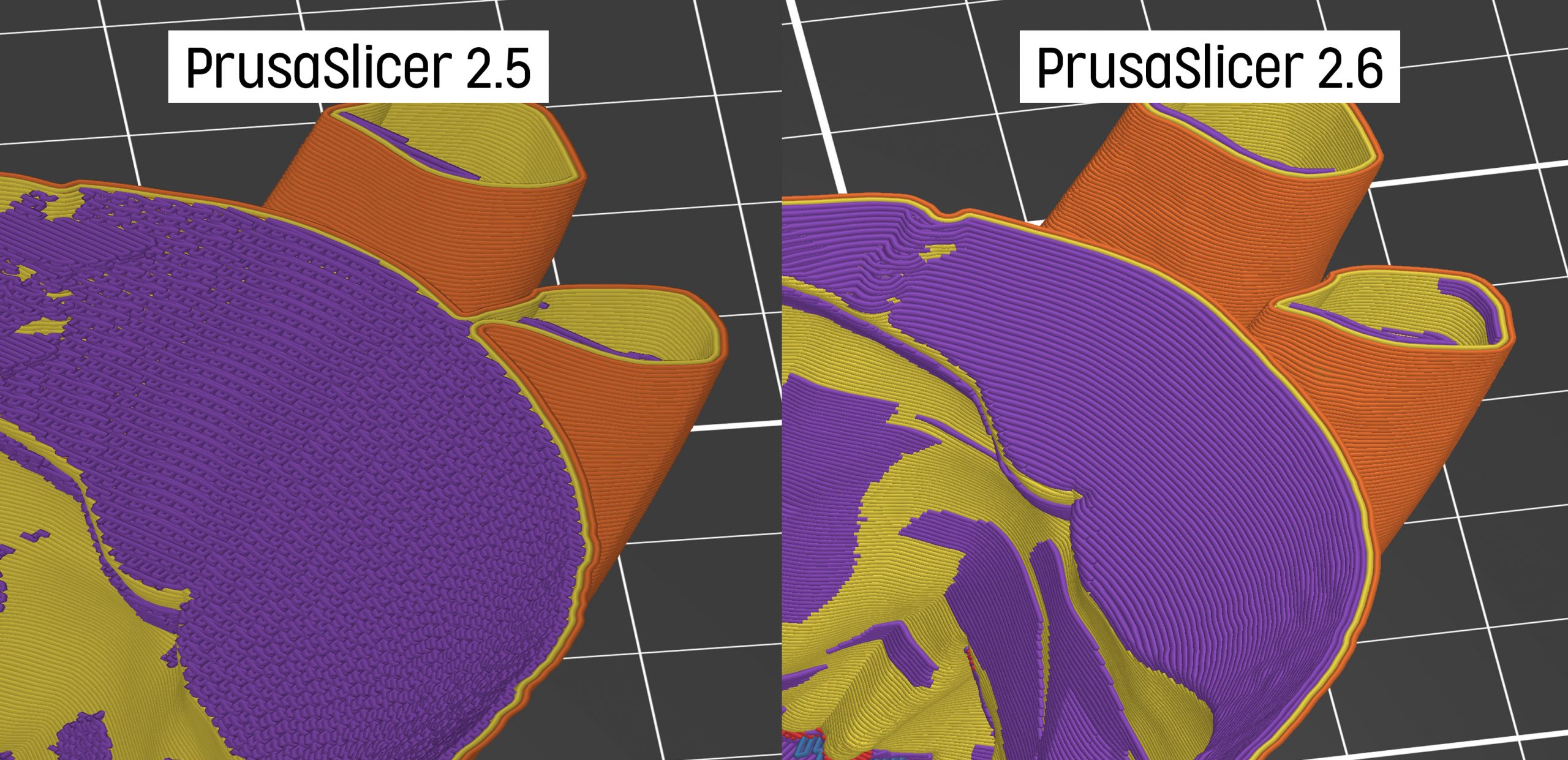
A partir de esta versión, PrusaSlicer detecta automáticamente las regiones en las que las líneas rectilíneas son muy cortas (lo que provoca vibraciones y artefactos superficiales cerca de los salientes) y rellena las áreas con relleno concéntrico en su lugar. También se ha modificado el cálculo de las áreas, de modo que el material sólo se añade donde es realmente necesario. El nuevo algoritmo implementado en PrusaSlicer 2.6 es significativamente mejor que cualquiera de los dos algoritmos antiguos, por lo que hemos eliminado por completo el interruptor «Asegurar el espesor de la carcasa vertical». Los modelos con superficies inclinadas laminados usando el nuevo algoritmo en PrusaSlicer 2.6 a menudo logran tiempos de impresión 10-15% más cortos sin ningún compromiso en la calidad de impresión.
