





Można zauważyć, że w nowej wersji PrusaSlicer (2.3) dostępne są nowe wzory wypełnienia. Tak duża ilość opcji może być przytłaczająca. Jaki wzór wypełnienia wybrać? Czy jest jakiś uniwersalny, który zadziała z każdym modelem? Czy może wybierać go na podstawie konkretnego zastosowania? Przyjrzyjmy się temu, co można osiągnąć używając odpowiedniego wzoru i parametrów.
Co to jest wypełnienie i jak może pomóc?
Najpierw podsumujmy czym jest wypełnienie i dlaczego jest ważne. Jeśli druk 3D to dla Ciebie nie pierwszyzna, możesz pominąć ten rozdział, ale nie zaszkodzi przypomnieć sobie trochę podstaw, prawda?
Wydruki 3D prawie nigdy nie są wypełnione w 100% lub puste w środku. Zamiast tego używamy techniki, która wypełnia wnętrze specjalną strukturą wspierającą. Dzięki temu model jest sztywny, a na jego powierzchni nie ma szpar ani dziur. Lite modele (z wypełnieniem o gęstości 100%) pochłaniają bardzo dużo filamentu oraz czasu. W większości przypadków nie zapewniają lepszych właściwości mechanicznych w porównaniu z rzadszym wypełnieniem. Z kolei jeśli zdecydujesz się wydrukować model bez wypełnienia, ryzykujesz osłabieniem zewnętrznej powłoki, mogą pojawić się w niej szczeliny lub nawet duże otwory. Na tym etapie wiemy już, że rozwiązanie leży gdzieś pośrodku. Z odpowiednimi ustawieniami wypełnienia możesz zaoszczędzić mnóstwo materiału i czasu, ale również stworzyć ciekawe wzory na powierzchni.
W większości przypadków nie ma potrzeby stosować wypełnienia o gęstości większej niż 40%. Nasze testy wykazały, że najlepszy zakres wartości 10-20% i takie ustawienia wprowadziliśmy w profilach w PrusaSlicer. 10-20% zapewnia idealną równowagę między wytrzymałością, pewnością wydrukowania, czasem oraz zużyciem materiału. Oczywiście w niektórych przypadkach wystarczy 5% (lub mniej), szczególnie przy bardzo dużych modelach z PLA. Gęstość wyższa niż 20% zapewnia lepszą wytrzymałość na rozciąganie, jednak ten sam efekt uzyskamy dodając więcej obrysów (Ustawienia druku -> Warstwy i obrysy). Dzięki dopasowaniu ustawień druku możemy zmienić nie tylko wytrzymałość strukturalną modelu i właściwości mechaniczne, ale również czas potrzebny na jego wydrukowanie, zużycie materiału i wykończenie powierzchni.
