






Během posledních týdnů jsme na Githubu vydali hned několik alfa- a betaverzí našeho nového PrusaSliceru 2.2.0 a nyní je konečně čas na finální release! Ve verzi 2.2.0 najdete například nástroj pro vyhloubení objektů pro tisk na SLA 3D tiskárnách i podporu 3D tiskáren třetích stran. Ve skutečnosti toho nový PrusaSlicer umí ale daleko víc! V následujícím článku vás seznámíme s nejzajímavějšími funkcemi.
Co je nového?
Než se pustíme do detailní analýzy zásadních novinek, můžete si prohlédnout stručný přehled:
- Zabudované „beta” profily pro 3D tiskárny třetích stran (Creality Ender-3, BIBO2 Touch, Lulzbot Mini Aero a Taz6 Aero)
- Vydutění objektů pro SLA tisk
- Automatická variabilní výška vrstvy
- Adaptivní kompenzace sloní nohy
- Bezpečné odpojení SD karet / USB disků
- Možnost „Znovu načíst z disku” pro 3MF soubory
- Menší a úspornější čistící věž
- Sekvenční tisk
- Podpora pro zařízení 3Dconnexion SpaceMouse
- Podpora pro noční režim v MacOS X
- Vylepšené plánování cest extruderu, náhledy pro 3MF soubory, vylepšený ColorPrint…
- …a další užitečné změny a opravy
Instalační balíček Drivers & Apps stahujte odtud (obsahuje PrusaSlicer 2.2.0, ovladače a ukázkové modely
Všechny zásadní novinky jsou přehledně zdokumentovány v následujícím videu – nezapomeňte si zapnout české titulky!
A protože se množství nových funkcí v PrusaSliceru neustále rozšiřuje, vytvořili jsme speciální sekci v novém centru nápovědy (prozatím anglicky – na překladech pracujeme), kde najdete podrobné návody, rady i triky.
Změny v zabudovaných profilech
Naším cílem je z PrusaSliceru vybudovat skutečně univerzální slicovací software pro co největší počet 3D tiskáren. Současná verze je již plně připravena na to, aby do ní mohly přibývat profily pro další tiskárny. Spolupracujeme proto s komunitou 3D tiskařů a postupně do aplikace přidáváme nové konfigurace. Momentálně si v průvodci můžete vybrat například Creality Ender-3, Lulzbot Mini Aero a Taz6 Aero či BIBO2 Touch. Nestačí ale jen přidat novou tiskárnu, je potřeba nakonfigurovat i profily pro tiskové materiály. Má to prostý důvod: 3D tiskárny se od sebe mohou lišit pracovními teplotami (trysky a podložky), proto je potřeba individuálně přizpůsobit profily filamentů. Na téma tvorby profilů chystáme článek, ale pokud se vám nechce čekat, můžete se podívat na Wiki stránku PrusaSliceru, kde je celá problematika rozebrána do detailu.
Znamená to především to, že jsme museli přepracovat systém, na kterém funguje knihovna materiálů. PrusaSlicer tedy ukládá tiskárny, filamenty i resiny do oddělených seznamů – názvy profilů musejí být v jejich odpovídajících skupinách unikátní. Například profil Prusament PLA funguje v kombinaci s tiskárnou Original Prusa i3 MK3S, ale ne s MK3S s MMU2S, protože parametry rapidní extruze (ramming) se liší. Abychom vše zpřehlednili, PrusaSlicer nyní zobrazuje jenom kratší „logické jméno” neboli „alias” v seznamu materiálů, zatímco celý název profilu se zobrazuje až na příslušné stránce s konkrétními parametry. Na GitHubu se dočtete více.
Vydutění SLA modelů
Možnost vydutit model určený pro SLA tisk je zásadní novinkou. Dali jsme si opravdu záležet na tom, aby byl tento nástroj dostatečně robustní a zároveň pochopitelný. Nejprve trocha teorie: na rozdíl od FDM 3D tisku nemají modely tištěné z tekuté pryskyřice žádnou vnitřní mřížku či jiný vzorek výplně – jsou zcela vyplněné vytvrzenou hmotou. Jsou tedy odolné a těžké, na druhou stranu ale na jejich výrobu spotřebujete větší množství materiálu. A tiskové pryskyřice jsou drahé. Tím, že objekt vydutíte, jednak ušetříte cenný materiál, ale také vytvoříte lehčí model, který nepotřebuje tolik podpěr a tiskárna jej bude snáze odtrhávat od dna vanička. Doteď jsme uživatelům doporučovali využívat k vydutění software Meshmixer, ale od verze 2.2.0 najdete kompletní sadu nástrojů přímo v PrusaSliceru.
