





Oggi festeggiamo un anniversario: è passato esattamente un anno da quando abbiamo rilasciato la nostra prima resina per SLA! Finora abbiamo lanciato la Prusament Resin Tough, un materiale perfetto per una stampa 3D estremamente veloce, dettagliata e affidabile per modelli figurativi come action figure, modellini, prototipi, stampi per colata, ecc. Con il lancio della nostra prima resina, la sicurezza è stata la priorità assoluta, pur offrendo una reattività e una risoluzione estremamente elevate. Tuttavia, riteniamo che le questioni relative alla sicurezza delle resine non siano sufficientemente affrontate dagli utenti e vorremmo quindi soffermarci su questioni quali: Cosa sono le resine stereolitografiche, quali sono i loro rischi per la salute e cosa si può fare per aumentare la sicurezza?
Con questo articolo, cogliamo l’occasione per chiarirvi alcuni aspetti di fondamentale importanza. Inoltre, potrete conoscere i vantaggi dell’utilizzo delle nostre resine rispetto a quelle della concorrenza.

Un po’ di chimica per cominciare
Innanzitutto, è necessario chiarire alcuni concetti chimici di base sul funzionamento delle resine per stereolitografia e sulla loro composizione. Questa breve lezione è necessaria per capire pienamente le tematiche che affronteremo non solo in questo articolo, ma anche durante l’uso della resina. Tenetevi forte, arriva la chimica. Il meccanismo chimico più comune per la solidificazione della resina liquida per stereolitografia in oggetti solidi è un processo chiamato Polimerizzazione radicalica che viene attivata dalla luce di una certa lunghezza d’onda che penetra nella resina attraverso il display LCD. Dopo l’assorbimento della luce da parte delle molecole di fotoiniziatore, si formano specie iniziatrici. Queste specie sono chiamate radicali e avviano la polimerizzazione a catena attaccando i doppi legami delle molecole di monomero. Nelle reazioni successive, i monomeri si legano tra loro attraverso i doppi legami formando la rete polimerica e gli oggetti solidi (schematicamente rappresentati nella Fig. 1). Questo processo viene ripetuto strato per strato durante la stampa 3D. I monomeri più comuni e più reattivi si trovano tra gli acrilati, i metacrilati e le acrilammidi. In base al numero di gruppi reattivi per molecola di monomero possono formarsi diverse strutture di fotopolimeri, da catene lineari di fotopolimeri fino a reti di fotopolimeri densamente reticolati. Il gruppo di fotoiniziatori potenzialmente utilizzabili è altrettanto vasto e la loro descrizione non rientra nello scopo di questo articolo.

Fig. 1: Rappresentazione schematica della crescita della catena di fotopolimerizzazione
Mentre i monomeri e i fotoiniziatori contribuiscono principalmente alla reattività, alle proprietà meccaniche e alla tossicologia, le resine contengono anche altri importanti componenti chimici come pigmenti o coloranti, riempitivi, stabilizzatori e additivi necessari per le prestazioni complessive. Questi componenti devono essere perfettamente bilanciati. Nel nostro processo di scelta delle materie prime, per ottenere un prodotto di qualità è necessario soddisfare tre criteri principali: reattività della resina estremamente alta, proprietà meccaniche adeguate agli scopi di utilizzo, e minima tossicità possibile.
Rischi per la salute legati alle resine per stereolitografia
Per avere una piccola percezione della tossicità delle resine, vi presentiamo un sistema chiamato Sistema mondiale armonizzato di classificazione ed etichettatura delle sostanze chimiche (GHS) che riguarda la classificazione delle sostanze e delle miscele chimiche, i simboli di avvertimento universali e le schede di sicurezza standardizzate. I simboli di seguito riportati dovrebbero essere il primo segnale di pericolo per le resine e dovrebbero essere riportati in modo visibile sul flacone per la vostra tutela. Sebbene alcuni dei simboli potrebbero essere irrilevanti per le resine per stereolitografia, come GHS01 o GHS04, gli altri potrebbero comparire su resine comuni.
GHS01 |
GHS02 |

GHS03 |
GHS04 |
GHS05 |

GHS06 |

GHS07 |

GHS08 |
GHS09 |
Va sottolineato che la classificazione di pericolosità della resina dipende dalle sostanze utilizzate e dalle loro concentrazioni. Si noti inoltre che la pericolosità della resina liquida è di solito superiore a quella della resina stampata e post-polimerizzata. Un elenco completo dei pericoli (fisici, per la salute e per l’ambiente) può essere consultato qui mentre i consigli di sicurezza possono essere trovati qui. Le schede di sicurezza definiscono ulteriormente un elenco di pericoli e precauzioni per la vostra resina.
Alcuni dei soliti sospetti
Le resine per stereolitografia possono contenere un gran numero di sostanze chimiche pericolose. Per vostra precauzione e per mettervi in guardia, abbiamo selezionato alcune delle sostanze chimiche più comuni che rappresentano un rischio per la salute. Da notare che le seguenti sostanze chimiche vengono utilizzate regolarmente nelle resine dure, quindi potrebbe essere il momento di iniziare a prestare molta attenzione alle schede di sicurezza e alla manipolazione delle resine in sicurezza!
