
Když jste před deseti lety chtěli tisknout na tehdejších RepRap tiskárnách, měli jste z hlediska materiálu prakticky jedinou volbu – ABS. Kvůli vlastnostem ABS byl tisk bez vyhřívané podložky velmi problematický a často nespolehlivý. Postupem času se začala množina populárních tiskařských materiálů rozšiřovat, ale ABS se vedle PLA a PET stále držel na předních místech. Ostatně, kolik z vás stavělo box pro 3D tiskárnu právě kvůli tisku ABS?
Když jsme se tedy rozhodovali, jaký třetí materiál po PETG a PLA přidáme do nabídky Prusamentu, snažili jsme se najít takový, který by vykazoval podobné vlastnosti a výhody jako ABS, ale zároveň by snížil jeho nevýhody – především problémy se smršťováním a se zápachem. A naše volba padla na ASA.
Spuštění výroby předcházelo dlouhé období testování různých druhů ASA. Vyzkoušeli jsme osm druhů granulátu (základní materiál pro výrobu fimalentu). Jednotlivé granuláty se liší především různými poměry složek tří hlavních monomerů. Tím však výzkum nekončil. Další nedílnou složkou filamentů jsou aditiva v podobě barviv. I ty významně ovlivňují vlastnosti materiálu. Některé vzniklé materiály se snadno tiskly, ale špatně se vyráběly a některé zase naopak. Nakonec se nám ale podařilo sladit proces výroby s výbornými tiskovými vlastnostmi materiálu Prusament ASA. Stejně jako u PLA a PETG si samozřejmě můžete každou cívku Prusament ASA zkontrolovat na našem webu. Podrobný technický data sheet najdete zde (zatím pouze anglicky, českou verzi chystáme).
ASA lze považovat za skutečného nástupce ABS. Je oproti ABS UV stabilní, při tisku se méně smršťuje a rovněž zápach při tisku je mnohem slabší. Výtisky z ASA jsou pevné, houževnaté a mají všestranné využití. Teplota tuhnutí je výrazně vyšší než u PLA i PETG, což dává výtiskům z ASA excelentní tepelnou odolnost – známky deformace se neprojevují až do teplot okolo 93 °C. Všechny tyto vlastnosti předurčují ASA k tisku předmětů určených pro dlouhodobé venkovní použití.
Nebezpečí smršťování (warpingu) se úplně nevyhnete ani s ASA, a to zejména u rozměrnějších modelů. Dokonce i s vyhřívanou podložkou nastavenou na 110 °C se mohou velké výtisky začít kroutit a odlepovat od podložky. Kroucení je ale menší než při tisku s ABS. Tento problém lze ale eliminovat tiskem v boxu na tiskárnu nebo vysokým skirtem. Ale o tom až za chvíli.
Výhody a nevýhody ASA
| Výhody | Nevýhody | ||
|---|---|---|---|
| Vhodné pro venkovní použití – UV stabilní | Tendence k deformování velkých modelů | ||
| Vysoká teplotní odolnost | Zápach během tisku (ale menší než u ABS) | ||
| Detailní tisk bez stringování | Obsahuje styren | ||
| Možnost vyhlazení acetonovými parami | Vysoké tiskové teploty | ||
| Snadno brousitelný | Hygroskopický | ||
| Silná přilnavost vrstev | |||
| Rozpustnost v acetonu – možnost lepení | |||
| Vysoká odolnost proti nárazu a opotřebení | |||
| Houževnatý | |||
| Recyklovatelný | |||
Kdy použít ASA?
Hlavní předností ASA je UV stabilita. U některých dílů může být užitečné vyhlazování acetonovými parami či lepení dílů acetonem. Hodit se může i zvýšená teplotní odolnost. Z ASA tak na naší tiskové farmě tiskneme část extruderu tiskárny Original Prusa MK3S nazvanou fan-shroud – právě tento díl zajišťuje optimální proudění vzduchu při chlazení výtisku.
 |
 |
|---|---|
| Fan shroud (teplotní odolnost) | Díly na větrnou elektrárnu (vyhlazení povrchu acetonovými parami, mechanická odolnost) |
 |
 |
| Číslo domu (UV stabilita, bílý podklad nebude žloutnout) | Držák na láhev na kolo (pevnost, houževnatost) |
Kvalita tisku je srovnatelná s PLA. Tisk je velmi detailní, nestringuje, dobře zvládá přemostění a převisy. Podívejte se na test úhlů převisu (zleva na jednotlivých modelech: 45°, 30°, 20°, 10° vůči podložce).