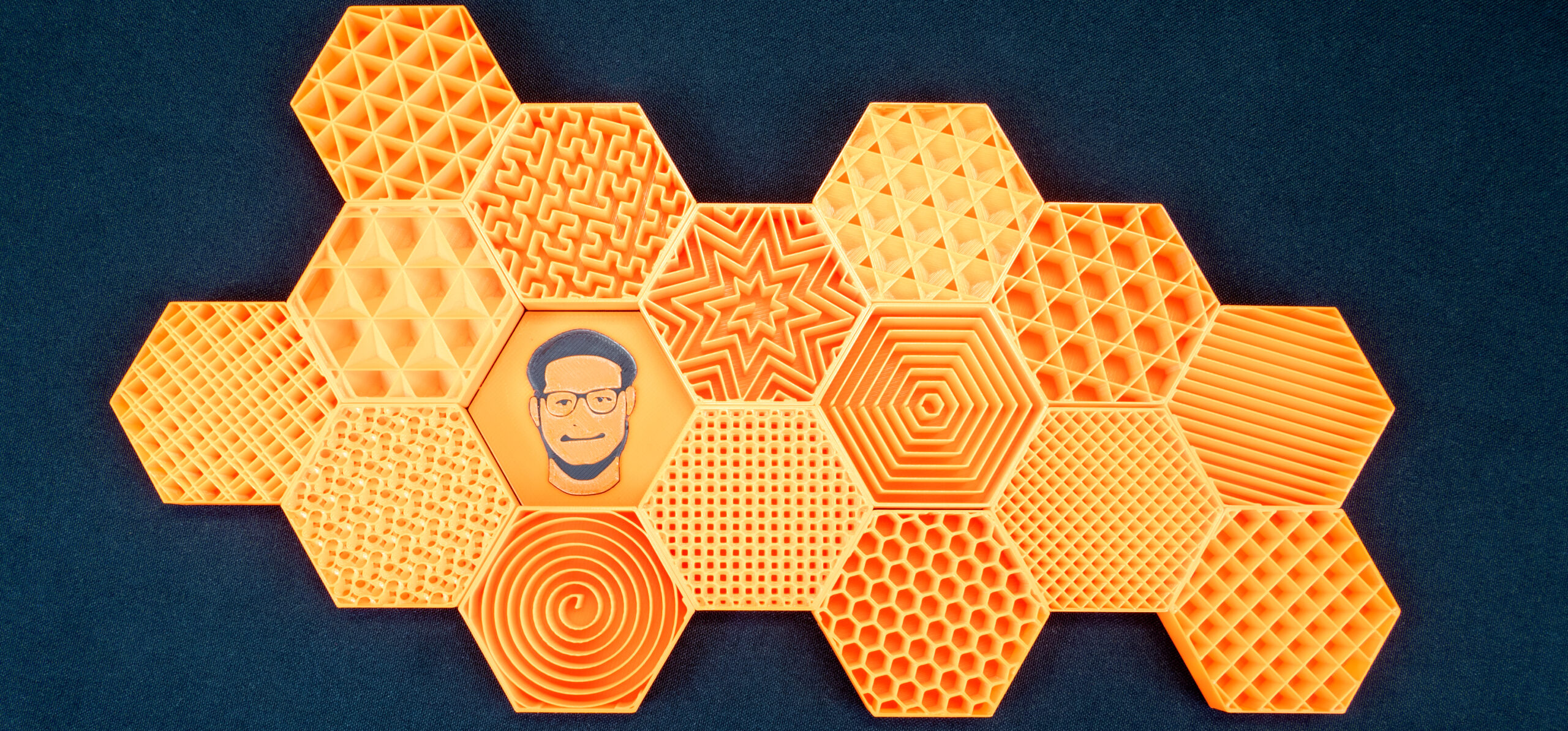
Zanim przejdziemy do zaawansowanych ustawień, przyjrzyjmy się wszystkim dostępnym rodzajom (wzorom) wypełnienia i ich właściwościom.
Wzory wypełnienia wewnętrznego i ich właściwości
Lista dostępnych wypełnień mocno się rozrosła, a wybór odpowiedniego może być trudny. Mogłoby się wydawać, że różnią się głównie wyglądem, ale to nieprawda. Na przykład niektóre z nich mogą służyć oszczędzaniu czasu i materiału, inne można wypełniać płynem itd.
Linie równoległe
Linie równoległe to jeden z podstawowych wzorów wypełnienia. Tworzy siatkę z linii drukowanych w jednym kierunku na jednej warstwie, a linie kolejnej są obrócone o 90° itd. Pozwala to oszczędzać filament i zapobiec kumulowaniu materiału w miejscach, gdzie ścieżki się krzyżują (co można zaobserwować w wypełnieniu typu kratka). Jest ono jednym z najszybszych w drukowaniu.
Ten rodzaj wypełnienia jest jedynym zalecanym przy gęstości 100%. Jeśli w PrusaSlicer ustawiony jest inny wzór, a Ty zmienisz gęstość na 100%, rodzaj zostanie automatycznie przełączony na linie równoległe.
Jednokierunkowe linie równoległe
To wypełnienie składa się z równoległych linii układanych wewnątrz modelu, które przypominają zewnętrzne struktury podporowe. Podobnie do poprzedniego wypełnienia, pomaga ono oszczędzać czas, ogranicza nieznacznie zużycie materiału i nie kumuluje go na przecięciach. Jego użycie może jednak spowodować problemy, gdy kierunek linii wypełnienia pokryje się z kierunkiem pierwszej warstwy górnego zwartego wypełnienia – jeśli rzadkie wypełnienie będzie równoległe do zwartego, to może pojawić się problem z wydrukowaniem mostu górnej warstwy.