Evitar cruzar voladizos ondulados
El filamento extruido cerca de salientes pronunciados tiene tendencia a levantarse. Si la boquilla pasa por estas zonas a gran velocidad y golpea la impresión (si la elevación es superior a la elevación Z), puede provocar que se salten pasos o que se rompa parte de la impresión. La nueva función Evitar cruzar salientes ondulados utiliza nuestro algoritmo para estimar la calidad de la extrusión, que tiene en cuenta principalmente su curvatura y los solapamientos con la capa anterior. A partir de estos datos, se deduce el posible rizado del filamento (además de la necesidad de soportes y la ralentización dinámica de los salientes). A continuación, se planifican los recorridos de forma que se eviten las regiones con alta probabilidad de filamento curvado.
Exportación de objetos STL con operaciones booleanas
La función «Exportar como STL/OBJ» puede ahora sustraer mallas negativas. Ten en cuenta que el algoritmo puede fallar en geometrías que no sean pliegues (por ejemplo, las que contienen auto-intersección, etc.). En ese caso, se notifica al usuario y sólo se exportan volúmenes positivos.
Laminado Multiherramienta / Multiextrusor
Asignación de cabezales de herramienta a distintas funciones
Si utilizas una impresora con varios cabezales o extrusores, ahora puedes seleccionar qué herramienta debe seleccionarse para imprimir:
- Perímetros
- Relleno
- Relleno Sólido
- Material de soporte
- Perímetros externos de la torre de limpieza
Temperatura de reposo
Los usuarios pueden ahora ajustar la temperatura de reposo para las herramientas que no se utilicen durante largos periodos de tiempo. De este modo se evita que el filamento gotee de la boquilla y que el polímero se degrade en el interior de la boquilla.
