





Les changements dans les nouvelles versions de PrusaSlicer sont généralement soit de toutes nouvelles fonctions, soit des améliorations itératives des outils existants. Mais cette fois, il y a au moins un changement fondamental dans le fonctionnement du cœur de découpage. De tels changements drastiques demandent beaucoup de temps et d’efforts pour les développer. Heureusement, nous ne sommes pas seuls dans ce cas ! Nous tenons à exprimer nos remerciements à l’ensemble de la communauté open source, à savoir l’équipe Cura d’Ultimaker dirigée par Jaime van Kessel, car deux fonctionnalités majeures de cette version ont été initialement développées par eux, et à Open CASCADE pour la prise en charge des fichiers STEP. Des améliorations comme celles-ci montrent vraiment la puissance du développement open-source.
Avant d’approfondir les nouveautés, voici un aperçu de toutes les nouvelles fonctionnalités :
- Nouveau générateur de périmètre Arachne
- Prise en charge du format de fichier STEP
- Remplissage Lightning
- Amélioration du placement de la jointure en fonction de la visibilité
- Égaliseur de pression
- Nouveaux profils d’imprimantes et de matériaux
- De nombreuses corrections de bugs et petites améliorations
Générateur de périmètre Arachne
Pendant des années, la stratégie utilisée par PrusaSlicer lors de la génération des périmètres consistait à décaler le contour de l’objet avec une ligne d’extrusion de largeur constante. Cela a causé des problèmes dans divers cas, en particulier lors de l’impression de parois minces, de texte ou de logos.
Les développeurs de Cura ont récemment mis en œuvre une nouvelle stratégie nommée Arachne basée sur le papier [Kuipers et al., 2020]. Le générateur Arachne produit des boucles de périmètre et des remplissages des trous avec une largeur d’extrusion variable. Brièvement, il rend automatiquement les périmètres plus larges ou plus fins selon les besoins. C’est un changement majeur ! Avant, il était presque impossible de créer une paroi qui correspondrait exactement à 2 périmètres. Et maintenant ? Tant que l’épaisseur de la paroi est suffisamment proche de 2 périmètres, PrusaSlicer s’occupera du reste.
