






È arrivato PrusaSlicer 2.6 e porta con sé molti miglioramenti, non solo per quanto riguarda l’esperienza d’uso complessiva e l’introduzione di diversi nuovi strumenti, ma anche per il perfezionamento del nucleo del nostro software, la generazione di G-Code.
I miglioramenti apportati nella generazione di G-Code si traducono spesso in tempi di stampa più rapidi e hanno un impatto positivo sulla qualità di stampa e sull’affidabilità delle tue stampe. Abbiamo ascoltato attentamente i feedback e abbiamo cercato di rispondere alle richieste di funzionalità nuove o migliorate più frequenti. Prima di addentrarci nei dettagli, ecco la panoramica delle novità:
- Supporti Organici
- Pittura dei supporti FDM automatica e controllo di stampa
- Strumento per i Testi in rilievo
- Strumento di taglio migliorato
- Strumento di misurazione
- Velocità dinamica per le sporgenze
- Ancoraggi automatici del riempimento bridging
- Spessore delle pareti verticali migliorati
- Miglioramenti nello slicing Multitool
Supporti organici
Finora PrusaSlicer utilizzava un approccio basato su griglie 2D per generare i supporti. Sebbene questo metodo fornisse risultati decenti in molte situazioni, aveva i suoi limiti. I supporti spesso consumavano molto filamento, richiedevano molto tempo per essere stampati, si trovavano in punti in cui era difficile rimuoverli e lasciavano segni visibili sul modello una volta rimossi, soprattutto se le impostazioni non erano regolate correttamente. Abbiamo migliorato alcuni di questi aspetti negativi introducendo i supporti “Aderenti” in PrusaSlicer 2.4, ma si tratta comunque di una versione aggiornata del vecchio approccio.
 Un approccio alternativo, sperimentato da diversi software di modellazione 3D e slicer, è quello dei “supporti ad albero”: strutture di supporto progettate per risparmiare il più possibile materiale e tempo di stampa. I rami di supporto che si espandono gradualmente vengono generati dove necessario e le aree di contatto con il modello vengono limitate al minimo indispensabile. Abbiamo implementato per la prima volta questi supporti per lo slicing SLA in PrusaSlicer 2.0 (2019) e da allora abbiamo ricevuto molti feedback per estenderli anche allo slicing FDM. Purtroppo, dopo alcuni test, è stato chiaro che una semplice modifica dell’implementazione esistente non era compatibile con le stampanti 3D FDM. In questa versione, presentiamo la nostra implementazione significativamente migliorata dei supporti ad albero, che abbiamo deciso di chiamare “supporti organici”. Abbiamo scelto un nuovo nome per i nostri supporti per via della loro particolare forma uniforme e delle numerose differenze nel loro comportamento. La nostra implementazione è un’evoluzione dei supporti ad albero di Thomas Rahm, che sono supporti ad albero notevolmente migliorati, originari di Cura. Desideriamo ringraziare Ultimaker Cura e Thomas Rahm per l’impegno profuso nella risoluzione del problema.
Un approccio alternativo, sperimentato da diversi software di modellazione 3D e slicer, è quello dei “supporti ad albero”: strutture di supporto progettate per risparmiare il più possibile materiale e tempo di stampa. I rami di supporto che si espandono gradualmente vengono generati dove necessario e le aree di contatto con il modello vengono limitate al minimo indispensabile. Abbiamo implementato per la prima volta questi supporti per lo slicing SLA in PrusaSlicer 2.0 (2019) e da allora abbiamo ricevuto molti feedback per estenderli anche allo slicing FDM. Purtroppo, dopo alcuni test, è stato chiaro che una semplice modifica dell’implementazione esistente non era compatibile con le stampanti 3D FDM. In questa versione, presentiamo la nostra implementazione significativamente migliorata dei supporti ad albero, che abbiamo deciso di chiamare “supporti organici”. Abbiamo scelto un nuovo nome per i nostri supporti per via della loro particolare forma uniforme e delle numerose differenze nel loro comportamento. La nostra implementazione è un’evoluzione dei supporti ad albero di Thomas Rahm, che sono supporti ad albero notevolmente migliorati, originari di Cura. Desideriamo ringraziare Ultimaker Cura e Thomas Rahm per l’impegno profuso nella risoluzione del problema.
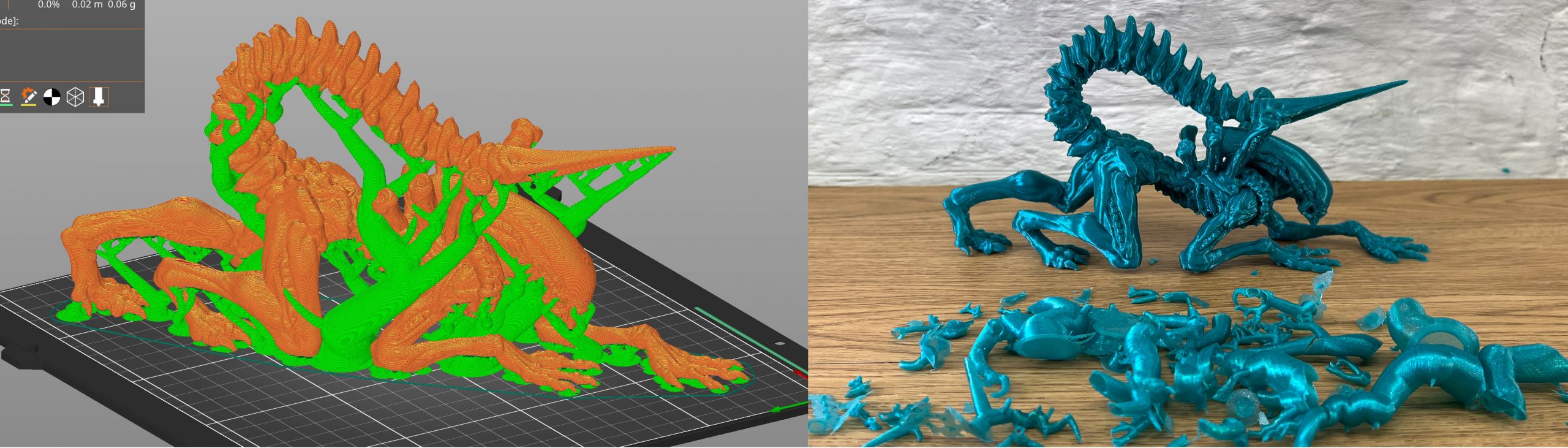

Alien – Xenomorfo – Figura intera – 25 CM, modello di Printed Obsession, stampato con Filament Frenzy
A differenza della precedente implementazione dei supporti ad albero, i supporti organici sono decisamente diversi. La ramificazione è più intelligente e li abbiamo resi più dritti (più corti), più fluidi e più stabili. La sezione trasversale perpendicolare all’asse del ramo è garantita per essere circolare e l’algoritmo utilizza automaticamente pareti perimetrali doppie per gli alberi dove necessario (è possibile configurarlo). I supporti organici sono facilmente rimovibili, non segnano la superficie e sono veloci ed efficienti da stampare. Dai nostri test alpha/beta interni ed esterni, abbiamo visto che l’aggiunta dei supporti organici cambia il modo di concepire la stampa 3D FDM e persino la modellazione 3D. I modelli possono ora essere stampati in orientamenti prima impensabili (rispecchiando le capacità di stampa SLA) e i supporti per le forme più complesse sono generalmente facili da rimuovere.
 I supporti organici possono essere applicati manualmente o bloccati con lo strumento Paint-on. Questo ci porta a un’altra caratteristica fondamentale di PrusaSlicer 2.6.
I supporti organici possono essere applicati manualmente o bloccati con lo strumento Paint-on. Questo ci porta a un’altra caratteristica fondamentale di PrusaSlicer 2.6.
Pittura dei supporti FDM automatica e controllo di stampa
Per molto tempo, PrusaSlicer ha permesso di dipingere manualmente le aree che necessitano di supporti. Si tratta di una funzione molto apprezzata che consente all’utente di personalizzare i supporti in modo rapido e semplice. Come parte di un grande sforzo per creare supporti più intelligenti, lo strumento di pittura dei supporti FDM adesso offre un’opzione per la pittura automatica degli esecutori dei supporti sul modello.
