





Que vous ayez déjà travaillé avec des résines pour moulage de bijoux ou que vous ayez toujours voulu les essayer mais que vous n’en ayez jamais eu l’occasion, nous avons une excellente nouvelle pour vous ! Nous venons d’ajouter une nouvelle résine fantastique à notre boutique en ligne. La BlueCast X-One offre une excellente imprimabilité avec les détails les plus fins et offre une possibilité inhabituelle de durcissement chimique sans avoir besoin d’une station de durcissement. Pour prouver que cette résine est quelque chose de vraiment spécial, nous avons demandé à l’atelier de moulage Clear Mind Jewellery d’effectuer des tests approfondis pour nous. N’oubliez pas de regarder la vidéo !
Comment fonctionne la résine pour moulage ?
Si vous êtes un débutant ou juste un passionné d’impression 3D qui s’intéresse aux principes des résines pour moulage de bijoux, nous essaierons de résumer le processus pour vous – les bijoutiers expérimentés peuvent trouver que le paragraphe suivant est à peu près un récapitulatif de ce qu’ils savent déjà. 🙂
Le principe est assez simple : imprimez le modèle de bijoux à partir de résine SLA, ajoutez-y des carottes, versez un revêtement de gypse liquide autour, éliminez les bulles d’air et laissez sécher. Ensuite, le moulage va dans le four pour la combustion, où la résine et les carottes fondent (ou brûlent), laissant des creux derrière. Ensuite, le creux est rempli de métal fondu, refroidi et le produit brut est prêt pour un traitement final. D’une manière générale, il existe de nombreuses résines qui peuvent être utilisées pour le moulage de bijoux, même les résines les plus simples – les résines tough. Cependant, si c’était si simple, il n’y aurait pas de résines pour moulage sur le marché. Certaines conditions doivent être prises en compte. La première est le maximum de détails d’impression – pour l’impression en filigrane – cela varie selon les différents types de résine, les marques et même les imprimantes. Ensuite, il y a la température de combustion – diverses résines ont différentes températures de combustion complète. Et enfin, il y a des cendres restantes après la combustion. La cendre est l’un des éléments les plus problématiques : les résines dures sont à peu près inutiles pour du moulage fin car il reste une énorme quantité de cendre après la combustion. Les résines pour moulage de bijoux, d’autre part, sont mélangées de manière à obtenir les détails les plus fins et pratiquement aucune cendre après la combustion. De cette façon, il est possible de fabriquer des bijoux professionnels sans trop de problèmes.
Qu’est-ce qui rend la X-One si spéciale ?
La BlueCast X-One est une résine professionnelle compatible avec les imprimantes 3D SLA monochromes, comme notre SPEED SL1S. Une partie du mélange de résine est la cire ce qui confère à la résine ses propriétés uniques : la résine fond lorsqu’elle est chauffée puis brûle comme de la paraffine. Cela permet une combustion parfaite sans laisser de cendres dans les zones évidées. Le fabricant affirme que la X-One ne contient aucun cancérigène et dégage une odeur et des fumées négligeables. La résine liquide a une faible viscosité et se solidifie à 18 °C (64 °F), c’est pourquoi il est nécessaire de la travailler à des températures allant de 20 à 30 °C (68 à 86 °F). Une bande sensible à la température indiquant la température d’orientation est utile si vous n’avez pas de thermomètre à portée de main. Le fabricant recommande de mélanger la X-One avec du Filigranizer lors de l’impression de structures fines (en filigrane).

La BlueCast X-One est maintenant disponible dans notre boutique en ligne pour 119 $ / 143,99 € (TVA incluse) par bouteille de 0,5 kg.
Instructions d’impression et de durcissement étape par étape
Les modèles en résine et imprimés ont une couleur vert foncé et sont relativement doux en raison de la cire à l’intérieur. Il est nécessaire d’imprimer avec un profil d’impression lent pour minimiser les risques d’échec d’impression. La BlueCast X-One est livrée avec une option non traditionnelle de durcissement chimique au lieu de la méthode de durcissement standard par UV. Un modèle correctement durci doit avoir une surface mate gris clair.
- Préchauffez la résine en bouteille à 30 °C (86 °F, avec la CW1S, de l’eau chaude ou un micro-onde).