Fotoiniziatore incolore
Il difenile(2,4,6-trimetilbenzoil)ossido di fosfina o TPO è un fotoiniziatore comunemente utilizzato per la sua combinazione unica di elevata reattività alle lunghezze d’onda di 405 nm e per la sua capacità di creare formulazioni da incolori a bianco sporco. Anche se altri fotoiniziatori a 405 nm causano una significativa colorazione gialla o soffrono di scarsa reattività, questa sostanza è abbondantemente utilizzata nelle resine trasparenti, bianche, blu, grigie, beige o rosa (tonalità chiare e fredde). Nonostante i benefici, la sostanza è sospettata di nuocere alla fertilità o colpire i nascituri. (ECHA) e la sua presenza dovrebbe essere indicata nella SDS. L’analisi di varie resine disponibili in commercio (principalmente dalla Cina) tramite l’assorbimento UV/VIS indica la presenza della sostanza nella resina, mentre la SDS non la indica. Stiamo lavorando a una ricerca intensiva per sostituire questa sostanza ottenendo proprietà simili o addirittura migliori.
Difenile(2,4,6-trimetilbenzoil)-ossido di fosfina |
H317 – Può provocare una reazione allergica cutanea. H361f – Sospettato di nuocere alla fertilità. H411 – Tossico per gli organismi acquatici con effetti di lunga durata. |
   |
|
Monomero ultrarapido e ultraveloce
La 4-acrilomorfolina viene utilizzata per la sua eccellente robustezza meccanica e l’altissima reattività. Gli svantaggi di questa sostanza possono essere una peggiore tossicità e un odore caratteristico e sgradevole. Per noi, questi aspetti determinano l’utilizzo di questa sostanza solo in resine speciali ad alte prestazioni, principalmente per applicazioni ingegneristiche.

4-Acrilomorfolina |
H302 – Nocivo se ingerito.
H317 – Può provocare una reazione allergica cutanea. H318 – Provoca gravi lesioni oculari. H373 – Può provocare danni agli organi in caso di esposizione prolungata o ripetuta. |
 |
|
Monomeri resistenti e veloci con alcuni problemi
I diacrilati di poli(etilenglicole) sono monomeri eccellenti per la loro flessibilità, tenacità, bassa viscosità ed elevata reattività. Le proprietà possono essere regolate in base alla lunghezza dell’unità di polietilenglicole. Purtroppo, il gruppo di queste sostanze chimiche provoca gravi danni agli occhi quando si viene esposti alla sostanza. Ciò comporta la classificazione della sostanza come H318 (Gravi danni agli occhi – Categoria 1), il che significa anche che la sostanza e di conseguenza la resina ricevono l’etichetta GHS05 – Corrosivo. E questo non ci piace.
Diacrilato di poli(etilenglicole) |
H315 – Provoca irritazione cutanea. H317 – Può provocare una reazione allergica cutanea. H318 – Provoca gravi lesioni oculari. |
| |
|
Uno standard industriale con una struttura controversa
Esistono diverse strutture chimiche dei bisfenoli, ma quella più comune è il Bisfenolo A. In genere, esistono molti tipi di bisfenoli e questi possono nuocere alla fertilità, alterare i sistemi ormonali umani e animali o causare allergie cutanee se si trovano in forma molecolare. A sua volta, l’Unione Europea ha inserito il bisfenolo A tra le sostanze che destano maggiore preoccupazione.
La situazione dei monomeri di bisfenolo A con doppi legami, come acrilati o metacrilati, potrebbe essere leggermente diversa rispetto ai bisfenoli monomolecolari. Questi monomeri di solito non presentano rischi per la salute secondo le loro schede di sicurezza. In effetti, questi monomeri sono standard industriali o mezzi di lavoro utilizzati nelle resine multiuso, come le applicazioni di otturazione dentale o di stereolitografia, grazie alla loro elevata reattività e robustezza meccanica, e il loro rischio tossicologico potrebbe essere discutibile. Ad esempio, il bisfenolo A si trova anche in termoplastici come il PC (policarbonato).
La tendenza generale è quella di evitare tali sostanze per ridurre ogni possibile rischio per la salute – infatti è proprio quello che facciamo noi. Forse avrete notato dei prodotti di uso quotidiano con un’etichettatura Senza Bispfenolo A (BPA Free) ed è qualcosa che potremmo applicare anche alle nostre resine. Potete leggere questo articolo ECHA per maggiori informazioni sui dubbi relativi al bisfenolo.
Bisfenolo A |
H317 – Può provocare una reazione allergica cutanea.
H318 – Provoca gravi lesioni oculari. H335 – Può irritare le vie respiratorie. H360F – Può nuocere alla fertilità. H411 – Tossico per gli organismi acquatici con effetti di lunga durata. |
| |
|

Bisfenolo A diacrilato etossilato |
H315 – Provoca irritazione cutanea.
