






Nach mehreren Alpha-Versionen, Beta-Versionen und Release Candidates ist die finale Version unseres neuesten PrusaSlicer 2.2.0 mit SLA Aushöhlung und Unterstützung für Drucker von Drittherstellern erschienen! Vielen Dank an alle, die ihr Feedback mit uns geteilt haben! PrusaSlicer Releases sind in der Regel mit größeren Änderungen verbunden, und die neueste Version 2.2.0 bildet da keine Ausnahme. Lassen Sie uns einen Blick darauf werfen!
Was ist neu in PrusaSlicer 2.2.0
Bevor wir uns in eine detaillierte Analyse der neuen Funktionen stürzen, hier ein kurzer Überblick:
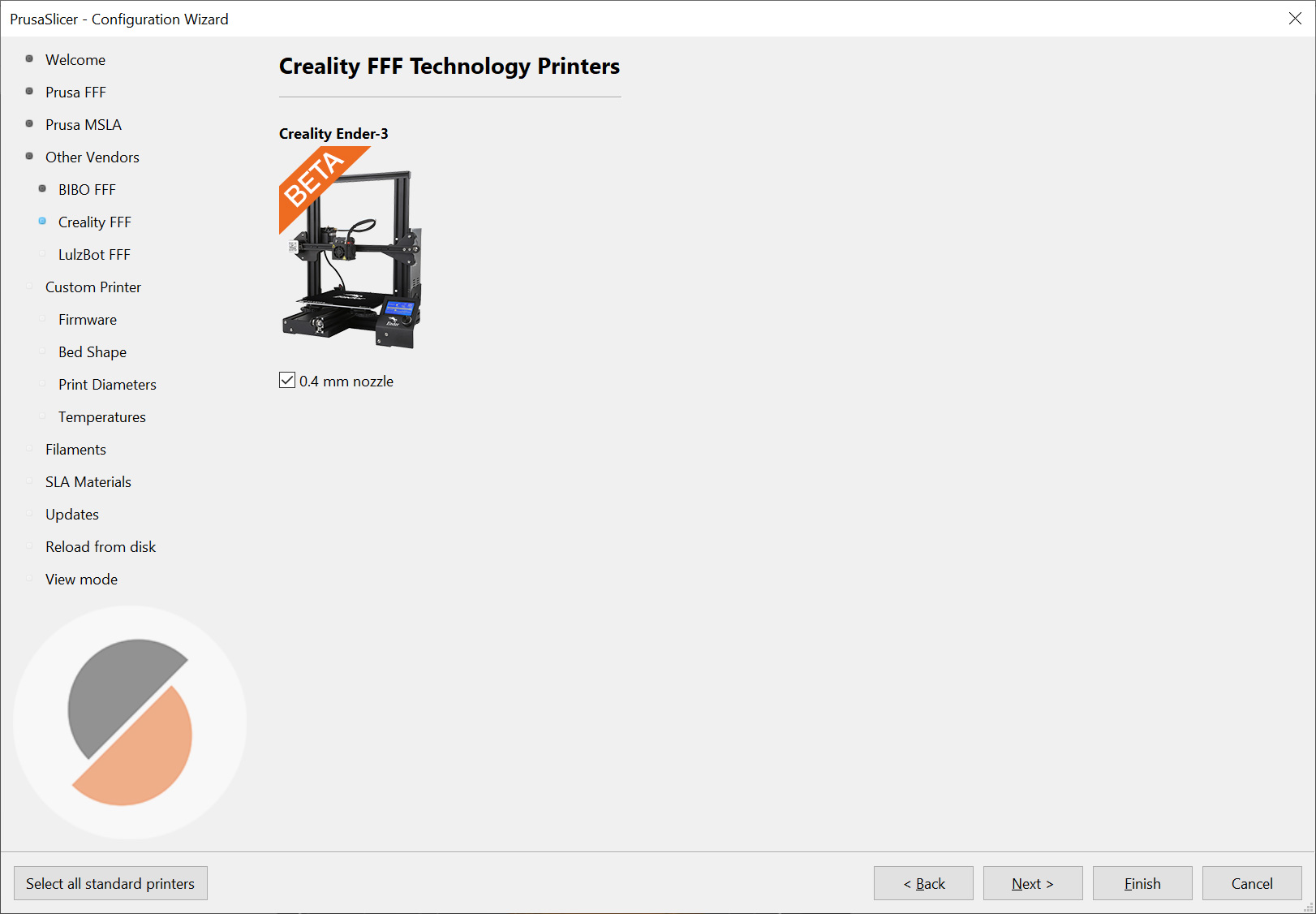
- Mitgelieferte Profile für Drucker von Drittanbietern (Betaprofile für Creality Ender 3, BIBO2 Touch, Lulzbot Mini Aero und Taz6 Aero sind enthalten)
- Aushöhlung für SLA-Modelle
- Automatisch variable Schichthöhe
- Adaptive Elefantenfusskompensation
- Sicheres Auswerfen von SD-Karten / USB-Laufwerken
- Pause/ benutzerdefinierten G-Code auf einer bestimmten Höhe einfügen
- Zurückladen von der Festplatte auf 3MF-Dateien
- Kleinerer Wischturm ohne spärliche Schichten
- Sequenzieller Druck
- 3Dconnexion SpaceMouse-Unterstützung
- OS X-Dunkelmodus-Unterstützung
- Verbesserte Pfadplanung, Miniaturansichten in 3MF-Dateien, verbesserter Farbdruck…
- …und mehr!
Treiber & Progamminstallation herunterladen (mit PrusaSlicer 2.2.0, Treibern und Beispielobjekten)
Alle wichtigen Dinge sind in diesem Video perfekt zusammengefasst:
Und da die Anzahl der Funktionen und Werkzeuge im PrusaSlicer ständig wächst, erweitern wir auch die PrusaSlicer-Dokumentation kontinuierlich.
Mitgelieferte Profile
Unser Ziel ist es, unseren PrusaSlicer zu einer wirklich universellen Slicing-Software für alle Arten von Druckern von Drittanbietern zu machen. So ziemlich alles ist bereits vorhanden, also arbeiten wir mit der Community zusammen, um Profile für die beliebtesten 3D-Druckermarken von Drittanbietern zu implementieren. Das bedeutet, dass Profile nicht nur für die Maschinen, sondern auch für bestimmte Materialien hinzugefügt werden müssen (die Einstellungen