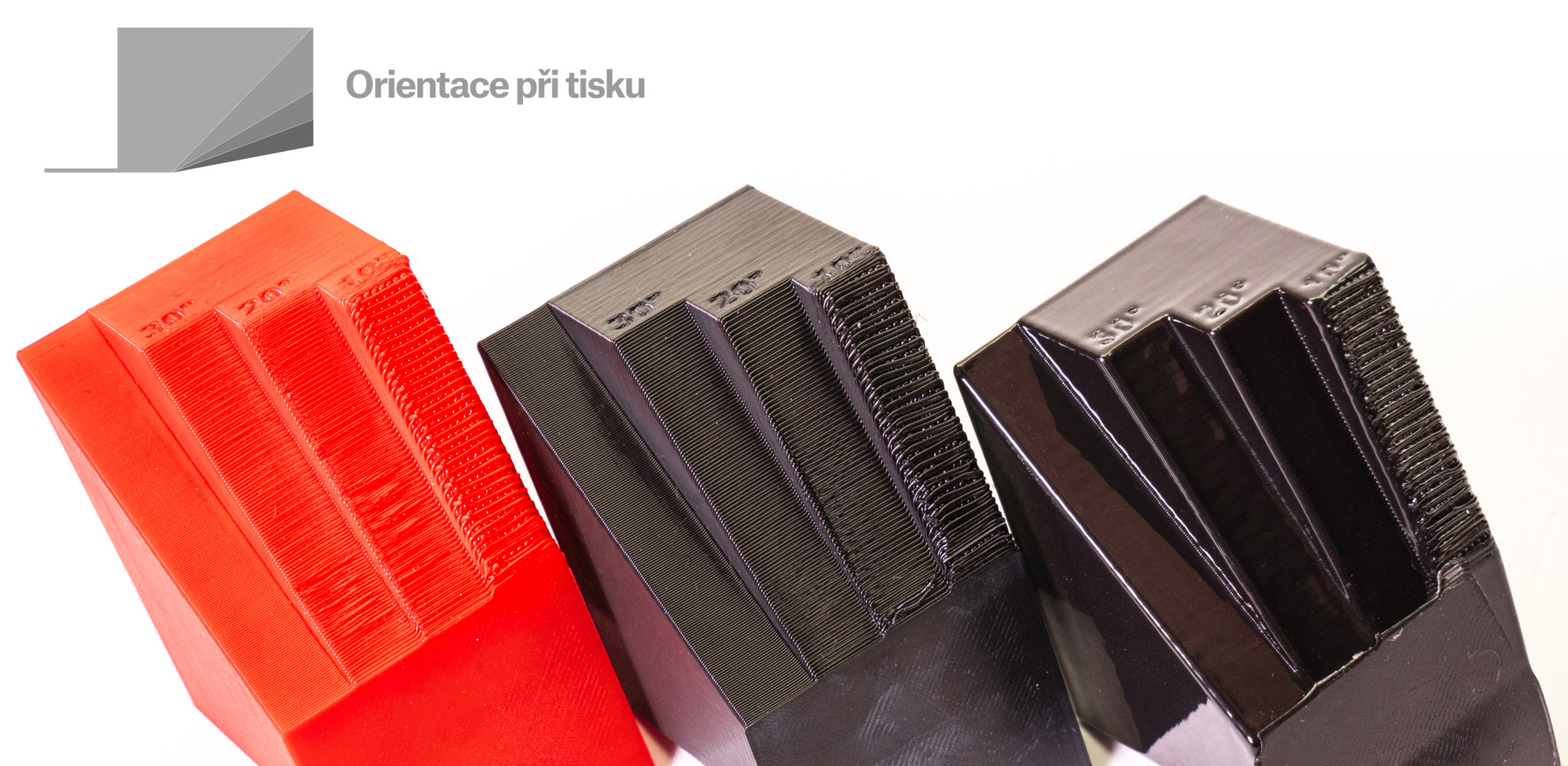
Zleva: červený model – Prusament PLA Lipstick Red, černý model – Prusament ASA Jet Black, černý vyhlazený model Prusament ASA Jet Black.