H317 – Può provocare una reazione allergica cutanea. H319 – Provoca grave irritazione oculare. H335 – Può irritare le vie respiratorie. |
|
|
Il nostro approccio
La strategia generale dei nostri scienziati è di evitare le sostanze pericolose, ridurre i rischi e sviluppare resine a basso rischio tossicologico senza sacrificare la qualità e l’affidabilità della stampa. Riteniamo che questa sia una regola particolarmente importante per le formulazioni delle resine per uso hobbistico, modellistico, di prototipazione veloce e affidabile, come la nostra serie Prusament Resin Tough. In altre parole, le resine con un’elevata esposizione in forma liquida o polimerizzata e per applicazioni che non richiedono prestazioni meccaniche elevatissime dovrebbero essere rese il più sicure possibile. In questo caso, la classificazione peggiore accettata per le nostre resine Prusament Resin Tough è GHS07 o GHS09, che è quasi impossibile evitare per la formulazione finale della resina.
L’uso di sostanze più pericolose può essere giustificato solo quando non esiste un’altra controparte chimica e non si può fare altrimenti, soprattutto per quanto riguarda le proprietà, ad esempio per le resine ad alte prestazioni.
Ora, la domanda è: esistono dei benefici e abbiamo dei risultati che supportano la nostra decisione? Oppure siamo solo noi ad avere troppa paura di un po’ di chimica? La risposta breve è: sì, abbiamo fatto dei test e sicuramente è opportuno essere prudenti. Diamo un’occhiata ai nostri dati.
Parte sperimentale
Citotossicità
Abbiamo condotto dei test di citotossicità per la resina Prusament Resin Tough (Prusa Orange) e altre quattro comuni resine della concorrenza. I campioni sono stati testati in un laboratorio certificato, dove è stato misurato l’effetto della resina e degli oggetti stampati in 3D sulla vitalità delle cellule.
Come coltura cellulare di prova sono stati utilizzati fibroblasti della pelle di topo. È stato utilizzato un colorante fluorescente per un’ulteriore analisi dell’intensità di fluorescenza relativa, come indicazione del numero di cellule sopravvissute o morte rispetto alle cellule viventi non esposte. La resina liquida o gli oggetti stampati in 3D sono stati immersi nella soluzione fisiologica* che supporta le cellule viventi per 24 ore. Dopo questo periodo di tempo, l’estratto a varie concentrazioni (100, 50, 25, 10 %) è stato messo a contatto con le cellule per 24 ore. Dopo questo periodo di tempo, è stato misurato il numero relativo di cellule vive.
*Terreno DMEM contenente antibiotici con 10% di siero di vitello inattivato.
I campioni sono stati classificati come altamente citotossici, moderatamente citotossici, leggermente citotossici e non citotossici con la seguente percentuale di cellule vive:
- Altamente citotossico: 0 % – 30 %
- Moderatamente citotossico: 30 % – 50 %
