






Určitě jste už někdy přemýšleli nad tím, jak zlepšit vlastnosti vašich výtisků bez nutnosti utrácet za drahé a mnohdy těžko tisknutelné materiály. Obvykle jsme pak odkázáni pouze na nastavení tisku, které má samo určité limity. Existuje však jedno zajímavé řešení: Žíhání. Jedná se o proces, který zvýšením teploty zlepší pevnost, tažnost a teplotní odolnost objektu. Určitě jste se s pojmem žíhání setkali v souvislosti s výrobou kovových součástek nebo se vstřikováním plastů. Ale možná jste nevěděli, že se dá aplikovat i na 3D tištěné díly. Pojďme si ukázat, jak na to.
Jak to funguje?
Ve své základní podstatě jde o proces, při kterém zahřejeme plast na teplotu umožňující molekulám uvnitř uspořádat se tak, aby byla celá struktura stabilnější, pevnější a měla menší vnitřní pnutí. Teplota, které musí model dosáhnout, se nazývá teplota skelného přechodu. Při této teplotě si vytištěný objekt ještě zachovává svůj tvar, ale měkne a uvnitř se na molekulární úrovni odehrávají procesy zlepšující jeho strukturální stabilitu.
Níže si vysvětlíme základní fyzikální podstatu celého procesu, abychom pochopili, proč se žíháním zlepší mechanická a teplotní odolnost objektů a proč je tak zásadní zvolit správnou teplotu. Pokud vás teorie nebaví, klidně ji přeskočte a přejděte k praktické části, kde si ukážeme konkrétní výsledky žíhání různých materiálů při různých teplotách.
Uspořádání makromolekul
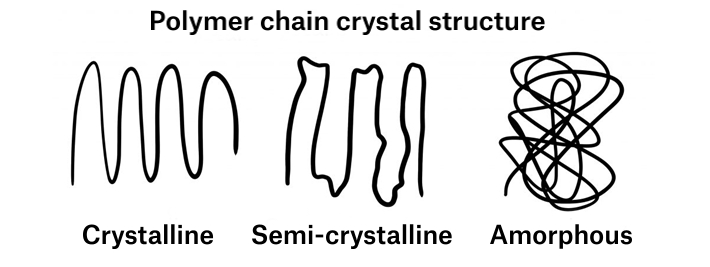
Většina běžně používaných materiálů ve světě 3D tisku jsou polymery, tedy velké řetězce opakujících se molekul. Polymery mohou mít jednu až dvě molekulární struktury: amorfní (chaotickou) nebo semikrystalickou (částečně uspořádanou). Rozdělení však nemusí být jednoznačné, molekuly polymerů mohou mít různé stupně uspořádanosti. Krystalické struktury jsou obvykle pevnější a tužší (představte si třeba diamant, byť se nejedná o polymer), amorfní polymery jsou flexibilnější a elastičtější.
Když roztavíte semikrystalický plastový filament uvnitř trysky, přijdou řetězce o svoji uspořádanost úplně. Můžete si to představit jako špagety, ale místo těstovin jsou řetězce polymerů. V této formě plast zůstane i nadále kvůli rapidnímu ochlazení na pokojovou teplotu, protože se řetězce nestihnout přeskupit do částečně organizované struktury. Jelikož je 3D tištěný díl z většiny amorfní, jeho teplotní odolnost, pevnost a tažnost jsou podřadné oproti krystalickým materiálům, které mají molekulární řetězce uspořádané.
Teplota skelného přechodu
Abychom mohli zlepšit vlastnosti našeho výtisku, je potřeba se přiblížit více krystalickým polymerům, tedy pokusit se uspořádat řetězce molekul. Vyšší míry uspořádanosti se dá dosáhnout za zvýšené teploty, přesněji dosažením správného bodu – tzv. teploty skelného přechodu. „Dobře, tak prostě trochu roztavím plast a on vykrystalizuje, ne?“ Ano, i ne. Pokud zahřejeme krystalickou strukturu, v určité chvíli se z ní stane kapalina. Teplota, které musíme dosáhnout, se nazývá bod tání. Jenže mezi bodem tání a teplotou skelného přechodu je rozdíl. Amorfní polymery totiž nemají přesnou teplotu tání. Místo toho pozvolna měknou. V tomto případě se rozmezí mezi pevným skupenstvím a kapalinou nazývá teplota skelného přechodu.
![]()
Materiál Teplota skelného přechodu [°C] Teplota tisku[°C]
PLA 65 215
PET(G) 75 230
ABS 105 255
Přeměna amorfních polymerů v semikrystalické
Růst krystalů (uspořádání molekul) uvnitř polymerů může nastat pouze v situaci, kdy teplota dosáhne hodnoty skelného přechodu, a zároveň je nižší než bod tání. V případě amorfních polymerů je bodem tání koncová teplota skelného přechodu. Pokud zvýšíme teplotu až na bod tání, rozbijeme seskupení molekul a ty se pak mohou volně pohybovat. Naopak při teplotách nižších, než je hodnota skelného přechodu se molekuly pohybují jen omezeně, jsou (téměř) zamrzlé.
Jakou teplotu a dobu žíhání zvolit?
Mezi spodní hranicí skelného přechodu a bodem tání (horní hranicí) amorfních polymerů bývá velké rozmezí. Například u PLA se bavíme o rozsahu teplot 65-170° C. Jakou teplotu tedy zvolit, aby měl náš výtisk ty nejlepší vlastnosti?
Je to vcelku prosté – čím vyšší teplotou budeme výtisk žíhat, tím spíš se nám slijí vrstvy dohromady a objekt tak bude pevnější. Na druhou stranu se se zvyšující teplotou mění rozměry žíhaného výtisku, některé materiály se kroutí a v určité fázi model změkne natolik, že ztratí svůj původní tvar. Je patrné, že musíme zvolit ideální kompromis mezi zachováním co nejpřesnějšího tvaru a vysokou pevností, pokud chceme dosáhnout co nejlepšího výsledku.