der Filamente können je nach Druckermodell variieren – z.B. unterschiedliche Extrudertemperaturen). Wir werden einen gesonderten Artikel darüber veröffentlichen, wie Sie dazu beitragen können, aber wenn Sie sofort mit der Arbeit an den Profilen beginnen möchten, sehen Sie sich die Seite PrusaSlicer-Wiki-Seite an.
Das bedeutet auch, dass wir die Logik in der Funktionsweise der Materialprofile ändern mussten. PrusaSlicer speichert Druck-, Drucker-, SLA-Drucker- und SLA-Materialien in separaten Listen – die Namen der Profile müssen innerhalb ihrer jeweiligen Gruppen eindeutig sein. Das Prusament PLA-Profil funktioniert zum Beispiel mit dem MK3S 3D-Druckerprofil, nicht aber mit dem MK3S MMU2S-Profil, da die Rammparameter unterschiedlich sind. Um die Dinge einfach zu halten, zeigt PrusaSlicer in der Materialliste nur den kürzeren „logischen Namen“ bzw. „Alias“ an, während der vollständige Profilname auf der jeweiligen Parameterseite angezeigt wird. Gehen Sie über zum GitHub, um mehr über die Funktionsweise dieses Systems zu erfahren.
SLA Aushöhlung
Dies ist eine sehr wichtige Ergänzung und es hat eine Weile gedauert, sie zu implementieren, weil wir es richtig machen wollten. Wie Sie wahrscheinlich wissen, sind SLA-Ausdrucke vollständig solide, es gibt kein Ausfüllmuster. Das macht die Objekte zwar ziemlich haltbar und schwer, bedeutet aber auch einen erhöhten Harzverbrauch. Und da Harze in der Regel ziemlich teuer sind, können die Kosten für das Drucken eines massiven Objekts ziemlich hoch sein, insbesondere beim Drucken großer Modelle. Durch das Aushöhlen eines Objekts können Sie die Kosten für den Druck massiv reduzieren. Und es gibt noch weitere Vorteile – leichtere Modelle benötigen weniger Stützpfeiler, während gleichzeitig eine gute Gewichtsverteilung erhalten bleibt. Und eine kleinere Oberfläche jeder Schicht verringert die Kraft, die erforderlich ist, um den Druck vom Display zu lösen. Bisher haben wir empfohlen, den Meshmixer zu verwenden, um Objekte hohl zu machen. Ab PrusaSlicer 2.2.0 befindet sich jedoch alles unter einem Dach.