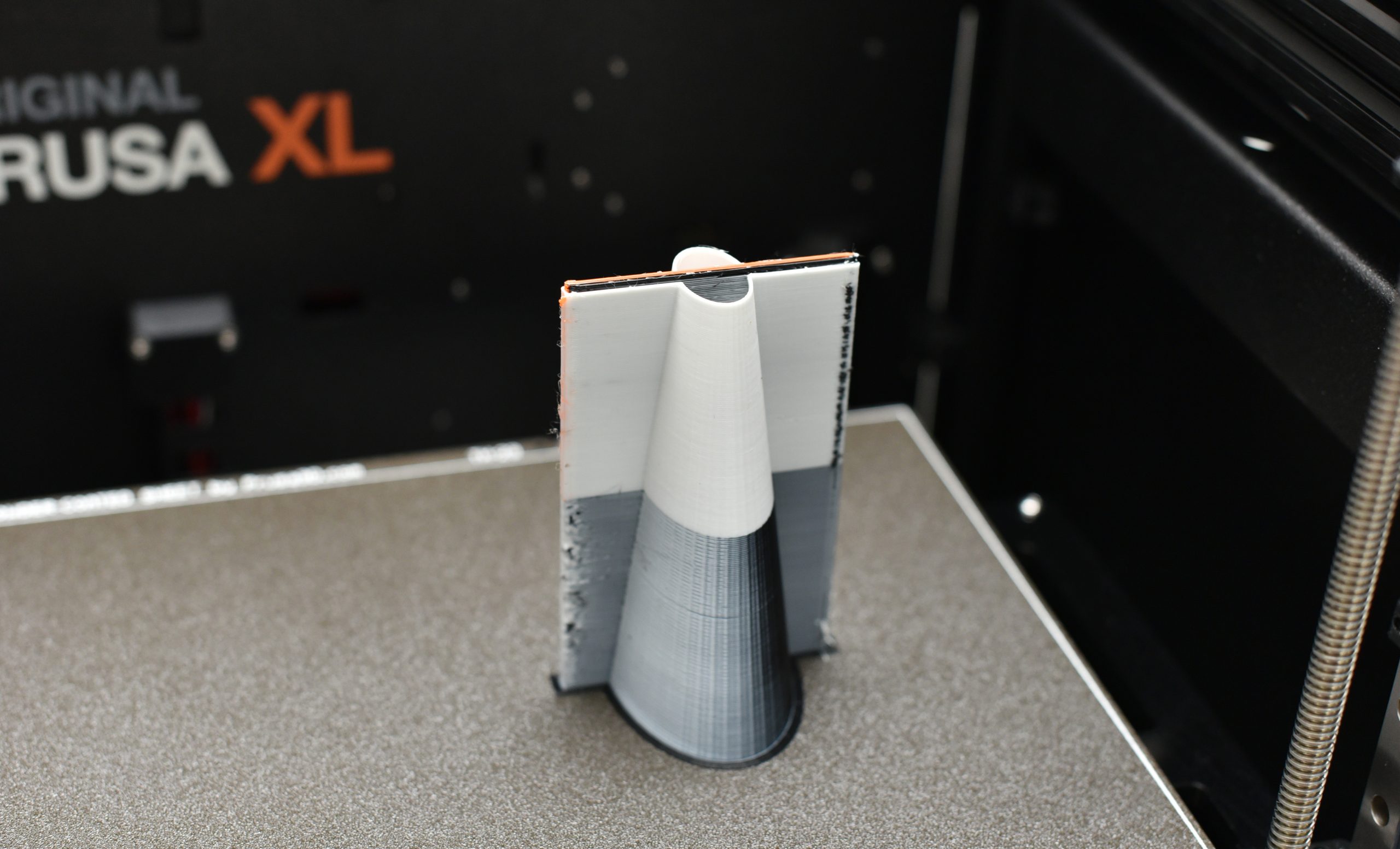
Cono estabilizador
La torre de limpieza puede imprimirse opcionalmente con un «cono de estabilización», que evita que se vuelque. Esta función es especialmente útil cuando la torre de limpieza/imprimación ocupa muy poco espacio, pero puede alcanzar grandes alturas, como en la Original Prusa XL. El ángulo del vértice del cono se puede ajustar en Ajustes de impresión – Múltiples extrusores – Torre de limpieza. Ajustando el valor a cero se desactiva el cono.
Importación en un clic desde Printables.com
La nueva función de descarga permite al usuario acceder fácilmente a los modelos y descargarlos directamente desde Printables.com. Al hacer clic en el logotipo de PrusaSlicer en Printables.com, se abrirá una nueva instancia de PrusaSlicer y el modelo seleccionado se guardará en la carpeta del usuario. Los usuarios pueden registrarse en la herramienta de Descargas y seleccionar la carpeta de destino a través del Asistente de configuración o del menú Preferencias.
Plantilla de configuración de filamentos
Hemos añadido un perfil adicional que define la mayoría de los materiales y marcas de filamentos más utilizados. Es posible utilizarlos con cualquier impresora 3D. Sin embargo, estas plantillas universales, creadas y ajustadas con impresoras Original Prusa, pueden no ofrecer un rendimiento óptimo en comparación con los perfiles ajustados específicamente para su modelo de impresora. En general, no recomendamos imprimir directamente con estos perfiles. Sirven como un excelente punto de partida si usted está en el proceso de creación de perfiles de filamento para su modelo de impresora (si no hay uno incorporado PrusaSlicer ya).