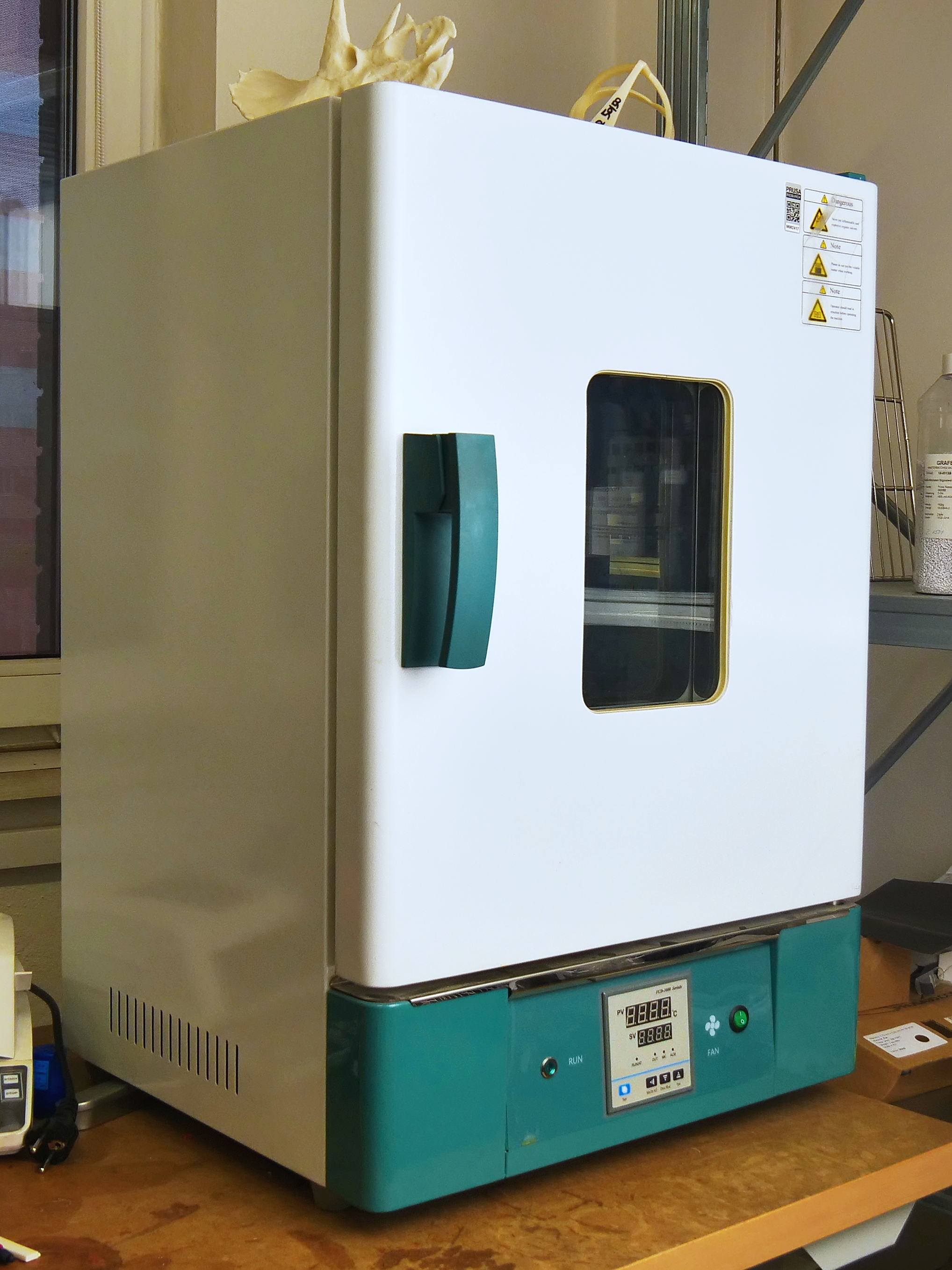
Doba žíhání se obvykle liší v závislosti na velikosti a tvaru objektu. Příkladem mohou být testovací objekty použité v našich pokusech (viz níže), které jsme v elektrické peci zahřívali na různé teploty vždy po dobu 30 minut.
Testovací objekty použité v tomto článku
Jak si vedou různé filamenty
My jsme se rozhodli v tomto směru otestovat vlastnosti 4 materiálů (PLA, PETG, ASA, ABS), z nichž 3 pochází z naší vlastní výroby (více na našich stránkách). Z vybraných filamentů jsme vytiskli se 100% výplní (ta je důležitá pro zachování rozměrů modelu při žíhání) standardizované hranoly pro 4 různé testy, dle nichž jsme pak určili nejvhodnější materiál a teplotu pro žíhání jednotlivých materiálů:
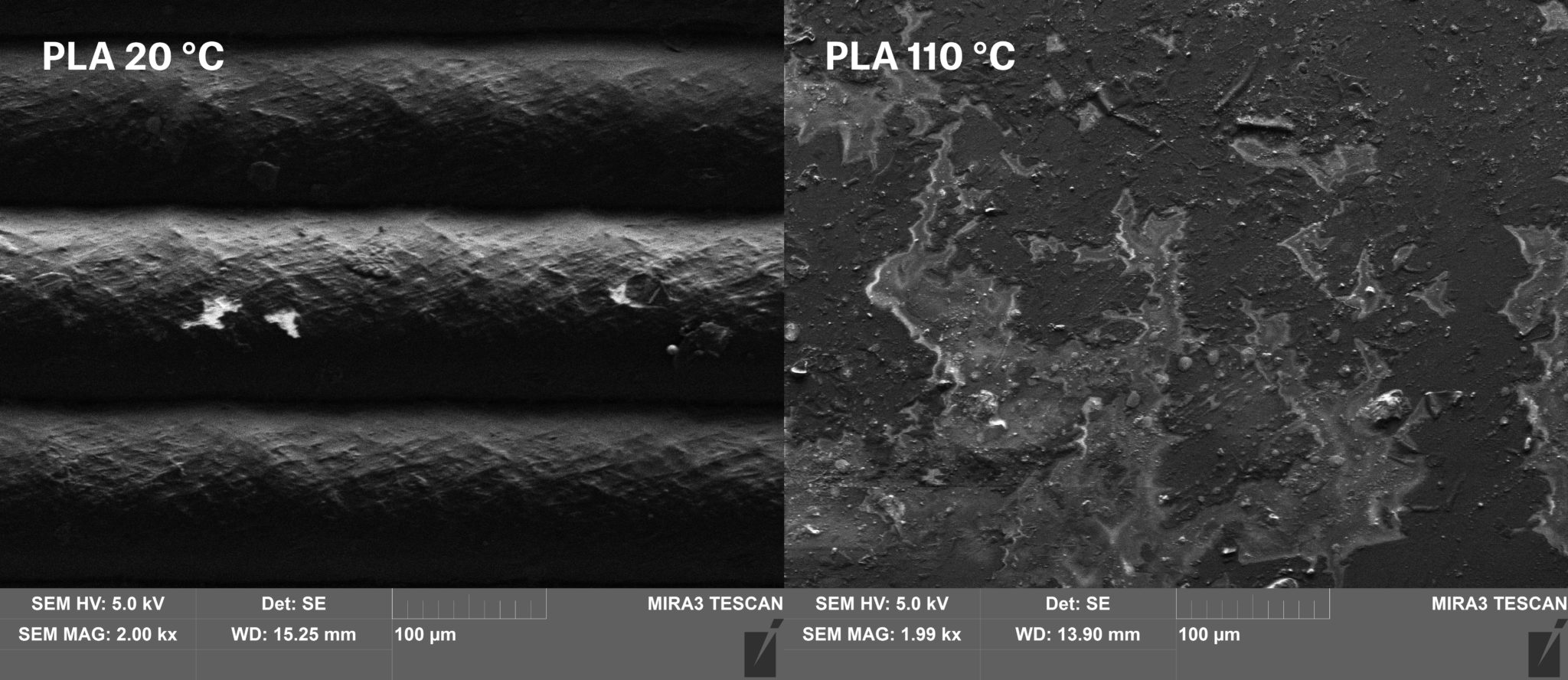
Srovnání nevyžíhaného a vyžíhaného PLA pod elektronovým mikroskopem; Autor fotek: Jiří Kmošek. Metoda: Elektronový skenovací mikroskop. Laboratoř Katedry chemické technologie Fakulty restaurování, Univerzity Pardubice
