





Bei den Änderungen in neuen Versionen von PrusaSlicer handelt es sich in der Regel entweder um ganz neue Funktionen oder um schrittweise Verbesserungen der vorhandenen Werkzeuge. Aber dieses Mal gibt es mindestens eine grundlegende Änderung an der Art und Weise, wie das Slicen im Kern funktioniert. Solche drastischen Änderungen erfordern viel Zeit und Mühe bei der Entwicklung. Zum Glück sind wir damit nicht allein! Wir möchten uns bei der gesamten Open-Source-Gemeinschaft bedanken, insbesondere beim Ultimaker Cura Team unter der Leitung von Jaime van Kessel, da zwei wichtige Funktionen in dieser Version ursprünglich von ihnen entwickelt wurden, und bei Open CASCADE für die Unterstützung von STEP-Dateien. Verbesserungen wie diese zeigen wirklich die Stärke der Open-Source-Entwicklung.
Bevor wir näher auf die Neuerungen eingehen, hier ein Überblick über alle neuen Funktionen:
- Neuer Perimeter-Generator Arachne
- Unterstützung des STEP-Dateiformats
- Lightning Infill
- Verbesserte Nahtplatzierung basierend auf der Sichtbarkeit
- Druckausgleicher
- Neue Drucker- und Materialprofile
- Viele Fehlerbehebungen und kleinere Verbesserungen
Arachne Perimeter-Generator
Jahrelang bestand die Strategie von PrusaSlicer bei der Generierung von Umfängen darin, die Kontur des Objekts mit einer Profil-Linie konstanter Breite zu versetzen. Dies führte in verschiedenen Fällen zu Problemen, insbesondere beim Drucken von dünnen Wänden, Text oder Logos.