- Lievemente citotossico: 50 % – 70 %
- Non citotossico: 70 % e oltre
Questi test seguono la procedura di prova standard ISO 10993-5:2010.
Confronto tra le resine liquide
Per verificare l’effetto della resina sulle cellule viventi, abbiamo preparato campioni di resine liquide, non polimerizzate e polimerizzate delle comuni resine dure disponibili sul mercato. Osservando i risultati riportati di seguito, si nota che tutte le resine liquide sono altamente citotossiche. Ciò sottolinea la necessità di maneggiare la resina con cautela e come descritto nella scheda di sicurezza. Inoltre, è necessario limitare l’esposizione alla resina liquida e ai suoi residui sui modelli stampati in 3D o nella soluzione di lavaggio, utilizzando dispositivi di protezione adeguati, come guanti, occhiali, ecc. In sostanza, qualsiasi tipo di misura di protezione aggiuntiva, come una maggiore ventilazione o una cappa di aspirazione, rappresenta solo un vantaggio.
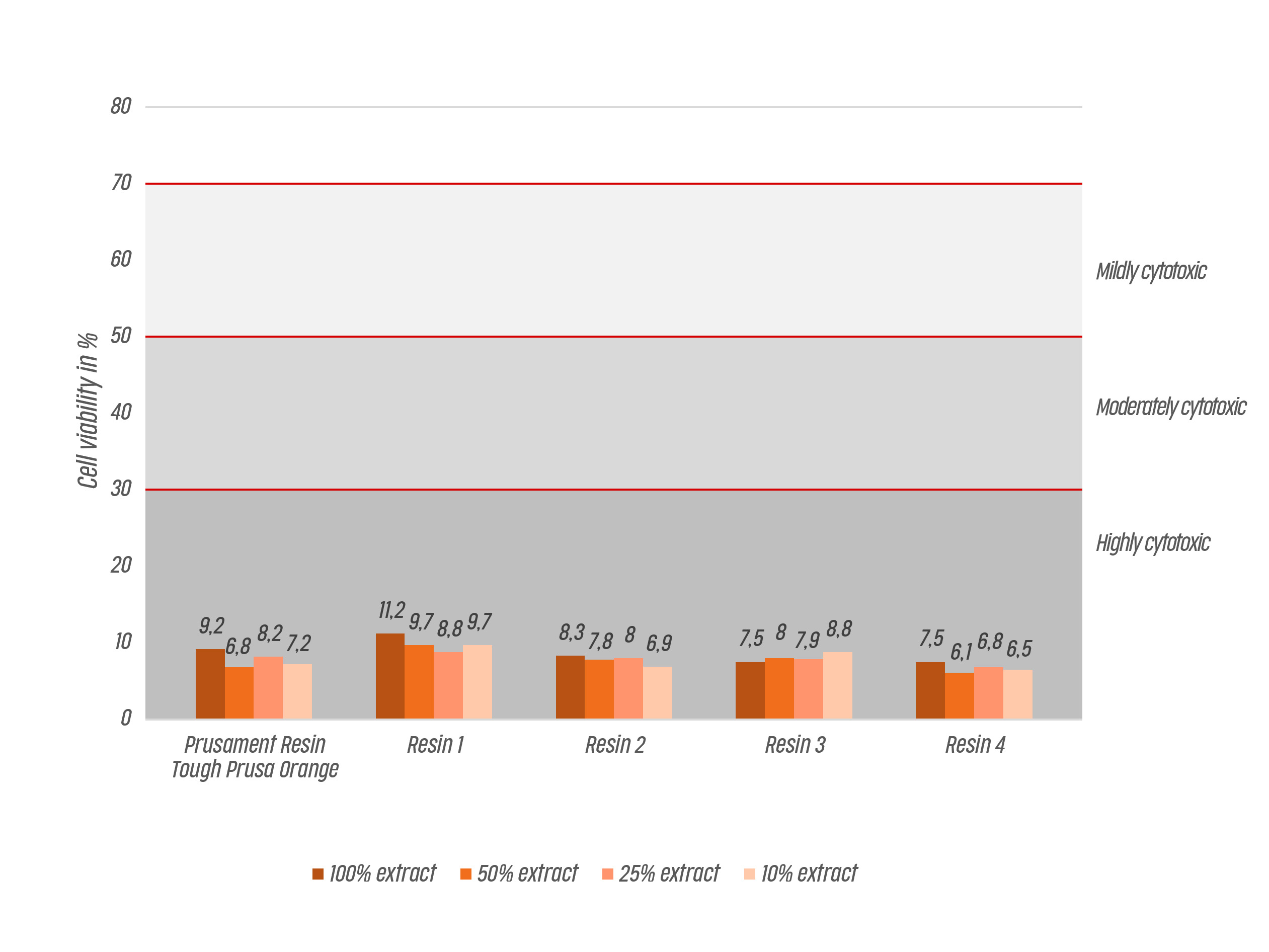
Fig. 2: L’effetto di estratti di varie concentrazioni di resine per stampa 3D in forma liquida sulla vitalità cellulare dei fibroblasti di topo (citotossicità). In questo test è stato osservato un numero decrescente di cellule cutanee di topo vive coltivate durante un periodo di 24 ore a 37 °C. I livelli di citotossicità lieve, moderata e alta sono rappresentati in grigio.
Confronto tra resina polimerizzata e non
I risultati per le resine liquide sono abbastanza evidenti, ma le circostanze diventano più favorevoli dopo la procedura di polimerizzazione. La citotossicità dei campioni stampati in 3D e polimerizzati è significativamente diminuita rispetto alle resine liquide. Ma soprattutto, possiamo osservare differenze più significative tra i marchi testati. Per questo test abbiamo utilizzato due serie di campioni: la prima è stata lavata in isopropanolo puro (IPA) e non è stata applicata alcuna fase di riscaldamento e polimerizzazione (i campioni sono contrassegnati come non polimerizzati), la seconda serie è stata lavata e poi asciugata a 45 °C e polimerizzata nella CW1S per 3 minuti (i campioni sono contrassegnati come polimerizzati). Pertanto, questo test caratterizza la citotossicità delle componenti immediatamente dopo il processo di stampa 3D e di quelle dopo la procedura di polimerizzazione.
I risultati dimostrano che è alquanto sconsigliabile toccare i modelli a mani nude dopo la stampa, suggeriamo di farlo solo dopo un’ulteriore polimerizzazione, cioè quando è sicuro. Per ottenere la minore citotossicità possibile, è necessario seguire le istruzioni del produttore per la polimerizzazione (temperatura e tempo di polimerizzazione, utilizzo della macchina di polimerizzazione, ecc.) Le nostre resine Prusament Resin Tough mostrano valori bassi e costanti per la citotossicità già dopo un minuto di polimerizzazione!