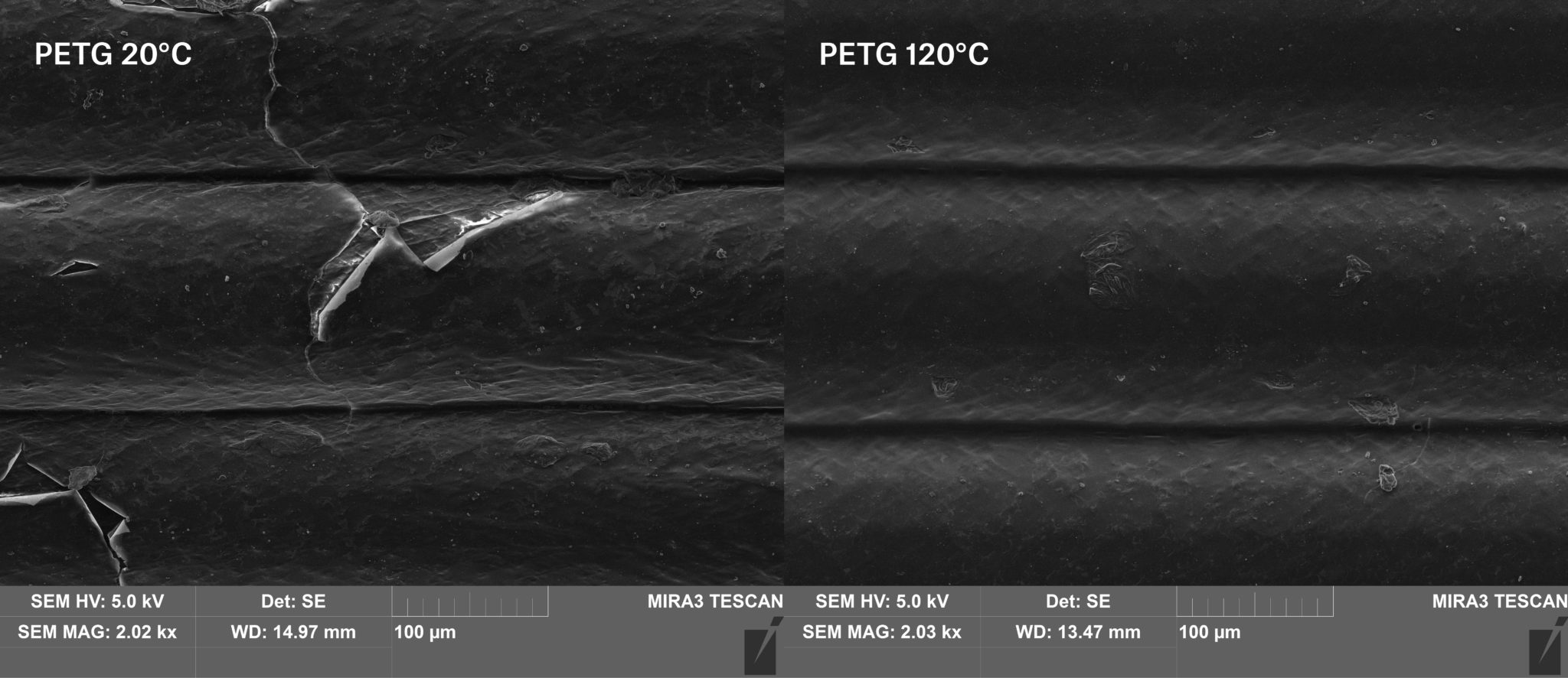
Srovnání nevyžíhaného a vyžíhaného PETG pod elektronovým mikroskopem; Autor fotek: Jiří Kmošek. Metoda: Elektronový skenovací mikroskop. Laboratoř Katedry chemické technologie Fakulty restaurování, Univerzity Pardubice
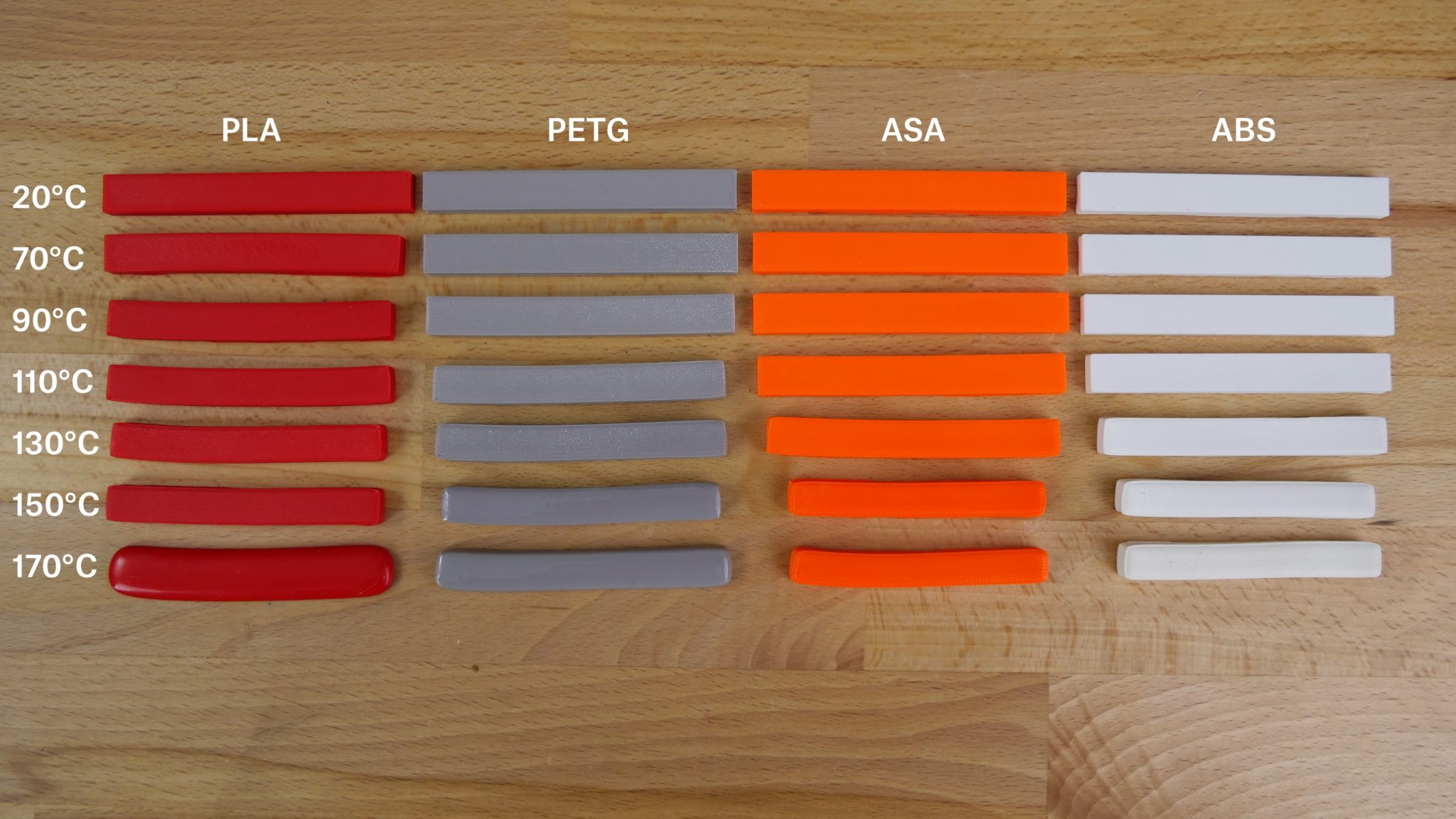
1) Změna rozměrů – Připravili jsme si celkem 560 hranolů o rozměrech 80x10x4 mm, které jsme vyžíhali při různých teplotách. Přesněji šlo o 4 sady (4 materiály) rozdělené po 20 kusech pro každou teplotu. První várku jsme nechali nevyžíhanou, ostatní jsme zahřáli na půl hodiny na teplotu 70, 90, 110, 130, 150 a 170° C a nechali pomalu vychladnout. Potom jsme změřili všechny díly a zprůměrovali změny rozměru v jednotlivých osách pro jednotlivé teploty, abychom mohli kvantifikovat vliv rozličných teplot na změnu tvaru žíhaného objektu.
