






Příprava objektů k tisku je občas pěkný hlavolam. Máte 3D objekt, který potřebujete správně otočit, pak je třeba přidat pod něj podpěry a správně nakonfigurovat tisková nastavení, aby byl výsledek pěkný a tisk navíc netrval moc dlouho. Znalosti tzv. slicování jsou pro 3D tisk nezbytné (i když si můžete stahovat již hotové G-Cody z našeho komunitního webu PrusaPrinters.org) a my se nyní zaměříme na slicování pro tiskárnu Original Prusa SL1.
Ačkoliv tedy naše klasické tiskárny Original Prusa i3 fungují také na principu aditivní výroby (objekt vzniká přidáváním materiálu), naše nová SL1 netiskne z roztaveného plastu ale z tekuté pryskyřice. Objekty jsou navíc tištěné vzhůru nohama, tudíž proces slicování vyžaduje trošku odlišný přístup. Není to ale žádná věda, nový PrusaSlicer 2.0 je plně vybaven pro MSLA tisk, takže vám pomůže i s generováním podpěr.
Obsah
- Základní pravidla
- Co ovlivňuje tiskový čas
- Orientace objektů
- Podpěry a podložka
- Ruční editace podpěr
- Tištění velkých / tenkých objektů
- Příprava geometricky přesných modelů
- Vydutění 3D objektů
- Náhled před tiskem
- Cvičení dělá mistra
Základní pravidla
Ještě než se vrhneme do detailního popisu každého kroku, pojďme se podívat na základní pravidla, kterých byste se měli při slicování objektu pro SLA tiskárny držet.
- Zjistěte, co ovlivňuje dobu tisku
- Správné natočení objektů je důležité
- Přidejte podpěry – automatické nebo ručně nastavené
- Zvažte, zda se vyplatí objekt vydutit
- Zkontrolujte náhled před tiskem
Co ovlivňuje dobu tisku?
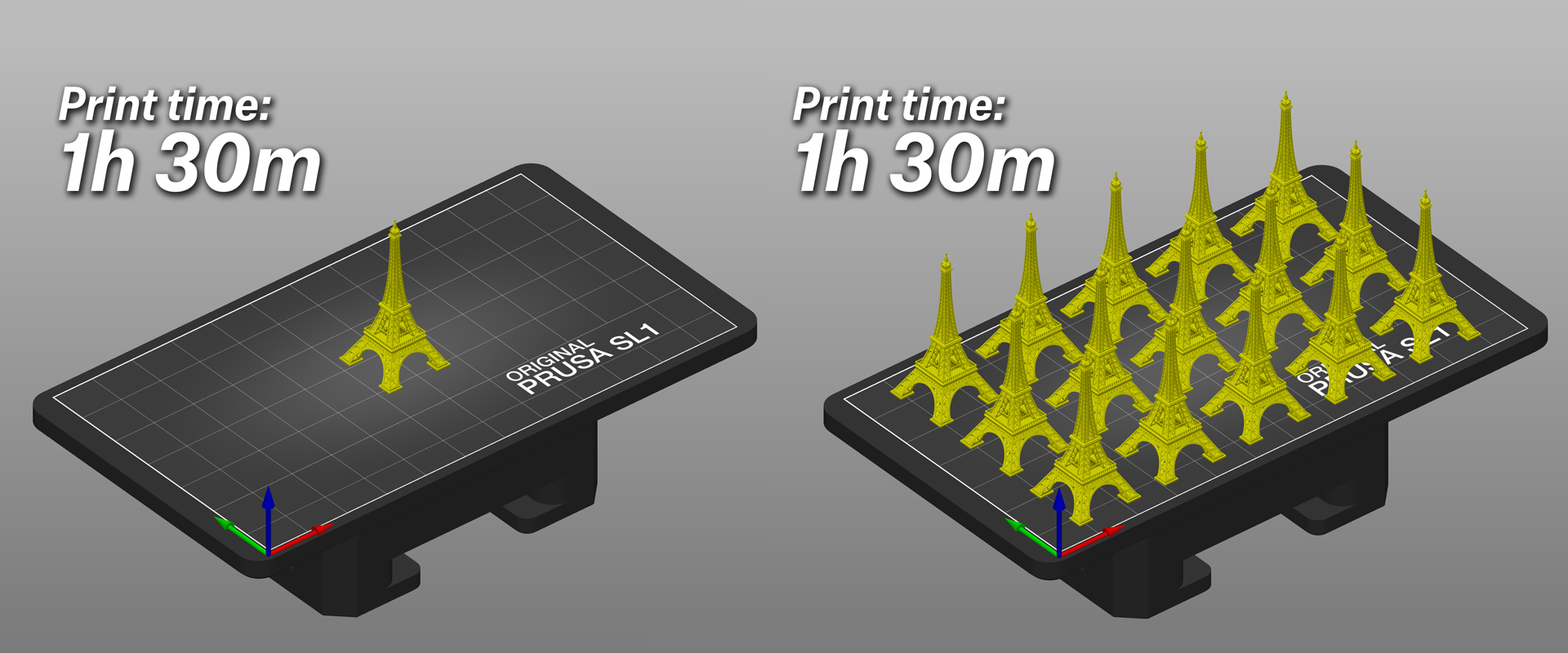
Pokud vlastníte nějakou FFF/FDM 3D tiskárnu (například naši Original Prusa MK3S), pravděpodobně jste zvyklí na to, že dobu tisku ovlivňuje především to, jak je objekt velký a složitý. Do hry samozřejmě vstupují i další prvky – hustota výplně, výška vrstvy, průměr trysky… Na SL1 je tohle mnohem jednoduší. Tato tiskárna totiž vytvrzuje celou vrstvu najednou, tudíž je jedno, kolik se na ní nachází „zastavěné“ plochy. Celkovou dobu tisku lze definovat jako počet vrstev × (doba expozice + čas pro sklopení vaničky). Je tedy úplně jedno, kolik objektů na podložku umístíte. Mimo jiné to znamená i to, že pokud se rozhodnete vytisknout tenký vysoký model na výšku, bude to trvat výrazně déle, než kdybyste jej tiskli naležato.
Dobu tisku lze zkrátit i použitím vyšší výšky vrstvy – tlustších vrstev bude totiž méně, na druhou stranu se o pár vteřin déle vytvrzují. Funguje to i opačně: nižší výška vrstvy čas tisku prodlouží. Skutečně ale není potřeba na každý tisk nastavovat nejnižší výšku vrstvy, skvělých výsledků dosáhnete i s výchozí hodnotou 0.05 mm a i 0.1 mm vypadá ve většině případů skvěle – navíc ušetříte často i několik hodin tisku. Je také potřeba mít na paměti to, že ne každý resin se hodí pro tisk s vrstvami 0.025 mm a 0.035 mm. To už jsou skutečně extrémní hodnoty vhodné jen pro opravdu hodně detailní objekty. Řiďte se proto přednastavenými profily v PrusaSliceru, kde jsou pro otestované resiny připravené správné hodnoty. Mimochodem, na e-shopu už máme pěknou řádku kvalitních resinů k zakoupení.