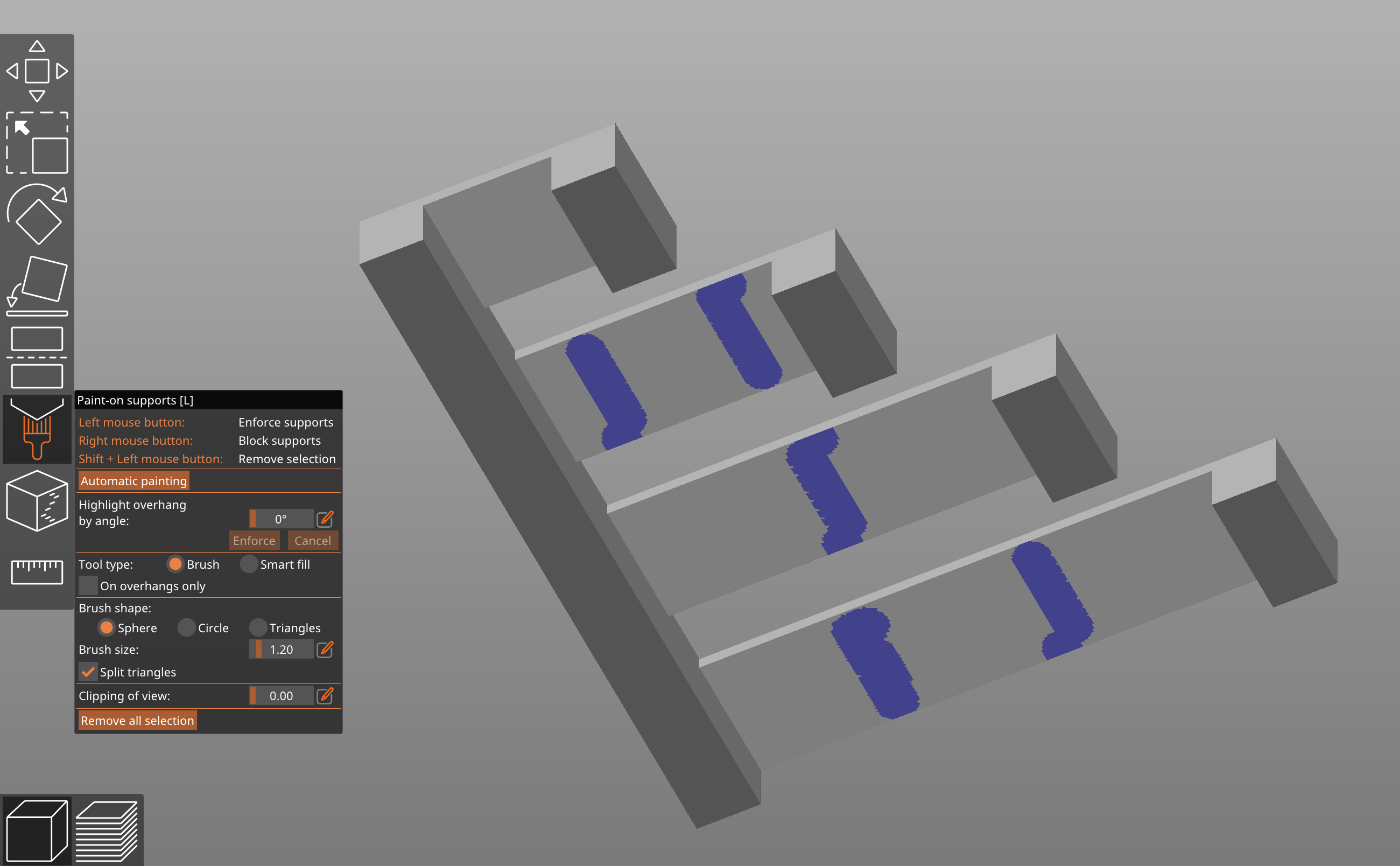
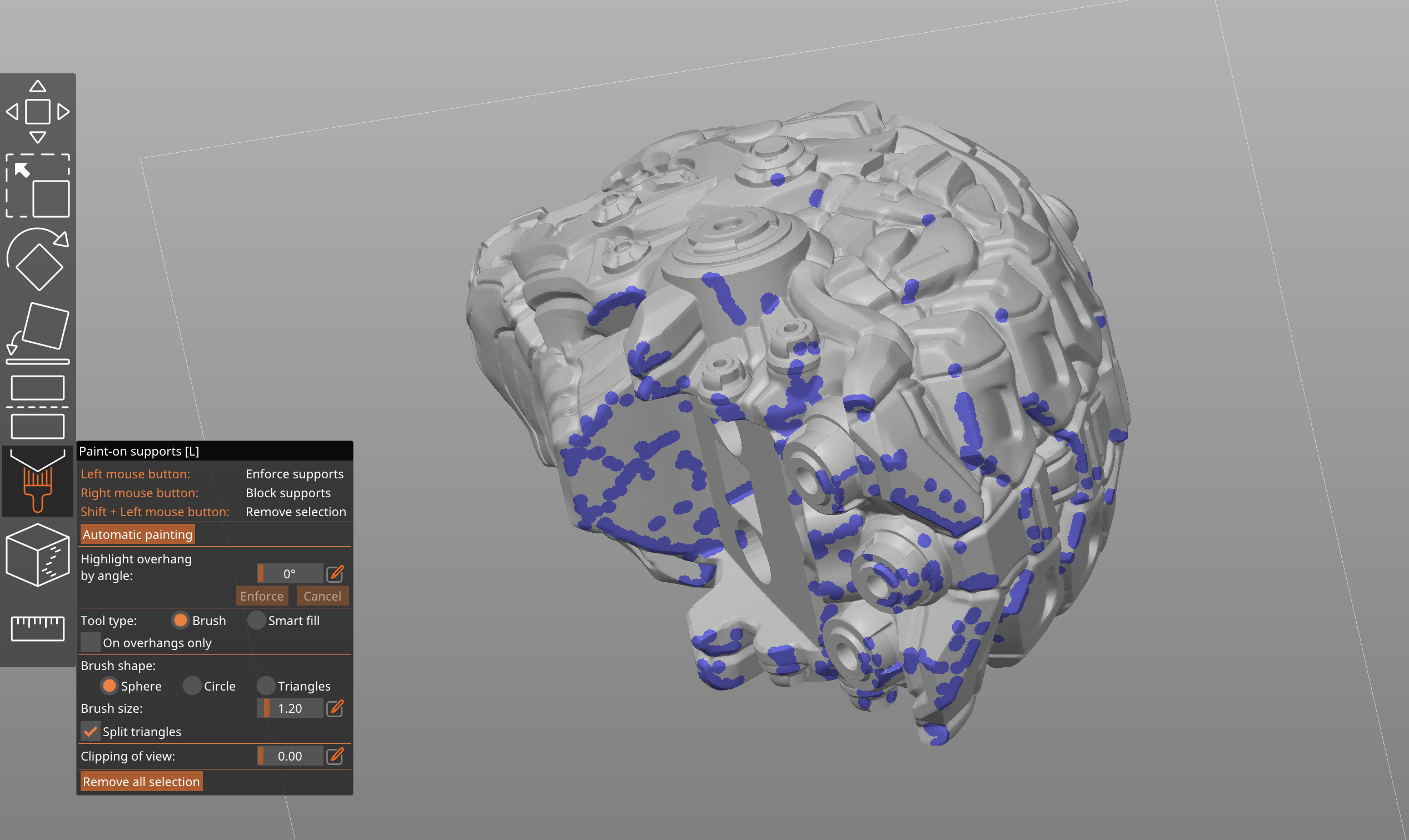 Il nostro algoritmo all’avanguardia che gestisce questo strumento ispeziona la stampa estrusione per estrusione, considerando una moltitudine di fattori come il centro di massa, il peso della parte supportata, il movimento del piano, la potenziale collisione con l’estrusore, l’adesione del piano, il materiale e il bridging. Il risultato è un posizionamento dei supporti più efficiente. Ad esempio, i ponti sono sostenuti solo da pilastri regolarmente distanziati invece che per tutta la loro lunghezza.