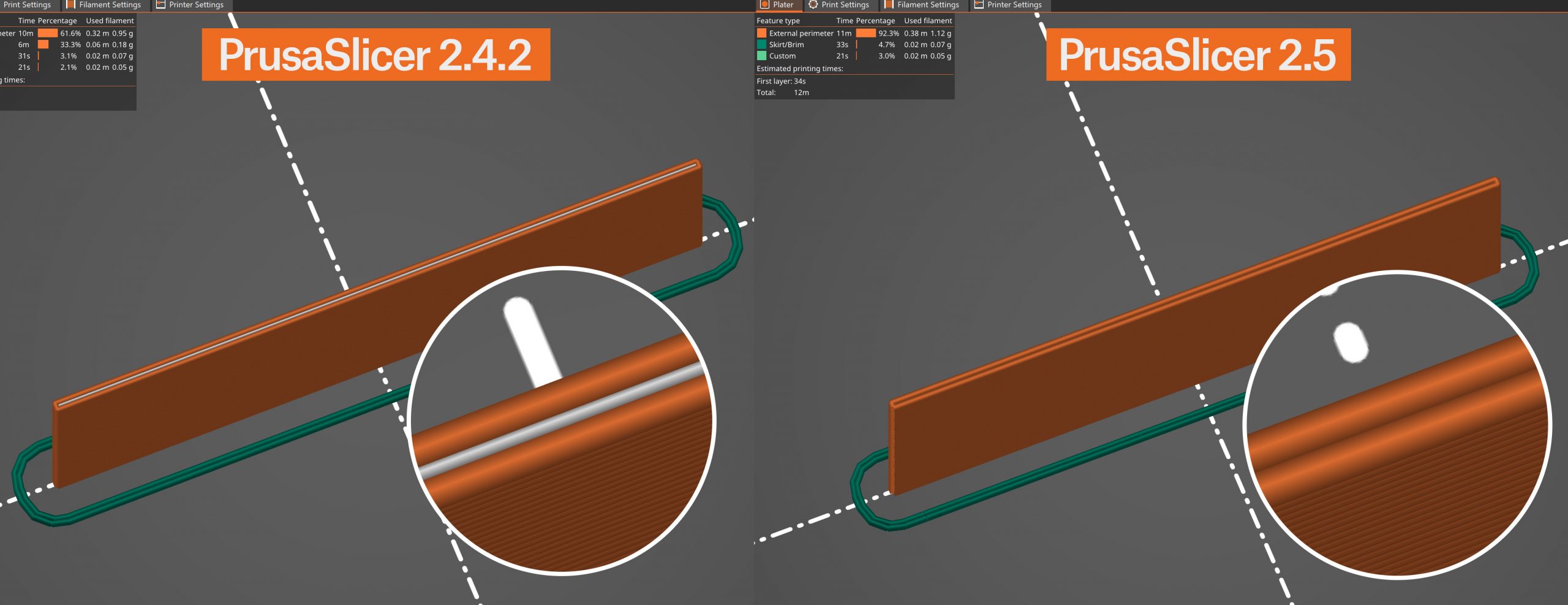
La nouvelle approche produit des impressions plus belles avec moins d’artefacts. Il y a une réduction significative du remplissage des trous, de petites extrusions utilisées pour combler les espaces entre les périmètres, ce qui entraîne également une réduction du temps d’impression.
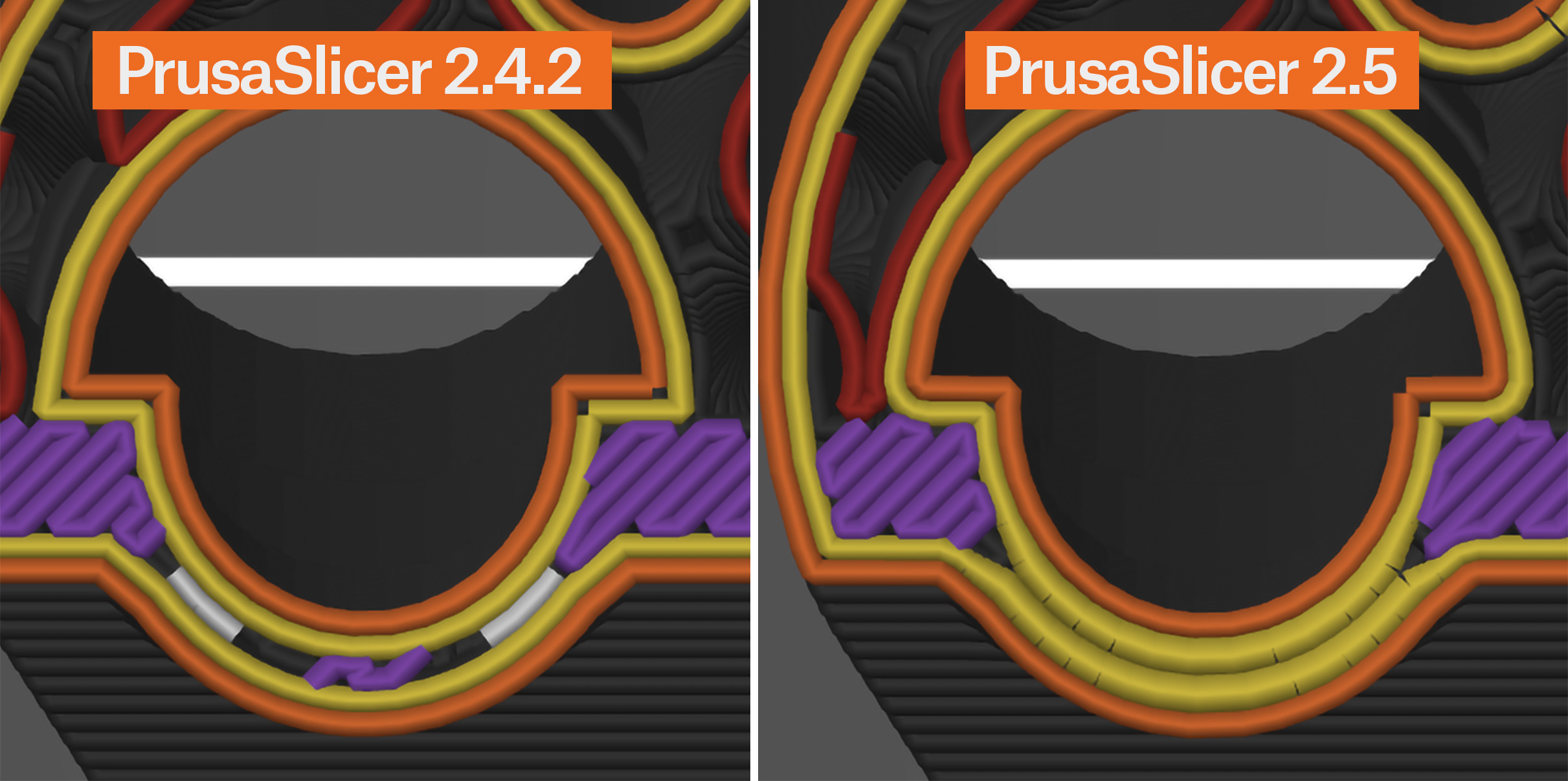
Générateur de périmètre classique dans PrusaSlicer 2.4.2 vs Générateur de périmètre Arachne dans PrusaSlicer 2.5
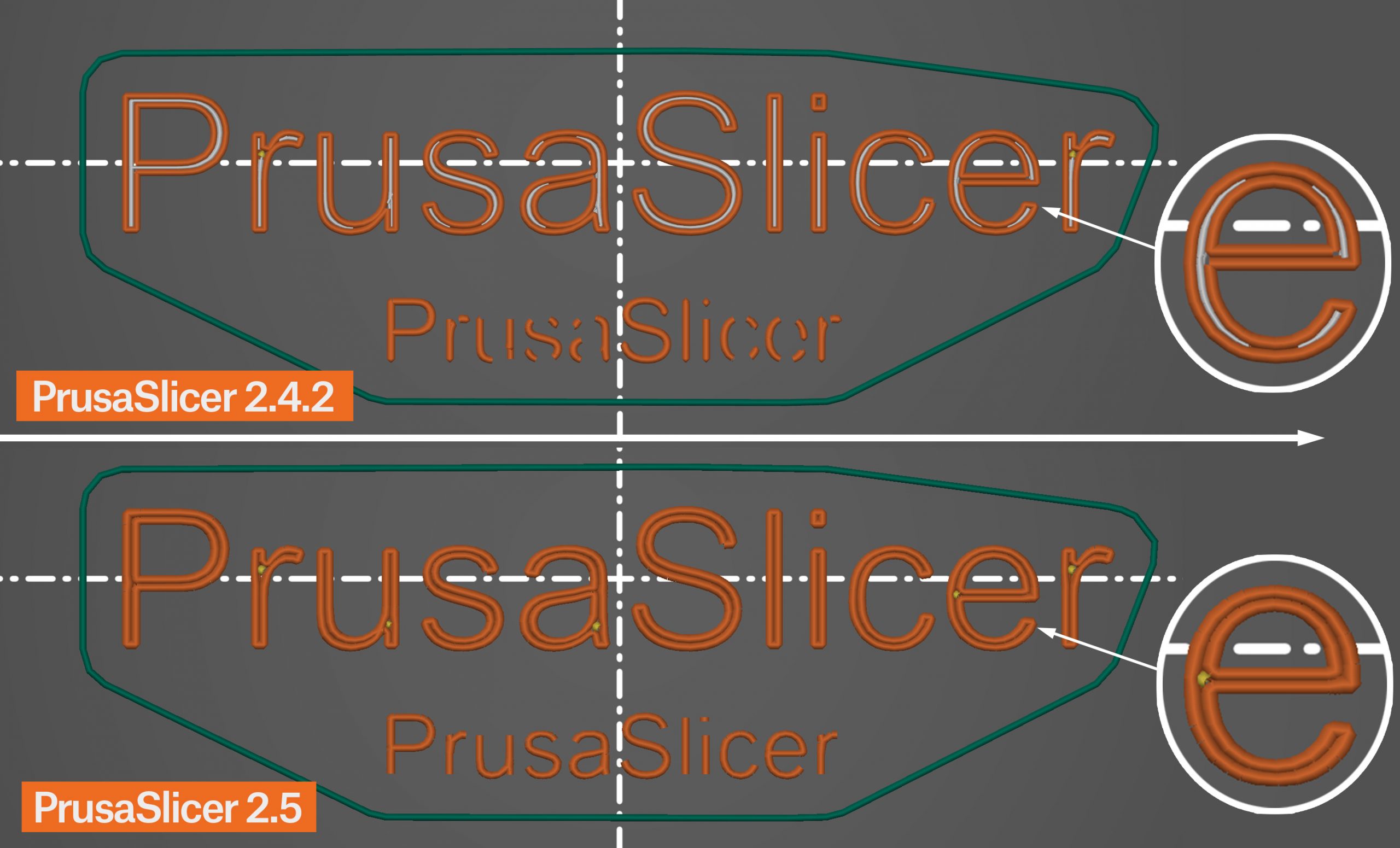
Un domaine où le générateur de périmètre Arachne montre vraiment sa puissance est lors de l’impression de textes ou de petits logos. Dessiner des polices avec une largeur de ligne constante est évidemment assez difficile. Le nouveau générateur de périmètre n’a pas cette limitation et produit des textes beaucoup plus propres, même à plus petite échelle.