Orientace objektů
Prvním krokem k úspěšnému tisku je zvolení správného natočení objektu. 3D tiskárna SL1 si dokáže poradit se skutečně komplexními tvary díky schopnosti tisknout tenké a zároveň pevné podpěry, které jsou navíc snadno odstranitelné. I když tedy nenajdete perfektní pozici objektu, která by nevyžadovala použití podpěr, nevadí – snadno je odstraníte. Důležité je, aby špičky podpůrných struktur nezasahovaly do důležitých částí objektu. O tom ale až za chvilku. Správnou rotací objektu můžete dosáhnout nejen omezení počtu podpěr, ale i zkrácení tiskových časů, jak jsme si vysvětlili v předchozí kapitole.

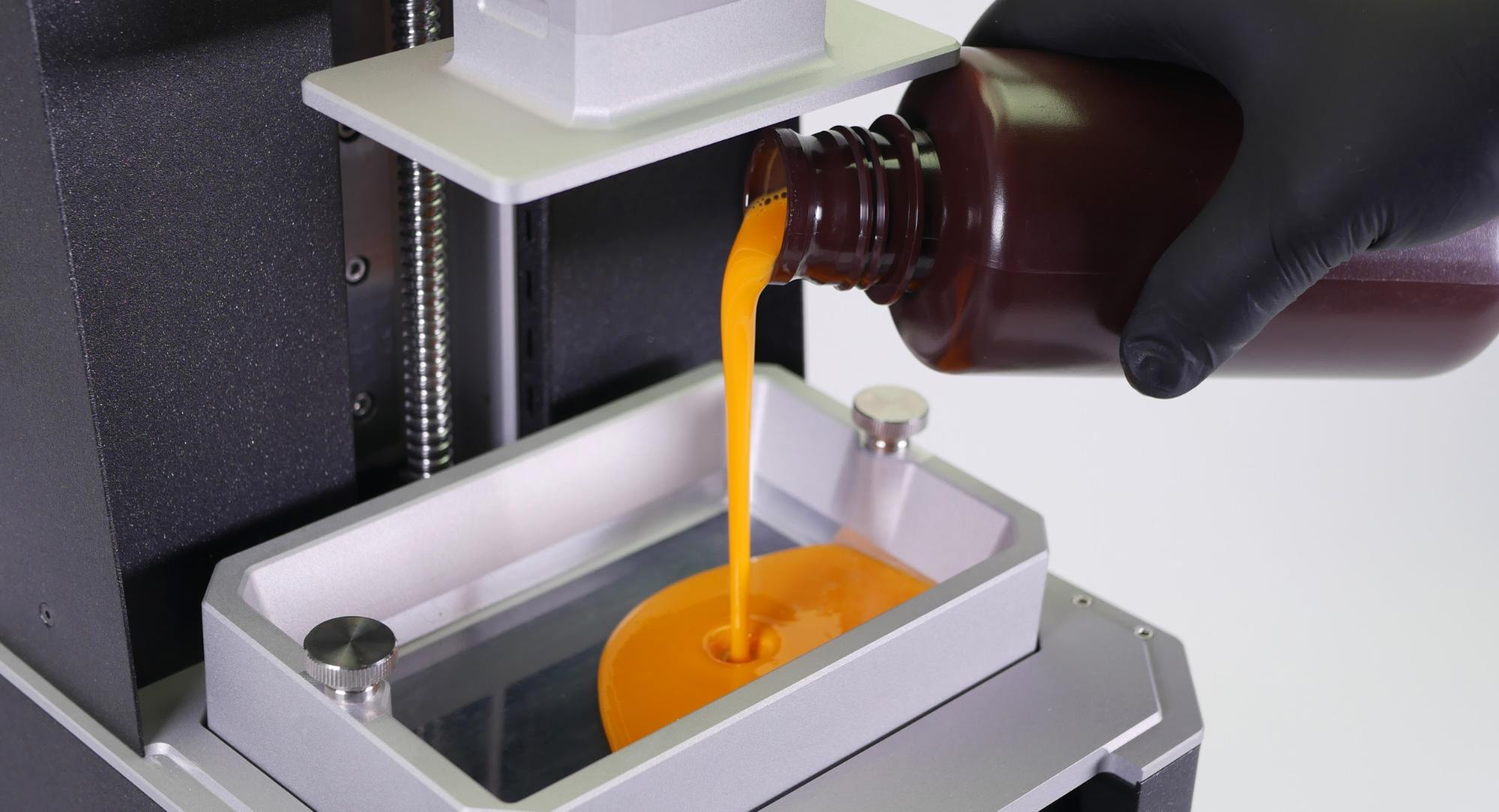
Dost možná jste si všimli, že se objekty pro SLA tisk často otáčí tak, aby „rostly“ pod úhlem 45°. Existuje pro to několik důvodů – některé z nich jsou dané technologií (lepší anti-aliasing), jiné jsou hlavně praktické (nahnutý objekt je nižší, zabírá větší plochu a podpěry se lépe rozprostřou). Někteří výrobci používají na své vaničky fólie na bázi silikonu, s čímž musí uživatelé počítat a neměli by tisknout stále na to samé místo, jinak může dojít k rychlé degradaci materiálu. Naše SL1 má na dně vaničky FEP fólii, která je vůči tomuto zacházení imunní, vydrží tudíž mnohem déle. Pořád se ale jedná o spotřební zboží. FEP fólii můžete získat buďto v roli a požadovaný tvar si pak vyříznete, nebo si ji mohou majitelé SL1 objednat z našeho e-shopu.
Dalším důvodem, proč bychom měli hledat správnou pozici objektu, je také snaha vyhýbat se velkým horizontálním plochám. Jde o to, že po vytvrzení každé vrstvy se musí výtisk odlepit od dna vaničky. Máme sice sklopnou plošinu, která značným způsobem usnadňuje tento proces, ale i tak platí, že odtrhávání velké plochy klade vysoké nároky na podpory. Proto byste takovou plochu museli hustě podložit podporami. Je zkrátka lepší natočit objekt tak, aby „rostl“ postupně a pod úhlem. Navíc tento způsob natočení může dále zlepšit kvalitu povrchu, na kterém by v jistých případech mohl být lehce patrný rastr displeje. Na druhou stranu, je samozřejmě možné tisknout objekty přímo na podložku bez použití podpěr. Připadá vám to matoucí? Ve skutečnosti je to celkem prosté – každý objekt je jiný a vyžaduje trošku odlišný přístup.
Pojďme se podívat na konkrétní případy. S novým PrusaSlicerem 2.0 je manipulace s objekty hračka. Máte k dispozici nástroje pro přesun, otáčení, změnu měřítka i položení objektu na podložku zvolenou plochou. Díky tomu můžete dostat některé objekty do pozice, kdy nepotřebují vůbec žádné podpory.