Vlevo: Prusament PLA Galaxy Black, Vpravo: Prusament ASA Galaxy Black
V čem se ASA liší od ABS z pohledu chemického složení?
Termopolymery ASA byly vyvinuty s cílem vytvořit houževnatý plast s vlastnostmi podobnými ABS, které však budou navíc odolné povětrnostním vlivům. ABS je houževnaté díky kaučukovité složce, jejímž základem je polybutadién. Do styrénových kopolymerů však přináší dvojné vazby, které způsobují citlivost na UV záření a vzdušnému kyslíku. Při použití akrylátového kaučuku na místo butadiénového vznikne plast (ASA) vysoké houževnatosti a odolnost vůči povětrnostnímu stárnutí. V praxi to znamená, že s rostoucí dobou působení UV záření ztrácejí díly z ABS svojí pevnost, rychle se ztrácí houževnatost a žloutnou (nejvíce je to patrné na bílé barvě plastu), zatímco díly z ASA zůstanou ve venkovním prostředí mnohonásobně déle neovlivněné.

Na obrázku níže vidíte vzorky ASA (horní) a ABS (spodní), které byly 3 měsíce vystaveny povětrnostním vlivům. Pravý kraj modelu byl překrytý a chráněn před UV zářením. Srovnáme li ASA s ostatními běžnými materiály (PLA, PETG), z pohledu teplotní odolnosti, ASA je více odolná a to až do 93 °C.
Jak tisknout z ASA?
S příjemnou vlastností v podobě vyšší teplotní odolnosti bohužel přichází také nežádaná vlastnost a tím je možné kroucení, zvedání a praskání tisku. To je způsobené velkým teplotním rozdílem mezi tryskou (260 °C) a teplotou okolního vzduchu. Při nerovnoměrném chladnutí výtisku dochází k vnitřnímu pnutí, které způsobí tiskové vady. Obecně nebudete mít problém s objekty se základnou přibližně do 10 x 10 cm (vždy záleží na tvaru, hustotě výplně, okolní teplotě, proudění vzduchu okolo výtisku a mnoha dalších faktorech). Mějte také na paměti, že u objektů s přibližně kruhovou základnou se bude pnutí v modelu rozkládat mnohem lépe než u modelu se čtvercovou základnou.
Tisk z ASA vyžaduje specifické podmínky pro tisk. Při tisku se uvolňuje zápach a látky, které mohou být zdraví škodlivé. Proto vždy tiskněte v dobře větrané oddělené místnosti, kde netrávíte mnoho času. V bezprostřední blízkosti tiskárny však nevytvářejte průvan – ten může negativně ovlivnit kvalitu tisku.
Jak zlepšit kvalitu výtisků a eliminovat defekty
Skirt (obrys)
Nejsnadnějším způsobem, jak omezit kroucení, je nastavit při slicování v PrusaSliceru takzvaný Obrys (skirt) v celé výšce objektu. Obrys je typicky jednoperimetrový objekt, který “obalí” model. Díky tomu se omezí proudění chladného vzduchu okolo modelu a navíc uvnitř skirtu stoupá ohřátý vzduch od podložky, což pomáhá snížit teplotní rozdíl trysky a výtisku.