Il nostro algoritmo all’avanguardia che gestisce questo strumento ispeziona la stampa estrusione per estrusione, considerando una moltitudine di fattori come il centro di massa, il peso della parte supportata, il movimento del piano, la potenziale collisione con l’estrusore, l’adesione del piano, il materiale e il bridging. Il risultato è un posizionamento dei supporti più efficiente. Ad esempio, i ponti sono sostenuti solo da pilastri regolarmente distanziati invece che per tutta la loro lunghezza.
 Lo strumento si attiva automaticamente anche durante lo slicing, per segnalare se una stampa necessita di supporti. Poiché gli utenti esperti potrebbero trovare tale avviso invadente, è possibile disattivarlo nelle preferenze. Si noti che quando si attiva semplicemente “Supporti ovunque”, il nuovo algoritmo non viene attualmente utilizzato per la generazione dei supporti. È necessario aprire lo strumento Paint-on e utilizzare la funzione di pittura automatica, quindi selezionare i supporti “Solo per esecutori supporto”.
Lo strumento si attiva automaticamente anche durante lo slicing, per segnalare se una stampa necessita di supporti. Poiché gli utenti esperti potrebbero trovare tale avviso invadente, è possibile disattivarlo nelle preferenze. Si noti che quando si attiva semplicemente “Supporti ovunque”, il nuovo algoritmo non viene attualmente utilizzato per la generazione dei supporti. È necessario aprire lo strumento Paint-on e utilizzare la funzione di pittura automatica, quindi selezionare i supporti “Solo per esecutori supporto”.
Strumento per i testi in rilievo
Il nuovo strumento di testo permette di inserire, manipolare e modificare il testo come un oggetto 3D. In questo modo è possibile personalizzare i modelli e aggiungere elementi come note, segni o numeri di serie direttamente nello slicer.
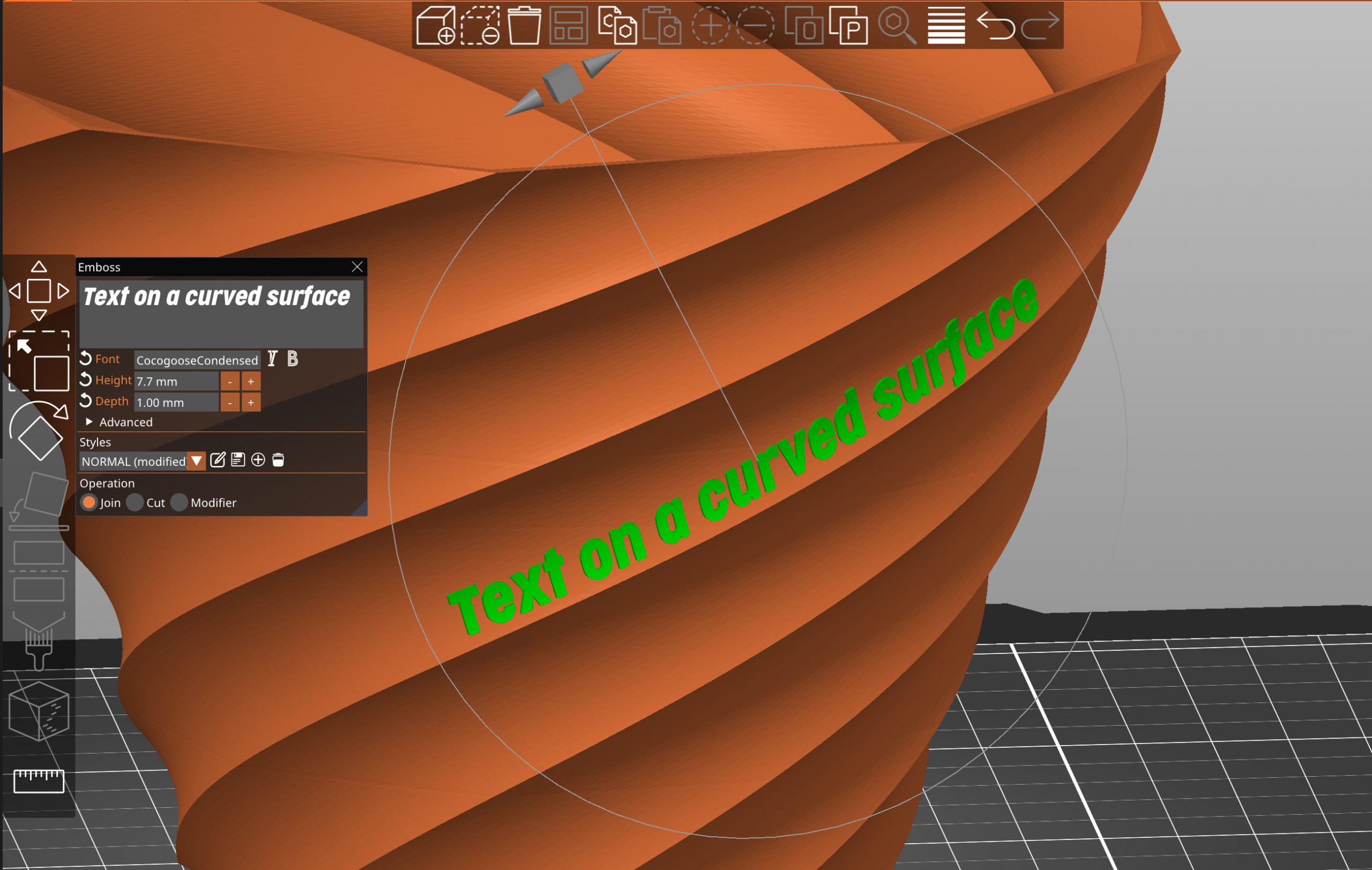 Modello – 9 Sided Twisted Planter di DubMFG
Modello – 9 Sided Twisted Planter di DubMFG
I testi possono essere fatti a rilievo, incisi o persino usati come modificatori. Tuttavia, la vera novità è la possibilità di far seguire al testo superfici curve con un solo clic! Per modificare la posizione del testo, è sufficiente trascinarlo sulla superficie dell’oggetto. L’editor di testo importa automaticamente la libreria di font installata sul dispositivo (tutti i font TrueType dovrebbero funzionare). Anche dopo aver chiuso lo strumento Testo, il testo rimane completamente modificabile. Lo stesso vale per la riapertura dei file di progetto 3MF. È anche possibile creare e salvare stili di testo per riutilizzarli in progetti futuri.
Strumento di taglio migliorato
Lo strumento di taglio planare è da tempo disponibile in PrusaSlicer. È utile per la pre-elaborazione di modelli di grandi dimensioni che non rientrano nel volume di stampa o che sono troppo complicati da stampare in un unico pezzo. Con questa versione, ne estendiamo la funzionalità.