Nous avons décidé de définir le générateur de périmètre Arachne comme la nouvelle option par défaut. Si vous souhaitez utiliser l’ancien générateur de périmètre, vous pouvez y accéder dans Réglages d’impression – Paramètres du générateur de périmètre.
La fonction Détecter les parois minces est désactivée lorsque le générateur de périmètre Arachne est sélectionné car elle n’est pas nécessaire car Arachne essaie toujours d’adapter la largeur d’extrusion aux lignes fines.
Prise en charge du format de fichier Step
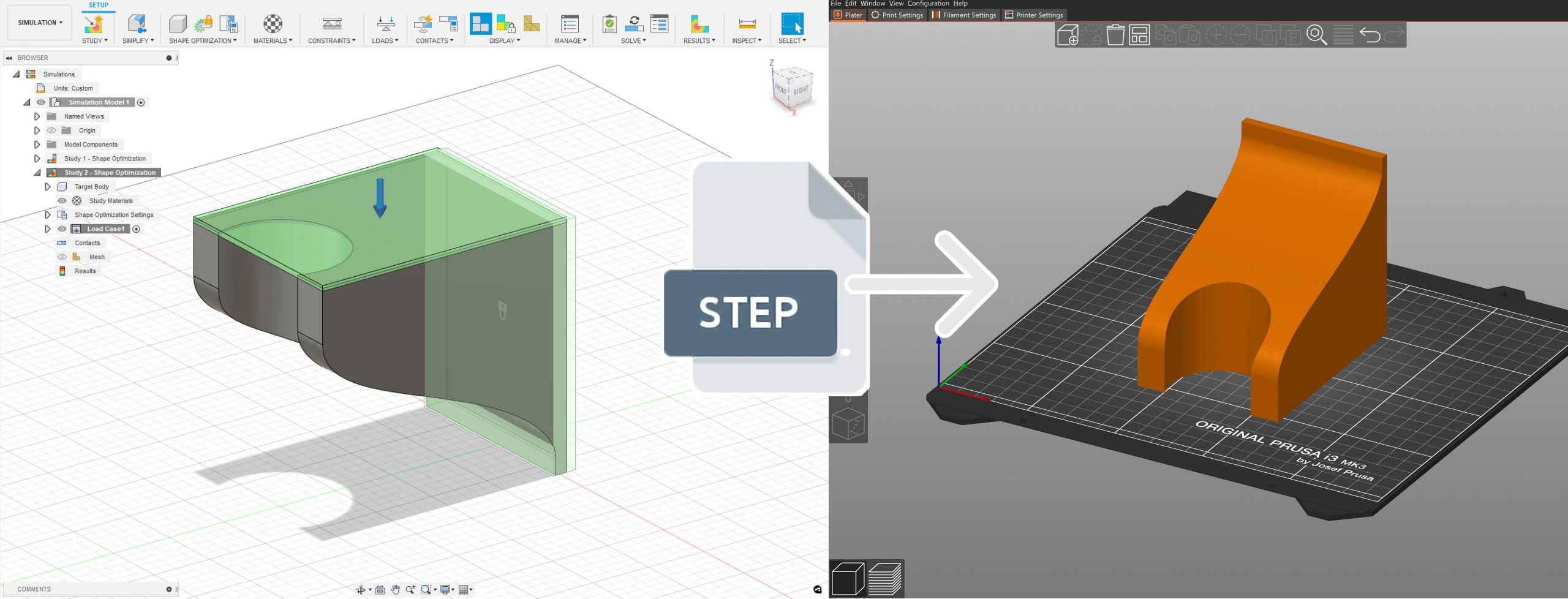
À partir de cette version, PrusaSlicer est capable d’importer des fichiers STEP. Ce format de fichier CAO est interopérable avec la plupart des programmes CAO et il s’agit d’une norme ISO prise en charge par des programmes tels que Fusion 360, FreeCAD, SolidWorks, Inventor, AutoCAD, CATIA et bien d’autres.