Die Entwickler von Cura haben kürzlich eine neue Strategie namens Arachne implementiert, die auf dem Papier [Kuipers et al., 2020] basiert. Der Arachne-Generator erzeugt Umfangsschleifen und Lückenfüllungen mit unterschiedlicher Profilbreite. Einfach ausgedrückt, er macht die Umfänge je nach Bedarf automatisch breiter oder dünner. Das ist eine große Veränderung! Früher war es fast unmöglich, eine Wand zu erstellen, die genau auf 2 Umfangslinien passt. Und jetzt? Solange die Wandstärke nahe genug an 2 Umfängen liegt, kümmert sich PrusaSlicer um den Rest.
Der neue Ansatz druckt schöner aussehende Objekte mit weniger Artefakten. Die Zahl der Lückenfüller, also der kleinen Profile, die zum Füllen von Lücken zwischen den Umfangslinien verwendet werden, ist deutlich geringer, was auch zu einer Verkürzung der Druckzeit führt.
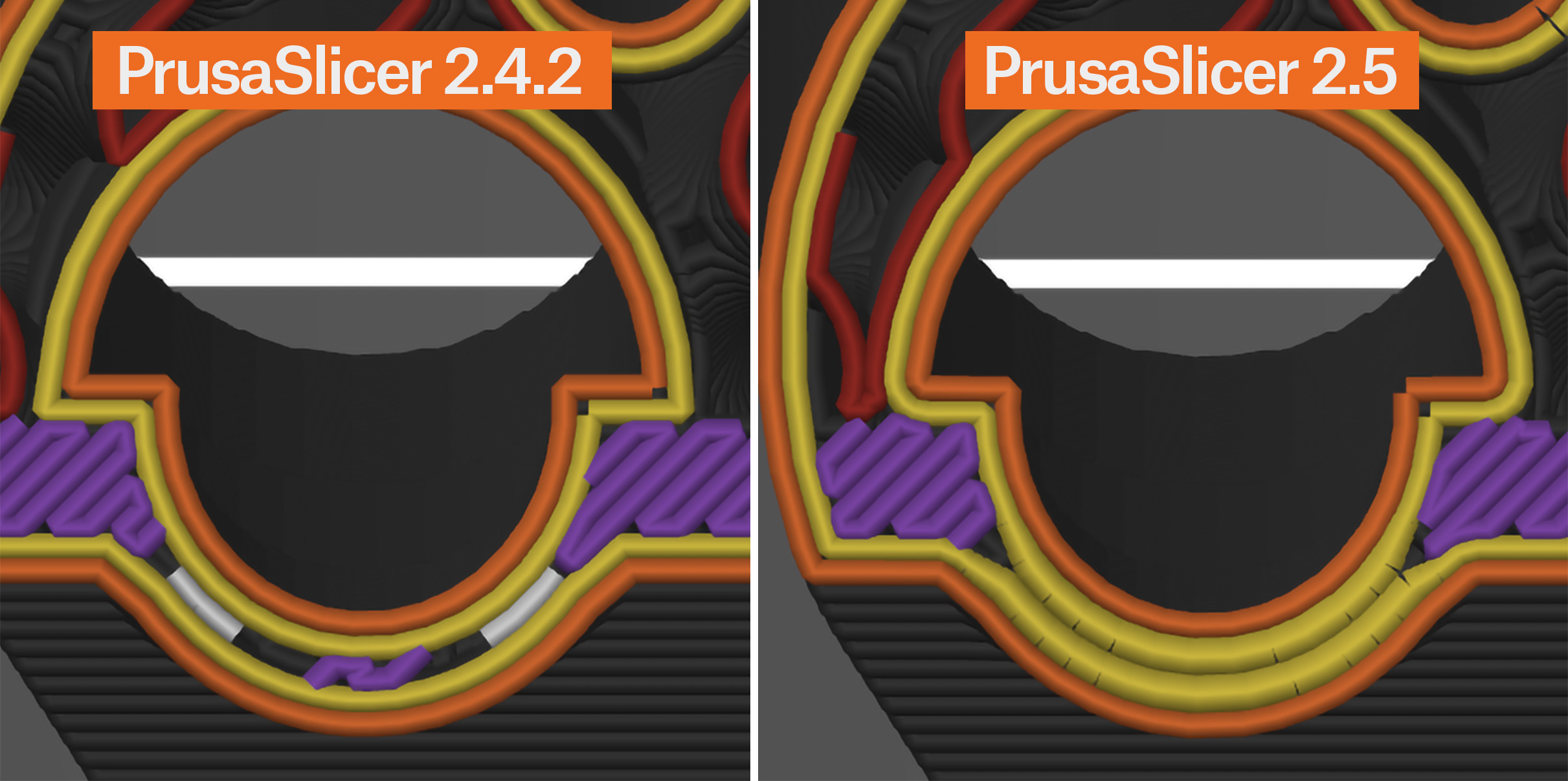
Klassischer Perimeter Generator in PrusaSlicer 2.4.2 vs Arachne Perimeter Generator in PrusaSlicer 2.5
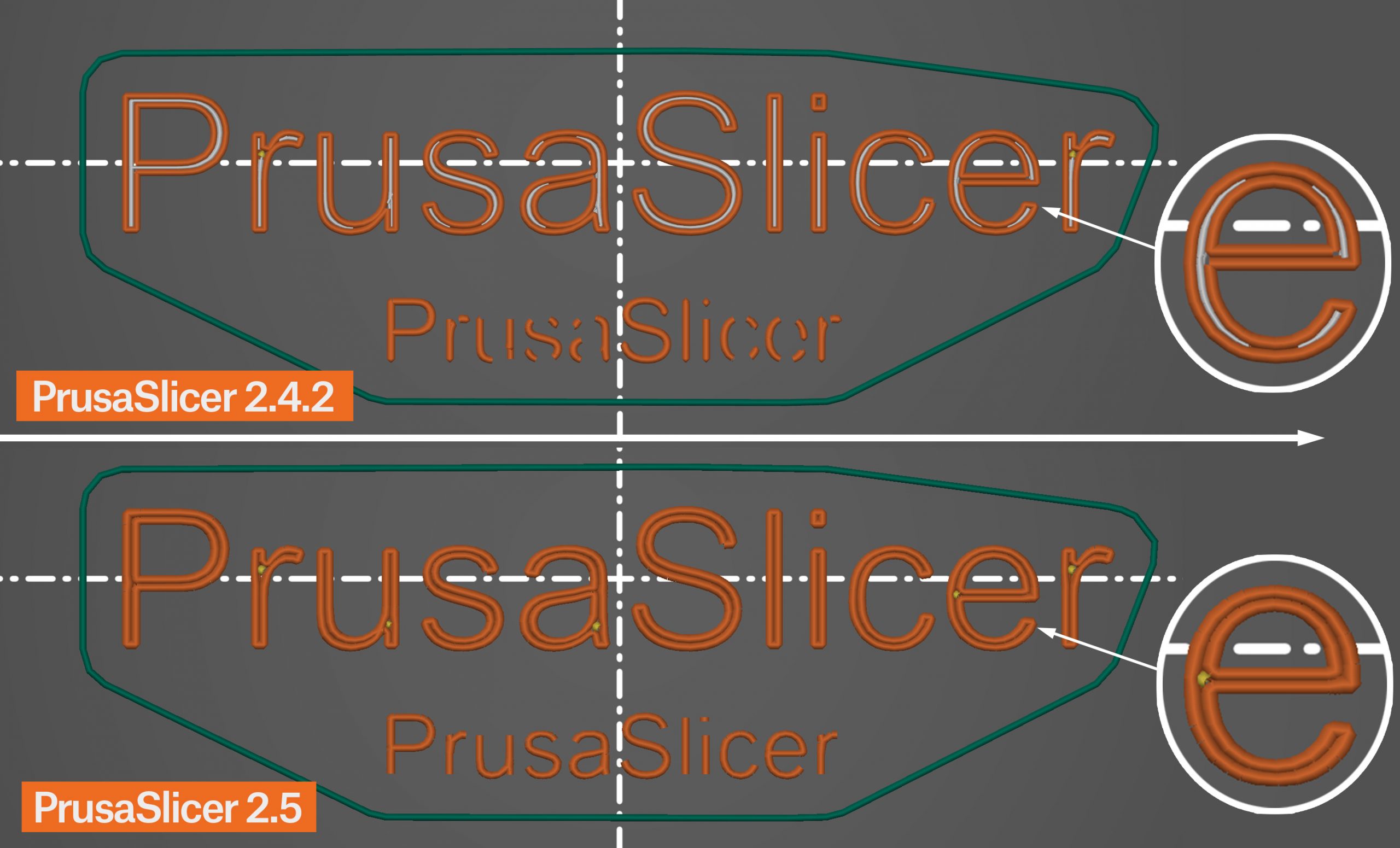
Ein Bereich, in dem der Arachne Perimeter-Generator wirklich seine Stärke zeigt, ist das Drucken von Texten oder kleinen Logos. Das Zeichnen von Schriften mit konstanter Linienbreite ist offensichtlich ziemlich schwierig. Der neue Perimeter-Generator hat diese Einschränkung nicht und produziert viel sauberere Texte auch in kleinerem Maßstab.