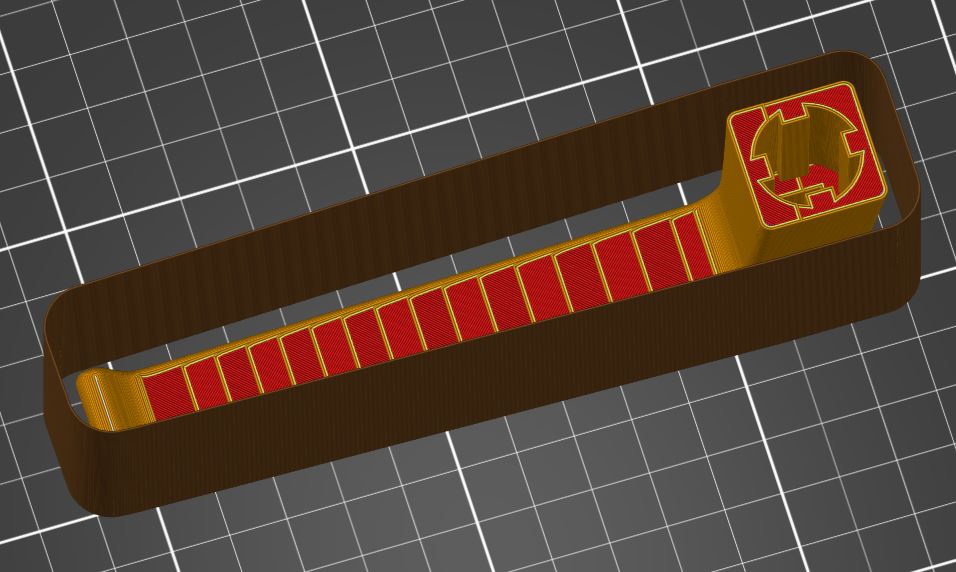
Původním smyslem skirtu bylo zajistit optimální tlak v trysce před tiskem. V případě ASA skirt používáme za jiným účelem, než byl původně vymyšlený, což má jeden zádrhel. Skirt má tvar odvozený od tištěných modelů (pohled shora). Při tisku modelu s hranatou základnou bude tedy skirt také hranatý, a při jednoperimetrovém skirtu je pravděpodobné, že dojde k odlepení rohu skirtu od podložky. To se může negativně projevit na výtisku (posunuté vrstvy, kroucení modelu, atd.)
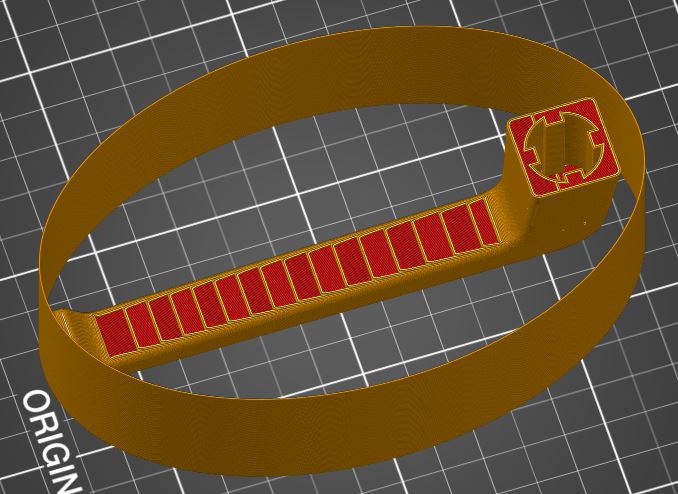
Naštěstí je tady poměrně snadné řešení – vytvořte vlastní skirt vložením modelu ve tvaru válce.
Do PrusaSliceru společně s modelem naimportujte i stl modelu válce. Válec zvětšete a nanapozicujte tak, aby jeho plášť tvořil budoucí skirt. Dílu nastavte parametry 0% výplň, 0 vrchních/spodních vrstev a 1 perimetr. Sice se nejedná o elegantní přímočaré řešení, ale pokud vám záleží na kvalitě výtisku, tak se jistě vyplatí věnovat přípravě o trochu času navíc.
 |
 |
|---|---|
| Příklad automaticky generovaného skirtu, který se během tisku odlepil od podložky.