„Položit plochou na podložku“ je nástroj, který vám umožní rychle otočit objektem do požadované polohy
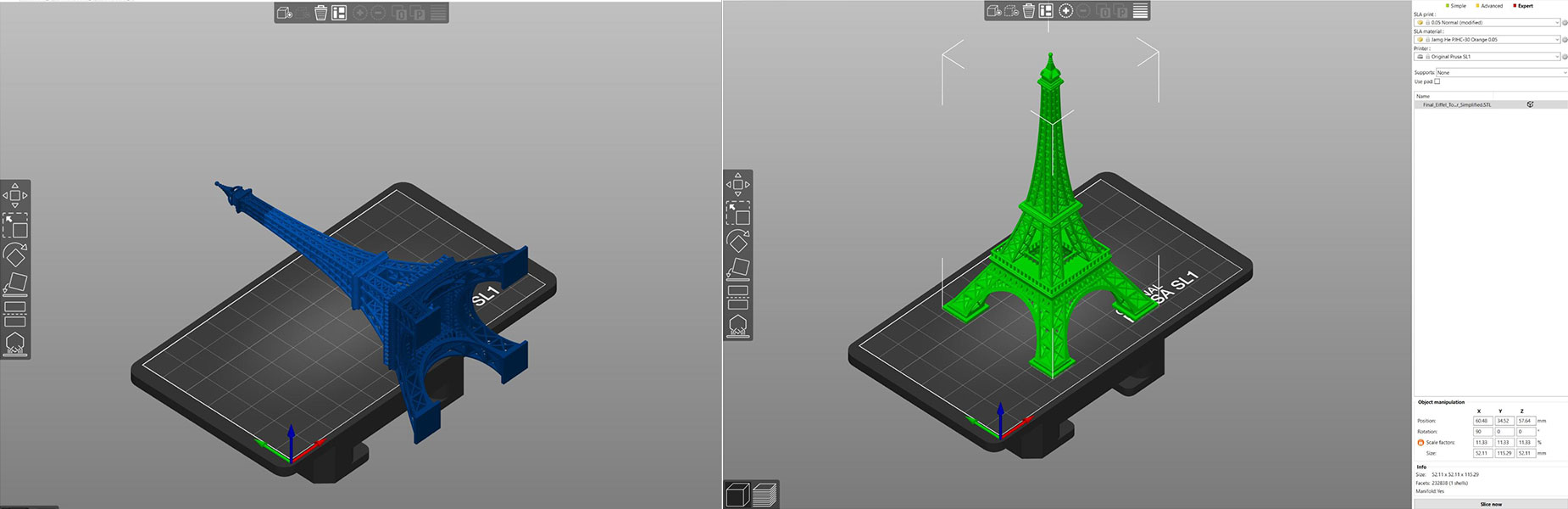
Modely budov lze často umístit přímo na podložku i bez použití podpor. Jen buďte opatrní při jejich sundavání z podložky.
Ovšem v drtivé většině případů budete tisknout objekty, u kterých neexistuje jediná, stoprocentně správná orientace. Je to případ nejrůznějších tištěných šperků, ozdob, postaviček a podobných objektů. Obecné pravidlo zní: snažte se objekt otočit tak, aby byl dostatečně podepřen, ale zároveň hroty podpěr nezasahovaly do míst, kde chcete zachovat zcela bezchybný povrch (ornamenty, obličeje postav…). Zároveň je dobré minimalizovat počet „ostrůvků“. Tak nazýváme místa, která začínají ve vzduchu a nemají pod sebou žádnou podpůrnou strukturu. Tam pochopitelně musí podpěry být.
Podpěry a podložka
Podpěry pro SL1 jsou odlišné od těch, které se používají u FFF/FDM 3D tiskáren. SLA podpěry skutečně připomínají lešení a mají velmi tenké špičky. Díky tomu jsou snadno odstranitelné a na povrchu objektu zanechávají jen velmi drobné stopy, často je ale lze odstranit zcela beze stop. Na druhou stranu to ale znamená, že malé množství podpěr (nebo jejich nevhodné umístění) může vést k nežádoucím výsledkům. Pokud rozměrný těžký objekt podepřete jen minimálně, existuje vysoká pravděpodobnost, že se z podpěr utrhne a skončí přilepený na dně vaničky. Proto je důležité zvolit správné natočení objektu, aby byly podpěry rovnoměrně rozmístěné. Mějte na paměti i to, že SLA tiskárny si neporadí s přemostěními tak jako jiné typy tiskáren – protože se tisknou tenké vrstvičky, mají „mosty“ (plochy mezi dvěma body tištěné bez podpěr) tendenci vlnit se. Často může docházet k separaci vrstev.
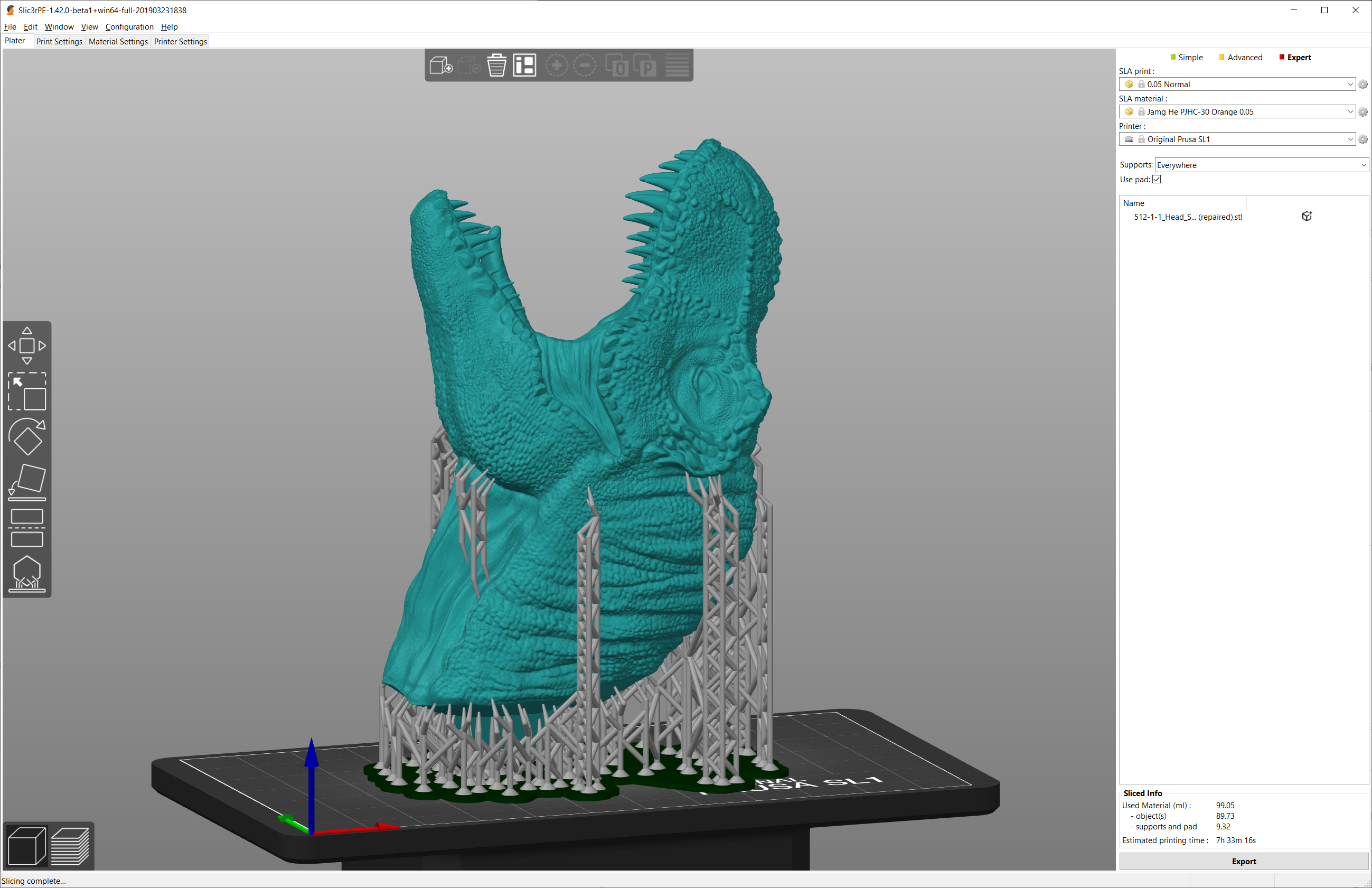
Často se můžete zbavit velkého množství podpěr – stačí když objekt správně natočíte. Zuby tyrannosaura lze vytisknout zcela bez podpěr.