Cet ajout apparemment minime pourrait avoir de grandes conséquences. En étant en mesure d’importer directement des fichiers STEP, nous nous attendons à ce qu’un nombre croissant de personnes utilisent le STEP lors du partage en ligne du design au lieu d’un STL, qui est notoirement difficile à modifier. D’autre part, les fichiers STEP peuvent être édités assez facilement, permettant des personnalisations et des remixages rapides. Les entreprises qui impriment à la demande peuvent sauter la conversion des fichiers STEP du client en STL, ce qui permet de gagner un temps précieux.
À l’heure actuelle, nous utilisons la tessellation du modèle lors de l’importation (en le convertissant en un maillage triangulaire), de sorte que le modèle est ensuite découpé comme n’importe quel autre maillage et non de manière analytique. La conversion est entièrement automatique (le niveau de détail n’est pas personnalisable). Nous utilisons la plate-forme de développement Open CASCADE Technology (OCCT pour lire les fichiers STEP, donc un grand merci à eux pour la garder open-source. C’est un noyau de CAO également utilisé par exemple par FreeCAD ou KiCad. L’implémentation de l’importation elle-même a été portée depuis BambuStudio, merci également à eux.
Remplissage Lightning
Le remplissage a un double objectif : fournir une rigidité structurelle et soutenir les surfaces supérieures. Dans le cas où la rigidité structurelle n’est pas nécessaire, beaucoup de matériau et de temps d’impression sont économisés grâce au nouveau remplissage Lightning, qui est optimisé pour supporter uniquement les surfaces supérieures. Le remplissage lighting génère une structure ramifiée qui se densifie progressivement vers les surfaces supérieures pour les soutenir de manière fiable.
Le remplissage lighting est basé sur le papier [Tricard et al., 2019]. Comme le générateur de périmètre Arachne, nous avons porté le remplissage Lightning de Cura, merci encore de garder Cura open source.

PrusaSlicer avait déjà un remplissage avec un comportement similaire appelé remplissage cubique de support. Cependant, le remplissage Lightning permet d’économiser encore plus de matériau. Le tableau suivant compare le temps d’impression et la consommation de filament lors de l’impression de la la fameuse rainette à une échelle de 400%.
| Type de remplissage | Temps d’impression [min] | Filament total [g] | Filament pour le remplissage [g] | Filament économisé pour le remplissage |
|---|---|---|---|---|
| Gyroïde 15% | 1104 | 204 | 114 | 0% |
| Support Cubique 15% | 792 | 152 | 62 | 46% |
| Remplissage Lightning 15 % | 840 | 111 | 20 | 82% |
Égaliseur de pression
Une imprimante 3D FDM se compose d’un système de mouvement et d’un système d’extrusion. Alors que le système de mouvement aime accélérer et décélérer en douceur pour réduire les vibrations, l’extrudeur aime extruder à une vitesse constante pour la meilleure régularité d’extrusion. Cela signifie, malheureusement, que les conditions optimales du système de mouvement et de l’extrudeur sont en conflit.
Les extrudeurs de type Bowden sont particulièrement sensibles aux fluctuations de pression, en raison du jeu dans le tube Bowden, ils ne sont pas en mesure de reproduire de manière fiable les changements rapides du taux d’extrusion. L’égaliseur de pression atténue les changements soudains de vitesse entre deux éléments (par exemple, entre le remplissage d’impression et les périmètres) et réduit les artefacts d’impression causés par les fluctuations rapides de la pression de l’extrudeur.