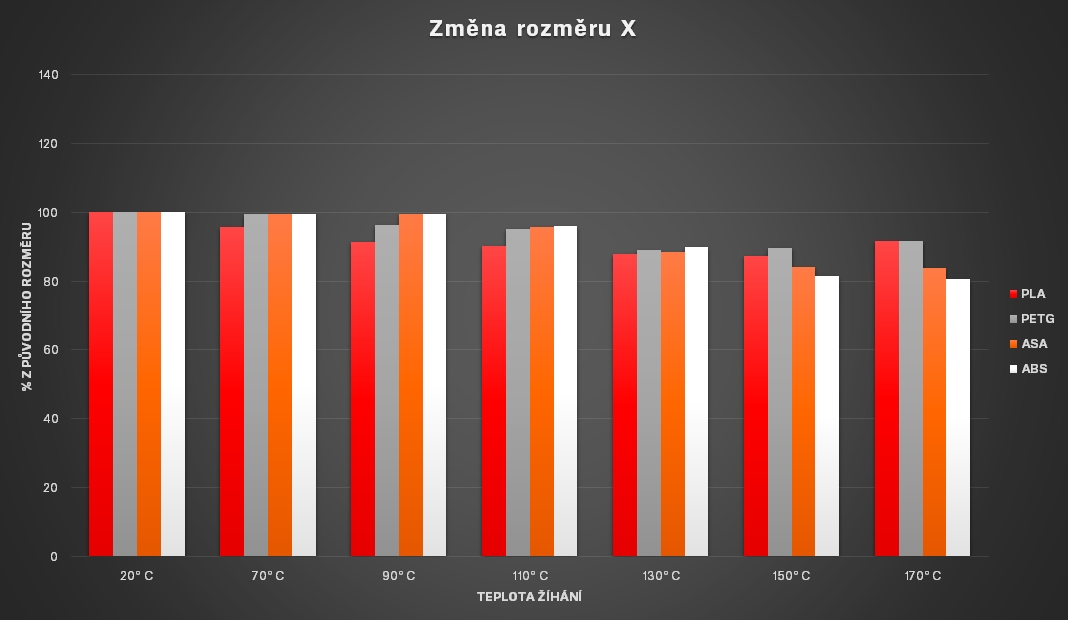
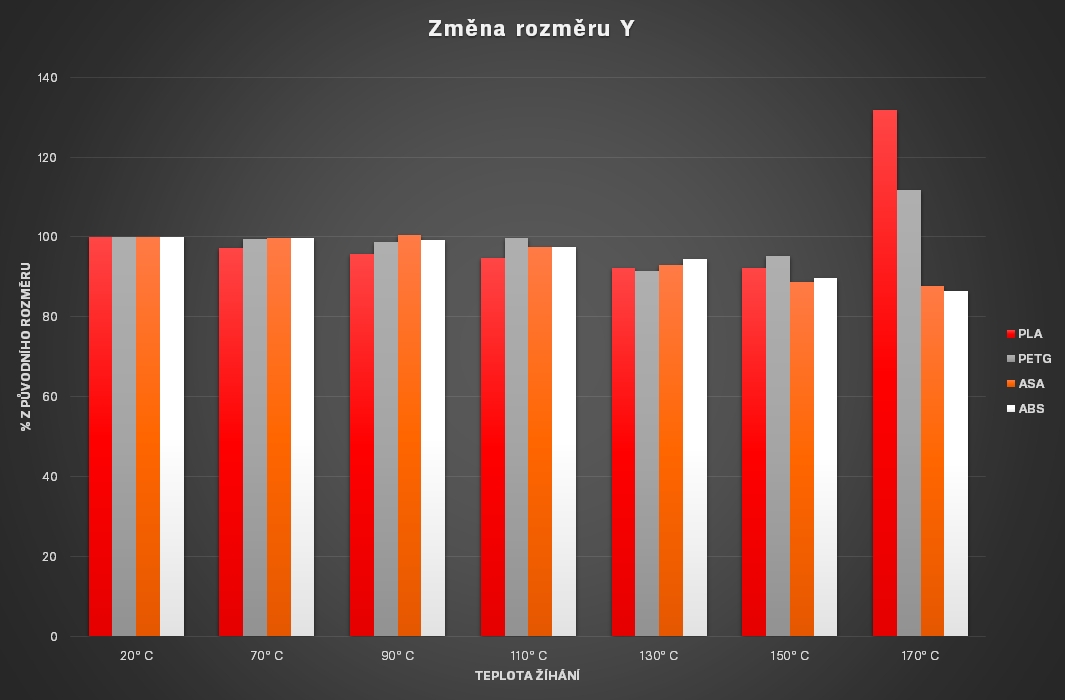
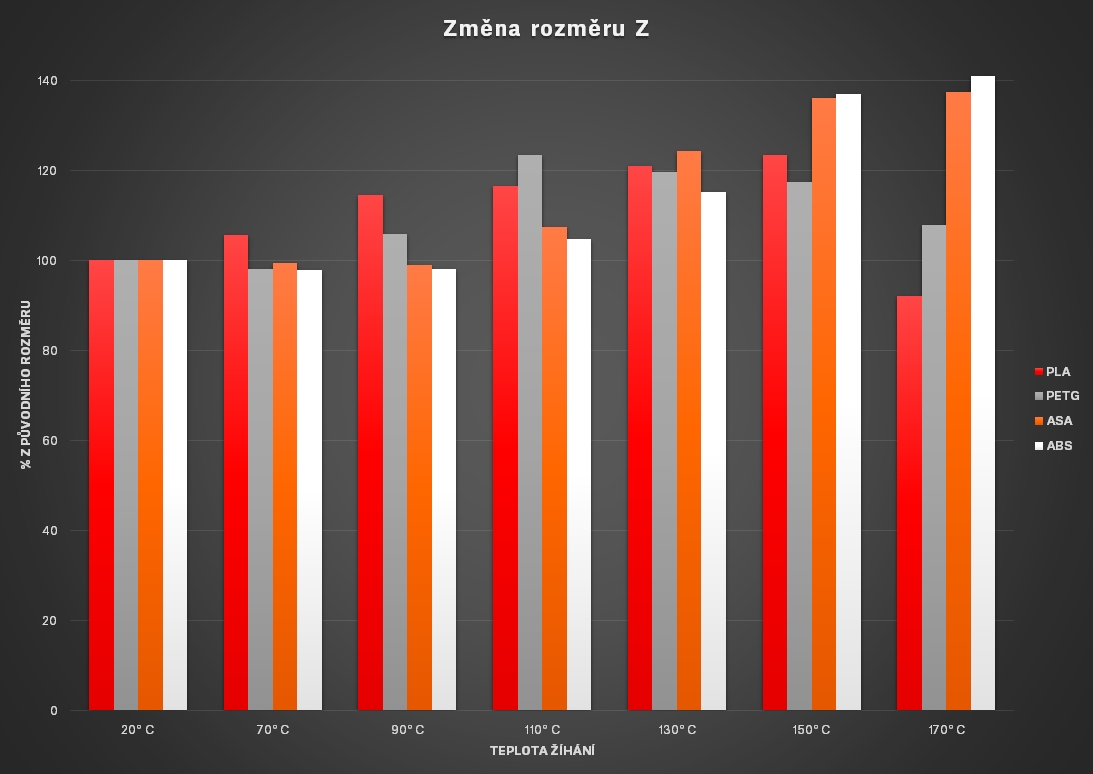
Z grafů je patrné, že u všech modelů docházelo k největšímu smrštění v ose X, tedy ve směru nejdelšího rozměru. V ose Y docházelo také ke smrštění, ale obvykle bylo výrazně menší. Zato v ose Z objekty obvykle nabývaly na hodnotách. Co do vztahu jednotlivých materiálů, tak PLA prochází celkem výraznou změnou rozměrů již při zahřátí na pouhých 70° C. Při vyšších teplotách docházelo ke kroucení materiálu a při 170° C výtisk kompletně ztratil původní tvar (roztekl se). Pro PETG je vhodná teplota žíhání cca 90-110° C. V tomto rozmezí se ještě moc nekroutí, ani změna rozměrů není příliš výrazná. Při vyšších teplotách ztrácí PETG svůj tvar, až do 170° C, kdy se rozteče obdobně jako PLA. ASA i ABS se ukázaly jako nevhodné materiály pro žíhání (více níže). Co do změny rozměrů, oba dva materiály se ve všech osách kroutily víc než ostatní, a to už při nízkých teplotách.