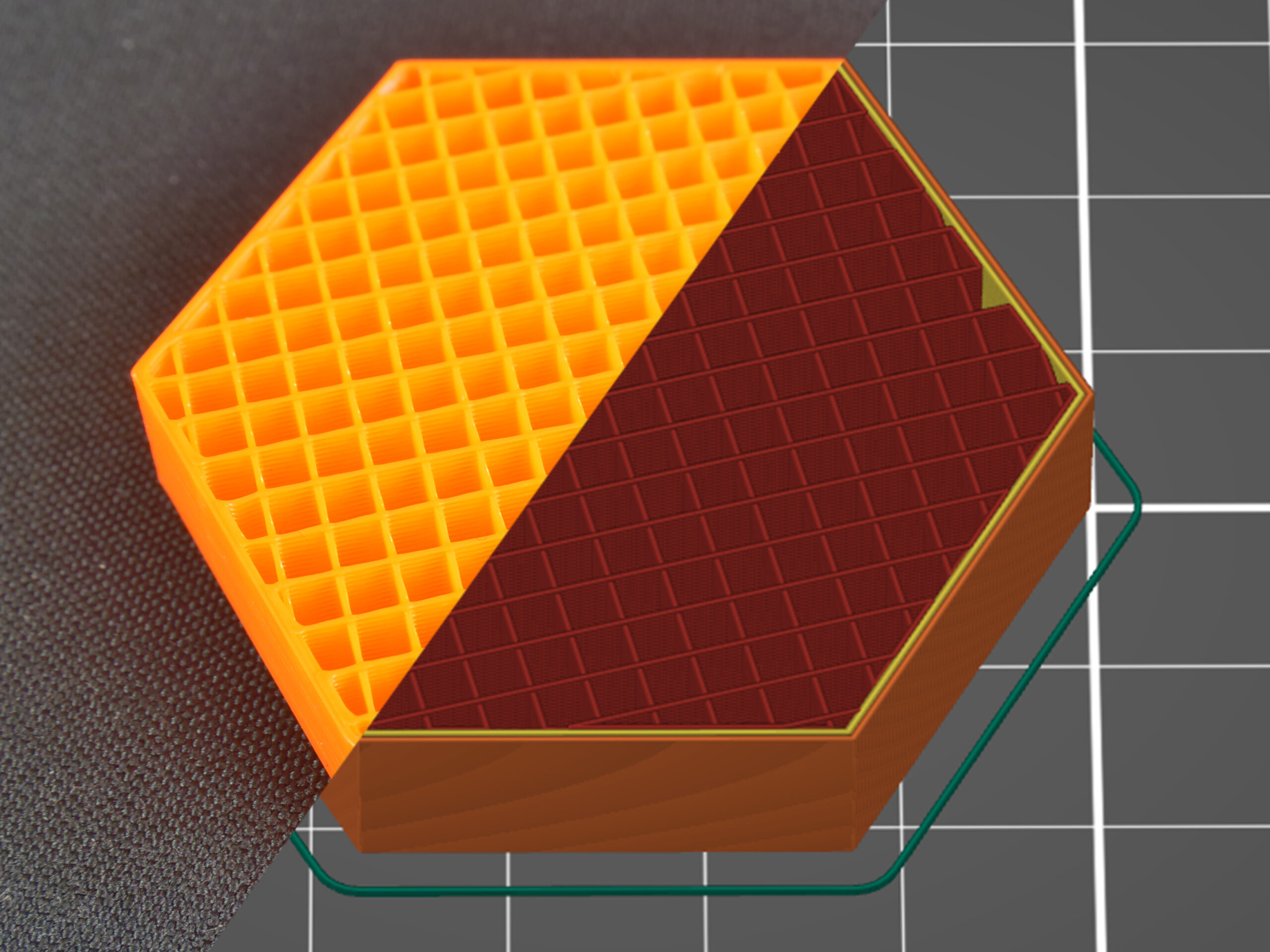
Kratka
Jest to jedno z najprostszych i najszybszych wariantów wypełnienia. W przeciwieństwie do linii równoległych, jest ono drukowane w obydwóch kierunkach (pod kątem 90°) na każdej warstwie. W ten sposób materiał kumuluje się w miejscach, gdzie ścieżki się przecinają. Wypełnienie typu kratka jest sztywniejsze (i zapewnia lepszą przyczepność warstw) od równoległego, jednak może wywoływać denerwujący dźwięk lub nawet spowodować niepowodzenie wydruku przez uderzanie dyszy w materiał zebrany na przecięciach ścieżek.