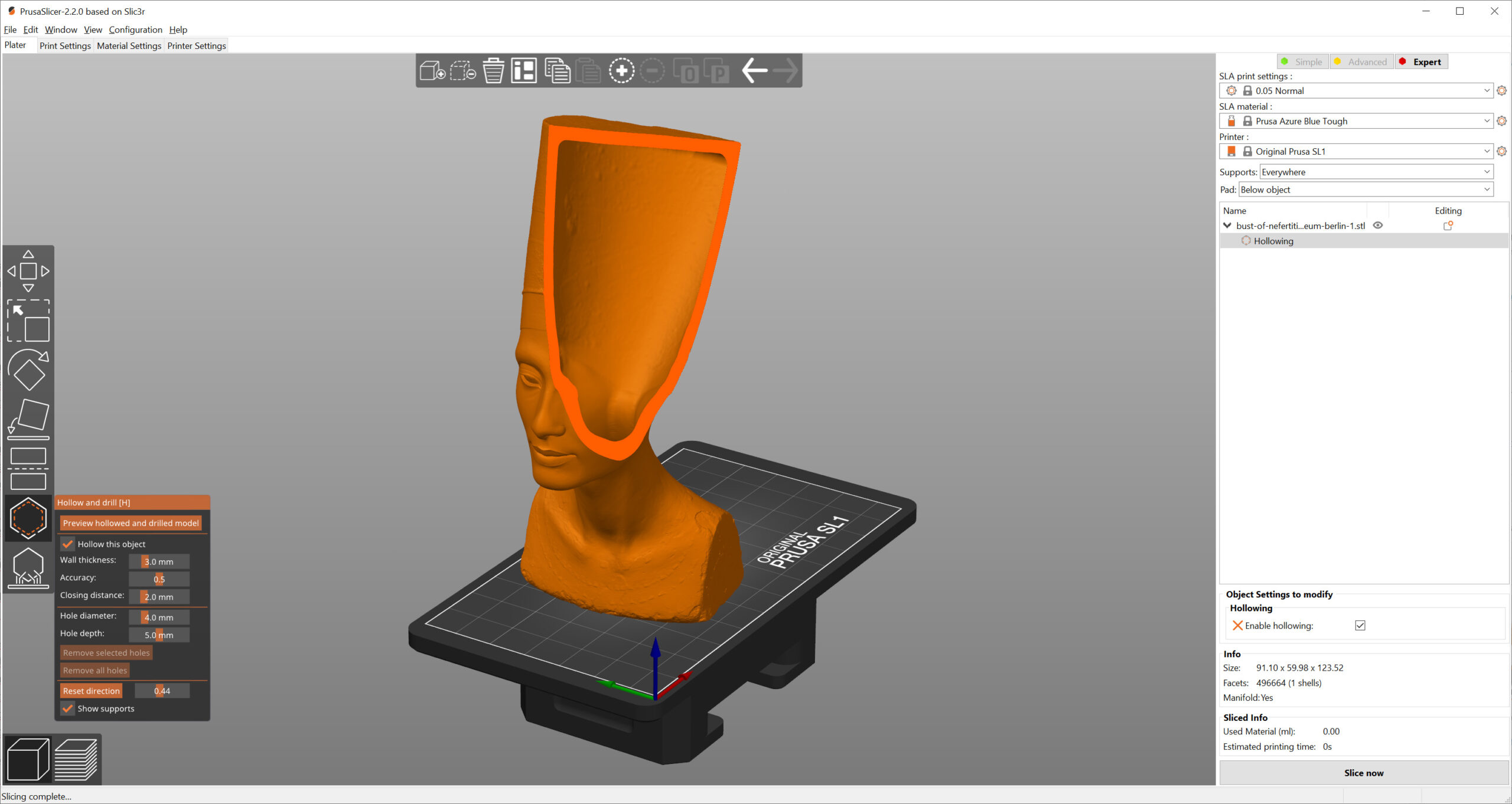
V pravém části obrazovky najdete v menu novou ikonu Vydutit a vyvrtat (klávesová zkratka H). Jakmile budete mít naimportovaný model, zaškrtněte v tomto menu položku Vydutit tento objekt. Následně je potřeba nastavit několik parametrů, které se budou model od modelu lišit. Tloušťka stěny udává minimální tloušťku stěn tištěného modelu. Snažte se nejít pod 2 milimetry, jinak by mohl být model příliš křehký. Přesnost určuje, jak přesný bude výpočet dutiny – s vyšší přesností klesá rychlost výpočtu. Nižší přesnost může způsobovat artefakty u tenkých stěn, tudíž pokud chcete tisknout objekt s tenkými stěnami, zvyšte přesnost. Vzdálenost uzavření je trochu komplexnější: v zásadě se jedná o nastavení limitu, který určuje kolik (a jak složitých) dutin zůstane uvnitř vyhloubeného objektu, navíc i vyplňuje ostré konkávní rohy, ve kterých by se mohla držet nevytvrzená pryskyřice.

Vydutění objektu by nemělo smysl, pokud by v modelu nebyly vyvrtané odtokové díry – měly by vždy být alespoň dvě, ideálně na protilehlých stranách objektu. V některých případech ale tato konfigurace nebude možná, například pokud vám půjde především o co nejlepší povrch objektu, tudíž pro odtokové díry budete muset najít jiné vhodné umístění. Jejich přítomnost je nesmírně důležitá! Pokud byste odtokové díry na objekty neumístili, zůstala by uvnitř nevytvrzená pryskyřice. Pokud by pak došlo k rozbití objektu, pryskyřice by vytekla ven. Rozhodně proto díry do výtisku přidávejte, ideálně v počtu vyšším než pouhé dvě.