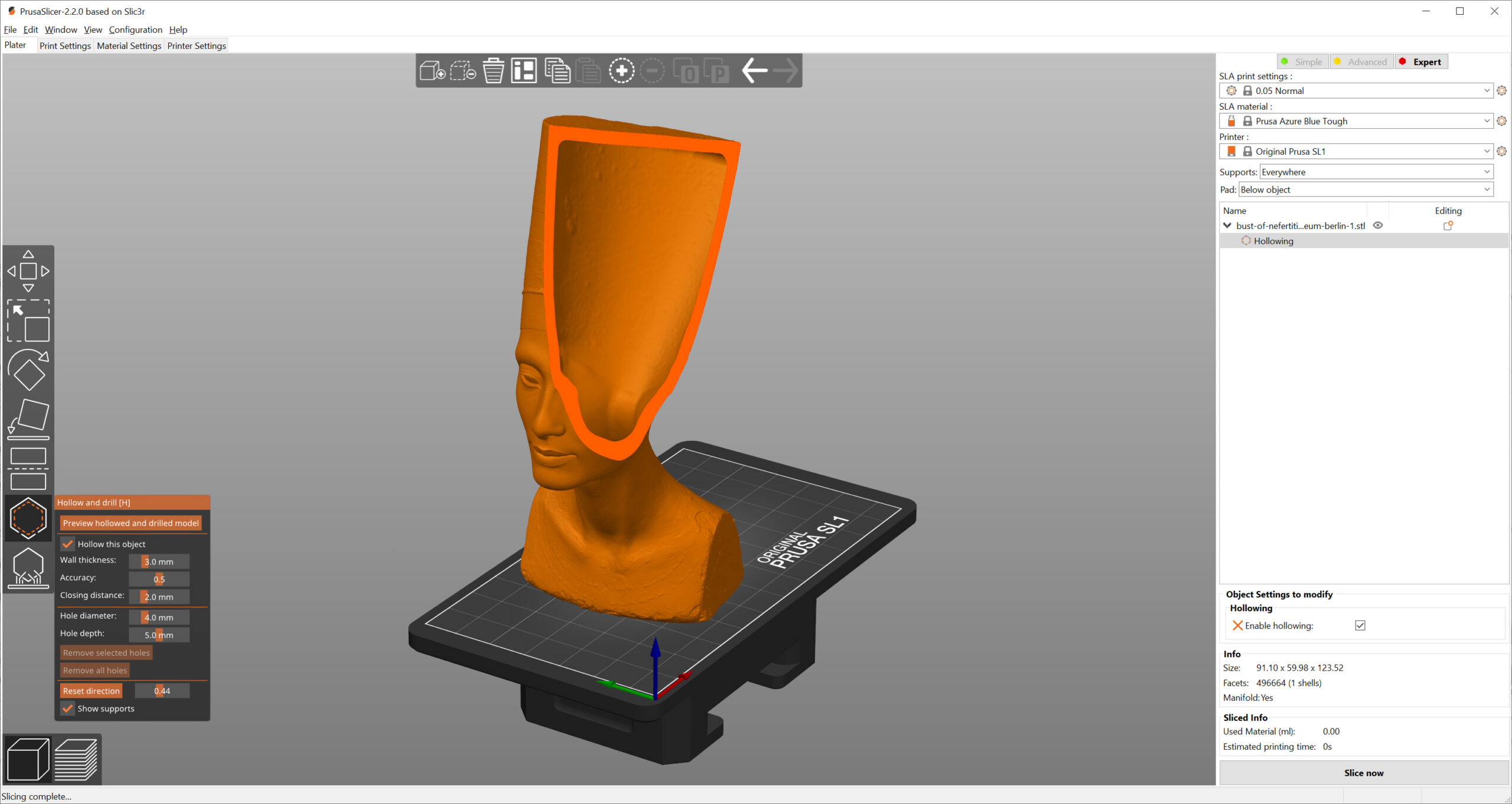
Wir geben Ihnen ein ziemlich mächtiges Werkzeug an die Hand, das Ihnen eine Menge Edelharz sparen wird. Sehen wir uns einmal an, wie es funktioniert: Sobald Sie ein Modell importieren und auf das Menü Aushöhlen und Bohren klicken, werden Ihnen einige Optionen angeboten. Hohlraumdicke ist die allgemeine Dicke der Modellhülle (wir empfehlen, nicht tiefer als 2 mm zu gehen). Hohlraumgenauigkeit definiert, wie genau/schnell die Berechnung sein wird. Eine geringe Aushöhlungsgenauigkeit kann zu Problemen mit dünnen Wänden führen. Wenn Sie also etwas Kleines mit einer dünnen Hülle drucken möchten, erhöhen Sie die Genauigkeit. Hohlraum-Schließabstand ist etwas komplexer, aber hier ist der Kern der Sache: Der Schließabstand legt einen Schwellenwert fest, der beeinflusst, wie viele (und wie komplexe) Hohlräume im Inneren der ausgehöhlten Objekte verbleiben. Er füllt auch scharfe konkave Ecken von Innenwänden aus, aus denen es schwierig wäre, das nicht ausgehärtete, hochviskose Harz zu entfernen.