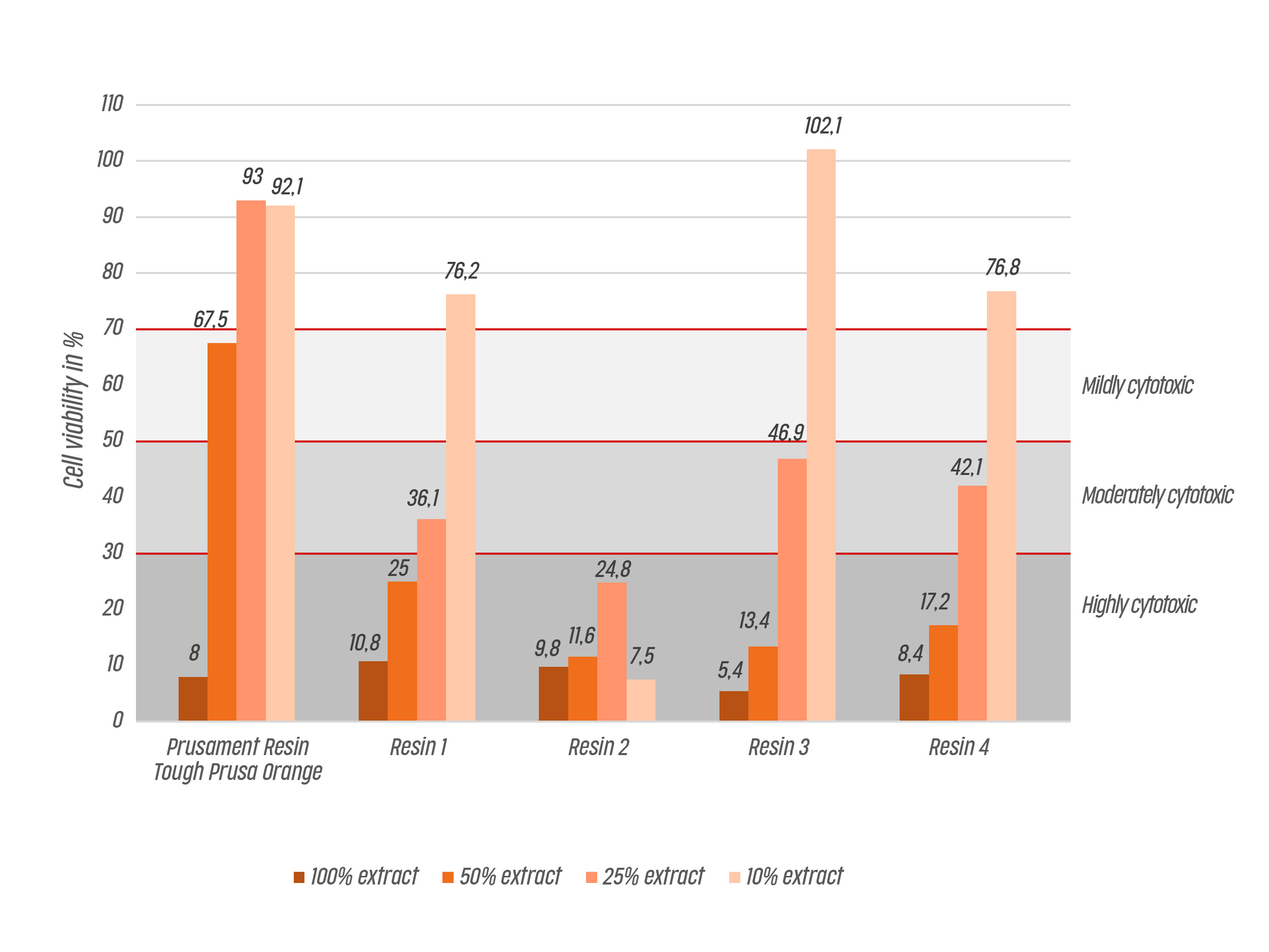
Fig. 3: L’effetto di estratti a varie concentrazioni di parti stampate in 3D e lavate (ulteriormente non polimerizzate) sulla vitalità cellulare dei fibroblasti di topo (citotossicità). In questo test è stato osservato un numero decrescente di cellule vive di pelle di topo coltivate durante un periodo di 24 ore a 37 °C. I livelli di citotossicità lieve, moderata e alta sono rappresentati in grigio.
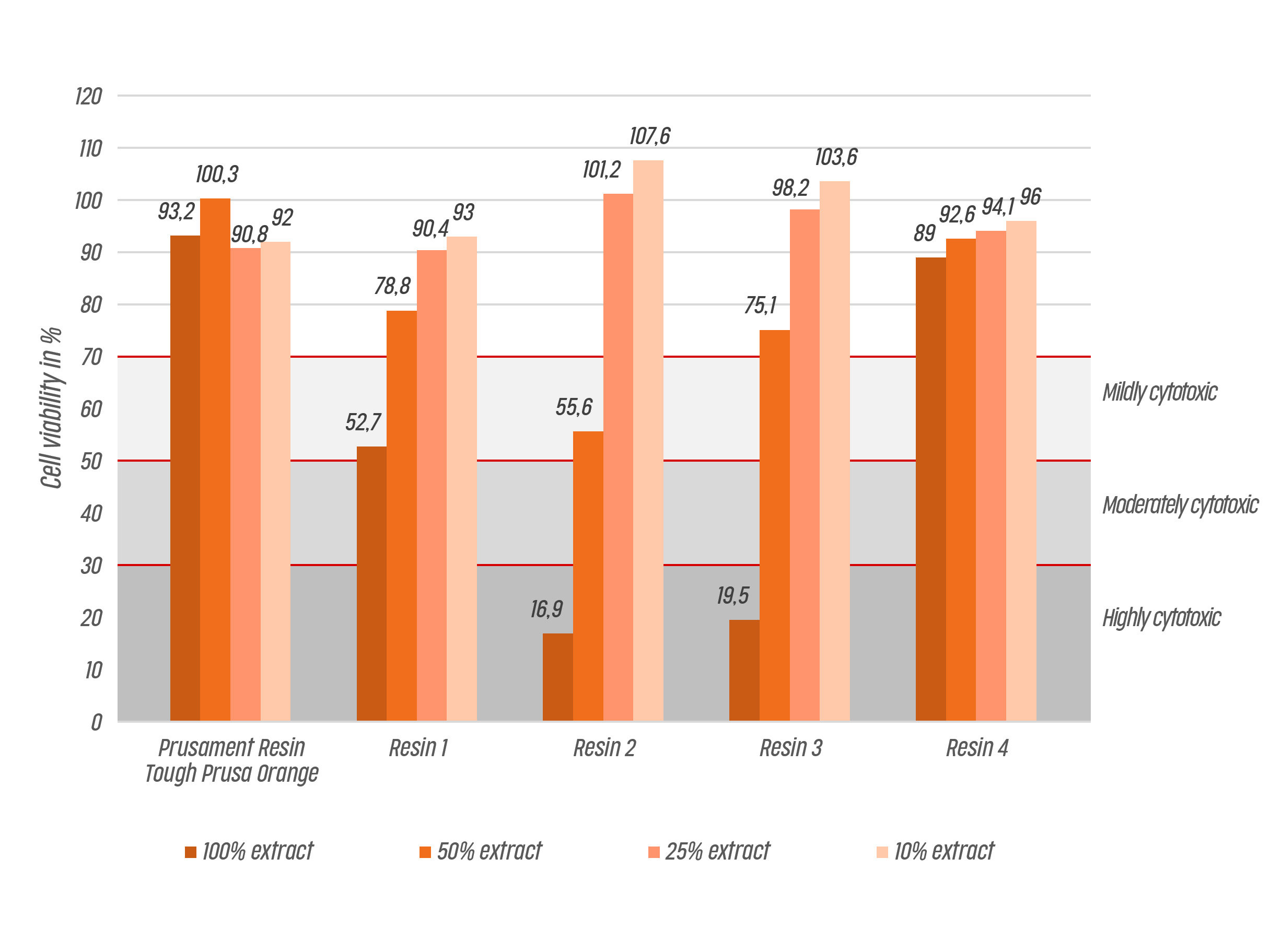
Fig. 4: L’effetto di estratti di varie concentrazioni da parti stampate in 3D, lavate, asciugate e ulteriormente polimerizzate a 45 °C per 3 minuti sulla vitalità cellulare dei fibroblasti di topo (citotossicità). In questo test è stato osservato un numero decrescente di cellule di pelle di topo vive coltivate durante un periodo di 24 ore a 37°C. I livelli di citotossicità lieve, moderata e alta sono rappresentati da sfumature di grigio.
Riteniamo piuttosto interessante (e allarmante) che alcune delle resine dure polimerizzate mostrino una forte tossicità ( per l’estratto al 100 %). Per quanto riguarda i nostri standard, la resina Prusament tough e il campione 4 rientrano nei limiti.
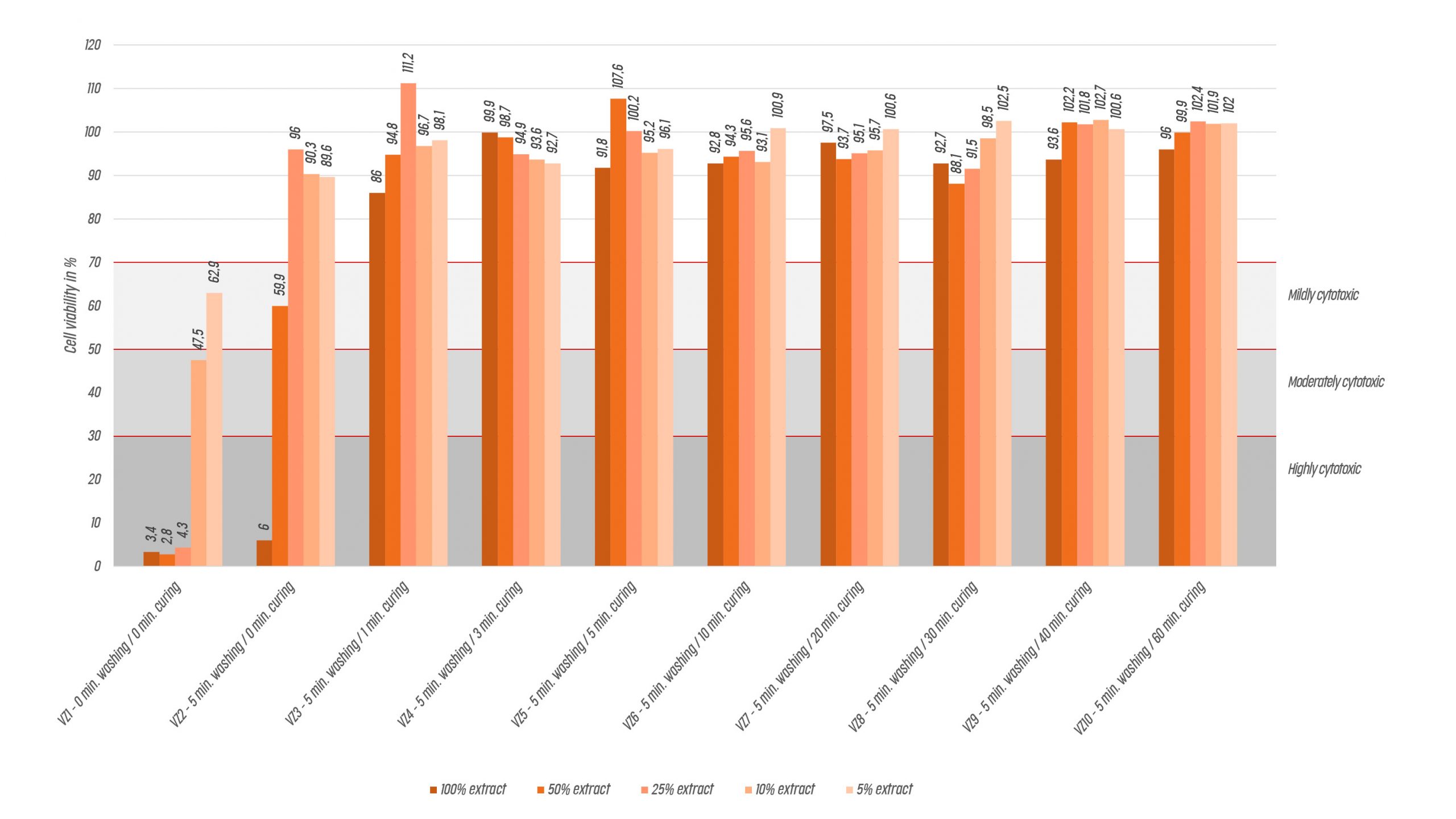