Wir haben beschlossen, den Perimetergenerator von Arachne als neue Standardoption festzulegen. Wenn Sie den alten Perimeter-Generator verwenden möchten, können Sie in den Druckeinstellungen – Umfangsgenerator-Einstellungen zu ihm wechseln.
Die Funktion Dünne Wände erkennen ist deaktiviert, wenn der Arachne-Perimetergenerator ausgewählt ist, da sie nicht benötigt wird, da Arachne immer versucht, die Extrusionsbreite an dünne Linien anzupassen.
Unterstützung von Step-Dateiformaten
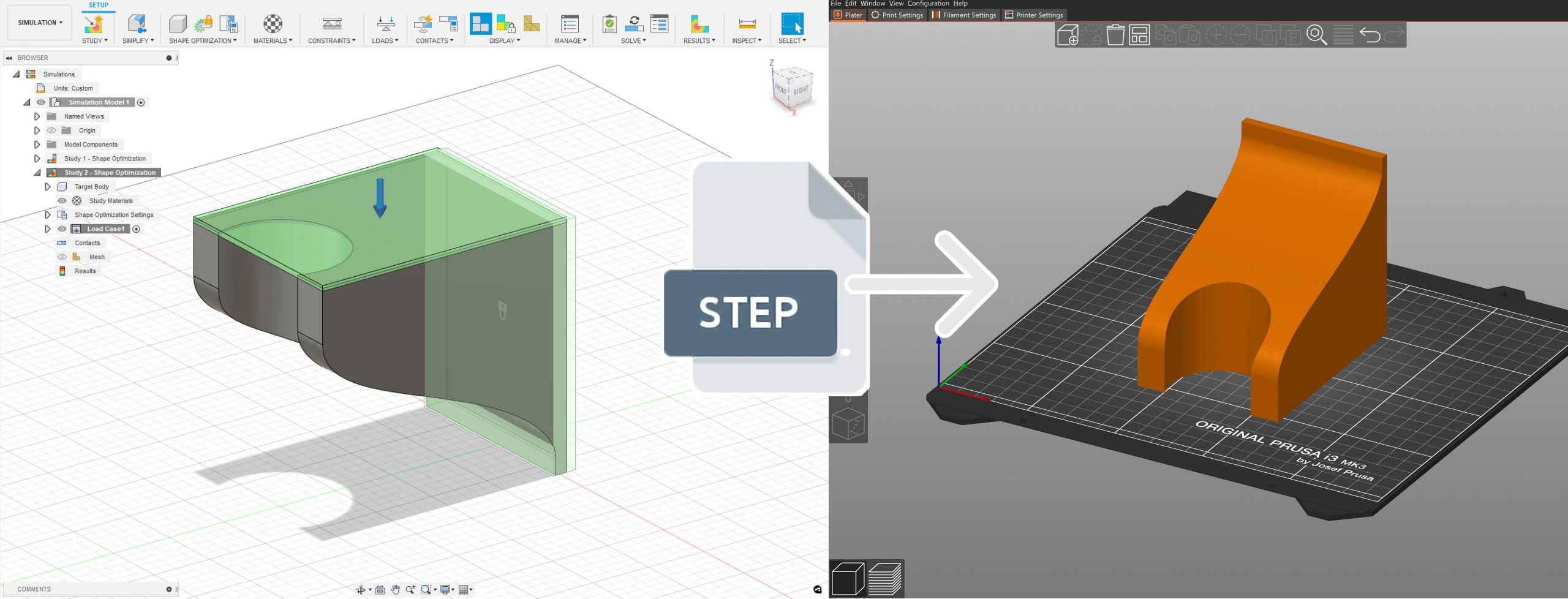
Ab dieser Version ist PrusaSlicer in der Lage, STEP-Dateien zu importieren. Dieses CAD-Dateiformat ist mit den meisten CAD-Programmen kompatibel und ist ein ISO-Standard, der von Programmen wie Fusion 360, FreeCAD, SolidWorks, Inventor, AutoCAD, CATIA und vielen anderen unterstützt wird.
Diese scheinbar kleine Ergänzung könnte große Auswirkungen haben. Durch die Möglichkeit, STEP-Dateien direkt zu importieren, erwarten wir, dass immer mehr Menschen STEP verwenden, wenn sie ihre Entwürfe online weitergeben, anstatt ein STL, das bekanntermaßen schwer zu bearbeiten ist. Andererseits lassen sich STEP-Dateien recht einfach bearbeiten, so dass sie schnell angepasst und neu gemixt werden können. Unternehmen, die auf Anfrage drucken, können die Konvertierung von STEP-Dateien in STL-Dateien überspringen und so wertvolle Zeit sparen.