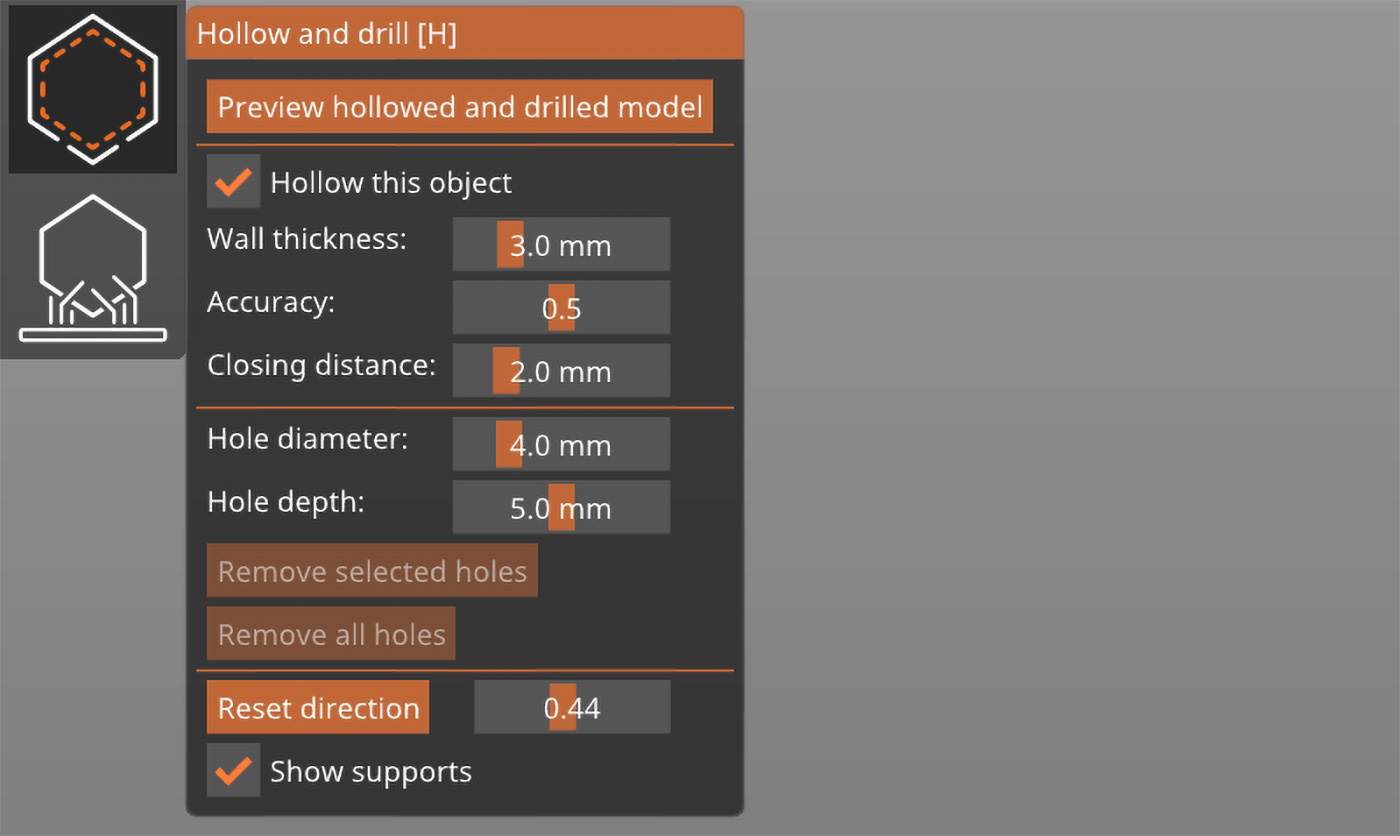
Natürlich wäre die Aushöhlung vollständig ohne Abflusslöcher – es sollten mindestens zwei davon vorhanden sein, idealerweise auf gegenüberliegenden Seiten der Objekte (mehr als zwei Löcher hinzuzufügen ist jedoch besser). Manchmal möchte man jedoch die Qualität der Oberfläche nicht beeinträchtigen, so dass man diese Löcher so positionieren kann, dass sie das Aussehen des Objekts nicht stören. Das ist extrem wichtig: Ohne Löcher auf dem Objekt bleibt das flüssige Harz ungehärtet im Inneren des Objekts – falls das Objekt bricht, tritt das Harz höchstwahrscheinlich aus. Daher empfehlen wir definitiv das Hinzufügen von ein paar Löchern, um die Reinigung der Innenseite des Objekts zu erleichtern. Klicken Sie auf die Oberfläche, um ein Loch hinzuzufügen, und