Fig. 5: L’effetto di estratti di varie concentrazioni provenienti da parti stampate in 3D con vari protocolli di post-trattamento e tempi di post-polimerizzazione sulla vitalità cellulare dei fibroblasti di topo (citotossicità). In questo test è stato osservato un numero decrescente di cellule di pelle di topo vive coltivate durante un periodo di 24 ore a 37 °C. I livelli di citotossicità lieve, moderata e alta sono rappresentati in grigio.
Un’altra serie di test per l’effetto di irritazione cutanea ha dimostrato che una breve esposizione a una stampa 3D ben lavata rientra nei limiti. Tuttavia, per ottenere i migliori risultati in termini di citotossicità, si suggerisce di polimerizzare i modelli per almeno 3 minuti.
Si noti che questi test non riflettono completamente l’esposizione prolungata a piccole dosi. Anche se alcune resine possono avere una buona citotossicità, possono comunque causare problemi di salute dopo un’esposizione ripetuta. Anche per questo motivo non utilizziamo sostanze chimiche altamente tossiche, come indicato sopra.
Irritazione della pelle
Piastre di dimensioni 2,5×2,5 mm e spessore di 1,0 mm sono state stampate utilizzando la Original Prusa SL1S SPEED. Il tempo di esposizione è stato di 2 secondi per ogni strato da 50 um e di 25 