- Bien agiter avant utilisation, le fabricant recommande au moins 1 minute d’agitation.
- Laissez reposer la résine 5 minutes après l’avoir versée dans la cuve. Cela aide à éliminer les bulles. Vous pouvez également utiliser une pompe à vide pour éliminer les bulles.
- Imprimez avec les paramètres d’impression suivants : 0,05 mm – profil lent 7/25 s, 0,025 mm – profil lent 6/25 s, 0,1 mm – 8,5/25 s – profil lent. Tous les profils d’impression pour la SL1S SPEED sont déjà chez PrusaSlicer.
- Les modèles non durcis ont une couleur verdâtre foncé. Les meilleures propriétés de moulage seront obtenues après un processus de durcissement réussi, qui est indiqué par une surface grise mate. Cela peut être fait par un post-traitement chimique qui fournit les meilleures propriétés de moulage et mécaniques. Alternativement, un durcissement UV avec CW1S peut être fait (1 min. lavage et au moins 15 min. durcissement) mais avec des résultats non cohérents.
Post-traitement chimique
Le post-traitement chimique est effectué avec un lavage et un séchage appropriés. BlueCast recommande de laver les modèles dans de l’alcool éthylique à 91 % ou 99 % mais nous avons découvert que l’alcool isopropylique (99,9 %) fonctionne aussi, avec une petite différence – il faut laver les modèles env. 5 minutes de plus. Le temps de lavage réel dépend de la taille et de la forme du modèle. Les structures minuscules peuvent être suffisamment bien lavées après 10 minutes, tandis que les modèles plus grands peuvent nécessiter des temps de lavage plus longs. Pour des pièces spécifiques, vous devrez faire vos propres recherches.
La prochaine étape critique est le séchage. Si cette étape et l’étape précédente ont été effectuées correctement, le séchage devrait donner une surface grise mate sur tout le modèle imprimé en 3D. Si le processus n’a pas réussi, le modèle restera partiellement vert foncé et le processus doit être répété. Les petites taches sombres ne causent généralement pas beaucoup de problèmes et peuvent être laissées telles quelles sans répéter le processus de durcissement. La meilleure façon de sécher correctement est directement l’exposition à l’air chaud (Sèche-cheveux, CW1S, pistolet thermique) juste après avoir retiré le modèle du bain d’alcool, alors qu’il est