W tym rodzaju wypełnienia materiał kumuluje się w miejscach przecinania ścieżek. Możesz usłyszeć specyficzny dźwięk zahaczania dyszy w tych punktach, a wydruk może się nie udać.
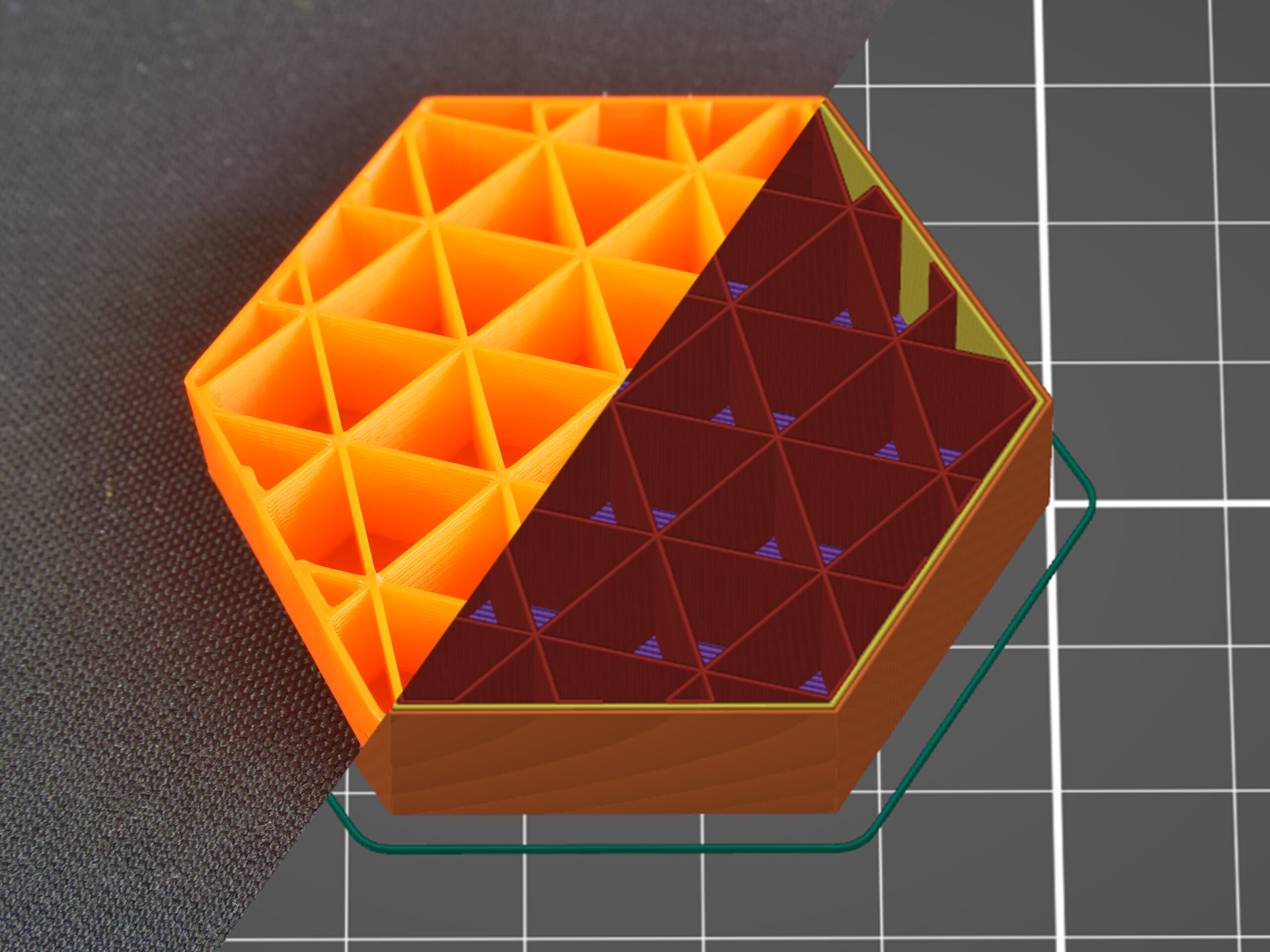
Trójkąty
To wypełnienie działa podobnie do wzoru „kratka” – ścieżki przecinają się na tej samej warstwie, jednak tym razem są drukowane w trzech kierunkach i układają się w trójkąty. Zużycie materiału i czas drukowania są prawie takie same, jak przy kratce.