Im Moment tessellieren wir das Modell beim Import (konvertieren es in ein Dreiecksnetz), so dass das Modell dann wie jedes andere Netz geslict wird und nicht analytisch. Die Konvertierung erfolgt vollautomatisch (der Detailgrad ist nicht anpassbar). Wir verwenden die Open CASCADE Technology (OCCT) Entwicklungsplattform, um die STEP-Dateien zu lesen, und danken ihnen dafür, dass sie die Plattform als Open Source zur Verfügung stellen. Es handelt sich um einen CAD-Kernel, der z.B. auch von FreeCAD oder KiCad verwendet wird. Die Import-Implementierung selbst wurde von BambuStudio portiert, auch ihnen gilt unser Dank.
Lightning Infill
Infill dient einem doppelten Zweck – der strukturellen Steifigkeit und der Unterstützung von Oberflächen. Wenn die strukturelle Steifigkeit nicht benötigt wird, können Sie mit dem neuen Lightning Infill viel Material und Druckzeit einsparen, da es nur für die Unterstützung der Oberseiten optimiert ist. Der Lightning Infill erzeugt eine verzweigte Struktur, die zu den Oberseiten hin immer dichter wird, um diese zuverlässig zu stützen.
Der Lightning Infill basiert auf dem Papier [Tricard et al., 2019]. Wie den Perimeter-Generator von Arachne haben wir auch das Lightning Infill aus Cura portiert. Vielen Dank noch einmal dafür, dass Cura Open Source bleibt.