|
|
 |
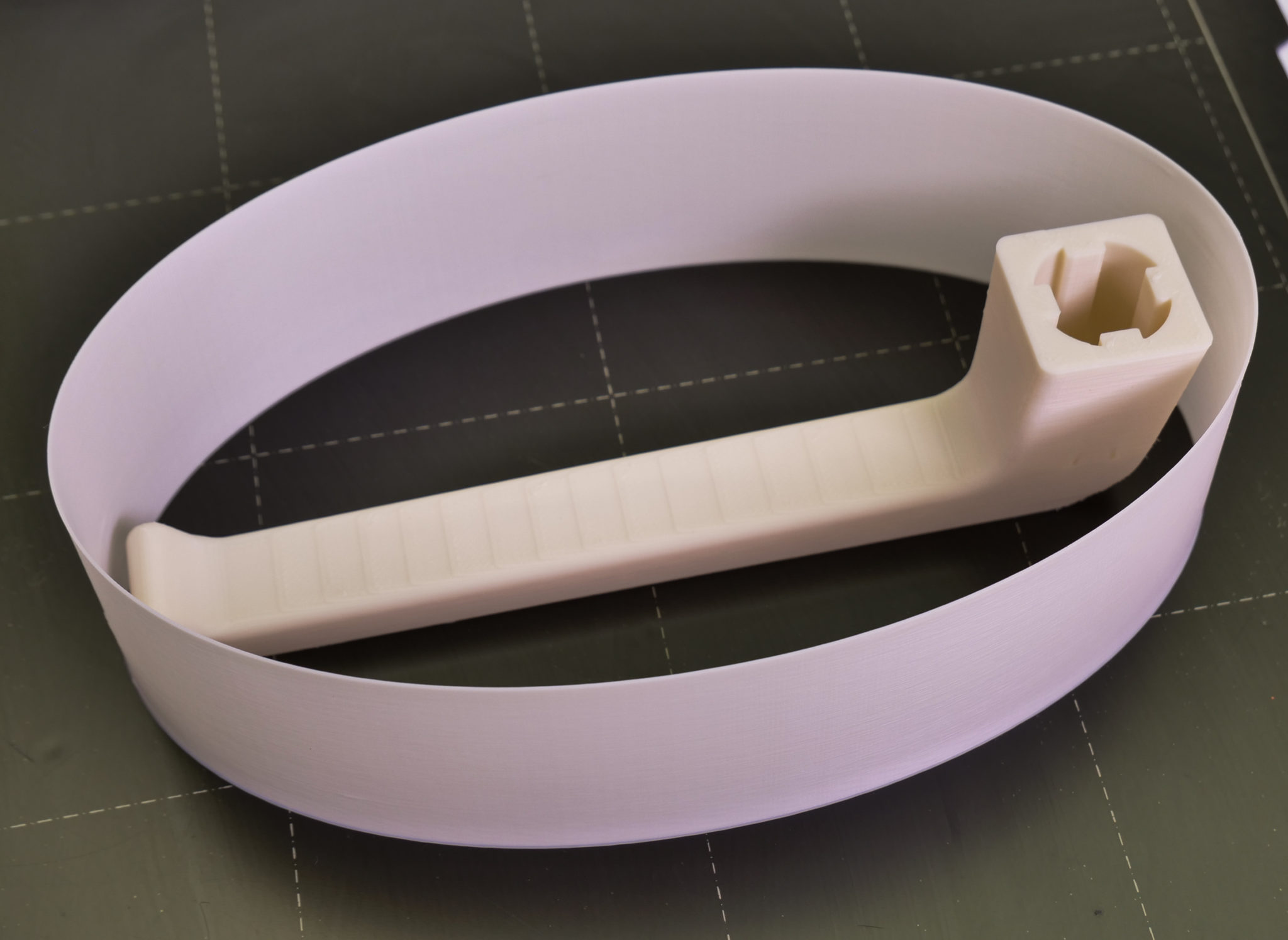 |
| Příklad válcového/oválného skritu vytvořeného ze separátního modelu. | |
Tisk v boxu na tiskárnu
Umístěním tiskárny do uzavřeného boxu předejdete proudění vzduchu okolo výtisku a zvýšíte teplotu okolního vzduchu. To vše přispívá k úspěšnému tisku. Pokud si chcete takový box vyrobit, podívejte se na naše řešení: Box na 3D tiskárnu v1, Box na 3D tiskárnu s MMU2S v2.
Doporučené tiskové teploty pro ASA jsou: tryska 260 °C, podložka 1. vrstva 105 °C, podložka ostatní vrstvy 110 °C. Připravené nastavení naleznete v tiskových profilech v PrusaSliceru pod názvem Prusament ASA.
Příprava tiskové podložky
Prusament ASA doporučujeme tisknout na pružný ocelový plát s hladkým PEI povrchem. U texturovaného plátu může být přilnavost výtisku k tiskové ploše příliš vysoká a hrozí tak poškození povrchu plátu. Tiskovou podložku stačí jen odmastit isopropylalkoholem. Pro snadné sundání výtisku vždy počkejte na vychladnutí podložky.
Jaké barvy filamentu ASA nabízíme?