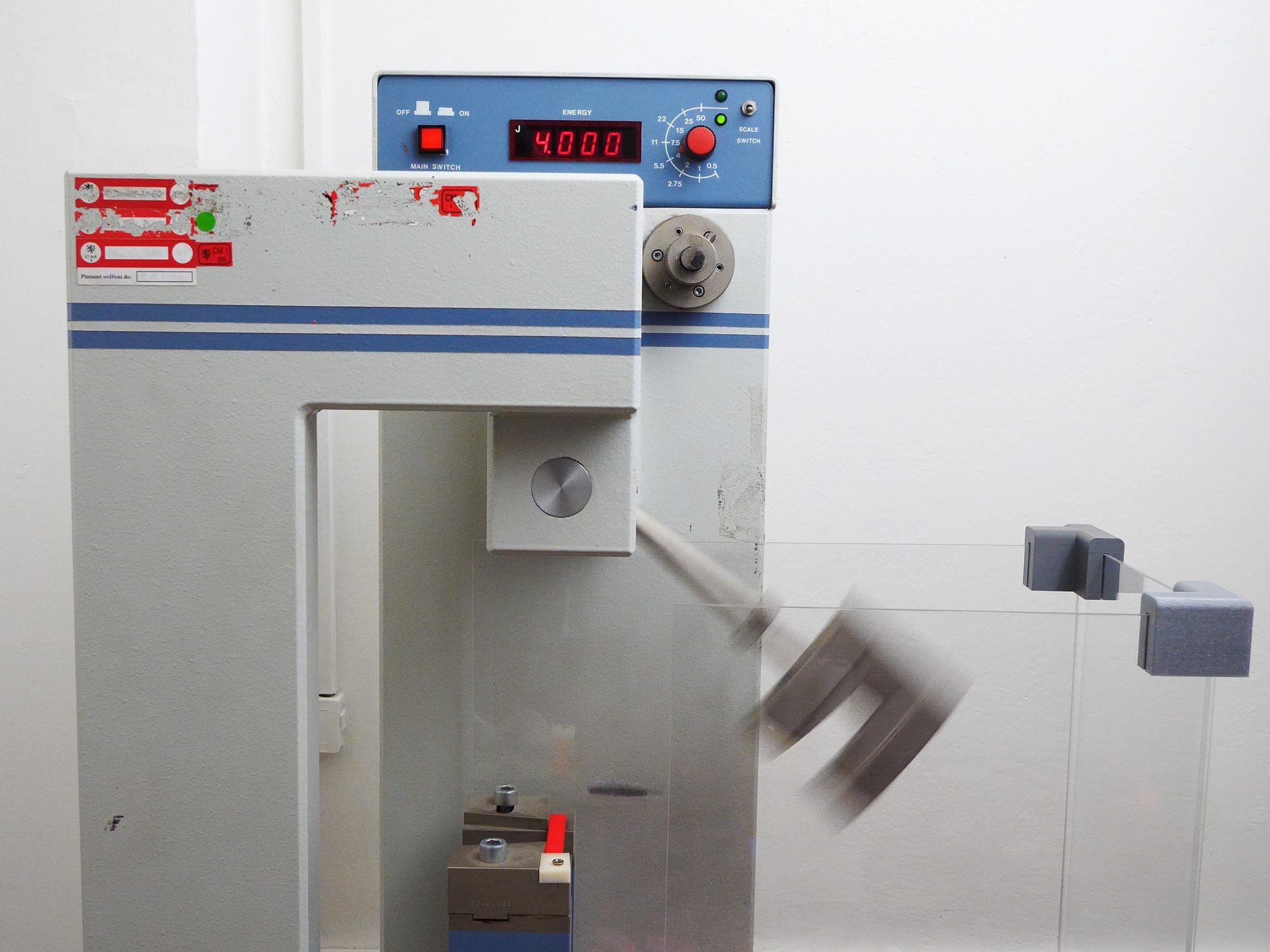
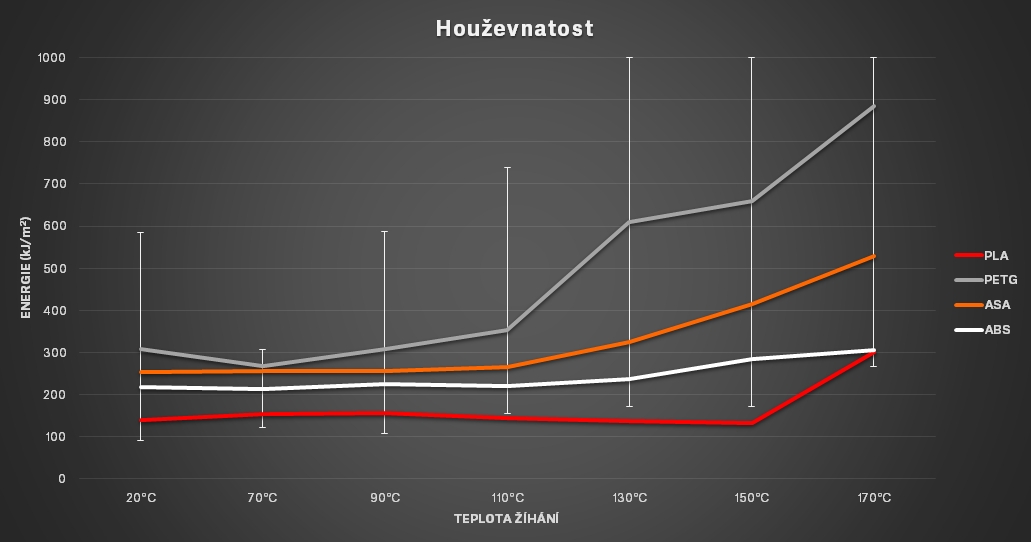
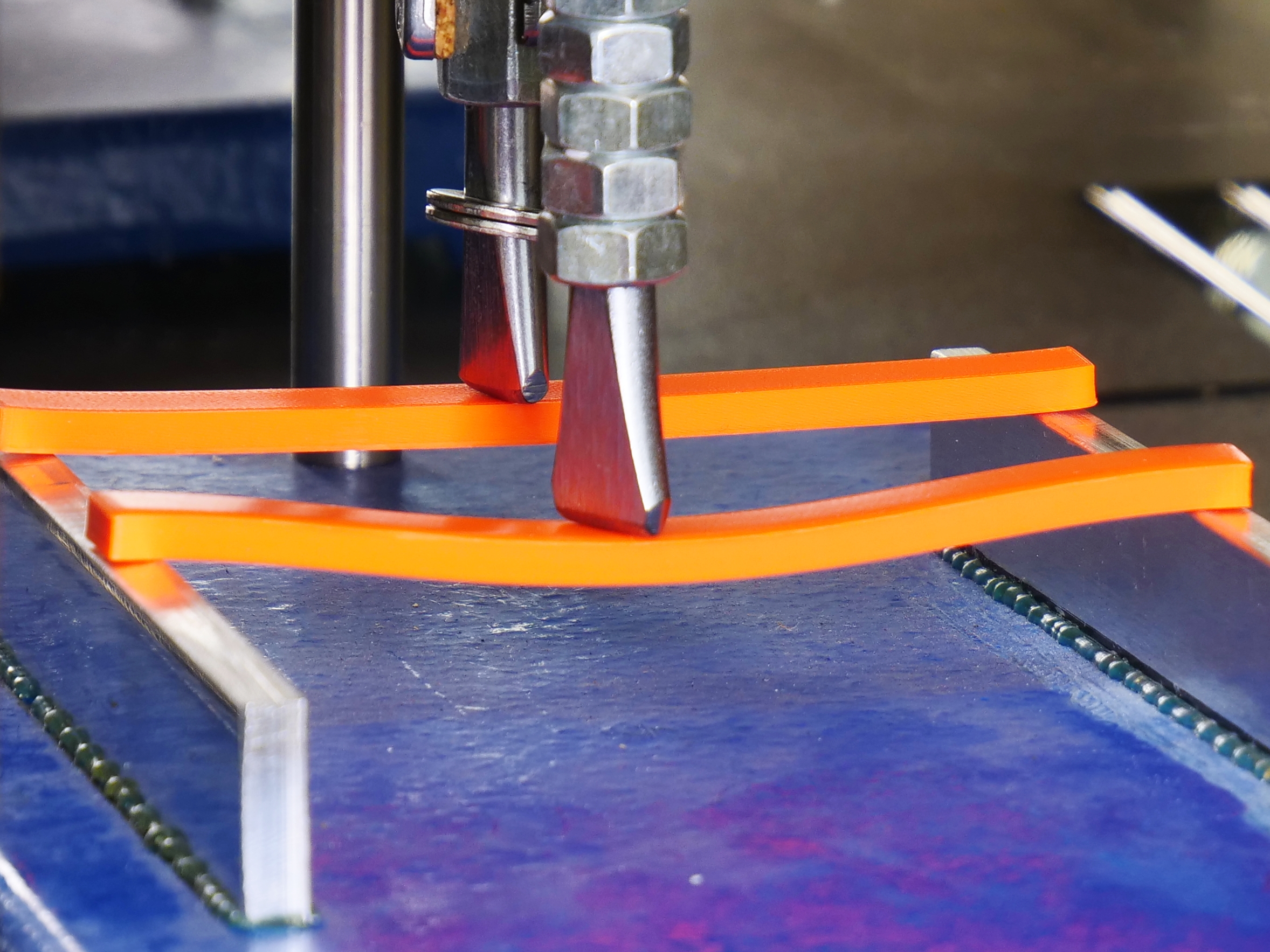
2) Charpy impact test – Hlavním důvodem velkého množství hranolů použitého v předchozím testu je jejich použití pro charpy hammer test. V tomto pokusu jsme za pomoci Charpyho rázového kladiva změřili, kolik je potřeba energie na zlomení jednoho hranolu dle zvoleného materiálu a teploty žíhání. Je potřeba zmínit, že námi použité kladivo nedokáže změřit energii vyšší než 4J, některé výsledky jsou tedy podhodnocené. Z testu mechanické odolnosti vychází jednoznačně nejlépe PETG. Tento materiál předčí svou odolností všechny ostatní zvolené vzorky, a to dokonce takovým způsobem, že při žíhání nad 130° C jako jediný opakovaně odolával energii 4J. I tento test podporuje naší domněnku, že vhodná teplota žíhání pro PETG by měla být vyšší, než 90° C. ASA i ABS zůstaly v podstatě neměnné až do hodnot, při kterých se oba materiály začaly kroutit nepřijatelným způsobem (110° C a víc). PLA se prokázal při všech teplotách příliš křehký, pouze při 170°C se blížil odolnosti ostatních materiálů, ale za cenu neakceptovatelné změny tvaru.
V tomto testu bylo nutné počítat s velkou odchylkou zjištěných hodnot, maximální odchylky jsme pro zajímavost znázornili do grafu pro PETG. Právě pro zvýšení objektivity měření byl použit vzorek čítající 20 kusů vzorků ke každému materiálu a teplotě. Patrný