PrusaSlicer verfügte bereits über einen Infill mit ähnlichem Verhalten, den kubischen Support-Infill. Mit dem Lightning Infill wird jedoch noch mehr Material eingespart. Die folgende Tabelle vergleicht die Druckzeit und den Filamentverbrauch beim Drucken des berühmten Laubfrosches in einem Maßstab von 400%.
| Infill Typ | Druckzeit [min] | Filament total [g] | Filament Infill [g] | Filament gespart beim Infill |
|---|---|---|---|---|
| Gyroid 15% | 1104 | 204 | 114 | 0% |
| Stütz kubisch 15% | 792 | 152 | 62 | 46% |
| Lightning Infill 15% | 840 | 111 | 20 | 82% |
Druckausgleicher
Ein FDM 3D-Drucker besteht aus einem Bewegungssystem und einem Extrusionssystem. Während das Bewegungssystem gerne sanft beschleunigt und abbremst, um Vibrationen zu reduzieren, möchte der Extruder mit einer konstanten Rate extrudieren, um eine möglichst gleichmäßige Extrusion zu gewährleisten. Das bedeutet leider, dass die optimalen Bedingungen des Antriebssystems und des Extruders miteinander in Konflikt stehen.
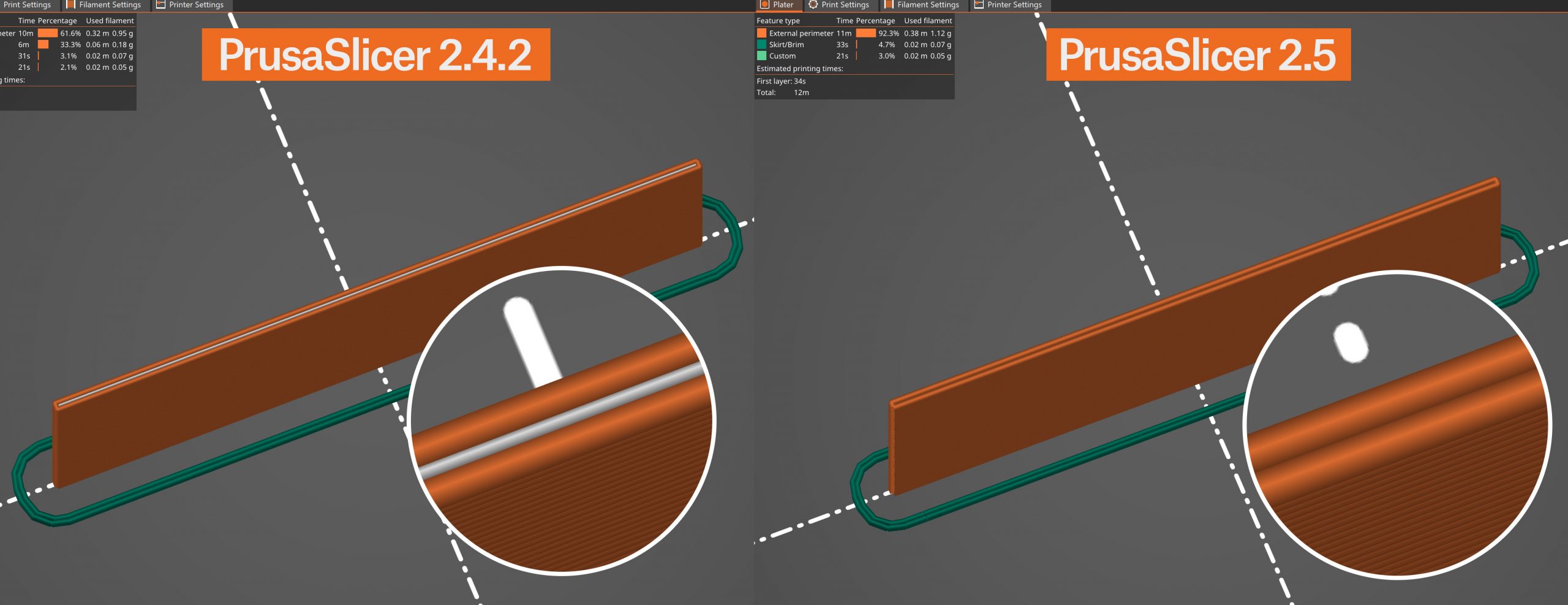
Bowden-Extruder reagieren besonders empfindlich auf Druckschwankungen. Aufgrund des Spielraums im Bowden-Rohr sind sie nicht in der Lage, schnelle Änderungen der Extrusionsgeschwindigkeit zuverlässig zu reproduzieren. Der Druckausgleich glättet plötzliche Geschwindigkeitsänderungen zwischen zwei Features (z.B. zwischen dem Druck von Infill und Perimetern) und reduziert Druckartefakte, die durch schnelle Extruderdruckschwankungen verursacht werden.
