






Teksturowane płyty ze stali sprężynowej pokrywane proszkowo być może są już Ci znane – nie dziwi nas to! Są niezwykle popularne i wysłaliśmy ich już ponad 18 000 do klientów, a zainteresowanie wciąż rośnie. Dziś przyjrzymy się temu, co sprawia, że są tak pożądane i różnicom pomiędzy nimi, a płytami gładkimi. Podzielimy się też informacjami o ich testowaniu, ale przede wszystkim wskażemy dokładne instrukcje ich obsługi, które pomogą Ci zachować je w dobrym stanie przez długi czas.
Dostępność
Od miesięcy, regularnie informujemy klientów o stanie dostaw płyt pokrywanych proszkowo. Główny problem, na jaki natrafiliśmy była jakość produkcji – było (i wciąż jest) bardzo ciężko wyprodukować arkusze w odpowiedniej jakości i ilości. Zdecydowaliśmy się zmieniać i poprawiać proces produkcyjny, aż nie otrzymamy zgodnego jakościowo produktu. Wszystko wydaje się być na dobrych torach do stabilizacji produkcji. Codziennie dodajemy małe partie płyt pokrywanych proszkowo do sklepu online. Jeśli więc zobaczysz komunikat „Tymczasowo niedostępny”, to spróbuj ponownie za kilka godzin. Planujemy umożliwić kupienie zestawu MK3S/MK2.5S z arkuszem teksturowanym w przeciągu kilku najbliższych tygodni. Musisz zalogować się na konto w e-sklepie, które było użyte do zamówienia drukarki, aby mieć dostęp do sekcji z częściami zamiennymi.
AKTUALIZACJA: Mamy już dostęp do stałych dostaw arkuszy pokrywanych proszkowo, a magazyn jest zatowarowany. Możesz również zamówić zestaw Original Prusa i3 MK3S lub zmontowaną drukarkę z płytą pokrywaną proszkowo.
Charakterystyka płyty pokrywanej proszkowo
Na płytach teksturowanych możesz używać każdego popularnego filamentu (PLA, PETG, ABS, FLEX, CPE, itp.) bez nakładania dodatkowej warstwy przyczepnej/separacyjnej. Powierzchnia jest pokryta specjalnym polimerem (Ultem), który umożliwia prawidłowe przyleganie wspomnianych materiałów. Oczywiście ich największą zaletą jest teksturowana, chropowata powierzchnia – wytłaczany plastik wypełnia drobne bruzdy, co daje lekko chropowaty spód wydruku. Pozwala to ukryć linie filamentu, tworząc jednolitą płaszczyznę. Możesz przyjrzeć się drukowanym częściom swojej drukarki Original Prusa i3 dla porównania. Inną rewelacyjną cechą jest łatwe odklejanie wydruków po schłodzeniu blachy – pamiętaj o tym i nie próbuj na siłę odrywać modelu, gdy płyta jest jeszcze ciepła. Niektóre wydruki będą same oddzielać się od stołu, przy innych wystarczy lekko wygiąć płytę – nie potrzebujesz szpachelki, ani żadnego innego narzędzia. Dzięki trwałości powierzchni, ciężko ją również zarysować.
Gwarantowana jakość
Upewniamy się, że wyprodukowane arkusze są zgodne z naszymi standardami. Wszystkie dostawy przechodzą kilka kontroli:
Każda dostawa składa się z kilku partii (jedna partia to pojemność pieca, czyli około 200 sztuk). Bierzemy jedną płytę z każdej partii na kontrolę wejściową (zobacz tabelę). Porównujemy nasze wyniki z wynikami, które dostawca otrzymał przed wysyłką. Następnie testujemy 2 arkusze. Przeprowadzamy 15 wydruków z PETG, PLA, ABS, CPE, i FLEXa, aby przetestować je w prawdziwych warunkach.
W procesie zawarta jest kontrola wizualna arkuszy przed malowaniem (ale z fosforanem i Ultem), następnie wysyłamy je na sitodruk i ponownie oglądamy 100% sztuk. Każdy egzemplarz jest więc oglądany dwa razy. Dla jasności – skupiamy się na obszarze, na którym będzie odbywać się drukowanie. Jeśli odnajdziemy niewielki defekt poza tym obszarem, to płyta przechodzi kontrolę, bo nie ma sensu jej wyrzucać.