Vzhledem ke specifickým vlastnostem a případům použití filamentu ASA nabízíme prozatím čtyři barvy. Většinu barev od nás již znáte v podání PLA či PETG.
 |
 |
|---|---|
|
(barevně podobné s Prusament PLA Prusa Jet Black, pouze není lesklé) |
(barevně shodné s Prusament PETG Prusa Orange, pouze není lesklé) |
 |
 |
| Prusament ASA Natural
(barevně obdobné jako Prusament PLA Vanilla White, ale netřpytí se) |
Prusament ASA Prusa Galaxy Black
(barevně podobné s Prusament PLA Prusa Galaxy Black, pouze není lesklé) |
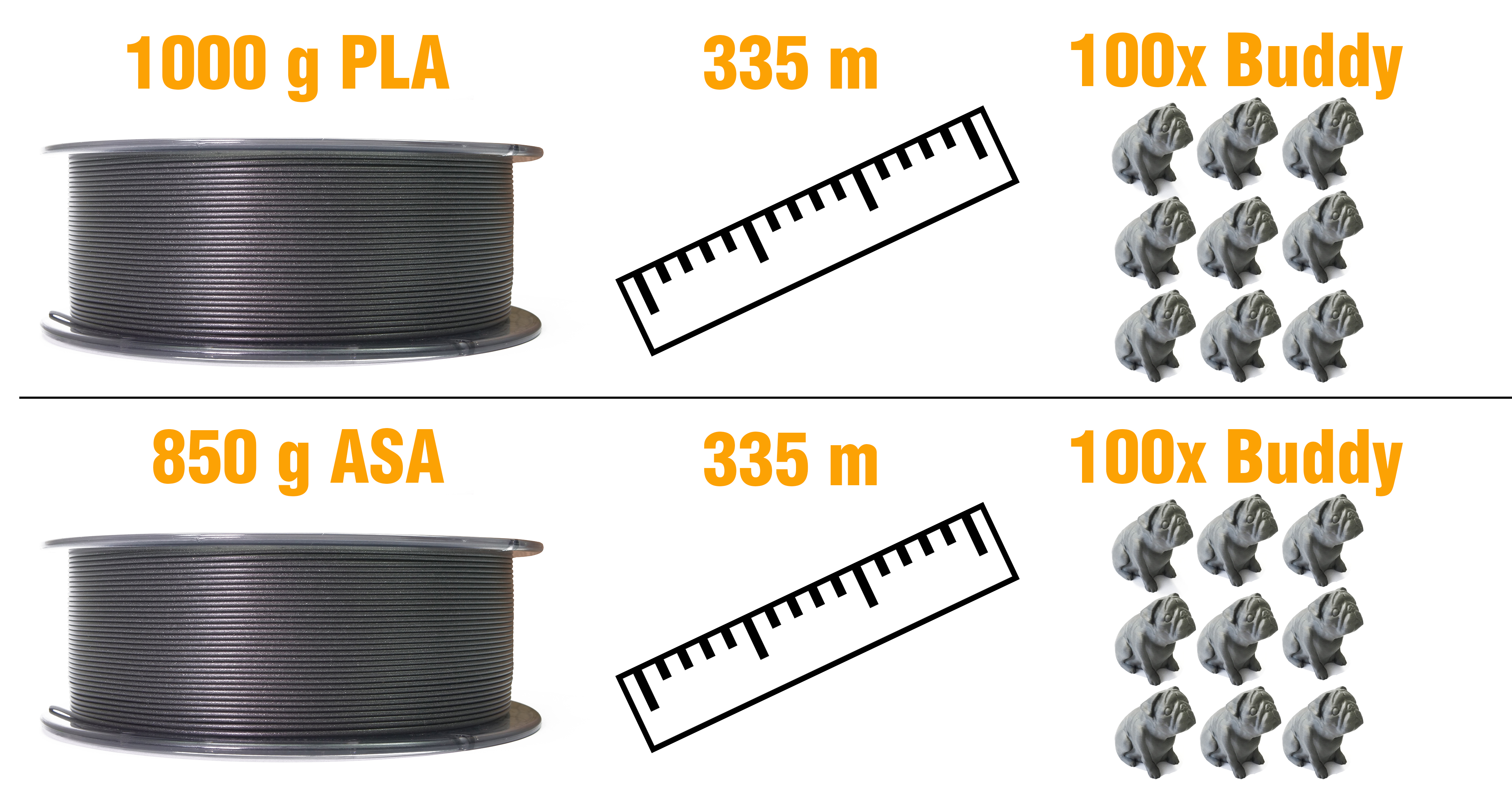
Všechny filamenty Prusament ASA mají garantovanou minimální hmotnost 850 g. Možná vás napadá otázka, proč nevyrábíme 1kg cívky jako u ostatních materiálů. Důvod je prostý. Hustota ASA je 1,07 g/cm3 a hustota PLA/PETG je cca 1,25 g/cm3. Z toho plyne, že objem materiálu ASA, PLA i PETG na Prusament cívkách je totožný. Tedy z 1kg cívky PLA vytisknete stejné množství, například Buddyho figurek, jako z 850g civky ASA. Množství materiálu je mnohem lepší vyjadřovat v jednotkách objemu či délky filamentu, než ve hmotnosti. Pokud bychom chtěli vyrábět 1kg cívky ASA, bylo by nutné vyrobit nový širší papírový střed cívky, vyrobit větší krabice, přenastavit extruzní linky a mnoho dalšího.