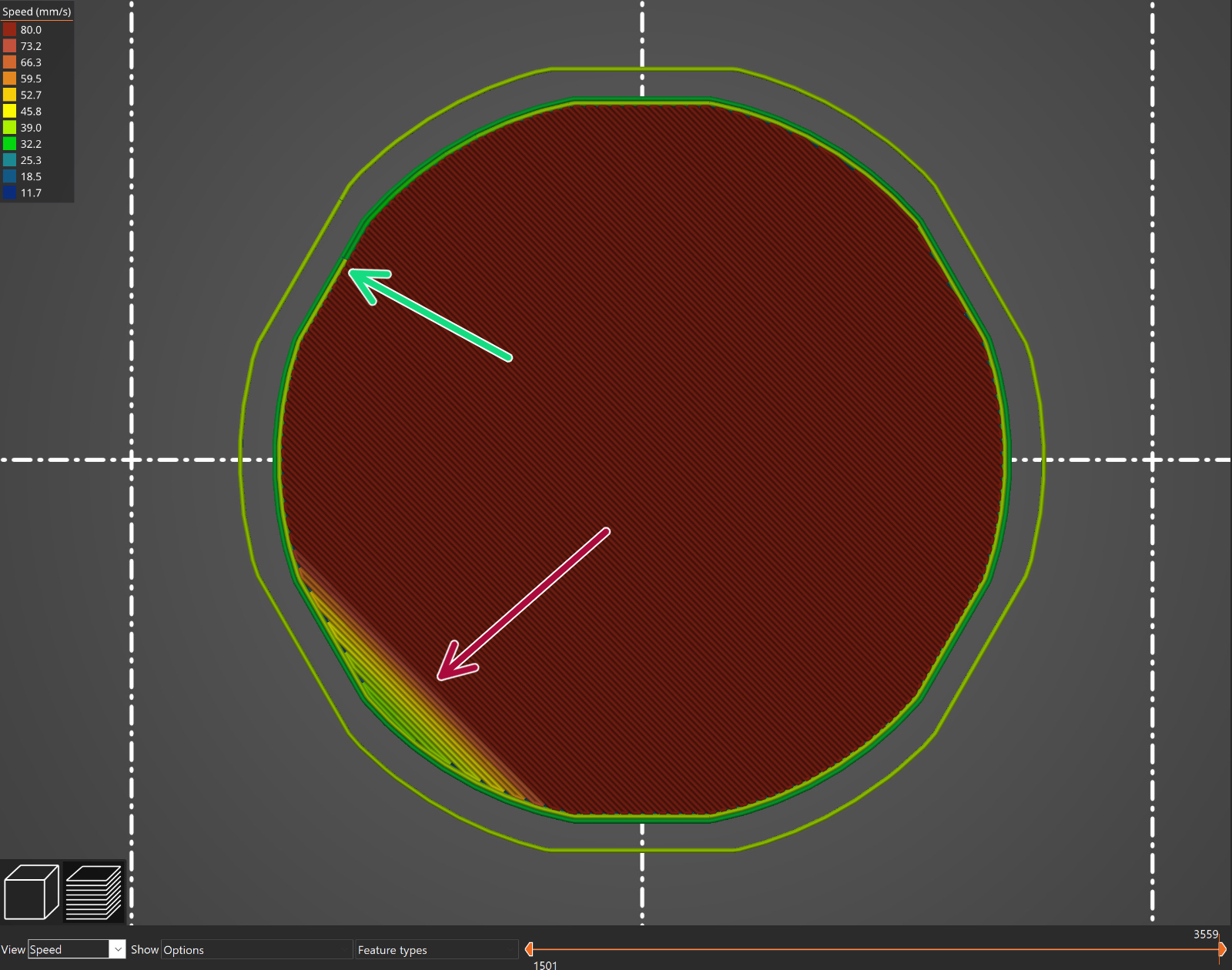
Avant de passer d’un périmètre interne plus rapide à un périmètre externe plus lent, l’égaliseur de pression ralentit progressivement en fin de périmètre interne pour atteindre la vitesse d’extrusion du périmètre externe. De même, lors du passage du périmètre extérieur au remplissage, le démarrage du remplissage est ralenti à la vitesse du périmètre extérieur et accéléré progressivement.