PrusaSlicer 2.0 je kompletně vybaven pro automatické generování podpěr. Jak to funguje?
- Vyberte objekt, který vyžaduje podpěry
- Klikněte na ikonu SLA Podpěrné body
- Zvolte hustotu podpěrných bodů a minimální vzdálenost (výchozí hodnoty jsou většinou dostatečné, ale u větších objektů lze nastavit vyšší hustotu bodů)
- Stiskněte Automatické generování bodů a vyčkejte, dokud proces neskončí
- Přepněte se do okna náhledu (zkratka CTRL+6) a zkontrolujte, zda jsou všechny „ostrůvky“ správně podepřeny. Pokud ne, je potřeba podpěry doladit. Lze to udělat i ručně, což si ukážeme v další kapitole.
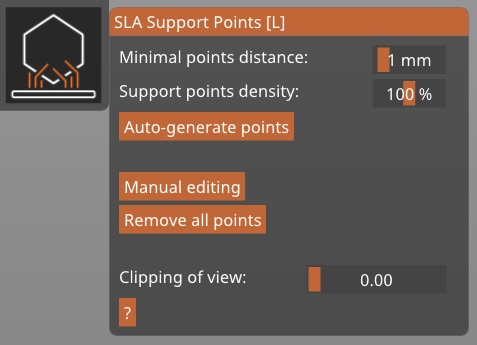
SLA Support menu in PrusaSlicer
Rozhodně byste měli při generování podpor využít i Podložku (Pad). Podložka je ve výchozím stavu zapnutá – jedná se vlastně o základnu o několika vrstvách, ze které pak rostou podpěry. Tato funkce má několik výhod: i když lze tisknout podpěry přímo na tiskovou platformu, jejich pevnost nemusí být vyhovující, proto je vhodné zapnout Podložku. Dalším důvodem může být to, že i objekty z tekutých resinů vytváří v oblasti kontaktu s tiskovou platformou „sloní nohu“ – dochází k mírnému roztažení výtisku. Pokud využijete Podložku, efekt se projeví na ní, zatímco objekt bude vytištěn správně.
Tloušťku automaticky generovaných podpěr lze nastavit v záložce Nastavení tisku – Podpěry, kde změníte následující hodnoty:
- Průměr hrotu podpěry (Support head front diameter): 0.6 mm
- Průnik podpěry do modelu (Support head penetration): 0.6 mm
- Tloušťka hrotu podpěry (Support head width): 1.3 mm
Manualní editace podpěr
V některých případech se může stát, že automatické generování podpěr nebude zcela perfektní – není to nic fatálního. Trojrozměrné objekty mohou být nekonečně komplikované, a i když neustále na našem sliceru pracujeme a vylepšujeme jej, některé objekty je zkrátka nutné doladit ručně. Lze to samozřejmě udělat i v momentě, kdy jsou automatické podpěry už vygenerované.
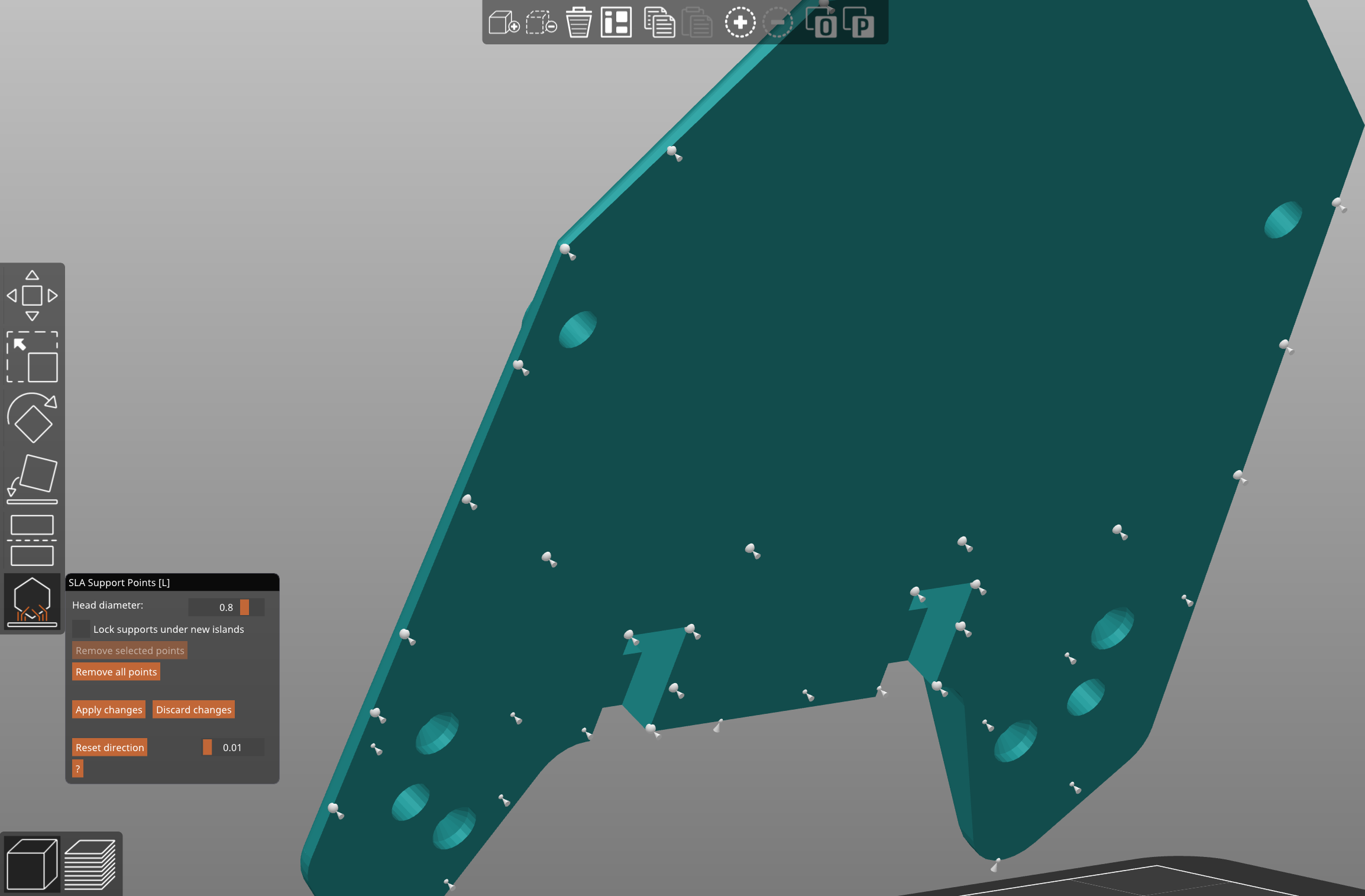
Stiskněte tlačítko Manuální úprava v sekci SLA Podpěrné body. Automaticky generované podpěry dočasně zmizí, abyste měli lepší přehled o celém objektu. Nové body přidáváte levým kliknutím myši, případně je pravým klikem můžete opět odebrat. Nezapomeňte navíc na to, že v tomto režimu můžete použít posuvník pro nastavení tloušťky podpěr. To se může hodit především při tisku těžších a/nebo rozměrnějších objektů.