Postprocessing ASA
ASA je velmi dobře opracovatelný materiál. Díly je možné brousit brusným papírem za sucha i za mokra, vyhlazovat acetonovými parami a lepit acetonem. Díly mají po vyhlazení lesklý sklovitý povrch, který je srovnatelný s povrchem ošetřeným autolakem. Nedílnou součástí vyhlazování je ale ztráta detailu a zaoblování ostrých hran.

VAROVÁNÍ: Aceton a jeho páry jsou vysoce hořlavé! Aceton také může způsobit vážné podráždění očí, ospalost nebo závratě.
Acetonovou vyhlazovací komoru si lze snadno vytvořit z plastové nádoby, která je odolná acetonu (například z PP – Polypropylenu). Výtisky je ideální zavěsit do prostoru, protože všechna místa, kde se budou díly čehokoliv dotýkat budou rozpoznatelná. Poté aceton vylijte na dno a nádobu uzavřete. Proces lze urychlit cirkulací vzduchu pomocí ventilátoru nebo mírným zahřátím. Nepohybujte se v blízkosti acetonu či acetonových par s otevřeným ohněm! Aceton je hořlavina!
Hlavními faktory majících vliv na míru vyhlazení jsou: doba expozice, teplota acetonových par, koncentrace acetonových par a proudění par v komoře. Mějte na paměti, že díly po vyhlazení velmi nepatrně zvětší svůj objem a jejich povrch je po vyhlazení několik hodin měkký – po celém procesu jej tedy musíte nechat pár hodin vytvrdnout. Jestliže si nepřejete, aby některé části výtisku byly vyhlazené, zakryjte je samolepící páskou.
Pokud vám záleží na perfektním vzhledu výtisků, nedoporučujeme vyhlazovat máčením v acetonu. Na tmavých barvách se mohou objevit bílé mapy a pokud aceton nateče dovnitř výtisku, dojde k jeho deformaci a nabobtnání.

Jak připravit strukturovanou UTEM podložku? Při běžné přípravě pomocí Isopropalalkoholu na ní ASA drží tak dobře, že výtisk, či hlavně tenké vrstvy podpěr, nejdou z povrchu sundat.
Máte s tím zkušenost? A jaké je řešení?
Prusament ASA doporučujeme tisknout na pružný ocelový plát s hladkým PEI povrchem. U texturovaného plátu může být přilnavost výtisku k tiskové ploše příliš vysoká a hrozí tak poškození povrchu plátu. Další možností je použít tyčinkové lepidlo – před tiskem naneste tenkou vrstvu lepidla na povrch podložky. Tuto možnost doporučujeme pro obě podložky – texturovanou i hladkou PEI podložku.
Môžete prosím viac rozpísať ako nanášať tyčinkové lepidlo? Kedy (pred samotným tiskom po kalibrácii, pred kalibráciou, za studena, …) a ako moc ho naniesť (koľko vrstiev)?
Skúšal som ASA s lepidlom pred tiskom, po kalibrácii (teda pár sekúnd než začal tisk) a tisk prvej vrstvy neprebehne korektne (tlačím HONEYCOMB mriežku kde stena má hrúbku troch čiar) – okraje sú OK, ale ten HONEYCOMB potrebuje veľa krátkych čiar s retrakciou a polovica sa nenalepí korektne… Skúšal som ako hladký tak texturovaný plát a výsledok je v zásade rovnaký (u textorovaného je to o 30% lepšie).
Prvú vrstvu mám samozrejme skalibrovanú/odladenú veľmi dobre…