L’impression de droite montre des renflements sur les périmètres externes dus à une pression excessive de l’extrudeur sur une imprimante de style Bowden, tandis que les renflements sont atténués sur l’impression de gauche grâce à l’égaliseur de pression
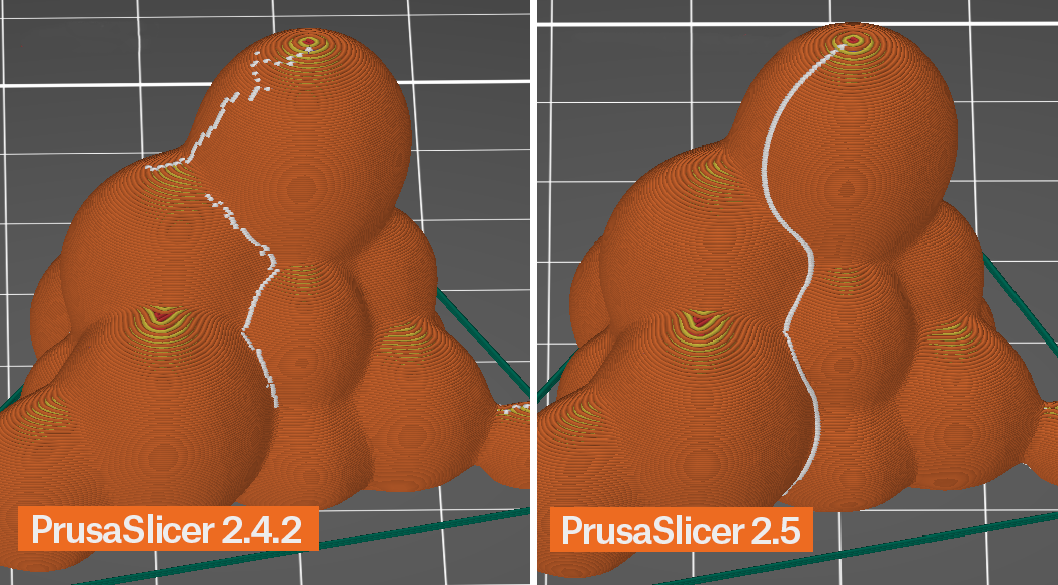
Amélioration du placement de la jointure en fonction de la visibilité
À moins que vous n’imprimiez en mode Vase spiral, chaque boucle de périmètre doit commencer et se terminer quelque part. De plus, l’imprimante doit arrêter l’extrusion pendant un bref instant lorsque la tête d’impression passe à la couche suivante. Ce point de début/fin crée une jointure verticale potentiellement visible sur le côté de l’objet.
À partir de cette version, l’algorithme de placement des jointures préfère les régions qui ne sont pas du tout visibles de l’extérieur du modèle ou qui sont occultées dans la plupart des directions. Le nouvel algorithme de visibilité est appliqué aux jointures définies sur Plus proche ou Aligné. De plus, lorsque des jointures peintes sont utilisées et que « Aligné » est défini, la ligne de jointure résultante tente de trouver un coin pointu dans la zone peinte et de s’y accrocher, ce qui conduit à des lignes plus lisses le long du bord pointu. Les versions précédentes ne détectaient pas l’arête vive dans ce scénario.