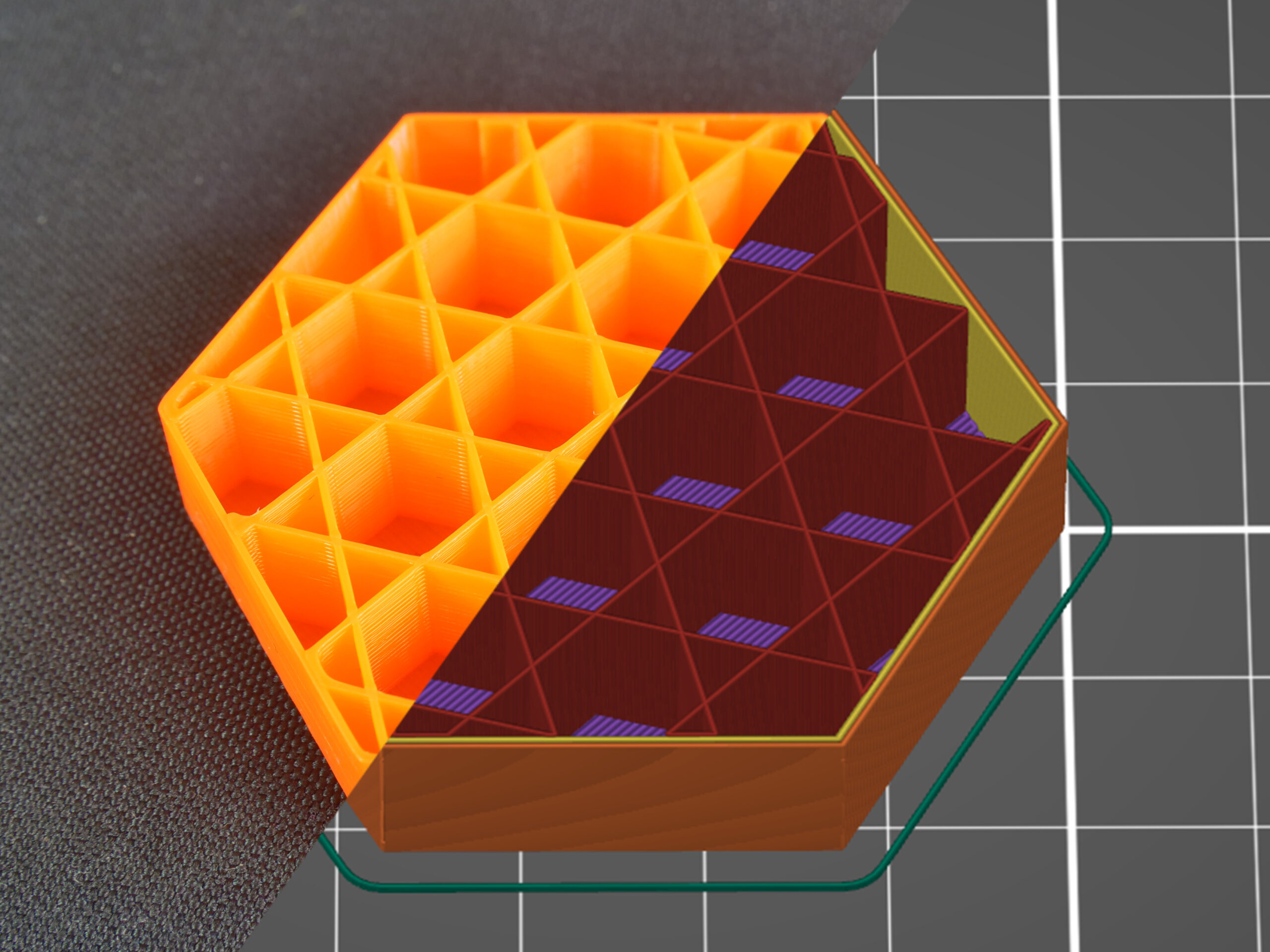
Gwiazdki
Wypełnienie o wzorze „gwiazdki” bazuje na trójkątach, ale ścieżki są przesunięte, aby tworzyły sześcioramienne gwiazdy. I w tym przypadku linie przecinają się na każdej warstwie. Zużycie czasu i materiału jest podobne, jak w poprzednio opisywanych przypadkach.