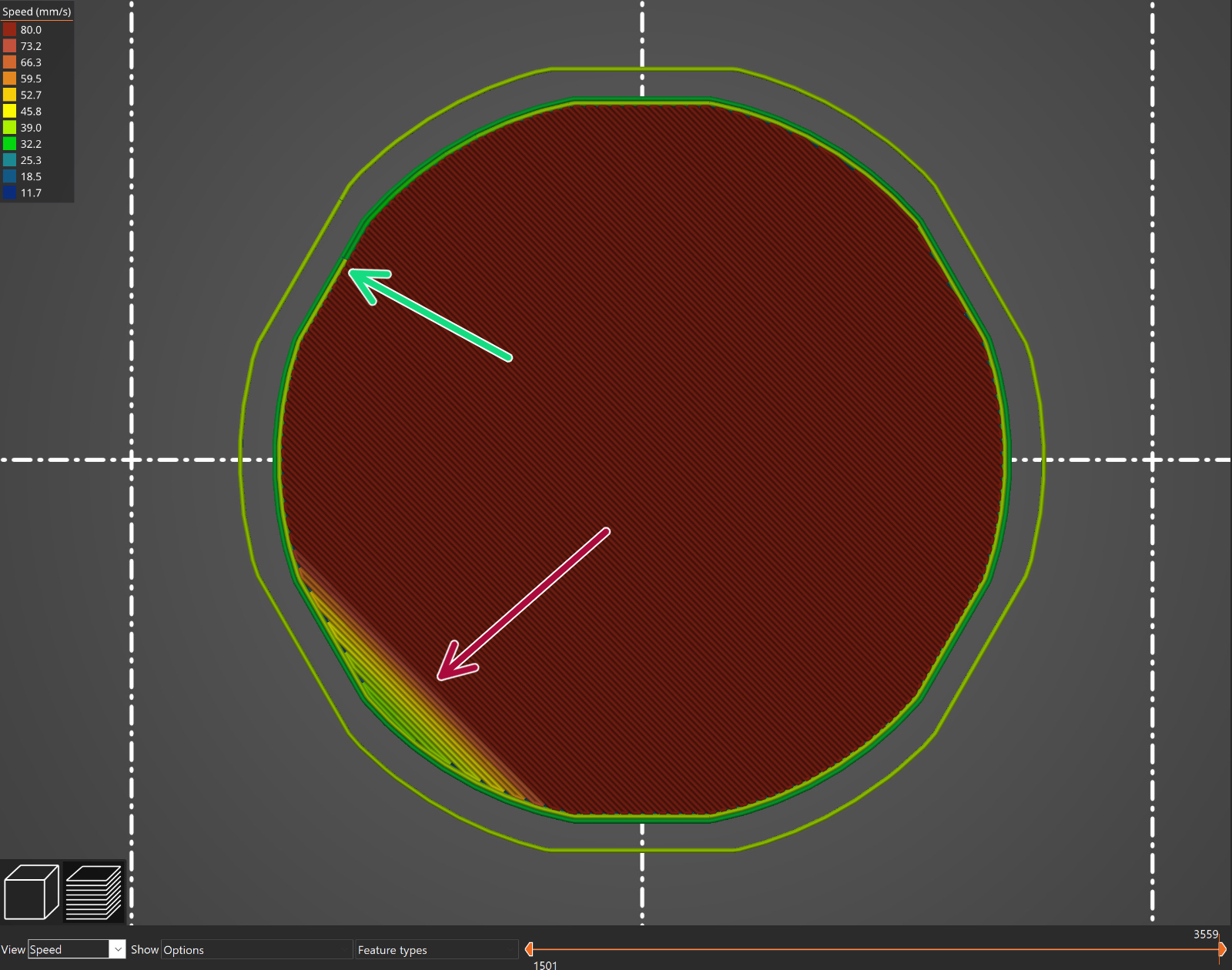
Bevor Sie von einem schnelleren inneren Umfang zu einem langsameren äußeren Umfang übergehen, verlangsamt der Druckausgleicher am Ende des inneren Umfangs allmählich, um die Profilgeschwindigkeit des äußeren Umfangs zu erreichen. In ähnlicher Weise wird beim Übergang vom äußeren Umfang zum Infill der Beginn des Infills auf die Geschwindigkeit des äußeren Umfangs verlangsamt und allmählich beschleunigt.