Przygotowanie powierzchni druku
Nie nakładaj warstw przyczepnych ani separacyjnych na arkusz pokrywany proszkowo. Wszystko, czego potrzebujesz do udanego wydruku to czyszczenie odrobiną alkoholu izopropylowego (IPA) o stężeniu co najmniej 90%+ (nie używaj acetonu! – zobacz poniższe wyjaśnienie). Nasącz ręcznik papierowy alkoholem izopropylowym i wytrzyj zimną powierzchnię. Jeśli powierzchnia jest w dalszym ciągu gorąca, to IPA szybko odparuje, a Ty nie będziesz w stanie prawidłowo jej wyczyścić.
Kalibracja pierwszej warstwy
Pamiętaj, że płyty pokrywane proszkowo mają inną grubość niż płyty z gładkim arkuszem PEI, dlatego wymagają oddzielnej kalibracji pierwszej warstwy. Zwracamy uwagę, że niewłaściwa kalibracja może doprowadzić do uszkodzenia powierzchni. Taki rodzaj wady nie jest pokryty gwarancją!
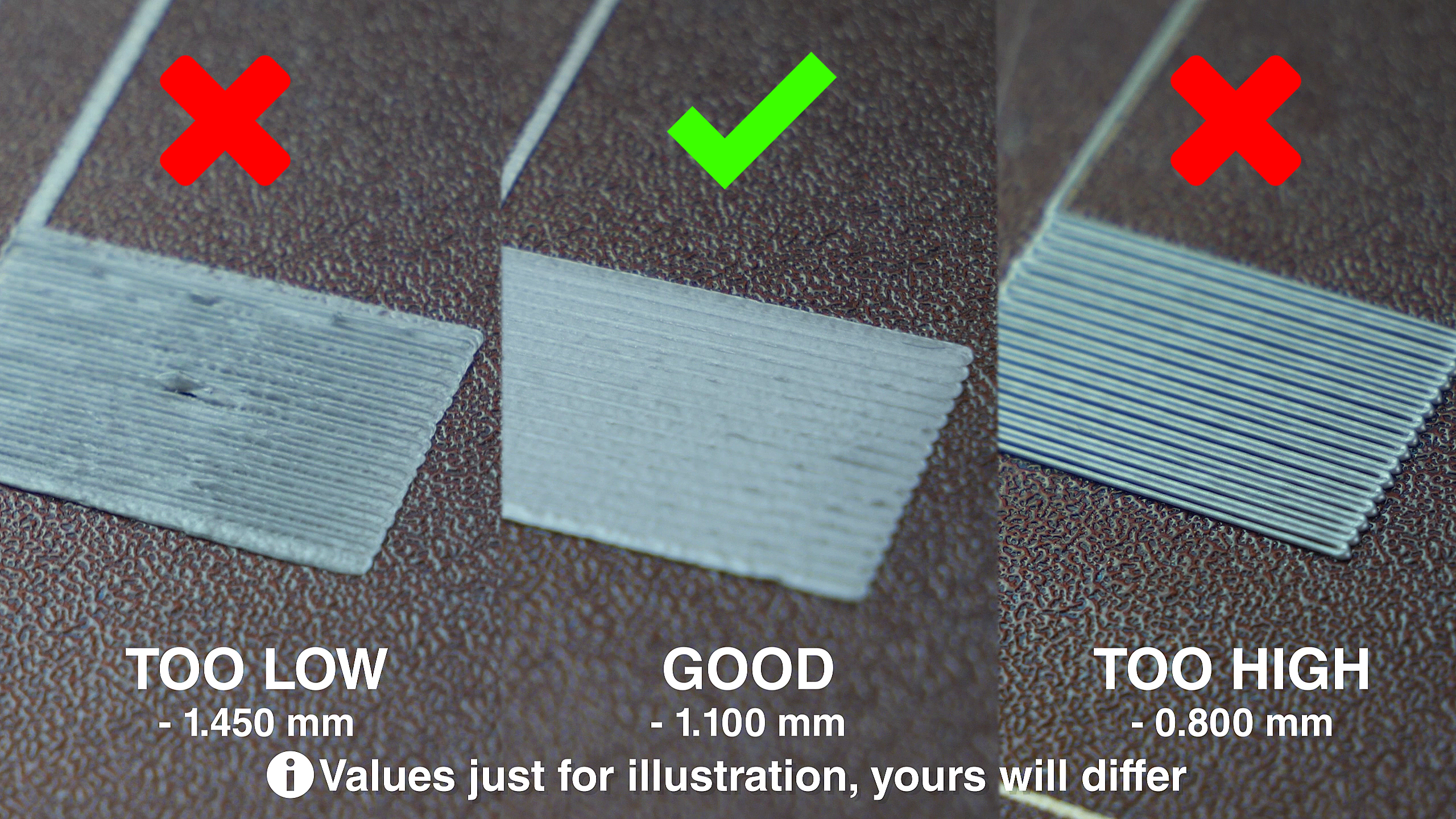
Konieczne jest obniżenie dyszy w stosunku do arkusza gładkiego, ale ważne jest również, aby nie przesadzić. Wytłaczany filament powinien dokładnie wypełniać zagłębienia, ale górna powierzchnia linii powinna być płaska i gładka. Jeśli dysza będzie ustawiona zbyt wysoko, to wydruki nie będą przylegać do powierzchni. Jeśli z kolei będzie zbyt nisko, to ekstrudowany filament będzie podwijany, przyklejając się do dyszy, co w rezultacie może doprowadzić do uszkodzenia powierzchni płyty.