Díry se umisťují kliknutím levého tlačítka myši, zatímco kliknutím a tažením je můžete libovolně přesouvat. Následně klikněte na tlačítko Náhled dutého modelu a před vyslicováním a exportováním vše pečlivě zkontrolujte. Vydutění lze používat v kombinaci s generováním podpěr, je tudíž možné podpěry umístit i do objektu.

Automatická variabilní výška vrstvy
Známým nepřítelem 3D tiskáren jsou objekty, které jsou zakončené mírně zaobleným tvarem – například helma na cosplay. Aby nebyly jednotlivé vrstvy příliš vidět, je potřeba snížit výšku vrstvy, což ale vede k prudkému nárůstu tiskového času. Přitom zbytek objektu má relativně rovné, svislé stěny. Co s tím? Ideálně využít nástroj pro automatickou variabilní výšku vrstvy.
V horní liště otevřete menu Variabilní výška vrstvy a stiskněte na tlačítko Adaptivní. Program provede analýzu geometrie objektu a vyhodnotí, které povrchy by měly být vytištěny nižší výškou vrstvy, aby byl výsledek kvalitnější. Jedná se o proces, který přesto vyžaduje zásah uživatele. Výsledek můžete ještě doladit buď ručně nebo pomocí tlačítka Vyhladit, které zjemní přechody mezi jednotlivými výškami vrstev. Nastavení zabere sotva pár desítek sekund a ve výsledku vám může ušetřit až několik hodin tisku! Mějte na paměti, že ve výchozím nastavení je minimální výška vrstvy nastavena na 0,07 milimetru. Proto největších rozdílů dosáhnete například při porovnání tisku na 0,07 mm bez variabilní výšky vrstvy a tisku na 0,15mm vrstvu se zapnutou (adaptivní) variabilní výškou vrstvy.

Více se o této funkci můžete dočíst v naší dokumentaci (v anglickém jazyce).