Der Druck auf der rechten Seite zeigt Ausbuchtungen an den äußeren Umfängen, die durch den übermäßigen Druck des Extruders bei einem Bowden-Drucker verursacht werden, während die Ausbuchtungen beim Druck auf der linken Seite dank des Druckausgleichs abgeschwächt werden.
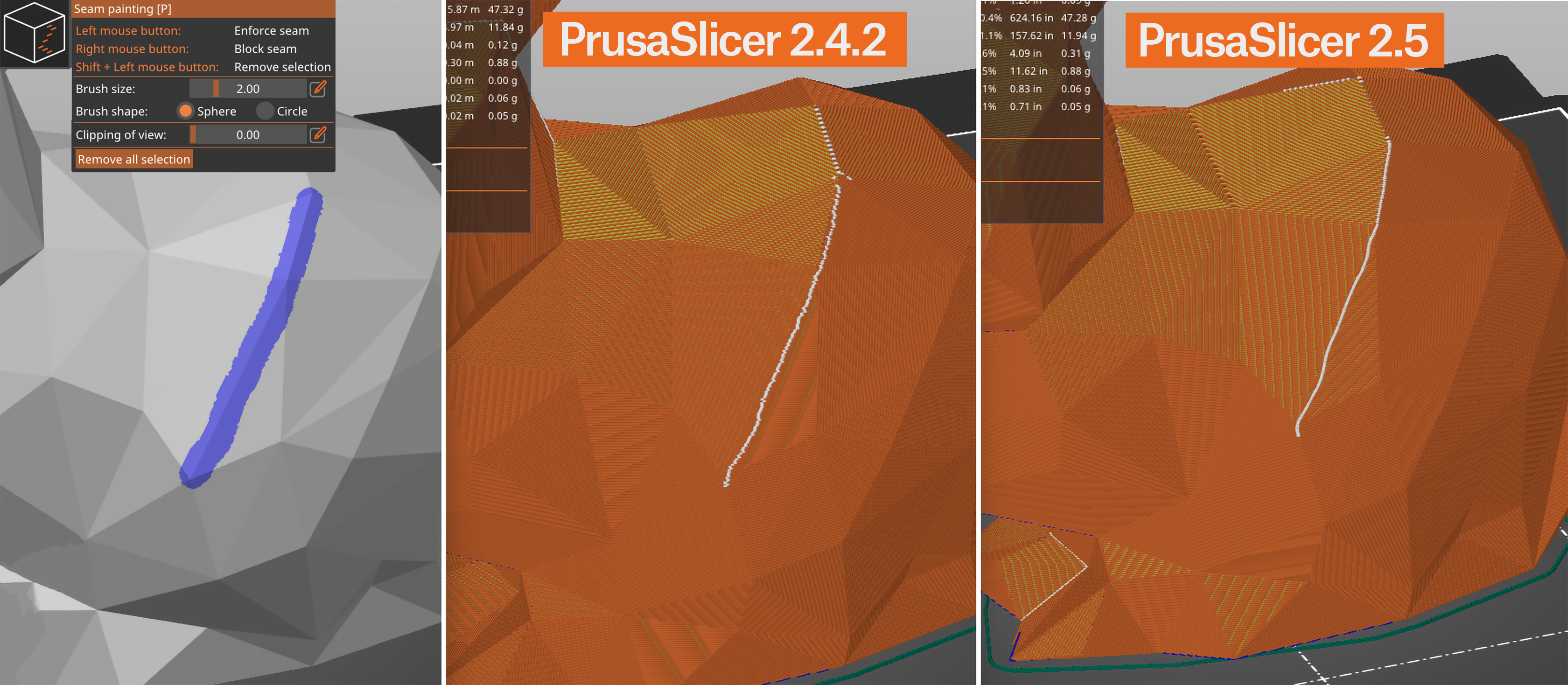
Verbesserte Nahtplatzierung basierend auf der Sichtbarkeit
Sofern Sie nicht im Modus Spiralvase drucken, muss jede Umfangsschleife irgendwo beginnen und enden. Außerdem muss der Drucker für einen kurzen Moment mit dem Extrudieren aufhören, wenn sich der Druckkopf zur nächsten Schicht bewegt. Dieser Start-/Endpunkt erzeugt eine potenziell sichtbare vertikale Naht an der Seite des Objekts.