secondi per i primi strati mentre le piastre erano in piedi sui supporti – quindi i campioni studiati sono stati stampati completamente con 2 secondi per strato. Ulteriori campioni sono stati lavati in isopropanolo pulito per 3 minuti e post-polimerizzati per 0, 1 o 3 minuti. I campioni preparati sono stati applicati direttamente sulla pelle di 30 volontari per un periodo di tempo di 24±2, 48±2 e 72±2 ore. Il sodio dodecil solfato è stato utilizzato come riferimento per la reazione cutanea positiva (0,4 ml di soluzione acquosa al 20% sono stati applicati direttamente sulla pelle dei volontari). Dopo questo periodo di tempo, la reazione cutanea è stata valutata con una griglia come segue:
0 – Nessuna reazione;
1 – Reazione debolmente attiva (di solito caratterizzata da lieve eritema e/o secchezza sulla maggior parte del sito di trattamento);
2 – Reazione moderatamente attiva (di solito eritema o secchezza distinti, con possibile diffusione al di fuori del sito di trattamento);
3 – Reazione fortemente attiva (eritema forte e spesso diffuso con edema e/o formazione di escara).
La procedura dei test segue la procedura di prova standard: Test di irritazione in vivo (ISO 10993-23: 2021 Valutazione biologica dei dispositivi medici).