klicken und ziehen Sie dann, um es zu verschieben. Klicken Sie schließlich auf Vorschau ausgehöhltes und gebohrtes Modell, um die Vorschau zu betrachten. Sie können mit dem ausgehöhlten Modell auch im Menü Stützen arbeiten, so dass Sie Stützen innerhalb des Modells platzieren können.

Automatisch variable Schichthöhe
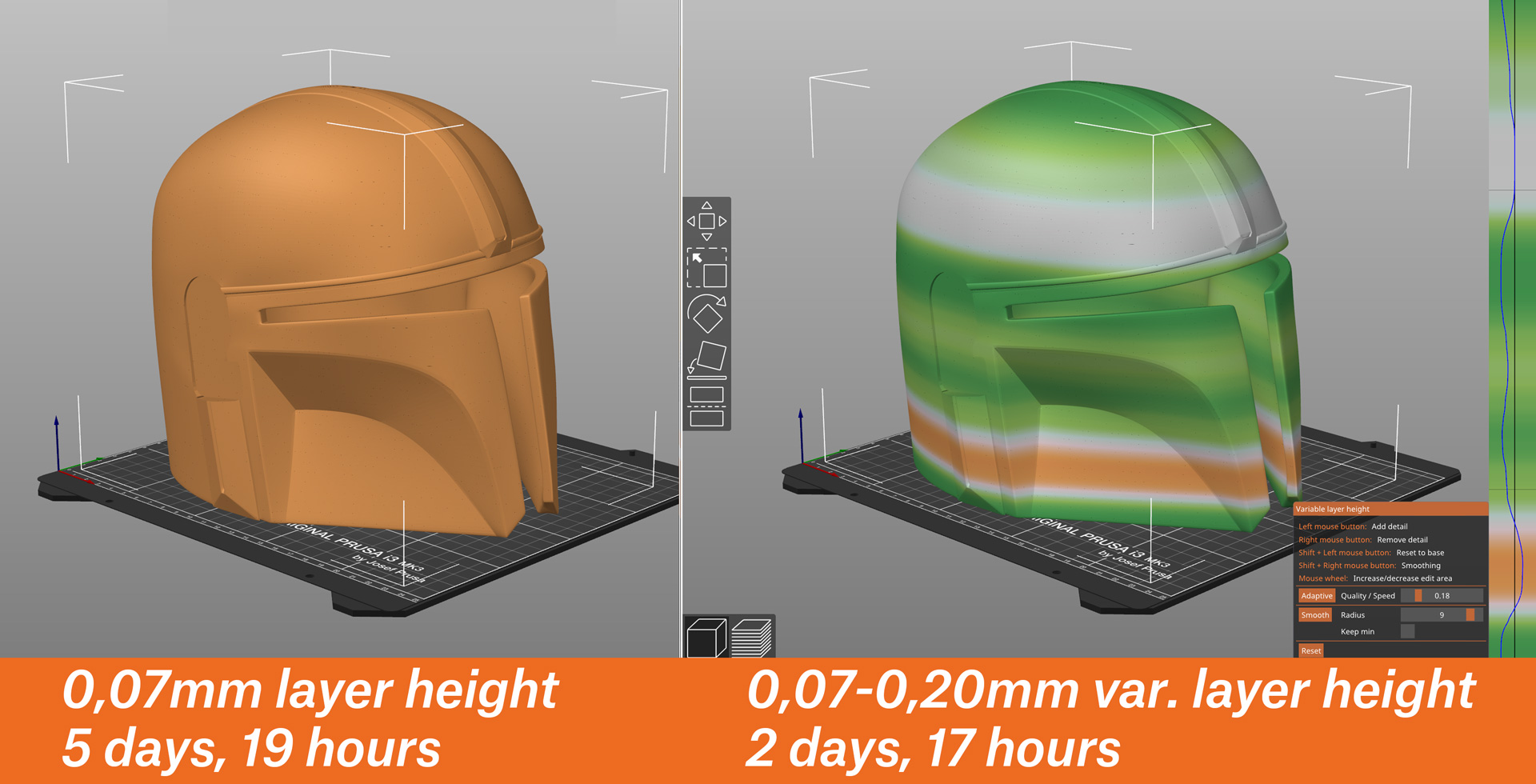
Stellen Sie sich eine Situation vor, in der Sie ein Objekt mit perfekt senkrechten Wänden und einer Halbkugel an der Spitze haben – sagen wir, einen Helm für das Cosplaying. Wenn Sie den gewölbten Teil schön gedruckt haben wollen, müssen Sie die Schichthöhe verringern – je kleiner sie ist, desto besser das Ergebnis. Allerdings vergeuden Sie viel Zeit mit vertikalen Wänden, die auch mit einer höheren Schichthöhe gut aussehen würden. Automatisch variable Schichthöhe kommt zur Rettung!
Das „Adaptive“-Werkzeug ist über das Menü Variable Schichten-Bearbeitung zugänglich. Es analysiert die importierte Geometrie, um vorzuschlagen, welche Teile mit niedrigerer/höherer Schichthöhe gedruckt werden können. Es ist jedoch immer noch ein interaktiver Prozess. Sie können das automatische Ergebnis glätten, es manuell bearbeiten oder mit leicht veränderten Parametern neu berechnen. Es dauert nur ein paar Sekunden und es kann Ihnen sogar Stunden während des eigentlichen Druckjobs sparen. Denken Sie jedoch daran, dass die minimale Schichthöhe für dieses Verfahren standardmäßig automatisch auf 0,07 mm eingestellt ist (Sie können diesen Wert in den Einstellungen ändern). Das bedeutet, dass Sie den größten Unterschied z.B. zwischen 0,07mm Schichthöhe ohne variable Schichthöhe und 0,15mm Schichthöhe mit variabler Schichthöhe in der Einstellung Adaptiv sehen werden.
Wenn Sie mehr darüber erfahren möchten, wie diese Funktion funktioniert, gehen Sie zu unserer umfangreichen Dokumentation!