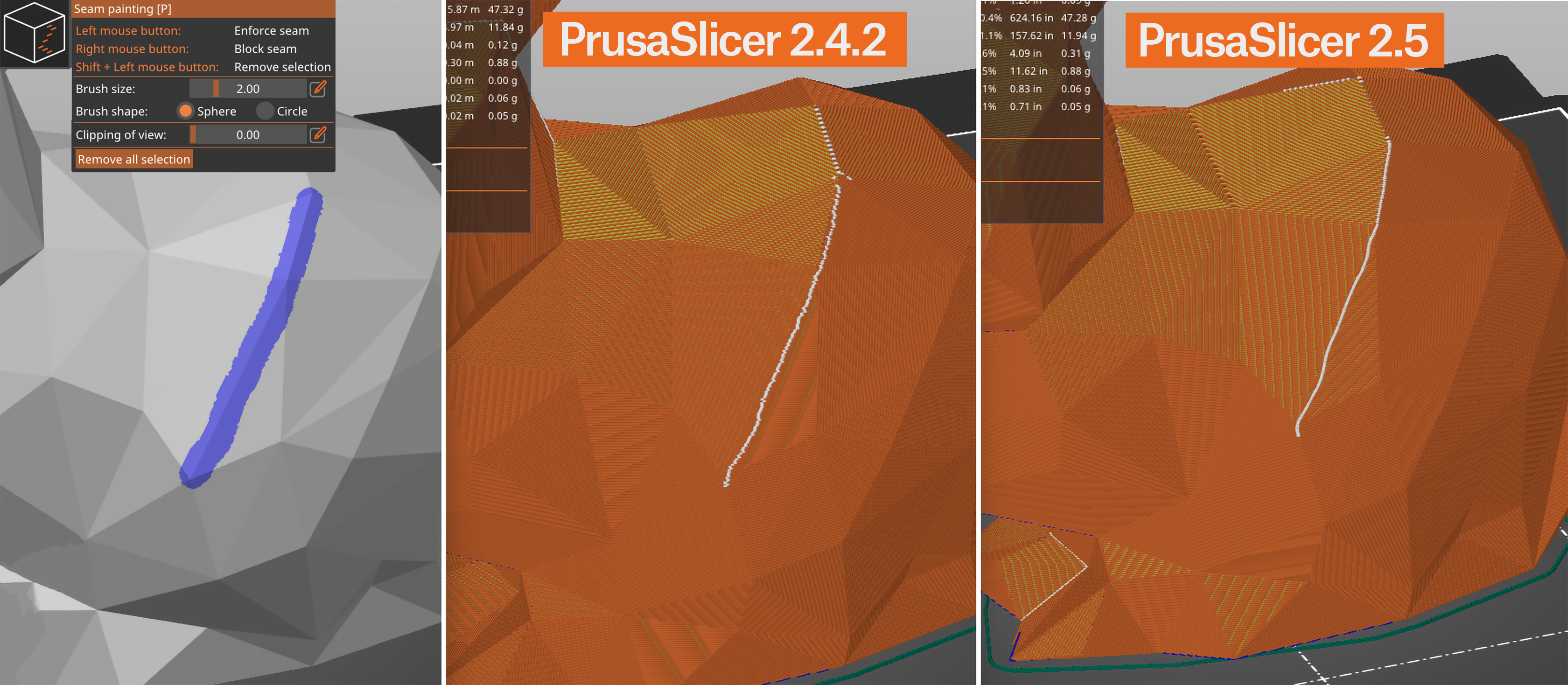
En outre, le nouvel algorithme s’efforce de produire des jointures éventuellement longues et lisses sur des surfaces lisses, tandis que l’ancien algorithme produisait souvent des jointures aléatoires déconnectées sur de telles surfaces.
Pour les objets multi-matériaux ou multi-parties où une couche est divisée en plusieurs régions, chaque région ayant son propre périmètre, les jointures sont nouvellement masquées à l’intérieur de l’objet entre les régions.
Autres nouvelles fonctionnalités
- Les vignettes de G-Code peuvent désormais être exportées aux formats JPG et QOI
- L’évidement SLA est maintenant jusqu’à 10 fois plus rapide
- L’estimation du temps pour le SLA est désormais plus précise pour l’Original Prusa SL1S Speed
- Nouveaux profils d’imprimantes tierces nouveaux et mises à jour
La documentation de PrusaSlicer a déjà été mise à jour pour refléter la plupart des modifications apportées à cette version.
Si vous souhaitez lire la liste complète des modifications, consultez le journal des modification de chaque version sur notre GitHub. Nous nous concentrons sur le raccourcissement du cycle de développement, afin que vous puissiez profiter plus souvent des nouvelles versions de PrusaSlicer. En conséquence, certaines nouvelles fonctionnalités n’ont pas été intégrées à cette version, car elles n’étaient pas prêtes à temps, vous les verrez dans la prochaine version 2.6. Comme toujours, si vous avez des questions ou des suggestions d’améliorations, n’hésitez pas à nous en faire part. Bonne impression !
Vous devez vous connecter pour publier un commentaire.