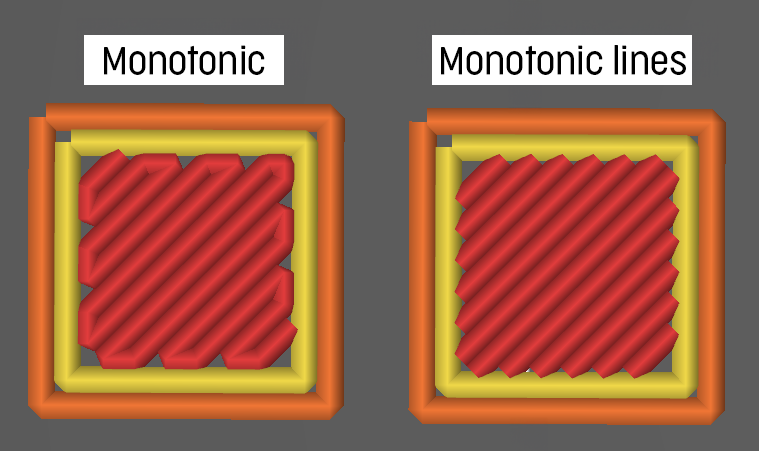
Relleno de líneas monotónicas
El nuevo relleno de líneas monotónicas es muy similar al Monotónico, salvo que las líneas adyacentes no están conectadas. Esto permite un menor solapamiento perímetro/relleno y da como resultado un mejor relleno de la capa superior/inferior, menos sobreextrusión y una mayor precisión dimensional.
Nuevos soportes experimentales para SLA
Para unirse a la fiebre de los soportes orgánicos, los algoritmos SLA de PrusaSlicer contienen ahora una nueva estrategia experimental de generación de soportes que construye soportes en forma de árbol, similar a la introducida en el modo FDM. Como resultado secundario de nuestro tiempo dedicado a los soportes de árbol en general, esta estrategia está inspirada en el artículo «Clever Support: Efficient Support Structure Generation for Digital Fabrication». La nueva estrategia se denomina «soportes ramificados» para diferenciarla de la estrategia anterior, que sigue siendo la predeterminada. La mayor ventaja de estos nuevos soportes es su capacidad para ahorrar material de impresión. Su capacidad para evitar el cuerpo del modelo también ha mejorado mucho en comparación con la estrategia de soporte por defecto..
Añadir nuevos perfiles de impresora
Los archivos de índice de perfil de vendedor (.idx) ahora se descargan como un archivo zip. Esto permite varios cambios – nuevas impresoras y nuevos vendedores pueden ser lanzados sin lanzar una nueva versión de PrusaSlicer. Recursos como miniaturas de impresoras o modelos de las camas de impresoras también pueden ser actualizados sin lanzar una nueva versión de PrusaSlicer.
Otras novedades
- Las miniaturas del código G ahora se pueden exportar en formatos JPG y QOI.
- El vaciado por SLA es ahora hasta 10 veces más rápido
- La estimación del tiempo de SLA es ahora más precisa para la Original Prusa SL1S Speed
- Perfiles de impresora de terceros nuevos y actualizados
- Las funciones «Organizar» y «Rellenar la base con copias» ahora tienen en cuenta la falda y la balsa
- Soporte de firmware Klipper más intuitivo
- Al abrir archivos 3MF, ahora sólo se puede importar la geometría
- Nuevo tipo de host «PrusaConnect» con URL precargada
- También es posible ajustar la aceleración por separado para los perímetros exteriores, el relleno sólido y el relleno sólido superior
- ‘Establecer número de instancias’ ahora funciona cuando se seleccionan varios objetos.
La documentación de PrusaSlicer se actualiza continuamente para reflejar los cambios de esta versión. Si deseas leer la lista completa de cambios, consulta el registro de cambios de cada versión en nuestro GitHub. Tenemos una variedad de características en desarrollo, que no estaban listas a tiempo para esta versión. Es probable que las introduzcamos en una versión 2.6.1 más pequeña. Como siempre, si tienes alguna pregunta o sugerencia de mejora, no dudes en compartirla con nosotros. ¡Felices impresiones!
Buena actualización de los soportes, pero los soportes orgánicos no generan interfaz en la parte inferior cuando se selecciona «Soporte en todos los sitios». Esto es muy útil cuando se quiere imprimir estructuras complejas como proteínas con una interfase soluble.
Nice support update, but organic supports do not generate interface at the bottom when «Support on all sites» is selected. This is very useful when you want to print complex structures like proteins.