rozptyl hodnot bude daný chybami způsobenými při tisku vzorků: Při teplotách nad 130° C se stále častěji objevovaly díly, které odolaly nárazu s energií 4J (maximální možná síla v našem pokusu), ale ve stejných várkách se objevovaly díly, jejichž mechanická odolnost byla podřadná (například 0,688J u PETG vyžíhaného na 150° C). Je možné, že během tisku se uvnitř modelu vytvořily drobné vzduchové kapsy (či jiné vnitřní vady), které vydržely i žíhání na vysokou teplotu a narušily tak mechanickou odolnost výtisků.
Při žíhání namáhaných mechanických dílů je dobré brát tuto rozptylku v patrnost.
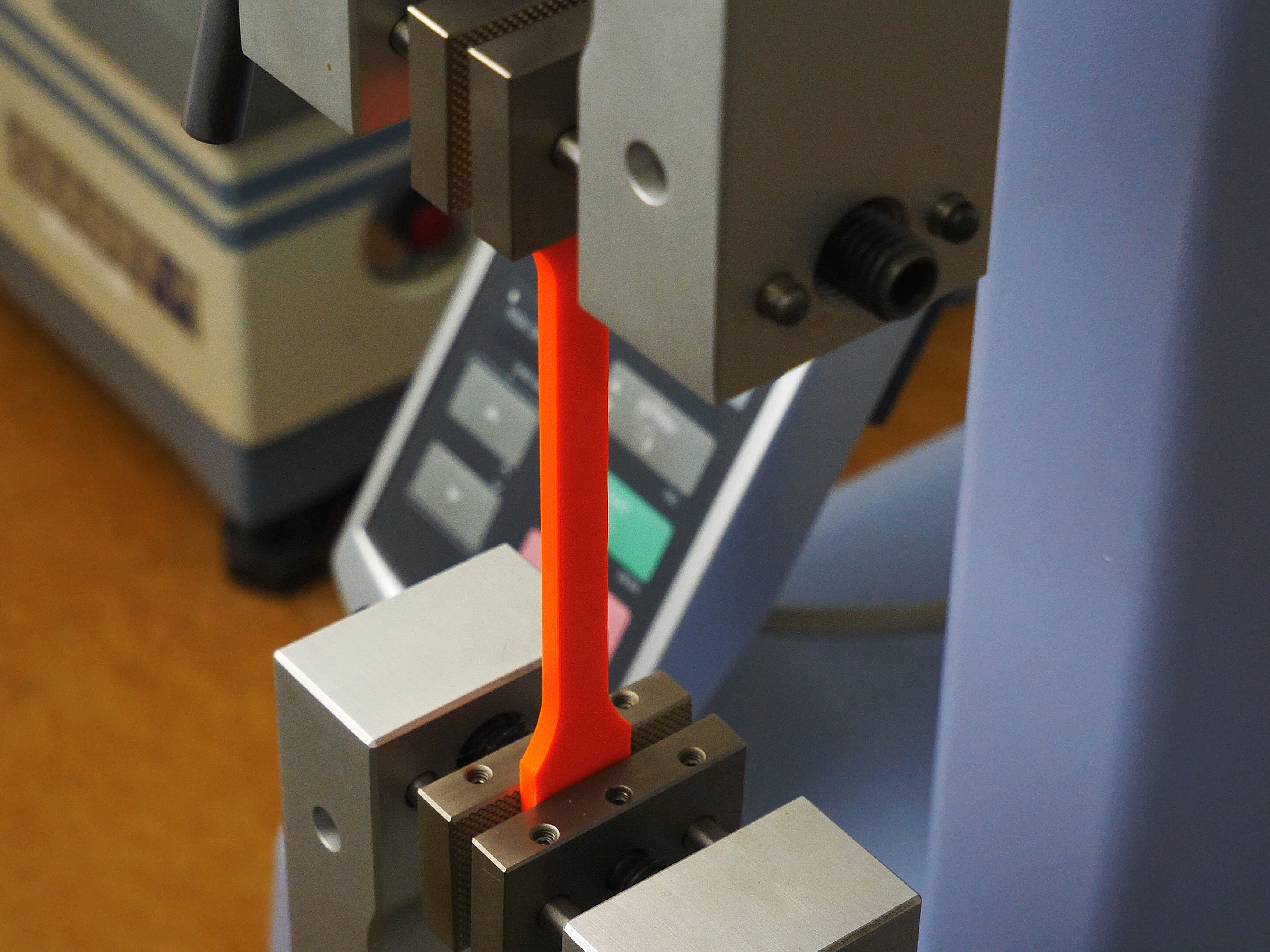
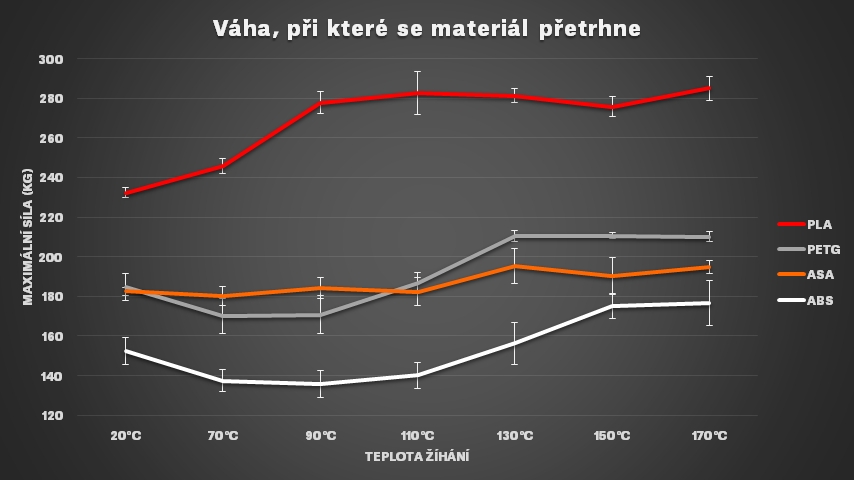
3) Test pevnosti v tahu – Pro tento test jsme vytiskli standardizované díly určené k trhání na trhačce EZ-LX. Jednu sadu jsme opět nechali nevyžíhanou, zbylé sestavy po pěti kusech jsme nechali opět vyžíhat při teplotách 70, 90, 110, 130, 150 a 170° C. Po pozvolném vychladnutí jsme na trhačce změřili sílu potřebnou pro přetrhnutí pokusných vzorků a zprůměrovali hodnoty pro jednotlivé teploty žíhání. Sílu vyjádřenou v newtonech (N) jsme přepočítali na kilogramy pro lepší představu, o jakých hodnotách se bavíme. V tomto testu jednoznačně vedl materiál PLA, který dosahoval nejlepších hodnot po vyžíhání na 90° C nebo víc. Na druhém místě se umístilo PETG, jehož hodnoty začaly stoupat při teplotách žíhání přesahujících 