encore humide. Les modèles plus grands réagissent mieux à un pistolet thermique préchauffé à 150 ° C (302 °F), mais des températures élevées peuvent endommager les structures minuscules (en filigrane) et provoquer le gauchissement des structures plus grandes (supports et pièces similaires). Le compromis idéal est de 15 min. de séchage dansla CW1S préchauffée 60 °C (140 °F).

Impression non polymérisée (à gauche) et correctement polymérisée (à droite)
Mélanger le mouage et l’épuisement professionnel
Once the post-processing is done, the model needs to be put into the flask with gypsum investment, burned in the oven and the cavity filled with molten metal. Le fabricant recommande une cuisson de la résine à 750 °C (1382 °F) mais ne garantit une combustion complète à 680 °C (1256 °F). Nous n’avons pas eu la chance d’essayer de graver ou de mouler nous-mêmes les modèles en raison d’un manque d’équipement et de compétences nécessaires. C’est pourquoi nous avons demandé au studio de noualge >Clear Mind Jewellery pour essayer l’ensemble du processus et documenter chaque étape. Les valeurs peuvent différer pour différentes tailles de flacons et types d’investissement, mais c’est la procédure qu’ils ont utilisée dans la vidéo liée ci-dessus :
- Retrait de l’eau à 150 °C (300 °F) pendant 1-3h
- Étape de transition thermique 150-370 °C (300-700 °F) pendant 1-2h
- Maintient à 370 °C (700 °F) pendant 1 à 2 h
- Étape de retrait du motif 370-730 °C (700-1350 °F) pendant 2-3h
- Tenez 730 °C (1350 °F) pendant 2-3h
- Réduire la température de moulage sur 1-2h
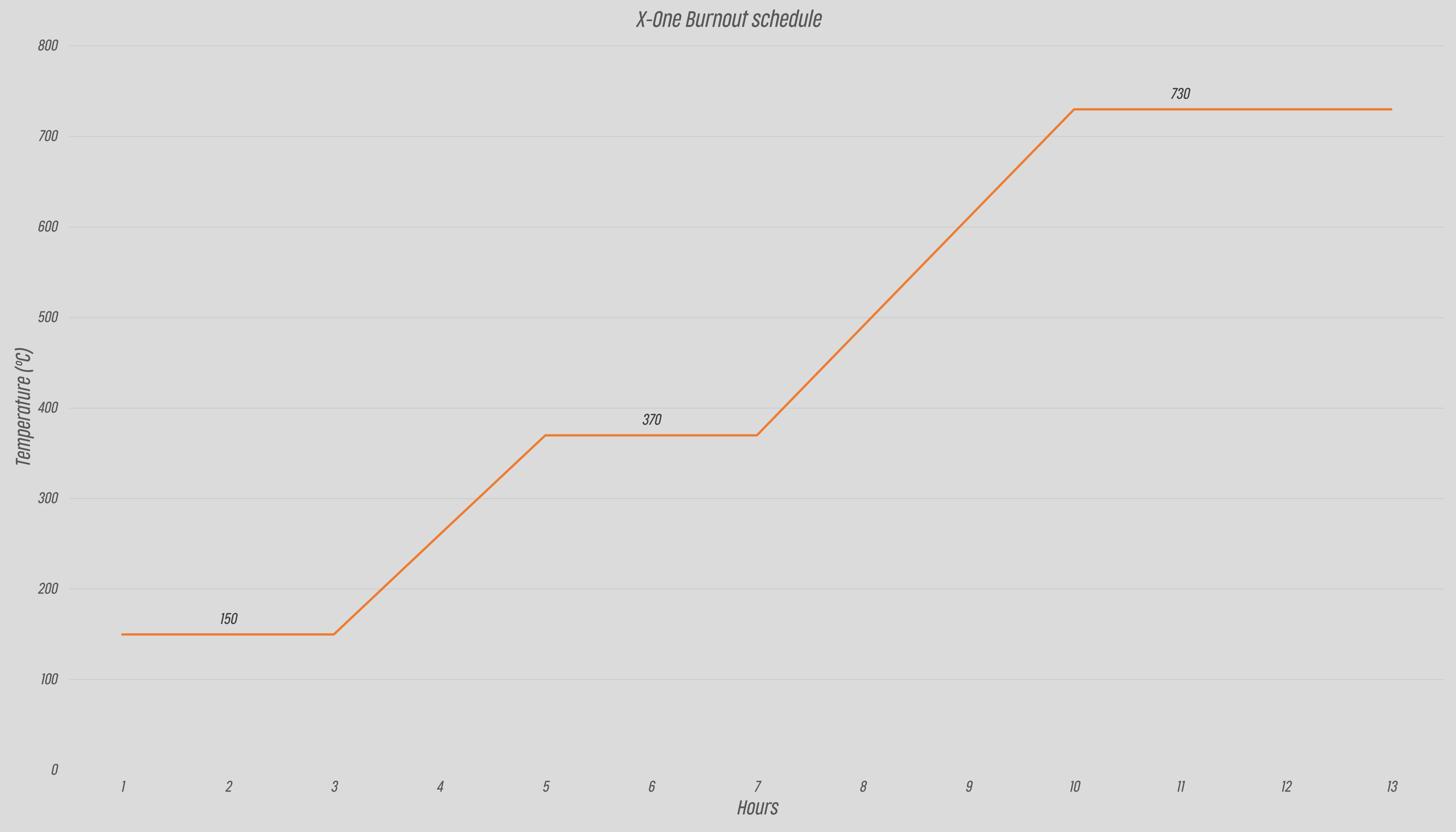
Le graphique représente les températures de combustion au fil du temps

Bijoux créés par Clear Mind Jewellery, en utilisant la résine X-One. Téléchargez la chevalière OpenSource ici.
Now, the models look pretty good after the casting and some polishing, don’t theyDownload the OpenSource Signet Ring here.
Now, the models look pretty good after the casting and some polishing, don’t they? Et le modèle open source modèle est disponible sur printables.com. N’oubliez pas de regarder la vidéo du test ! Nous espérons que vous aimerez la X-One et nous avons hâte de voir vos incroyables créations.
Bonne impression !
Les résultats sont bluffant. Merci pour ces informations.