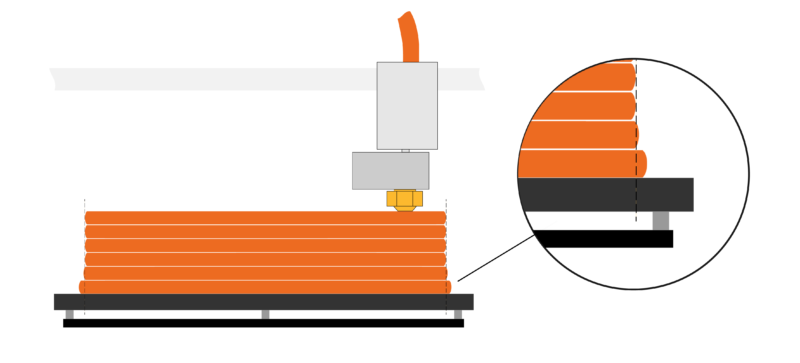
Adaptivní kompenzace sloní nohy
Pokud jste se někdy snažili tisknout dva objekty, které do sebe mají perfektně zapadnout, pravděpodobně se vám stalo, že do sebe kvůli příliš těsným tolerancím objekty nepasovaly. Jedná se o vedlejší efekt při výrobě z taveného plastu. Když 3D tiskárna vytlačuje roztavený plast na tiskovou podložku, dochází k roztažení materiálů do stran, což je označováno jako „sloní noha“. PrusaSlicer už má kompenzaci sloní nohy zabudovanou delší dobu, ale nebyla zcela bezchybná. V podstatě jen zmenšila kontury první vrstvy souměrně v obou osách, což ale mohlo vést ke ztrátě detailů.
PrusaSlicer 2.2.0 obsahuje vylepšenou (adaptivní) kompenzaci sloní nohy, která automaticky detekuje tenké čáry a postará se o to, aby nedošlo k jejich přílišnému zmenšení či úplnému smazání. Tato funkce je v základním nastavení automaticky zapnuta a funguje pro všechny typy tiskáren (FDM i SLA).
Užitečná vylepšení i opravy
PrusaSlicer 2.2.0 samozřejmě přináší i celou řadu dalších vylepšení, nových funkcí i oprav, ale jejich popis by zabral obrovské množství místa. Proto můžete zamířit na Github, kde najdete kompletní přehled změn, ale v první řadě samozřejmě doporučujeme nový PrusaSlicer stáhnout a vyzkoušet si ho na vlastní kůži. Zbylé novinky si můžeme projít jen telegraficky:
ColorPrint nyní funguje i v kombinaci s MMU2 a má několik novinek – především možnost přidat vlastní G-code skripty a pauzy na vybraná místa. Je to užitečná pomůcka, například pokud chcete do výtisku umístit magnety. Více se této funkci věnujeme v dokumentaci.
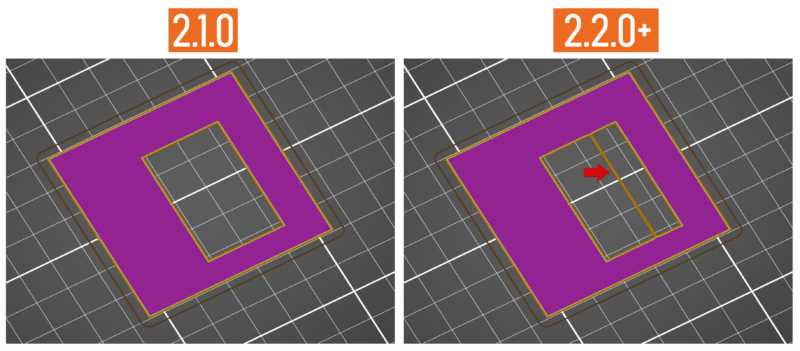
Uživatelé určitě ocení i lepší plánování trasy extruderu – vaše tisky teď budou o něco rychlejší. Na screenshotech níže je krásně vidět rozdíl. A když už je řeč o plánování trasy, nová verze PrusaSliceru obsahuje i funkci pro sekvenční tisk. Můžete si tedy manuálně nastavit, v jakém pořadí budou vaše modely vytištěny.

Doufáme, že se vám bude s novým PrusaSlicerem dobře pracovat! Pokud máte jakékoliv postřehy, nebo chcete nahlásit chybu, dejte nám vědět na Githubu!
Tisku zdar!
Pro přidávání komentářů se musíte nejdříve přihlásit.