Adaptive Elefantenfusskompensation
Wenn Sie schon einmal versucht haben, zwei Teile zu drucken, die ineinander passen sollten, sind Sie vielleicht auf ein Problem gestoßen, wenn die Teile mit engen Toleranzen konstruiert wurden und nicht passten. Das ist ein Nebeneffekt der Verwendung von geschmolzenem Kunststoff. Wenn der 3D-Drucker den Kunststoff von der Düse auf das Stahlblech drückt, dehnt sich das Material zu den Seiten hin aus, wodurch ein Effekt entsteht, der „Elefantenfuß“ genannt wird. Der PrusaSlicer hatte eine Funktion namens Elefantenfuß-Ausgleich, die jedoch nicht 100%ig perfekt war – er schrumpfte lediglich die Konturen der ersten Schicht gleichmäßig, was sich auf dünne Wände oder andere kleine Teile des Objekts auswirken konnte.
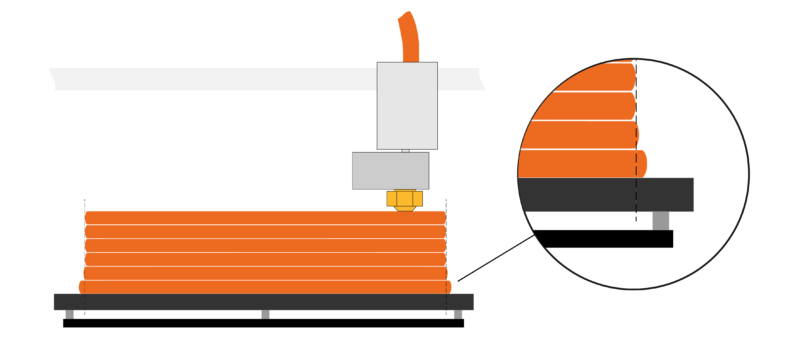
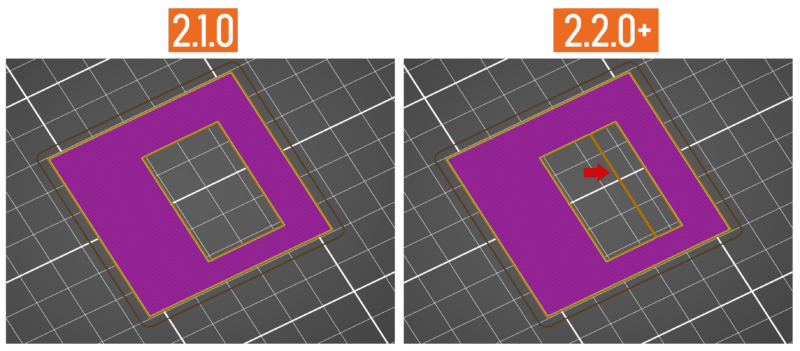
Die neue Version des PrusaSlicer bringt eine aktualisierte (adaptive) Elefantenfußkompensation, die automatisch dünne Linien in der ersten Schicht erkennt und sicherstellt, dass sie nicht zu stark schrumpfen. Seit dieser Version ist diese Funktion in den offiziellen Prusa-Profilen standardmäßig aktiviert, so dass Sie sie nicht mehr einstellen müssen. Sie funktioniert sowohl für FFF/FDM- als auch für SLA-Maschinen.
Nützliche Verbesserungen, Optimierungen und Korrekturen
Natürlich gibt es viele andere Verbesserungen und neue Funktionen im neuesten PrusaSlicer 2.2.0, aber sie alle zu beschreiben, würde eine Unmenge Platz beanspruchen. Es gibt keinen besseren Weg, sie alle zu sehen, als den neuesten Build herunterzuladen und selbst auszuprobieren. Wir veröffentlichen immer ein ausführliches Veröffentlichungsprotokoll auf Github, also lassen Sie uns schnell noch ein paar weitere Funktionen durchgehen.
ColorPrint funktioniert jetzt mit MMU2 und hat auch einige zusätzliche Ergänzungen – nämlich eine Option zum Hinzufügen benutzerdefinierter G-Codes und Pausen an ausgewählten Stellen. Dies ist z.B. großartig, um Magnete in Ihre 3D-Drucke einzufügen. Mehr über diese Funktion finden Sie in unserer Wissensdatenbank.