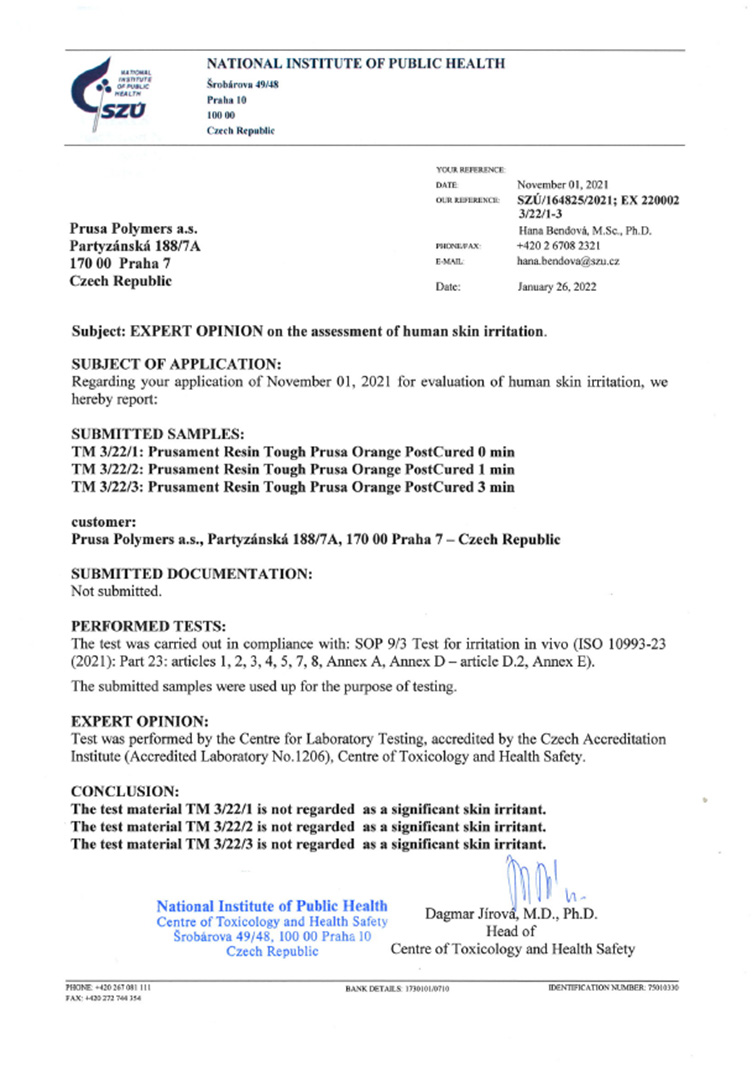
Mentre il sodio dodecil solfato ha evocato una reazione cutanea attiva all’interno della scala di misurazione 1-3 tra 30 volontari (senza nessun risultato 0), i campioni analizzati stampati in 3D provenienti da Prusament Resin Tough Prusa Orange ha mostrato nessuna reazione cutanea con un netto risultato pari a 0 tra tutti i 30 volontari, indipendentemente dal tempo di polimerizzazione o di applicazione. Il relativo certificato di analisi rilasciato dal laboratorio certificato può essere consultato qui di seguito.
Tenere pulito
Parlando di esposizioni lunghe o brevi arriviamo a una disposizione corretta della postazione di lavoro e alle precauzioni che limitano l’esposizione a sostanze pericolose. Se volete mantenere tutto pulito e sicuro, dovete seguire queste regole e raccomandazioni:
- Lavorare in una stanza ben ventilata. In generale, tenere la stampante e la lavorazione delle resine sotto una cappa di aspirazione potrebbe essere la soluzione migliore, ma per le resine più comuni dovrebbero essere sufficienti finestre aperte o stanze ben ventilate.
- La postazione di lavoro deve essere posizionata su una superficie facilmente pulibile. Un tavolo pulito è la soluzione migliore, ma si possono anche usare tovaglie di carta usa e getta che possono essere cambiate in caso di contaminazione. Inoltre, la loro capacità di assorbimento aiuta a evitare che la resina versata possa inquinare ulteriormente.
- Posizionare la stampante in un vassoio monouso. Se la resina dovesse fuoriuscire dal serbatoio, non andrebbe lontano.
- Tenete sempre a portata di mano della carta assorbente e ogni volta che si rovescia qualcosa, pulirlo immediatamente.
- Utilizzare sempre guanti monouso e occhiali protettivi. Alcune resine possono scatenare una reazione allergica, soprattutto se si soffre di eczema o se la pelle è sensibile. E soprattutto non si vuole avere a che fare con la resina negli occhi…
Si noti che alcuni guanti possono essere parzialmente sciolti dall’isopropanolo o da alcune sostanze chimiche utilizzate nelle resine SLA. In caso di esposizione prolungata e ripetuta, alcuni guanti potrebbero rompersi. Si consiglia di smaltire i guanti dopo ogni utilizzo o di utilizzare guanti più spessi per l’uso ripetuto.
- Indossare un camice da laboratorio o qualsiasi altro indumento da lavoro che protegga dall’esposizione a sostanze chimiche. Immaginate una situazione in cui agitate un flacone di resina e scoprite subito che il flacone è bucato o non è chiuso correttamente.

Fig. 6: Un buon esempio di configurazione di un ambiente di lavoro con SLA
Schede tecniche
Infine, non dimenticate di leggere attentamente la scheda tecnica della resina che acquistate. Oltre alle proprietà meccaniche, dovrebbero essere presenti anche informazioni importanti strettamente legate alla sicurezza della salute e informazioni tratte dalla scheda di sicurezza. Dovrebbero essere presenti i tempi di stampa consigliati, le informazioni sulle procedure di lavaggio, asciugatura e post-polimerizzazione. Abbiamo scoperto che per alcune resine queste informazioni sono spesso disponibili online su fogli google condivisi, a volte sono contenute in una scheda di sicurezza e a volte sono incomplete o non sono disponibili affatto. Riteniamo che queste informazioni debbano essere chiaramente indicate e riportate nella scheda tecnica.
L’uso di base della stampa 3D SLA non è certo qualcosa di astronomico, ma ci sono ovviamente alcune regole da seguire per garantire la massima sicurezza possibile. Tutto sta nel leggere attentamente le schede tecniche per capire se è sicuro o meno e nell’utilizzare le giuste protezioni. Speriamo che questo vi aiuti a essere il più sicuri possibile quando stampate con la SLA.
Buona stampa!

Devi essere connesso per inviare un commento.