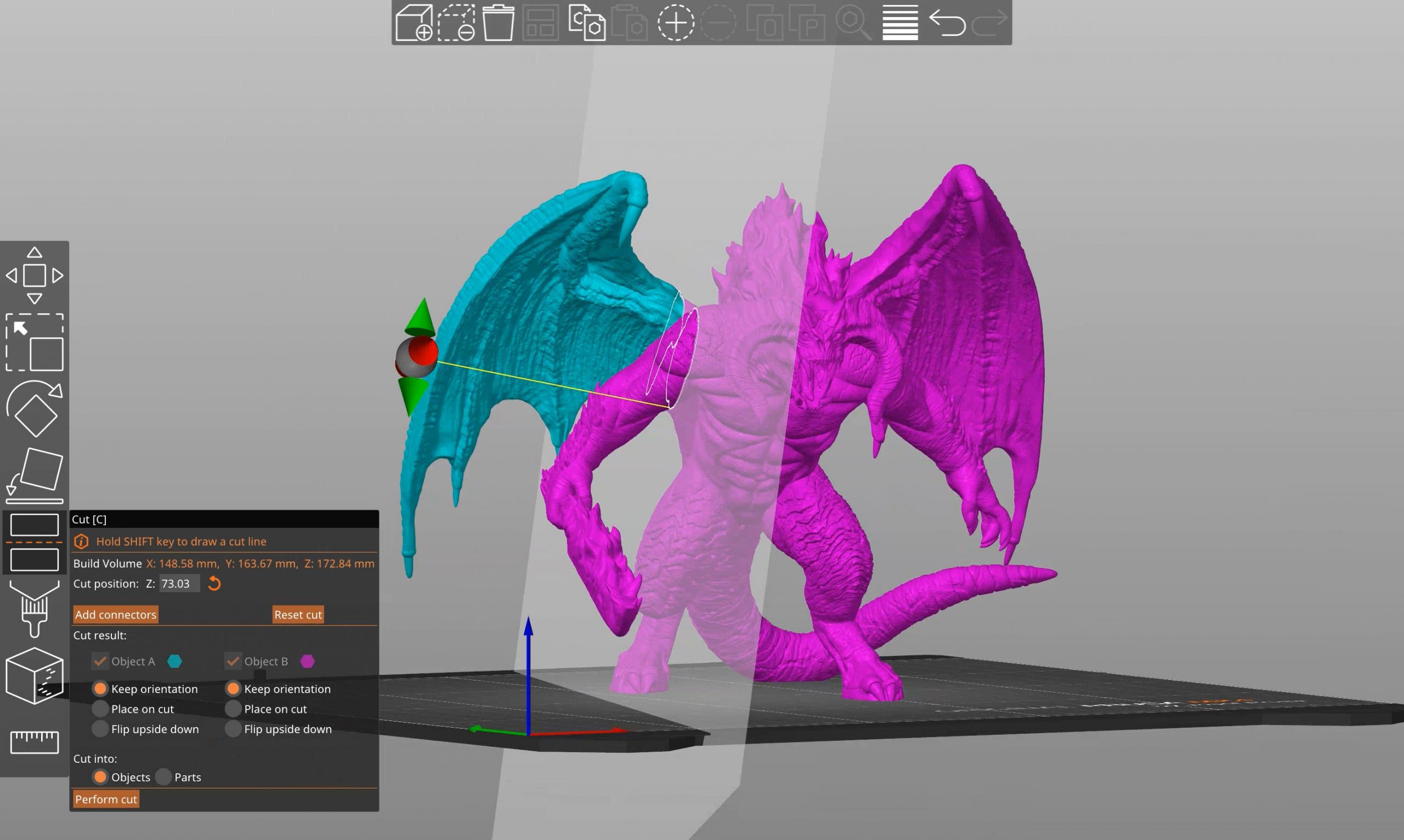 Modello – Balrog Figure di Fotis Mint
Modello – Balrog Figure di Fotis Mint
È possibile tagliare il modello con qualsiasi angolo. La definizione dell’angolo di taglio preciso può essere effettuata sia con un dispositivo 3D che semplicemente disegnando un piano di taglio trascinando il tasto sinistro del mouse tenendo premuto il tasto Maiusc. Se il piano di taglio interseca il modello in diverse regioni, è possibile selezionare le parti da tagliare e quelle da mantenere collegate facendo clic con il tasto destro del mouse. È possibile selezionare se la parte tagliata deve essere posizionata sul piano con la superficie piana appena creata. È anche possibile scegliere di mantenere l’allineamento delle parti, ad esempio per la stampa con una stampante multiutool.
Aggiunta di connettori e perni di fissaggio
Sappiamo quanto sia importante assemblare i pezzi finali ponendo particolare attenzione alla precisione e alla semplicità. Per questo abbiamo aggiunto un’opzione per creare diversi tipi di connettori. È possibile controllare la profondità, le dimensioni e le tolleranze di ciascun connettore e del foro negativo.
Strumento di misura
Lo strumento di misurazione è un’altra caratteristica a lungo richiesta dalla nostra community. Ora è possibile misurare facilmente le distanze tra vertici, bordi e piani. Tuttavia, lo strumento è dotato anche di un algoritmo intelligente di rilevamento della geometria che riconosce i cerchi e i loro diametri, anche su modelli con pochi poligoni.
Se si selezionano due spigoli, due piani o uno spigolo e un piano non paralleli, è possibile misurare l’angolo tra di essi. È anche possibile misurare la distanza tra i centri di due fori. Oltre a misurare dimensioni e angoli, lo strumento offre anche una comoda opzione per scalare uniformemente gli oggetti alla dimensione desiderata, senza dover fare calcoli a parte.Velocità dinamica sporgenza (e velocità dinamica della ventola sulle sporgenze)
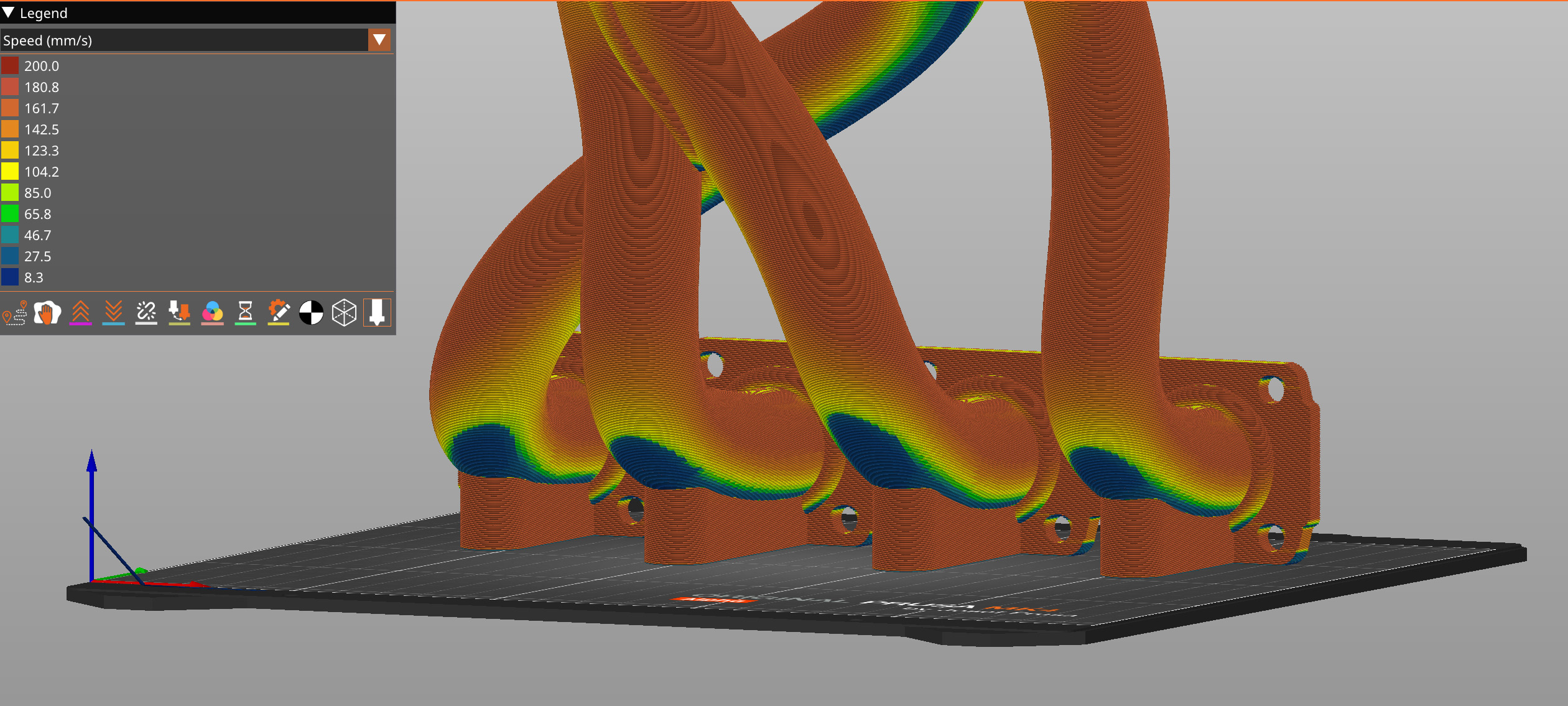
Si tratta di una funzione che abbiamo sviluppato durante i test del firmware Input Shaper per la MK4. Come suggerisce il nome, consente di rallentare la velocità di stampa quando si stampano le sporgenze, consentendo un migliore raffreddamento quando è necessario. L’algoritmo calcola la sovrapposizione dell’estrusione con il layer precedente e applica la velocità calcolata dalla funzione di rallentamento nelle sporgenze.