110° C. Zajímavé je, že teploty 70 a 90° C měly na tažnost PETG spíše negativní vliv. Obdobný trend platí také pro ABS, ačkoliv to se trhá již při hodnotách cca o 30 kg nižších. Nevyžíhaná ASA dosahovala podobných hodnot jako PETG, na rozdíl od něj však neprokázala výrazné zlepšení vlastností se zvyšující se teplotou žíhání.
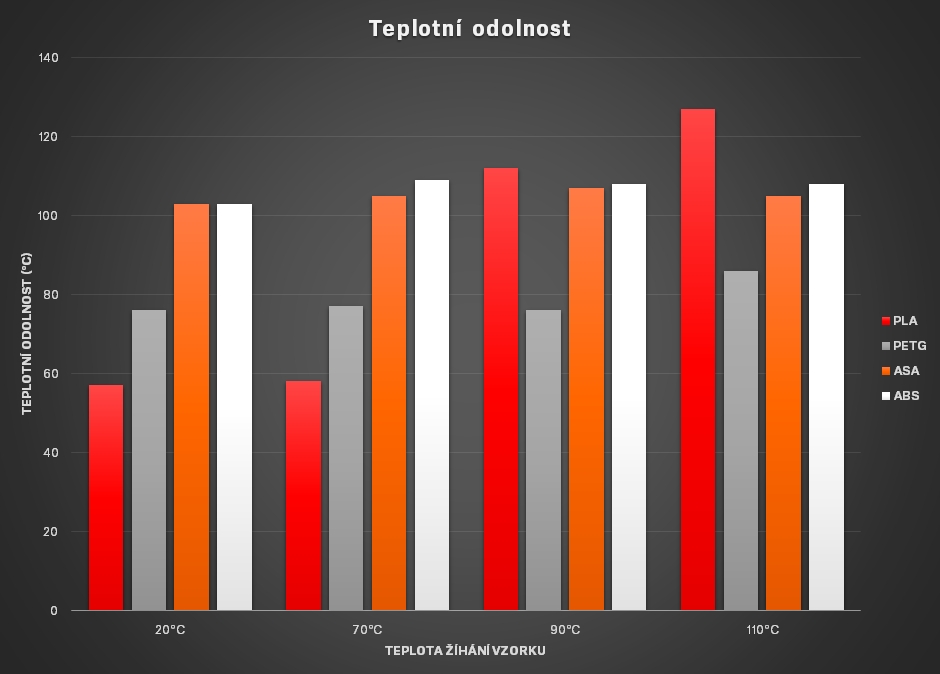
4) Test teplotní odolnosti – Společně s díly pro test tažnosti jsme nechali vyžíhat také sady po dvou standardizovaných hranolech pro test teplotní odolnosti, přesněji jsme zjišťovali teplotu průhybu při zatížení. Zde nás zajímalo, na jakou teplotu musíme vyžíhaný díl zahřát, aby změknul a prohnul se pod závažím o dvou různých hmotnostech o stanovenou hodnotu (cca 2mm). Kvůli změnám tvaru a velikosti modelů jsme tento test prováděli pouze pro sady žíhané do 110° C. Modely zahřáté na vyšší teplotu by jednak nemělo smysl testovat, navíc by to ani nebylo možné, protože byly příliš krátké pro naši standardní testovací soupravu. Ta se skládala ze stojanů a závaží o dvou hmotnostech (100g a 25g), která se opírala o střed testovaných dílů. Celou sestavu jsme pozvolna zahřívali a sledovali teplotu, při které se testovací objekty prohnou o 2mm.
ASA i ABS zůstaly opět téměř beze změny, hodnota teplotní odolnosti pro PETG vzrůstala až u modelů vyžíhaných na 110° C. Oproti tomu teplotní odolnost PLA prudce vzrostla u teplot žíhání 90° C a výš.