Moje wydruki nie chcą przylegać do powierzchni. Co zrobić?
Jeśli powierzchnia druku jest dokładnie wyczyszczona, odtłuszczona alkoholem izopropylowym, a wysokość pierwszej warstwy prawidłowo skalibrowana, to wydruki powinny przylegać bez problemów (z kilkoma wyjątkami). Małe elementy (szczególnie drukowane z PLA) mogą odklejać się przez małą powierzchnię przylegania. W takich przypadkach lepiej sprawdzi się arkusz gładki, który zapewni idealną adhezję. Jeśli jednak chcesz drukować małe modele na płycie teksturowanej, to zalecamy włączenie „brimu”. Tę funkcję znajdziesz w prawym panelu w PrusaSlicer, obok pola ustawień gęstości wypełnienia lub w zakładze Ustawienia druku – Skirt i Brim – Brim. Ustaw brim na 3 mm lub więcej dla zwiększenia przyczepności.
Pod żadnym pozorem nie używaj rozpuszczalników innych niż alkohol izopropylowy!
W szczególności aceton nie może być używany na arkuszach pokrywanych proszkowo! Użycie acetonu sprawia, że Ultem pęka i łuszczy się. Płyta teksturowana nie jest wodoodporna, więc w warunkach wysokiej wilgotności stal będzie korodować, a arkusz tracić swoje właściwości. Dlatego nie myj płyty wodą. Jest to dopuszczalne jako ostateczność, jeśli modele nie przylegają do powierzchni. Może to oznaczać, że powierzchnia jest pokryta związkami na bazie węglowodanów, których IPA nie jest w stanie rozpuścić.
TAK:
Odtłuszczaj powierzchnię alkoholem izoropylowym (IPA) 90%+
Drukuj bez dodatkowej warstwy przyczepnej ani separacyjnej
Drukuj standardowe materiały (PETG, PLA, ABS, CPE, FLEX, itp.)
Odklejaj gotowe wydruki po ostygnięciu powierzchni
Wyginaj lekko arkusz, aby odseparować wydruki
NIE:
Nie używaj acetonu ani innych substancji
Nie drukuj z dodatkową warstwą przyczepną ani separacyjną
Nie myj płyty wodą
Nie odrywaj wydruków przed wystygnięciem powierzchni
Nie używaj narzędzi (takich jak szpachelka) do zdejmowania wydruków
Arkusze pokrywane proszkowo są doskonałym wyborem do drukowania wszystkich popularnych materiałów, bez używania dodatkowych warstw przyczepnych ani separacyjnych. Jeśli obsługujesz je prawidłowo, posłużą bardzo długo. Ważna jest jednak świadomość, że każda powierzchnia druku do materiał eksploatacyjny i będzie zużywać się w trakcie użytkowania, co wiąże się z utratą jej właściwości.
Obydwa rodzaje arkuszy mają swoje zalety – powierzchnia nakładana proszkowo nada pierwszej warstwie chropowatego wykończenia, ale małe elementy z PLA będą przylegać lepiej do płyty gładkiej. Nie zapomnij, że przed drukowaniem PETG na płycie gładkiej, należy wyczyścić powierzchnię płynem do mycia szyb (najlepiej z amoniakiem), nie IPA, ponieważ siła przylegania wydruku może być zbyt duża. Najlepszym wyjściem jest oczywiście posiadanie obydwóch rodzajów arkuszy – możesz wtedy wymieniać je zgodnie z aktualnymi potrzebami.
Jeśli masz już płytę pokrywaną proszkowo, to z chęcią poznamy Twoją opinię i zobaczymy wydruki!
Musisz się zalogować, aby móc dodać komentarz.