Užitečné zkratky
Shift + Táhnutí levým tlačítkem myši = Přidat více bodů do výběru
CTRL + Kliknutí levým tlačítkem myši = Přidat jeden bod do existujícího výběru
ALT + Kliknutí levým tlačítkem myši = Z výběru odebrat jeden zvolený bod
ALT + Táhnutí levým tlačítkem myši = Zvolit více bodů, které budou odstraněny ze současného výběru
CTRL + A = Vybrat všechny podpěrné body
CTRL + Kolečko myši = Posun řezné roviny

Tisk velkých a/nebo tenkých objektů
Rozměrné tenké objekty mají tendenci kroutit se, protože tenké stěny tištěné z tekuté pryskyřice bývají měkké. Ať už tedy tisknete krabičky, obaly nebo třeba modely vláčků, je potřeba používat větší množství podpěr než je běžné. Ideální je využít manuální rozmístění a použít tlustší podpěry – ideálně tak, aby hlavičky podpěr zasahovaly jen do míst, která nebudou vidět nebo nejsou důležitá pro celkový vzhled modelu. Pro tisk krabiček a podobných objektů jsou FFF/FDM 3D tiskárny o něco vhodnější, ale s trochou cviku je vytisknete i na SLA tiskárnách.
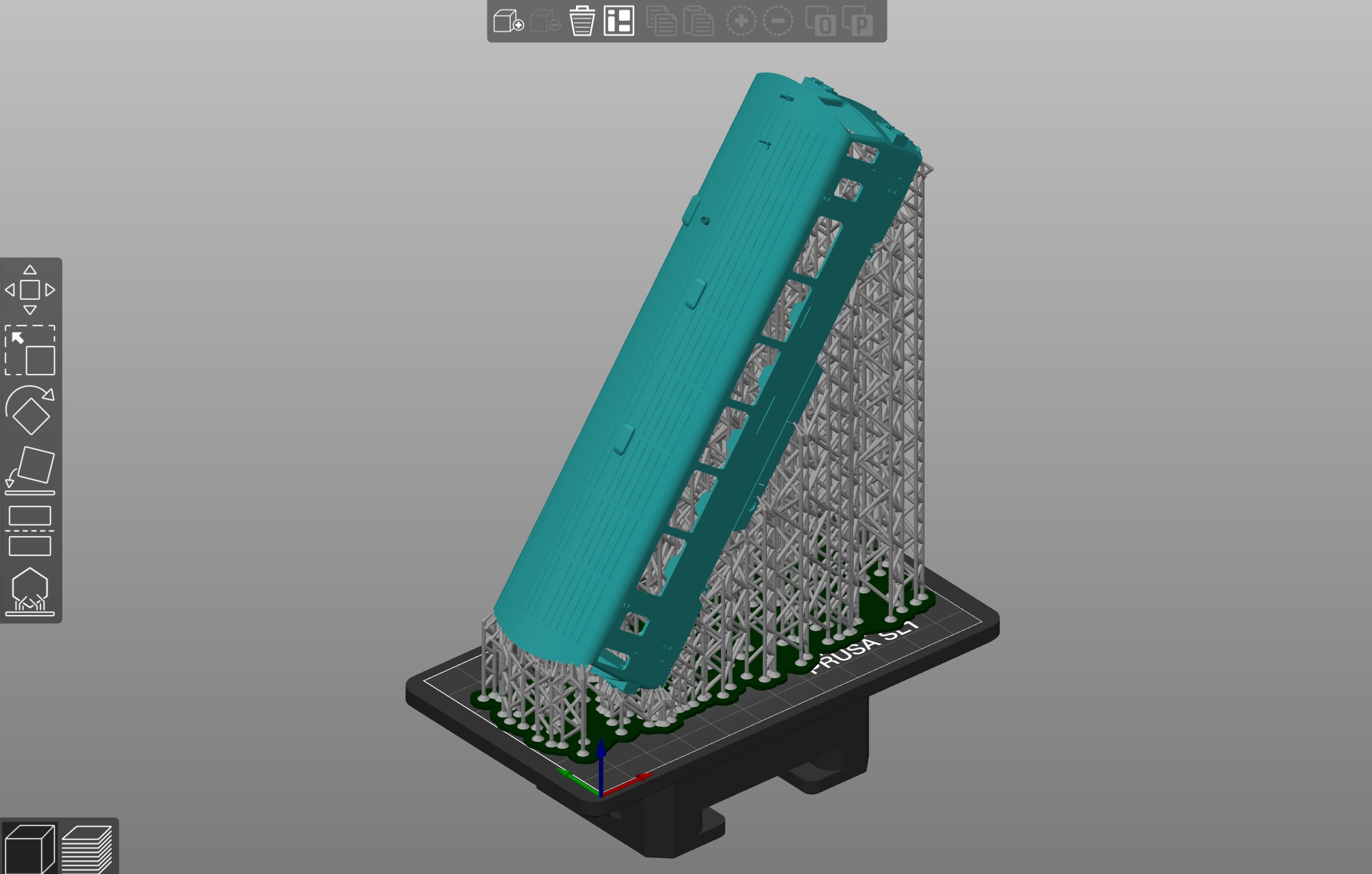
Pokud budete tisknout velký objekt s tenkými stěnami, nebojte se přidat velké množství podpěr
Při tisku rozměrných objektů je poučka o 45° náklonu obzvlášť důležitá. Jde především o to, že se velký objekt podepřený jen na malé ploše pravděpodobně utrhne vlastní vahou, případně v důsledku odtrhávací síly při dokončení vrstvy. V těchto případech navíc doporučujeme objekt ještě vydutit (více v samostatné kapitole). Duté objekty jsou lehčí, spotřebují méně materiálu a mohou se v některých případech tisknout s menším množstvím podpěr.