Po provedení všech testů jsme srovnali výsledky a stanovili nejvhodnější materiál a teplotu žíhání pro získání co nejlepšího výsledku: z testů teplotní odolnosti je patrné, že nejlépe si vede materiál PLA při teplotách žíhání 90° C a vyšších. Obdobně vyniká PLA i v testu pevnosti v tahu, opět při teplotách nad 90°C. Zato v testu mechanické odolnosti vynikal materiál PETG, hlavně při teplotách 110°C a vyšších. Je potřeba vzít v úvahu, že při žíhání nad 70° C se vzorky PLA silně kroutily. Z toho důvodu jsme stanovili jako celkově nejvhodnější materiál PETG vyžíhaný při teplotách kolem 110° C. Při této teplotě si zachovává ještě celkem stabilní rozměry a tvar, ale jeho pevnost se zvyšuje nad hodnoty nevyžíhaného vzorku. Při vyšších teplotách sice výrazně roste odolnost i tažnost materiálu, ale zároveň se příliš mění tvar a rozměr výtisků.
ASA i ABS jsme pak klasifikovali jako nevhodné materiály pro žíhání, protože v žádném testu nedosahovaly takových kvalit jako PETG.
Žíhání transparentních materiálů
Naše série testů tak úplně nekončí: Žíháním materiálů se ve své podstatě slévají jednotlivé vrstvy filamentu dohromady. Proč tedy nezkusit zahřát výtisk z transparentního filamentu, aby se stal průhledným? – Ano, i to nás napadlo. Skutečnost je však trochu složitější. Vyžíhat model tak, aby byl průhledný (ne však zcela perfektně) se dá. My jsme vyzkoušeli vyžíhat kolečko z transparentního PETG opět v rozmezí 70-170° C. Při teplotě 170° C se materiál slil natolik, že se stal průhledným (až na drobné bublinky, které zůstaly uvnitř), ale neudržel si vlastní tvar (roztekl se). Objekty vyžíhané na jakoukoliv nižší teplotu zůstaly stejně neprůhledné jako nevyžíhaný model, navíc se silně zkroutily. Pokud je tedy vaším snem tisk složitě strukturované sochy a její následné vyžíhání tak, aby vypadala jako z ledu, budete muset zvolit trochu jiný proces (například vyhladit acetonem materiály jako je ASA či ABS, tisknout pomalu s nízkými vrstvami apod., viz např. práci Fennec Labs).
![]()
Ukázka z praxe
Už máme představu, jak se vyžíhané materiály chovají, a to jak po stránce změny mechanické i teplotní odolnosti, tak po stránce změny rozměrů objektu. Pojďme si zkusit vytisknout něco užitečného a vylepšit to žíháním. Ukážeme si, na které objekty je metoda žíhání použitelná a na které ne.
Jako první ukázkový příklad si předvedeme náhradní díly pro extruder naší tiskárny Original Prusa i3 MK3S. Stejně jako u předchozích testů, i teď musíme všechny díly vytisknout se 100% výplní. Z výsledků už víme, že nejlepší vlastnosti má PETG při 110° C, ale pro zajímavost jsme vytiskli 2 sady dílů – první z klasického černého Prusamentu PETG Jet Black, druhou z červeného Prusamentu PLA Lipstick Red. PETG jsme nechali vyžíhat na 110° C, PLA na 90° C, tentokrát na 45 minut, abychom se ujistili, že se řádně prohřejí i velké části. Výsledkem by měl být extrudér, který bude pevnější a odolnější vůči vysokým teplotám.
Bohužel, jak se ukázalo, oba materiály – jak PETG, tak PLA se zkroutily takovým způsobem, že se ani zdaleka nedají použít na extruder. Je zjevné, že složitě strukturované díly s tenkými částmi nejsou pro žíhání uzpůsobené.

Žíhání PETG krytu extrudéru tiskárny Original Prusa i3 MK3S: Vlevo nevyžíhaný díl, uprostřed a vpravo jsou díly žíhané na 110°C
Na co tedy můžeme žíhání použít? Je to prosté. Žíhat se vyplatí díly s jednoduchými tvary, které potřebují zlepšit sílu v tahu či mechanické odolnosti. Příkladem mohou být například háčky na oblečení, které potřebují zlepšit odolnost v tahu, proto jsme je vytiskli z PLA a vyžíhali na 90° C po dobu 30 minut. Jako další názorná ukázka poslouží 2 výtisky z PETG – madlo ke kuchyňské lince či prostá odměrka. Z PETG jsme žíhali modely na 110° C, opět po dobu 30 minut.

Žíhání doma
Pro úspěšné žíhání modelů nepotřebujete speciální laboratorní podmínky ani náčiní. Postačí vám horkovzdušná trouba – Ne Plynová! Není vhodné ani bezpečné zvolit plynovou troubu. Její plamen není rovnoměrný, a bude mít ve skutečnosti vyšší teplotu než ukazuje trouba. Ideální je elektrická horkovzdušná trouba. Výtisky je dobré položit třeba na prkénko, aby se vám nezkroutily či nepřilepily k náčiní. Je potřeba je pečlivě hlídat – vezměte si, co dokáže provést spálená pizza. A teď si představte, co by dokázal udělat za nepořádek spálený výtisk (neneseme žádnou zodpovědnost za vaše spálené výtisky ani pizzu). My jsme žíhali pokusné modely po dobu 30 minut, není však nutné tuto dobu dodržovat – správná doba žíhání se obvykle bude lišit podle velikosti a tvaru modelu a podle zvoleného materiálu. Pokud potřebujete mít vyžíhaný model o konkrétních rozměrech, nezapomeňte si první várku změřit posuvným měřidlem a měřítka druhé várky upravit podle zjištěné smrštivosti.
Závěr
Ověřili jsme si experimentálně, jak se dají zlepšit vlastnosti 4 různých materiálů za pomoci žíhání. Zatímco pro PLA a PETG je tato metoda použitelná a v zásadě výhodná, pro ASA i ABS je žíhání zcela nepoužitelné – zlepšení mechanické i tepelné odolnosti je nepatrné, zato změna tvaru a rozměrů dosahovala u těchto materiálů nepřijatelných rozměrů.
Je až neuvěřitelné, jak funguje žíhání na vlastnosti PLA či PETG. Zásadní nevýhoda procesu sice opět spočívá ve změnách tvaru a rozměrů vytisknutých modelů, ale získané výhody předčí zmíněné nevýhody. Konkrétně materiál PLA má s vyšší teplotou žíhání mnohem lepší odolnost v tahu, PETG naopak vyniká v rázové odolnosti.
Náš verdikt zní: žíhání má smysl, ale ne pro detailní a složitě strukturované modely. Zkuste jej použít například k tisku háčků z PLA, u kterých se zvýší odolnost v tahu. Použijte žíhání na jednoduché výtisky z PLA, o kterých víte, že budou vystavovány zvýšeným teplotám (neupravené PLA měkne již okolo 60° C). Tušíte, že váš model bude často padat na zem? Vytiskněte ho z PETG a vyžíhejte – jeho rázová odolnost bude mnohem lepší.
Připomínáme, že běžně používané materiály pro 3D tisk podléhají změnám rozměrů a tvaru už při relativně nízkých teplotách (70° C). Chcete-li, aby si váš model zachoval svůj tvar a velikost, vyžíhejte ho poprvé, změřte si změnu rozměrů, vytiskněte znova v upraveném měřítku a vyžíhejte znovu. Tak docílíte pevnějšího objektu s požadovanou velikostí.
Se změnou rozměrů také souvisí poznatek týkající se 3D tištěných dílů ve strojním použití: pokud používáte 3D tištěné díly pro stroje, jejichž teplota dosahuje třeba 80° C, zřejmě se po čase změní jejich tvar a rozměry.
Máte také zkušenosti se žíháním plastů? Pochlubte se nám! Rádi se dozvíme nové postupy i zajímavé projekty, které se dají touto jednoduchou fintou vylepšit.
Pro přidávání komentářů se musíte nejdříve přihlásit.