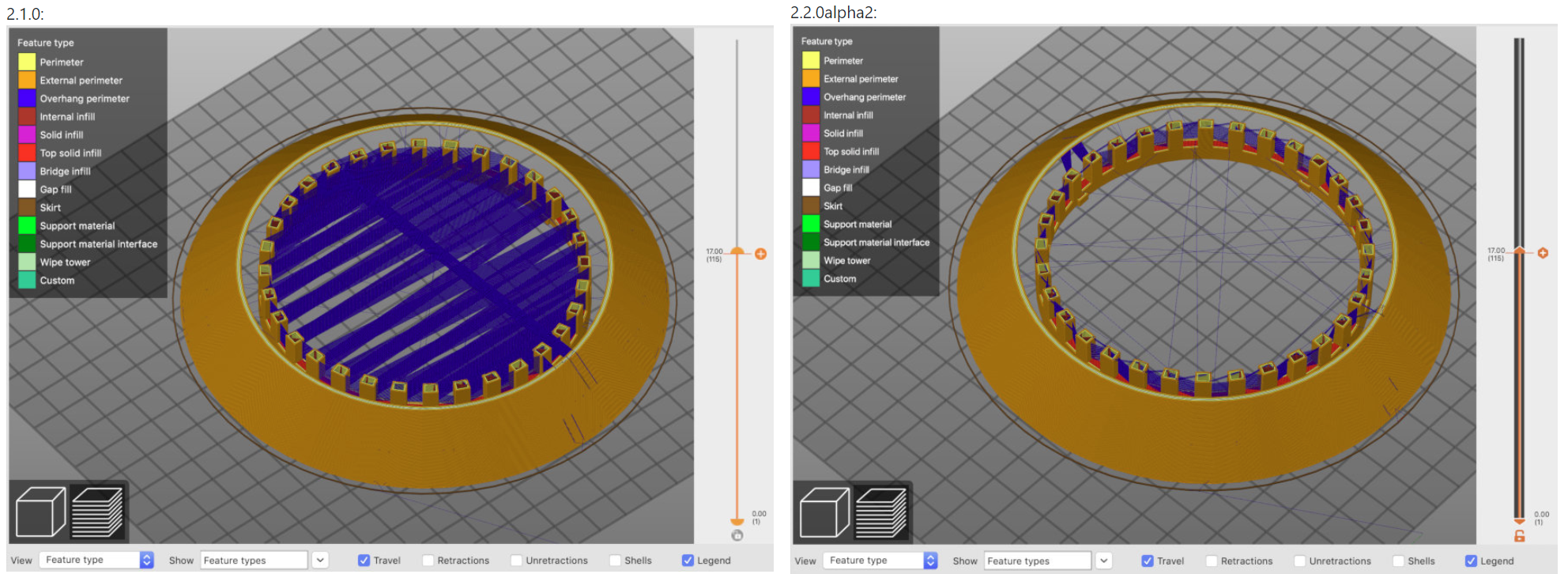
Eine weitere Änderung, die die Mehrheit der Benutzer sicherlich begrüßen wird, ist bessere Bahnplanung – Ihre Ausdrucke werden dank optimierter Routinen für die Bahnplanung schneller sein. Schauen Sie sich den Screenshot unten an, es ist ein ziemlich schöner Unterschied. Apropos Pfadplanung: Wenn Sie die Funktion für sequentielles Drucken verwenden, können Sie jetzt ganz einfach die Reihenfolge festlegen, in der die Objekte gedruckt werden sollen.
Außerdem gibt es eine:
- Vollständige Unterstützung für die 3D-Connexion-Maus
- USB-Festplatten sicher entfernen
- Option zum Hinzufügen von Grundformen auf dem virtuellen Druckbett
- Aktualisierte Übersetzungen
- OS-spezifische Aktualisierungen, Optimierungen und Korrekturen
- macOS-Dunkelmodus
- Sequenzieller Druck
- …und viele andere Optimierungen, Korrekturen und Verbesserungen!
Wir wünschen Ihnen viel Spaß bei der Arbeit mit dem neuen PrusaSlicer! Wenn Sie irgendwelche Vorschläge oder Fehler zu melden haben, lassen Sie es uns unter Github.com wissen!
Fröhliches Drucken!
Du musst angemeldet sein, um einen Kommentar abzugeben.