Slicování geometrických objektů
Tato kapitola je především o mechanických součástkách, předmětech, které do sebe mají nějakým způsobem zapadat. Dále to jsou nejrůznější ozubená kolečka, klouby, čepy a další objekty, kde je důležitá geometrická přesnost. SLA 3D tiskárny se hodí spíše na tisk organických objektů, ale s mechanickými částmi si poradí také – problém bude spíš v odolnosti resinů. Každopádně, pokud se rozhodnete tisknout objekty s ostrými hranami, zkosenými hranami a podobnými prvky, základní poučka zní: strategicky rozmístěte podpěry podél hran, ideálně v rozestupu cca 3 milimetry (může být i méně). Tím dosáhnete rovnoměrného pokrytí a objekt nebude mít tendenci se kroutit.
Jak bylo uvedeno výše, objekty tištěné z tekuté pryskyřice jsou měkké a mohou se tudíž ohýbat nebo kroutit i během tisku. Navíc se mohou resiny po vytvrzení lehce smršťovat, což může vést k mírné deformaci objektu. Proto je dostatečné množství podpěr klíčové.
Při tisku neorganických (geometrických) objektů využijte manuální rozmístění podpěr – snažte se body umístit k hranám objektu
Další věc, kterou je dobré mít na paměti: pokud budete tisknout přímo na tiskovou platformu (což není zakázané), může se u tištěných objektů objevit efekt známý jako „sloní noha“ – jde v podstatě o to, že se spodek tisku dosedající na platformu mírně roztáhne a dojde k deformaci. Je proto potřeba brát jej v potaz. Sloní nohu lze začistit smirkovým papírem. Dalším řešením je pochopitelně objekt usadit na podpěry.
Náš tip: Jak už jsme si řekli, tisk na SL1 je ovlivněn pouze počtem vrstev, nikoliv množstvím objektů na platformě. Když si proto nebudete jistí optimální rotací a umístěním objektu, můžete ho na podložku přidat hned několikrát a u každé instance vyzkoušet jiné umístění či natočení. Během jednoho tisku tedy vyzkoušíte hned několik variant a ušetříte čas.
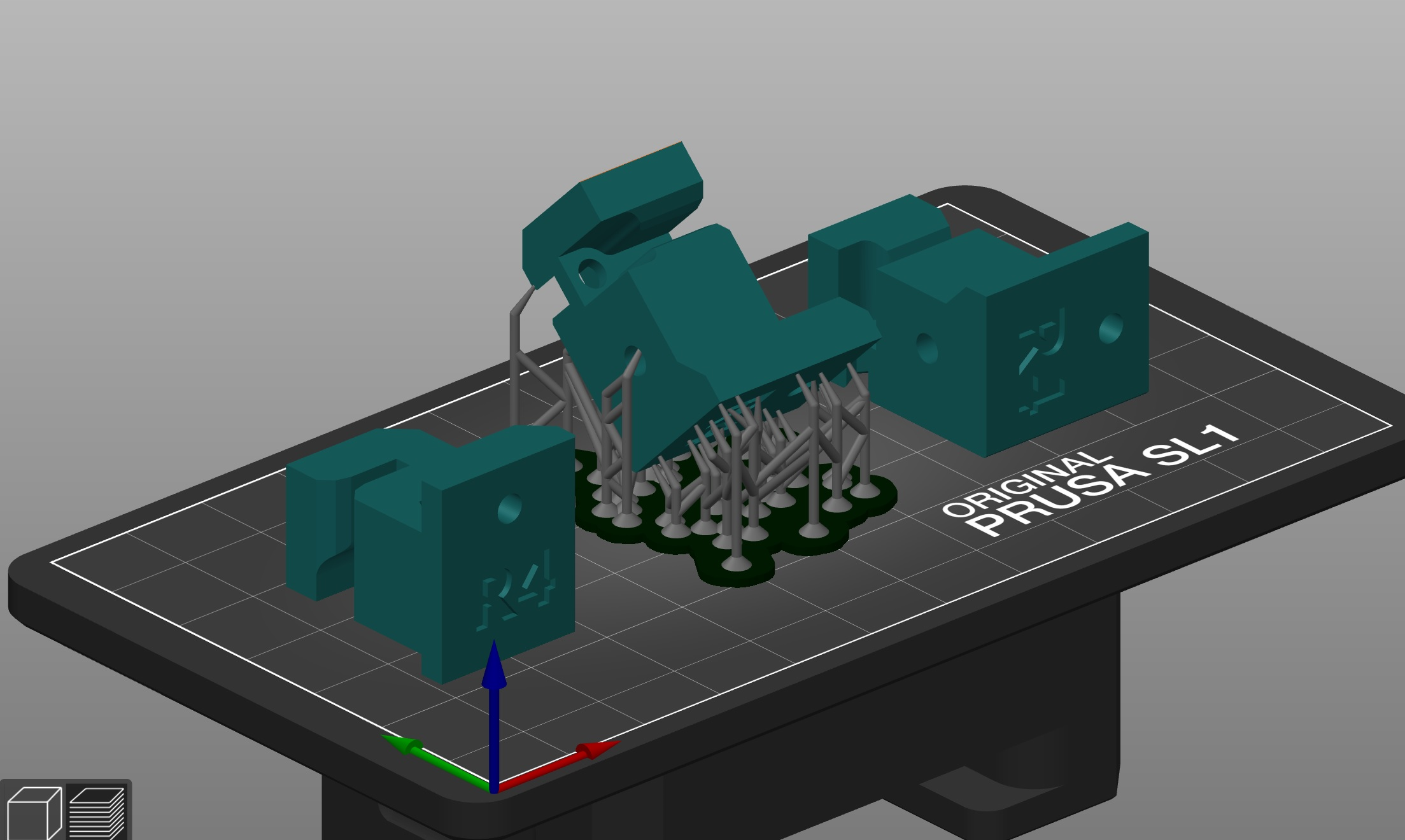
Umístěte jeden objekt v několika instancích na tiskovou podložku a každé instanci nastavte jinou orientaci, umístění nebo podpěry – během jednoho tisku vyzkoušíte hned několik variant
Vydutění 3D modelů
SLA tisk funguje v základním režimu tak, že všechny tištěné objekty jsou zcela vyplněné. Není tu žádná výplň jako při tisku na FFF/FDM 3D tiskárnách. Vytištěné objekty tedy mohou být poměrně těžké a robustní, na druhou stranu se tím ale zvyšuje spotřeba pryskyřice. A samozřejmě to znamená, že těžší objekty je potřeba podepřít větším množstvím podpůrných struktur.