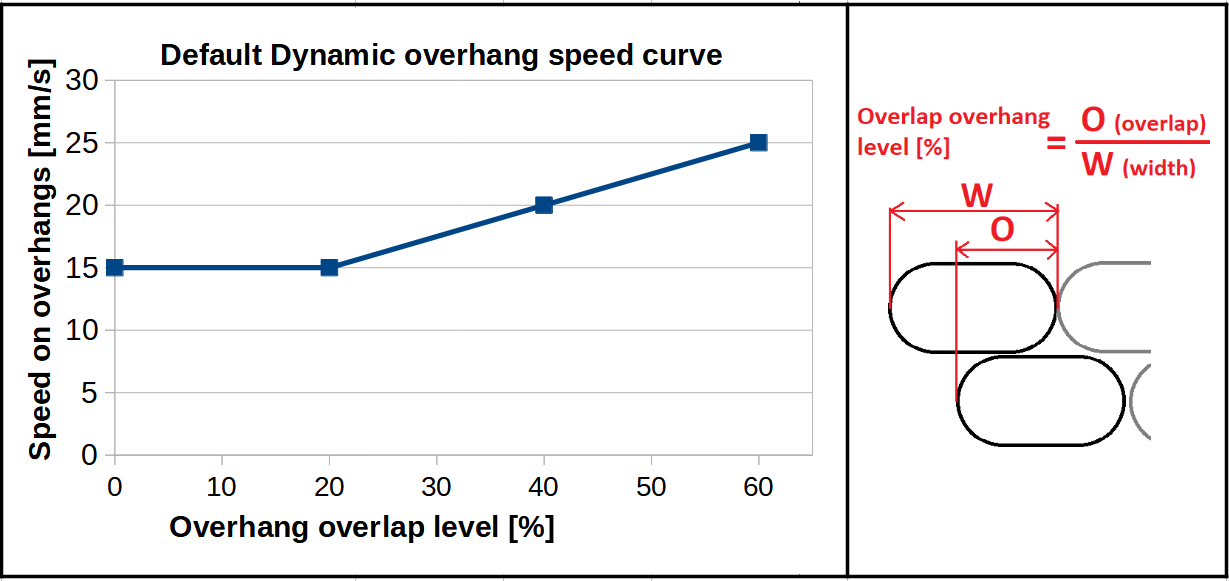
 L’utente può controllare la forma della funzione di rallentamento della sporgenza tramite quattro valori di input: ogni punto ha un valore di sovrapposizione dell’estrusione espresso come percentuale dell’intera larghezza e la velocità desiderata su tale sovrapposizione. Le velocità tra i punti di controllo sono calcolate tramite interpolazione lineare.
L’utente può controllare la forma della funzione di rallentamento della sporgenza tramite quattro valori di input: ogni punto ha un valore di sovrapposizione dell’estrusione espresso come percentuale dell’intera larghezza e la velocità desiderata su tale sovrapposizione. Le velocità tra i punti di controllo sono calcolate tramite interpolazione lineare.
 Allo stesso modo, gli utenti possono creare curve di velocità della ventola personalizzate, in modo che le sporgenze estreme ottengano un raffreddamento maggiore. Naturalmente, con alcuni polimeri, un raffreddamento eccessivo potrebbe avere un impatto negativo sulle proprietà meccaniche.
Allo stesso modo, gli utenti possono creare curve di velocità della ventola personalizzate, in modo che le sporgenze estreme ottengano un raffreddamento maggiore. Naturalmente, con alcuni polimeri, un raffreddamento eccessivo potrebbe avere un impatto negativo sulle proprietà meccaniche.
Estensione riempimento scarso
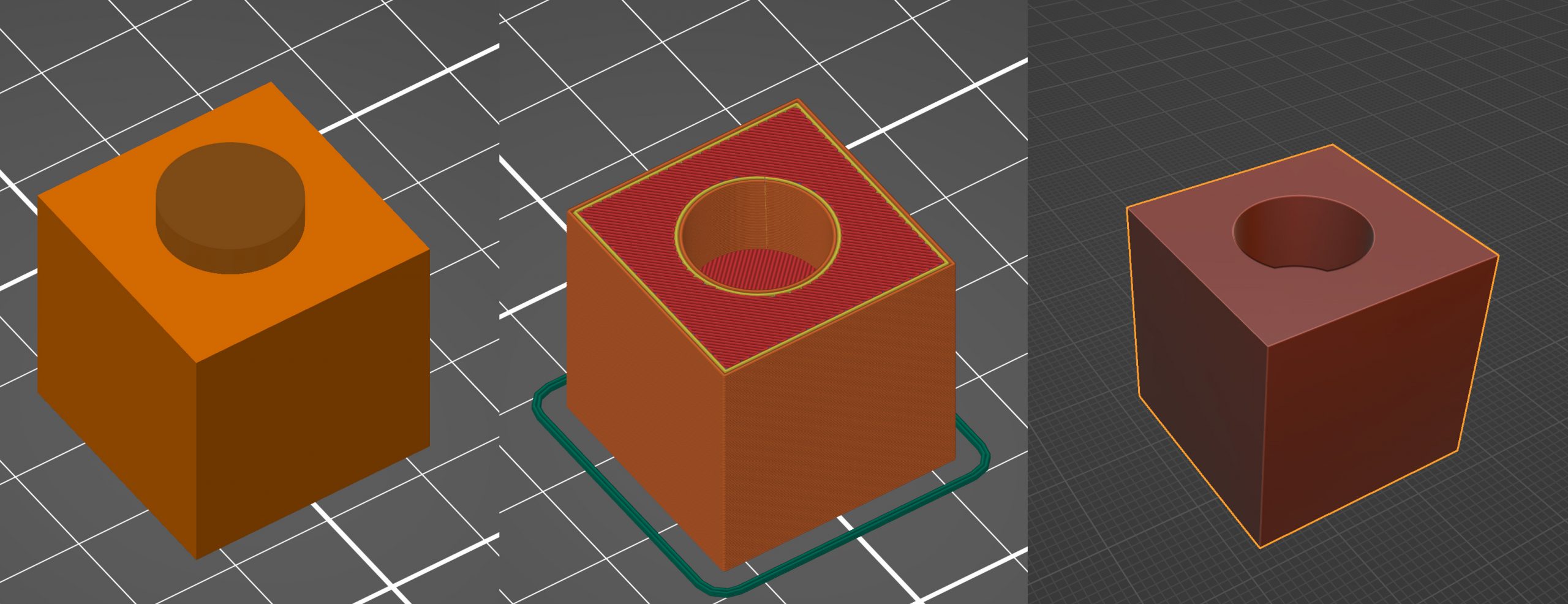
Un problema di vecchia data era legato al riempimento solido stampato su riempimenti scarsi. La forma di queste isole di riempimento era stabilita solo da ciò che si trovava al di sopra, e le linee di riempimento erano spesso sostenute in modo inadeguato, con conseguenti estrusioni a mezz’aria che potevano causare il fallimento delle stampe. PrusaSlicer ora estende le linee di riempimento dei ponti in modo che le loro estremità siano sostenute dal riempimento scarso del layer sottostante. Il riempimento del ponte ora utilizza sempre ‘Ponti spessi’. Il nuovo algoritmo funziona per tutti i tipi di riempimento. L’immagine di confronto qui sotto mostra esattamente lo stesso modello (un cubo con un foro svasato nella faccia superiore).