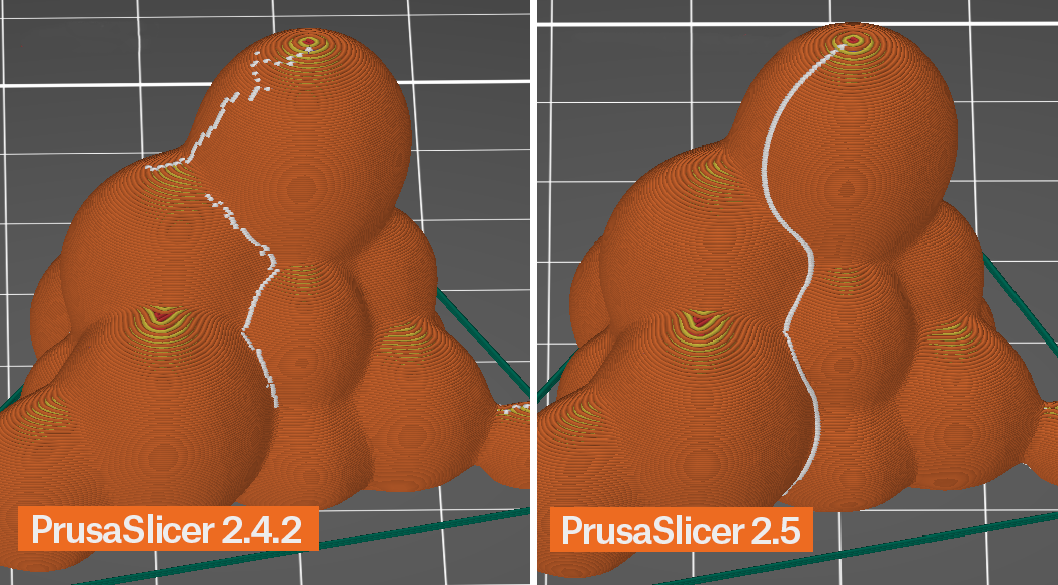
Ab dieser Version bevorzugt der Algorithmus für die Nahtplatzierung Regionen, die von der Außenseite des Modells überhaupt nicht sichtbar sind oder die aus den meisten Richtungen verdeckt sind. Der neue Sichtbarkeitsalgorithmus wird für Nähte angewendet, die auf Nächste oder Ausgerichtet eingestellt sind. Außerdem versucht die resultierende Nahtlinie bei bemalten Nähten und der Einstellung ‚Ausgerichtet‘, eine scharfe Ecke im bemalten Bereich zu finden und daran zu fangen, was zu glatteren Linien entlang der scharfen Kante führt. Frühere Versionen haben die scharfe Kante in diesem Szenario nicht erkannt.
Außerdem strebt der neue Algorithmus danach, möglichst lange und glatte Nähte auf glatten Oberflächen zu erzeugen, während der alte Algorithmus auf solchen Oberflächen oft unzusammenhängende Zufallsbits produzierte.
Bei Multimaterial- oder mehrteiligen Objekten, bei denen ein Slice in mehrere Regionen aufgeteilt ist, wobei jede Region ihren eigenen Umfang hat, werden die Nähte neu innerhalb des Objekts zwischen den Regionen versteckt.
Andere neue Funktionen
- G-Code-Miniaturansichten können jetzt in den Formaten JPG und QOI exportiert werden
- SLA Aushöhlen ist jetzt bis zu 10x schneller
- SLA-Zeitschätzung ist jetzt genauer für den Original Prusa SL1S Speed
- Neue und aktualisierte Druckerprofile für Drittanbieter
Die PrusaSlicer Dokumentation wurde bereits aktualisiert, um die meisten Änderungen in dieser Version zu berücksichtigen.
Wenn Sie die vollständige Liste der Änderungen lesen möchten, sehen Sie sich das Changelog der einzelnen Versionen auf unserem GitHub an. Wir konzentrieren uns darauf, den Entwicklungszyklus zu verkürzen, so dass Sie öfter in den Genuss neuer Versionen von PrusaSlicer kommen können. Aus diesem Grund haben es einige neue Funktionen nicht in diese Version geschafft, weil sie nicht rechtzeitig fertig waren. Sie werden sie in der nächsten Version 2.6 sehen. Wie immer, wenn Sie Fragen oder Verbesserungsvorschläge haben, zögern Sie nicht, uns diese mitzuteilen. Viel Spaß beim Drucken!
Du musst angemeldet sein, um einen Kommentar abzugeben.