Vydutění, anglicky Hollowing, chceme do PrusaSliceru v dohledné době přidat. Zatím si ale musíte vystačit s aplikacemi třetích stran – například Meshmixer nebo Windows 3D Builder. V obou aplikacích je proces vydutění opravdu jednoduchý. Naimportujete model, zapnete nástroj pro vydutění, nastavíte tloušťku stěn a nakonec přidáte i odtokové díry. Pak model vyexportujete a vložíte jej do PrusaSliceru, kde jej slicnete jako jakýkoliv jiný model.
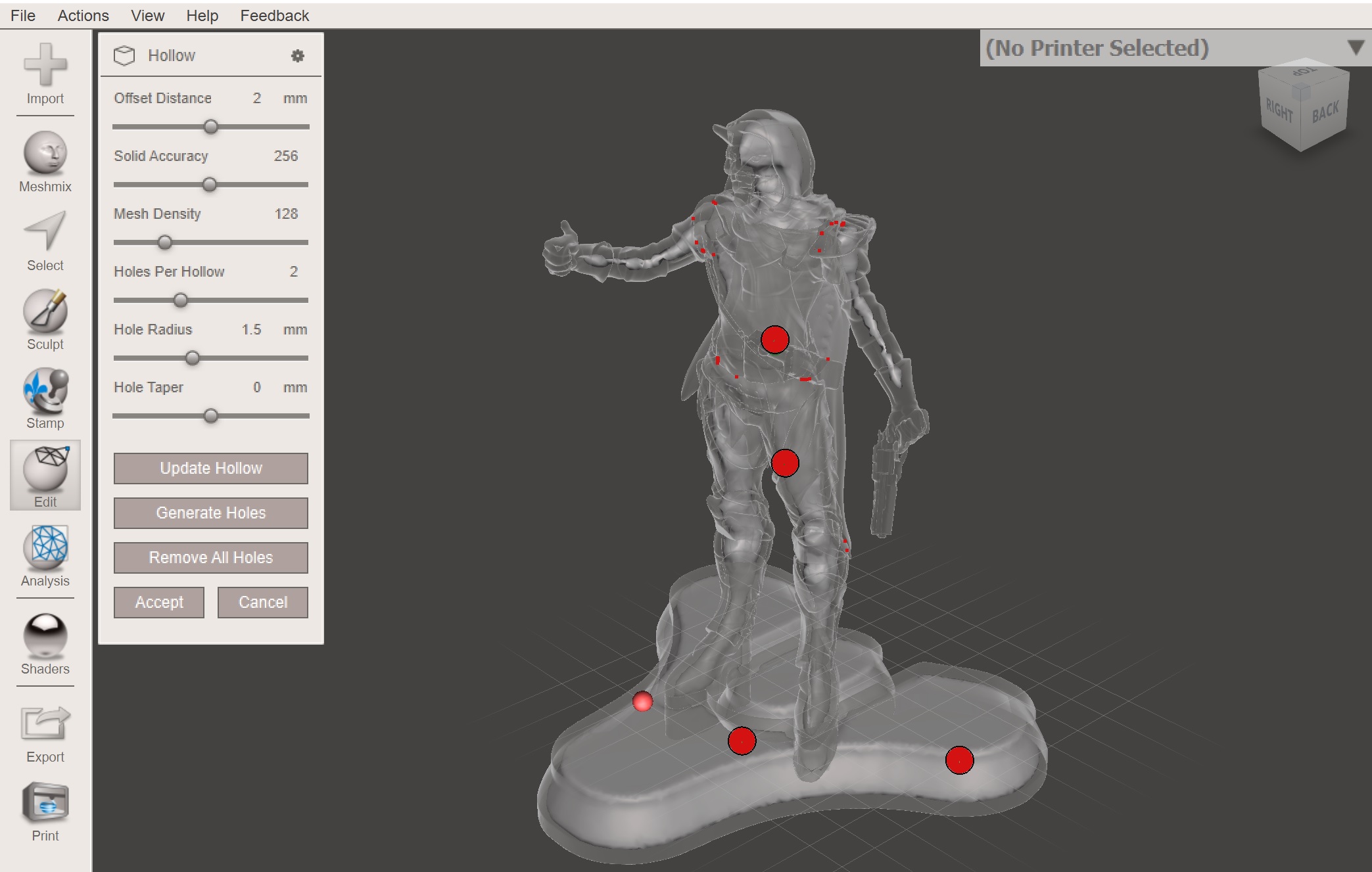
Odtokové díry (anglicky „holes“ či „draining holes“) jsou pro tisk velmi důležité, protože jednak zabraňují tomu, aby tekutý (nevytvrzený) resin zůstal uvnitř objektu a také pomáhají eliminovat podtlak, který by se mohl v objektu vytvořit. Ten může vést dokonce až k utržení objektu z podpor, protože díky podtlaku je přilnavost ke dnu vaničky mnohem vyšší. Odtokové díry by proto měly být na protilehlých koncích modelu (nahoře a dole), samozřejmě ideálně tak, aby nesnižovaly vizuální kvality tištěného modelu.
Náhled objektu
Ještě než vyexportujte objekt jako soubor .SL1, pečlivě si jej prohlédněte v režimu Náhledu (ikona v levé dolní části okna PrusaSliceru nebo klávesová zkratka CTRL+6). V pravé části okna se nachází posuvník, kterým můžete provádět horizontální řez objektem, díky čemuž lze odhalit potenciální problémy, jako jsou například ostrůvky bez podpěr. Pokud na takový problém narazíte, snadná pomoc – vraťte se zpět do editačního rozhraní a ručně podpěry doplňte.