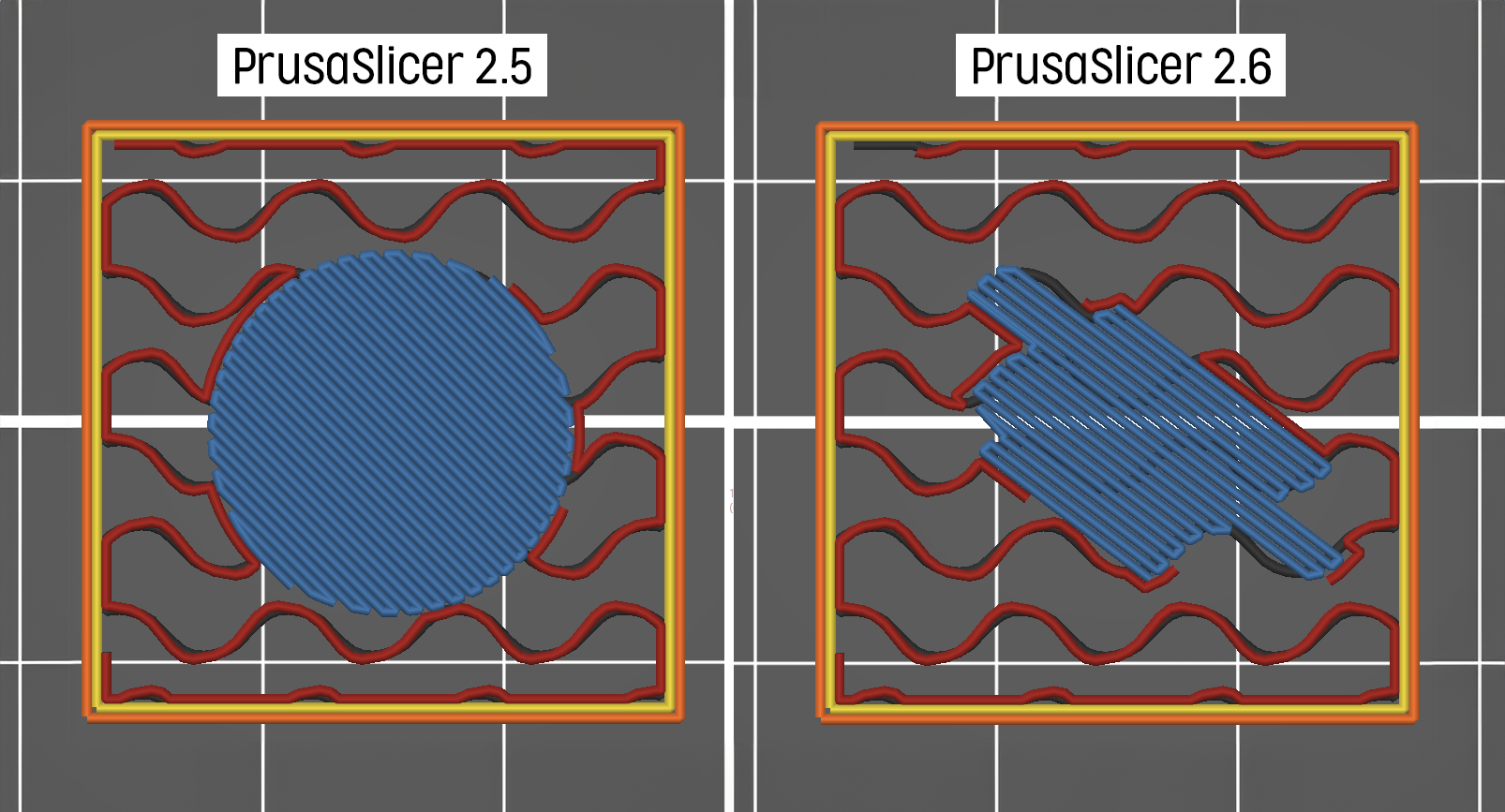 Questa modifica ha reso possibile l’utilizzo di un minor numero di strati solidi superiori, poiché anche il primo strato superiore è ora molto più affidabile, e consente inoltre di ridurre le dilatazioni degli strati ponte. Ciò consente di risparmiare molto tempo di stampa e consumo di materiale.
Questa modifica ha reso possibile l’utilizzo di un minor numero di strati solidi superiori, poiché anche il primo strato superiore è ora molto più affidabile, e consente inoltre di ridurre le dilatazioni degli strati ponte. Ciò consente di risparmiare molto tempo di stampa e consumo di materiale.
Ancoraggi automatici del riempimento bridging
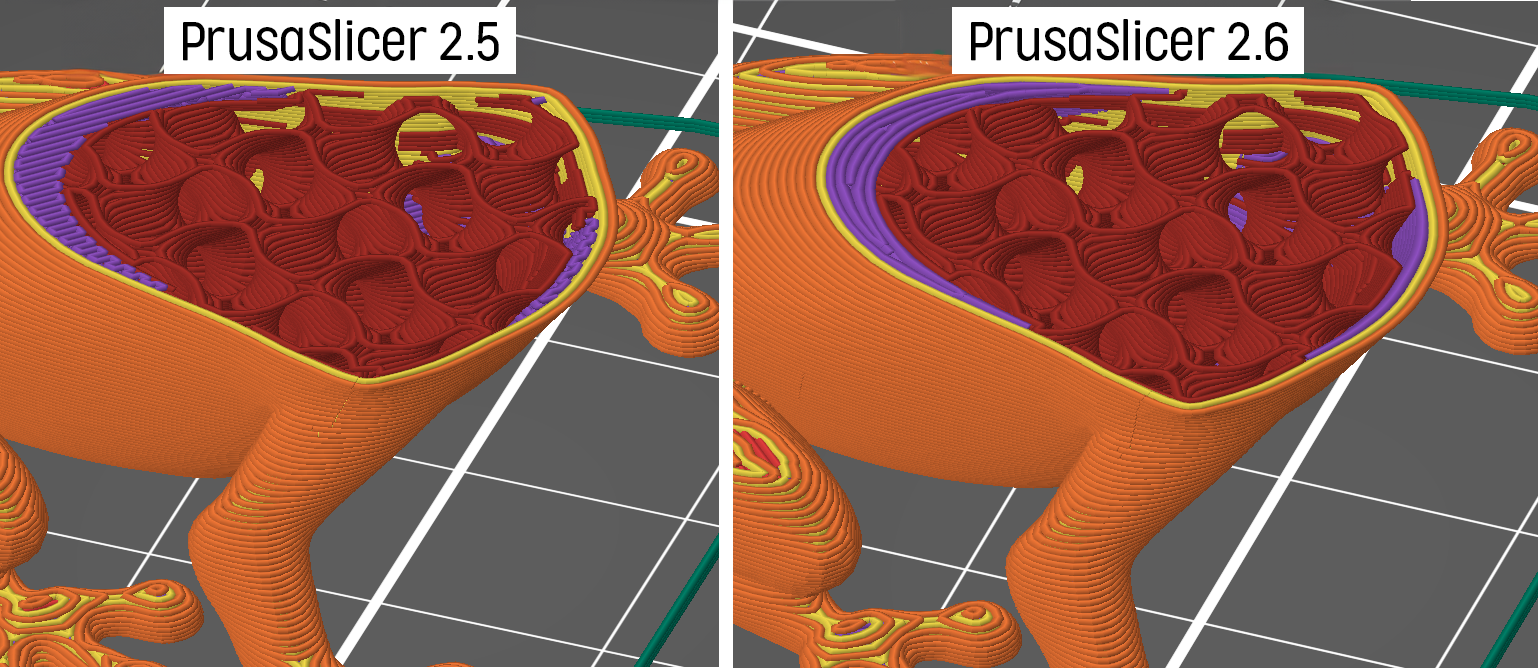
PrusaSlicer ora rileva le aree in cui i ponti interni richiedono l’ancoraggio ai perimetri e li migliora aggiungendo una linea extra che tocca i perimetri nel layer precedente. Questa aggiunta fornisce supporto e migliora la stabilità strutturale dei ponti.
 Abbiamo anche migliorato la gestione dei ponti interni quando si utilizza il riempimento Lightning. Il riempimento Lightning si espande intorno alle superfici a ponte, garantendo un migliore ancoraggio per un maggior numero di ponti.
Abbiamo anche migliorato la gestione dei ponti interni quando si utilizza il riempimento Lightning. Il riempimento Lightning si espande intorno alle superfici a ponte, garantendo un migliore ancoraggio per un maggior numero di ponti.
Migliorato lo spessore pareti verticali
Il problema e la sua storia sono i seguenti: Quando si stampano superfici in pendenza, la parete risultante si assottiglia (per ovvie ragioni geometriche). Nel caso in cui la pendenza sia molto elevata, questo effetto può addirittura produrre dei buchi nelle pareti. Slic3r originale applicava un riempimento rettilineo per riempire questi spazi vuoti, PrusaSlicer aggiungeva una logica aggiuntiva per garantire lo spessore del rivestimento verticale, cercando di assicurare che il rivestimento non fosse più sottile di quanto lo sarebbe una parete verticale.
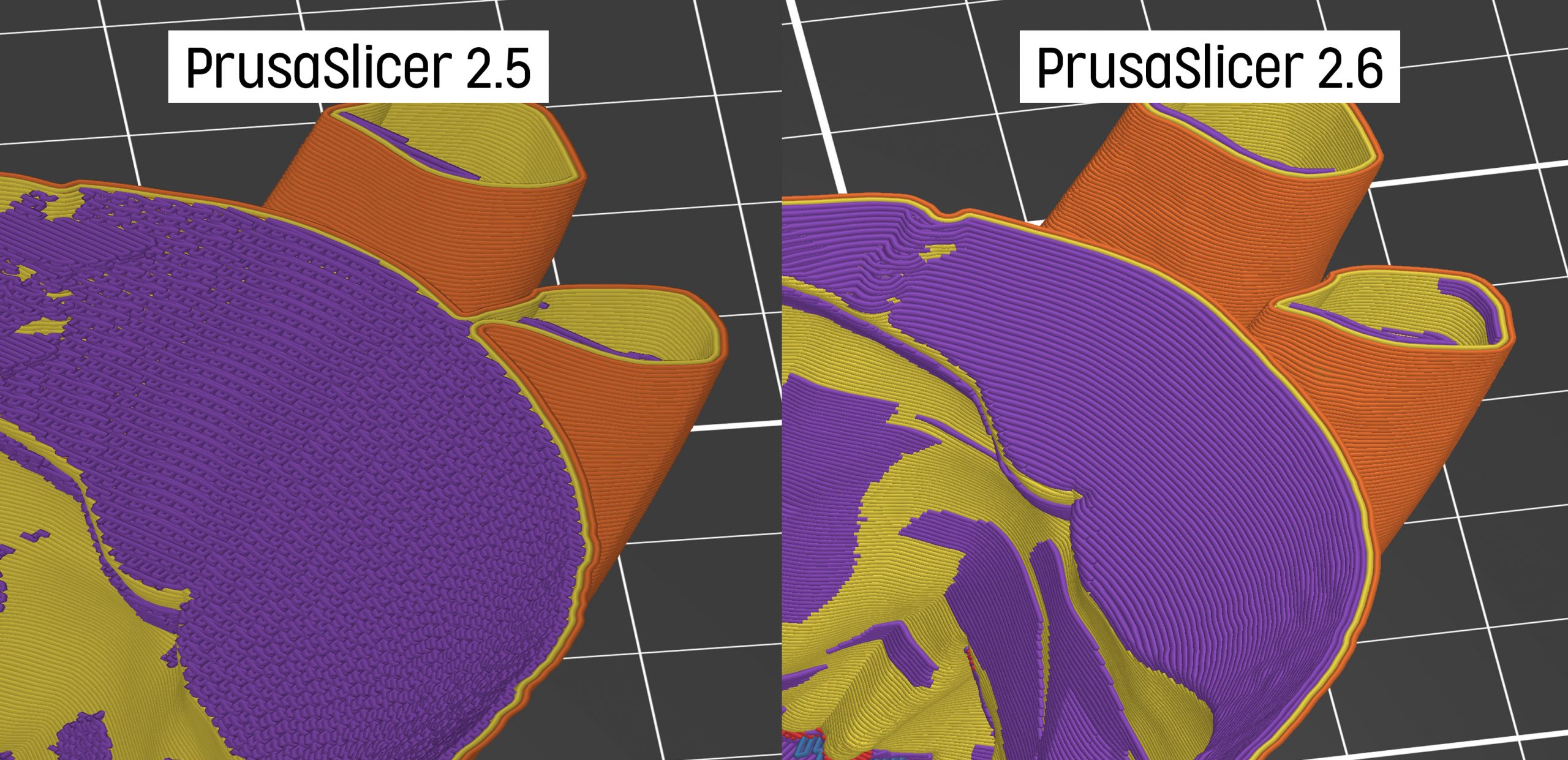 A partire da questa versione, PrusaSlicer rileva automaticamente le regioni in cui le linee rettilinee sono molto corte (il che causa vibrazioni e artefatti superficiali in prossimità delle sporgenze) e riempie le aree con riempimenti concentrici. Anche il calcolo delle aree è stato rielaborato, in modo che il materiale venga aggiunto solo dove è veramente necessario. Il nuovo algoritmo implementato in PrusaSlicer 2.6 è significativamente migliorato rispetto ai due vecchi algoritmi, per cui è stato completamente rimosso il selettore “Assicura spessore guscio verticale”. I modelli con superfici inclinate realizzati con il nuovo algoritmo di PrusaSlicer 2.6 spesso raggiungono tempi di stampa inferiori del 10-15% senza alcun compromesso nella qualità di stampa.
A partire da questa versione, PrusaSlicer rileva automaticamente le regioni in cui le linee rettilinee sono molto corte (il che causa vibrazioni e artefatti superficiali in prossimità delle sporgenze) e riempie le aree con riempimenti concentrici. Anche il calcolo delle aree è stato rielaborato, in modo che il materiale venga aggiunto solo dove è veramente necessario. Il nuovo algoritmo implementato in PrusaSlicer 2.6 è significativamente migliorato rispetto ai due vecchi algoritmi, per cui è stato completamente rimosso il selettore “Assicura spessore guscio verticale”. I modelli con superfici inclinate realizzati con il nuovo algoritmo di PrusaSlicer 2.6 spesso raggiungono tempi di stampa inferiori del 10-15% senza alcun compromesso nella qualità di stampa.
Evita l’incrocio di sporgenze arricciate
Il filamento estruso in prossimità di sporgenze ripide tende a sollevarsi. Se l’ugello passa su queste aree ad alta velocità e urta la stampa (se il sollevamento è superiore al sollevamento Z), può provocare passi saltati o la rottura di parte della stampa. La nuova funzione Evita incrocio sporgenze arricciate utilizza il nostro algoritmo per la stima della qualità dell’estrusione, che tiene conto principalmente della sua curvatura e delle sovrapposizioni con il layer precedente. Da questi dati ricaviamo il possibile arricciamento del filamento (oltre alla necessità di supporti e al rallentamento dinamico delle sporgenze). Quindi il sistema pianifica gli spostamenti in modo da evitare le regioni con un’alta probabilità di arricciamento del filamento.
Esportazione di oggetti STL con operazioni booleane
La funzione ‘Esporta come STL/OBJ’ è ora in grado di sottrarre le mesh negative. Si noti che l’algoritmo potrebbe non funzionare con le geometrie non a semisfera (ad esempio, quelle che contengono autointersecazioni, ecc.). In questo caso, l’utente viene avvisato e vengono esportati solo volumi positivi.
Slicing con Multi-tool / multi-estrusore
Assegnazione di testine di strumenti a diverse caratteristiche
Se si utilizza una stampante con più testine o estrusori, è ora possibile selezionare quale strumento deve essere selezionato per la stampa di:
- Perimeteri
- Riempimento
- Riempimento solido
- Materiale di supporto
- Perimetri esterni della torre di pulitura
Temperatura in attesa
Gli utenti possono ora impostare la temperatura a riposo per gli strumenti che non vengono utilizzati per lunghi periodi di tempo. In questo modo si evita sia la fuoriuscita del filamento dall’ugello sia la degradazione del polimero all’interno dell’ugello.