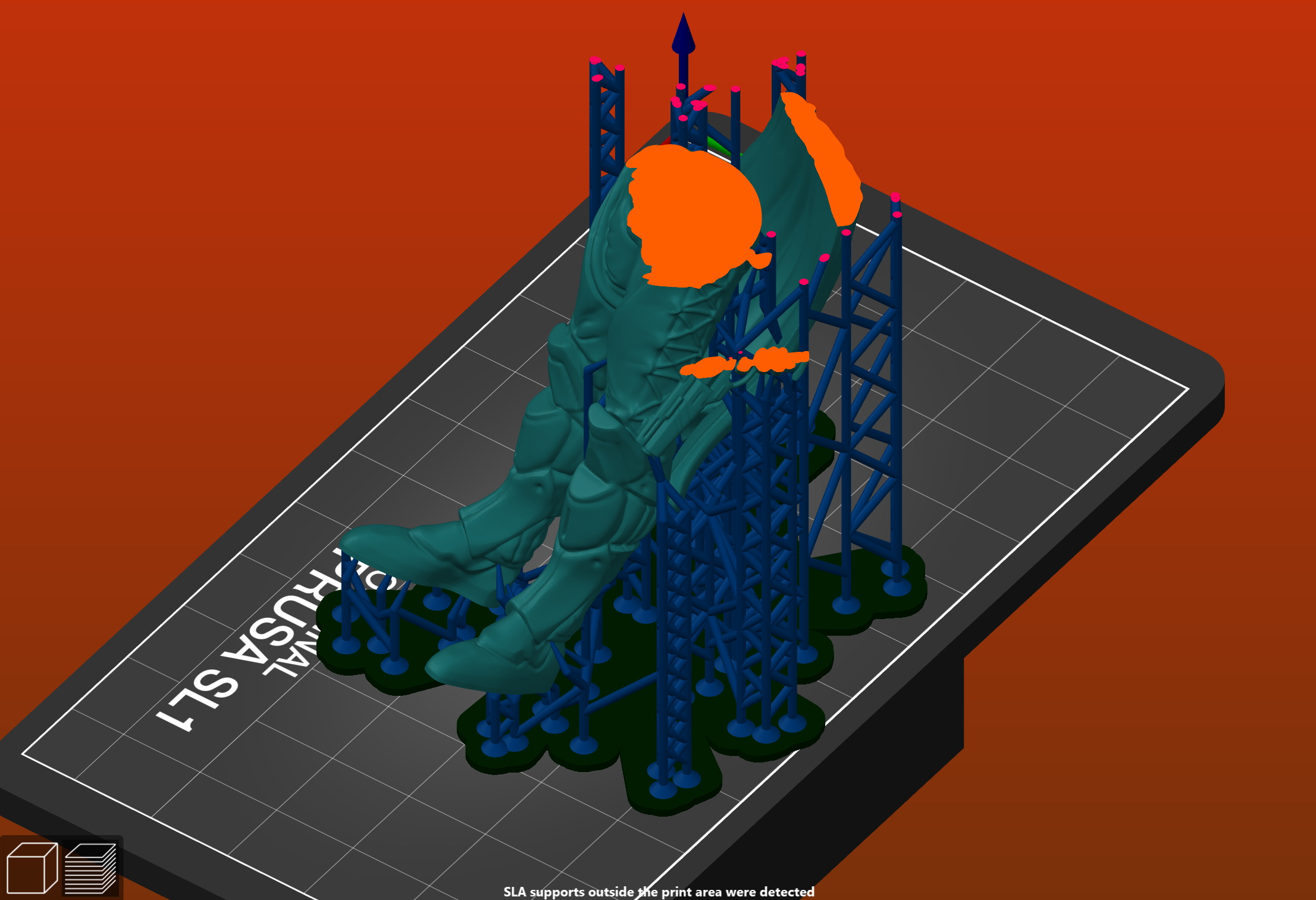
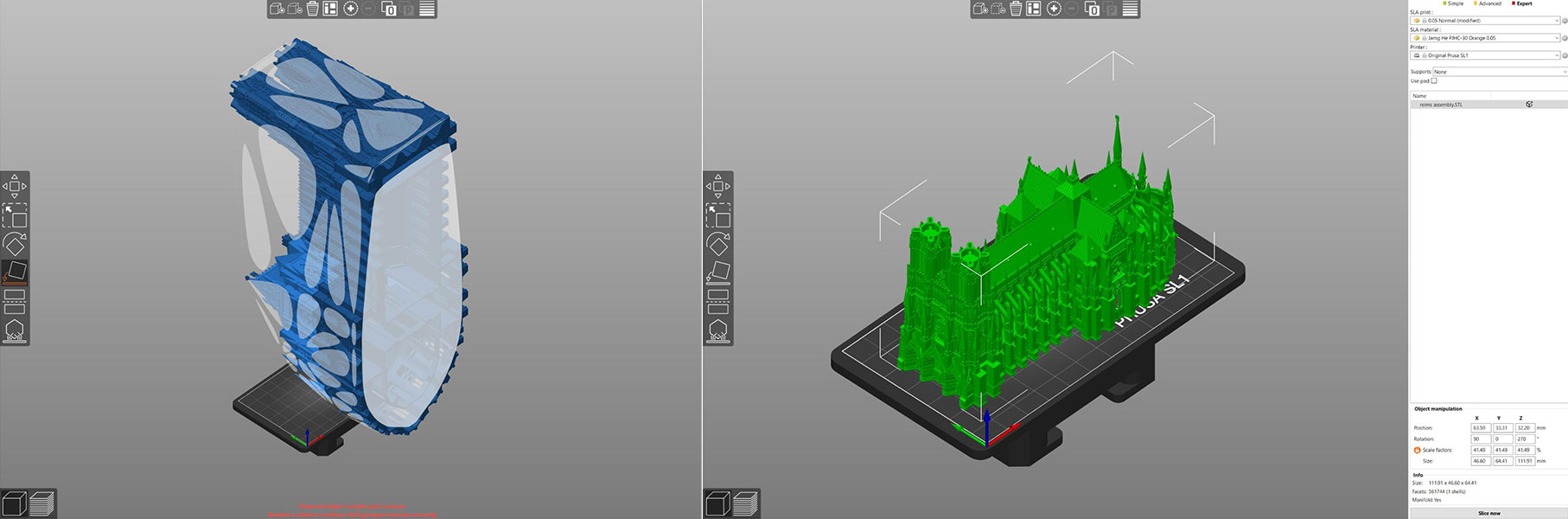
PrusaSlicer vám v režimu Náhled pomůže odhalit problematická místa, například model zasahující mimo tiskovou podložku atd.
K odhalení problematických míst nepotřebujete mít léta praxe, stačí se dobře dívat a nespěchat. Pokud vás zajímá, k jakým chybám může teoreticky dojít, podívejte se na naši Ttroubleshooting stránku s popisem nejčastějších komplikací.
Cvičení dělá mistra
Pokud jste si koupili vaši první 3D tiskárnu, může proces slicování vypadat složitě, ale ve skutečnosti je to snazší, než se zprvu zdá. Jistě, může se vám stát, že prvních pár výtisků nebude úplně ideálních, ale je to jen otázka cviku. Navíc vám v PrusaSliceru hodně pomůže režim Náhled, který zobrazí 3D objekt po vrstvách a pomůže vám odhalit problematická (nepodepřená) místa. Klidně ze začátku využívejte větší množství podpěr, a až se s celým procesem lépe seznámíte, můžete začít experimentovat.

Na SL1 lze vytisknout i opravdu rozměrné modely – často bývají rozdělené na jednotlivé části. A pokud ne, můžete v PrusaSliceru využít funkci Řezat a objekt si upravit sami
Celý proces pak vypadá v podstatě následovně: naimportujete objekt, přidáte dostatečné množství podpěr, prohlédnete si náhled slicovaného modelu a soubor vyexportujete. Pak už jen projekt nahrajete do tiskárny a můžete začít tisknout. Mimochodem, věděli jste, že je možné slicované objekty do tiskárny nahrávat i přes Wi-fi? Mrkněte se do našeho SL1 Handbooku – celý proces je tam popsaný.
Jak se budete zlepšovat, sami začnete přicházet na to, jak objekt co nejlépe otočit, kam přidat podpěry a odkud je naopak odebrat. Zjistíte, jak výška vrstvy ovlivňuje kvalitu vašich modelů, a zkrátka dostanete hromadu příležitostí k tomu, jak si s tiskem doopravdy vyhrát.
Pro přidávání komentářů se musíte nejdříve přihlásit.