Cono stabilizzatore
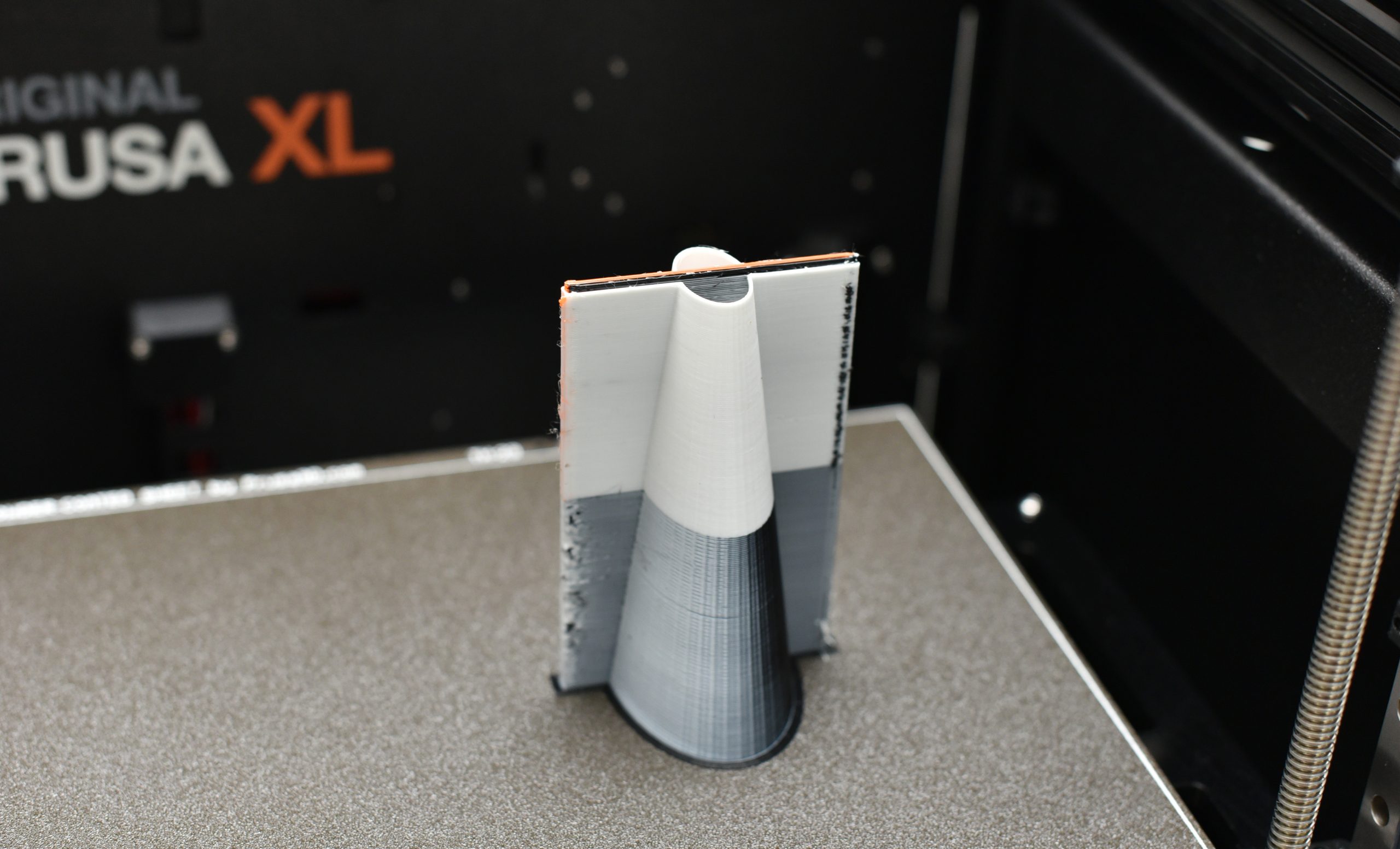
La torre di pulitura può essere stampata opzionalmente con un “cono di stabilizzazione”, che ne impedisce il ribaltamento. Questa funzione è particolarmente utile quando la torre di pulitura ha un ingombro molto ridotto, ma può raggiungere grandi altezze, come nel caso di Original Prusa XL. L’angolo di apice del cono è regolabile in Impostazioni di stampa-Estrusori multipli-Torre di pulitura. Impostando il valore a zero, il cono viene disattivato.
Importazione con un solo clic da Printables.com
La nuova funzione di downloader consente all’utente di accedere e scaricare facilmente i modelli direttamente da Printables.com. Facendo clic sul logo PrusaSlicer su Printables.com, si aprirà una nuova istanza di PrusaSlicer e il modello selezionato verrà salvato nella cartella dell’utente. Gli utenti possono registrarsi per lo strumento Downloader e selezionare la cartella di destinazione attraverso la configurazione guidata o il menu Preferenze.
Profili filamento Template
Abbiamo aggiunto un profilo supplementare che definisce la maggior parte dei materiali e delle marche di filamenti comunemente utilizzati. È possibile utilizzarli con qualsiasi stampante 3D. Tuttavia, questi template universali, creati e messi a punto con le stampanti Original Prusa, potrebbero non offrire prestazioni ottimali rispetto ai profili specificamente messi a punto per il vostro modello di stampante. In generale, non consigliamo di stampare direttamente con questi profili. Sono un ottimo punto di partenza se state creando profili di filamento per il vostro modello di stampante (se non sono già presenti in PrusaSlicer).
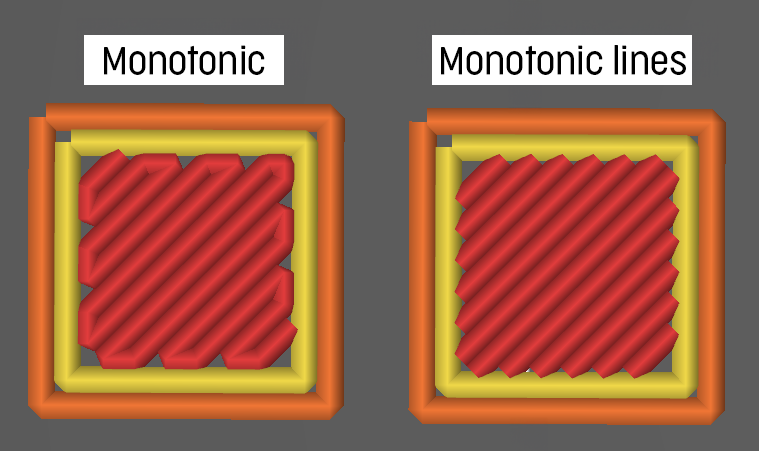
Riempimento linee Monotoniche
Il nuovo riempimento Linee Monotoniche è molto simile a quello Monotonico, ad eccezione del fatto che le linee adiacenti non sono collegate. Ciò consente una minore sovrapposizione perimetro/riempimento e determina un migliore riempimento dello strato superiore/inferiore, una minore sovraestrusione e una migliore precisione dimensionale.
Nuovi supporti sperimentali per SLA
Per unirsi alla mania dei supporti organici, gli algoritmi SLA di PrusaSlicer contengono ora una nuova strategia sperimentale di generazione dei supporti che produce supporti ad albero simili a quelli introdotti nella modalità FDM. Come risultato collaterale del tempo dedicato ai supporti ad albero in generale, questa strategia si ispira all’articolo “Clever Support: Efficient Support Structure Generation for Digital Fabrication”. La nuova procedura è denominata “supporti ramificati” per differenziarsi dalla strategia precedente, che è ancora quella predefinita. Il vantaggio principale di questi nuovi supporti è la loro capacità di risparmiare materiale di stampa. Anche la capacità di evitare il corpo del modello è molto migliorata rispetto alla strategia di supporto predefinita..
Aggiungere nuovi profili stampante
I file di indice del profilo del fornitore (.idx) vengono ora scaricati come un unico file zip. Ciò consente di apportare diverse modifiche: è possibile rilasciare nuove stampanti e nuovi fornitori senza rilasciare una nuova versione di PrusaSlicer. Anche le risorse come le miniature delle stampanti o i modelli dei piani di stampa possono essere aggiornati senza dover rilasciare una nuova versione di PrusaSlicer.
Altre novità
- Le miniature di G-Code possono ora essere esportate nei formati JPG e QOI
- Lo svuotamento SLA ora è 10 volte più veloce
- La stima dei tempi SLA è ora più accurata per Original Prusa SL1S Speed
- Profili di stampanti di terze parti nuovi e aggiornati
- Le funzioni “Disponi” e “Riempi il piano con le istanze” tengono ora conto di skirt e brim
- Supporto del firmware Klipper più intuitivo
- L’apertura dei file 3MF offre ora la possibilità di importare solo la geometria
- Nuovo tipo host “PrusaConnect” con URL precompilato
- È possibile impostare l’accelerazione separatamente per i perimetri esterni, il riempimento solido e il riempimento solido superiore
- ‘Imposta numero di istanze’ ora funziona quando sono selezionati più oggettiLa documentazione di PrusaSlicer viene continuamente aggiornata per riflettere i cambiamenti di questa versione. Se desiderate leggere l’elenco completo delle modifiche, consultate il changelog di ogni versione su GitHub. Abbiamo una serie di funzionalità in fase di sviluppo, che purtroppo non erano ancora pronte per questa versione. Probabilmente le introdurremo in una versione 2.6.1 più piccola. Come sempre, se avete domande o suggerimenti per miglioramenti, non esitate a condividerli con noi. Buona stampa!
Devi essere connesso per inviare un commento.