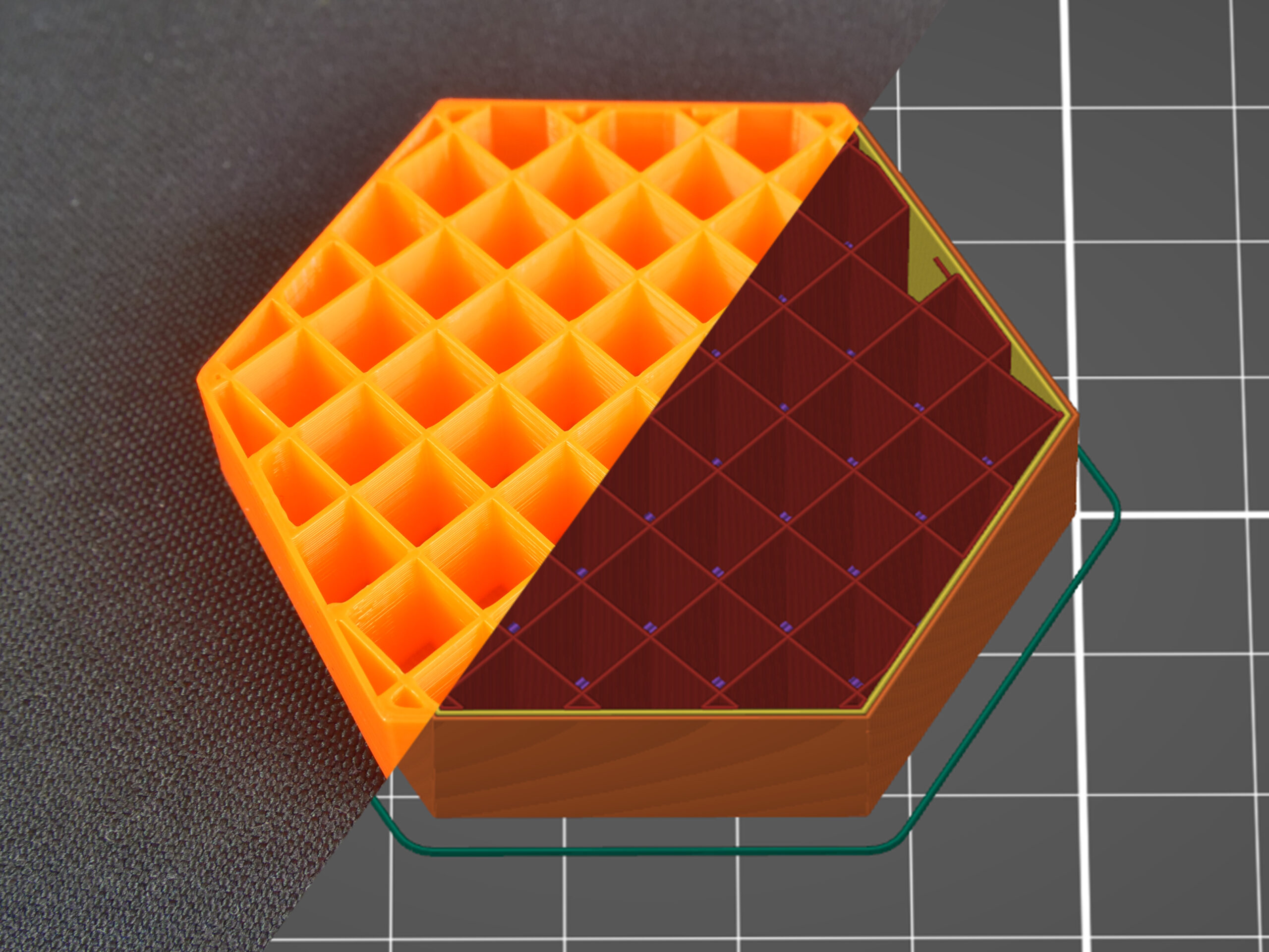
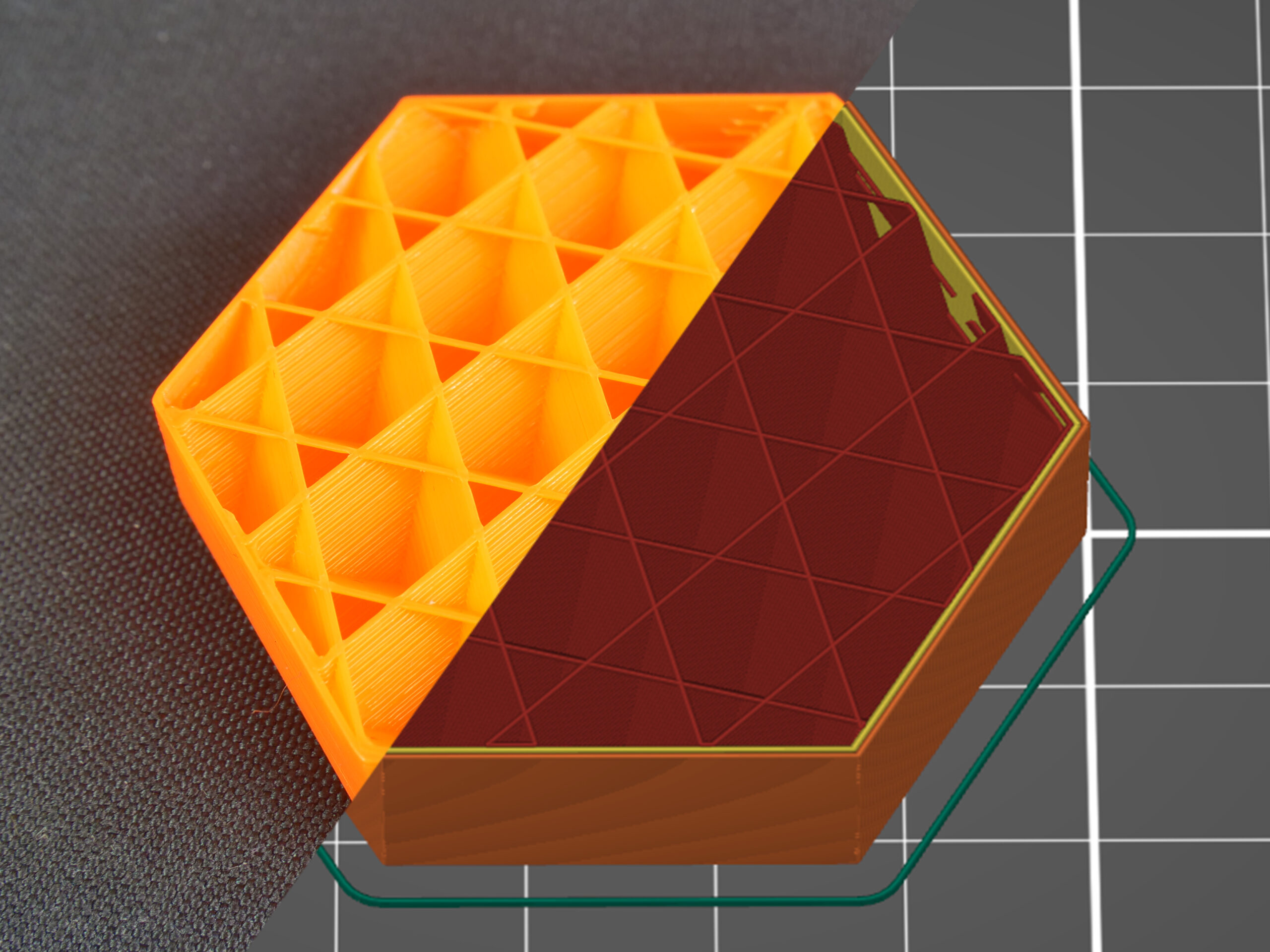
Sześcienny
Również tutaj ścieżki wypełnienia przecinają się na każdej warstwie, jednak tym razem tworzą sześciany (kostki) ustawione jednym narożnikiem w dół. W ten sposób w środku powstaje wiele kieszeni powietrznych, które mogą mieć funkcję izolacji ciepła lub powodować unoszenie modelu na wodzie (po wydrukowaniu z filamentów, które nie przepuszczają wody, jak np. PETG). Zużycie materiału i czasu nie różni się od pozostałych wzorów.
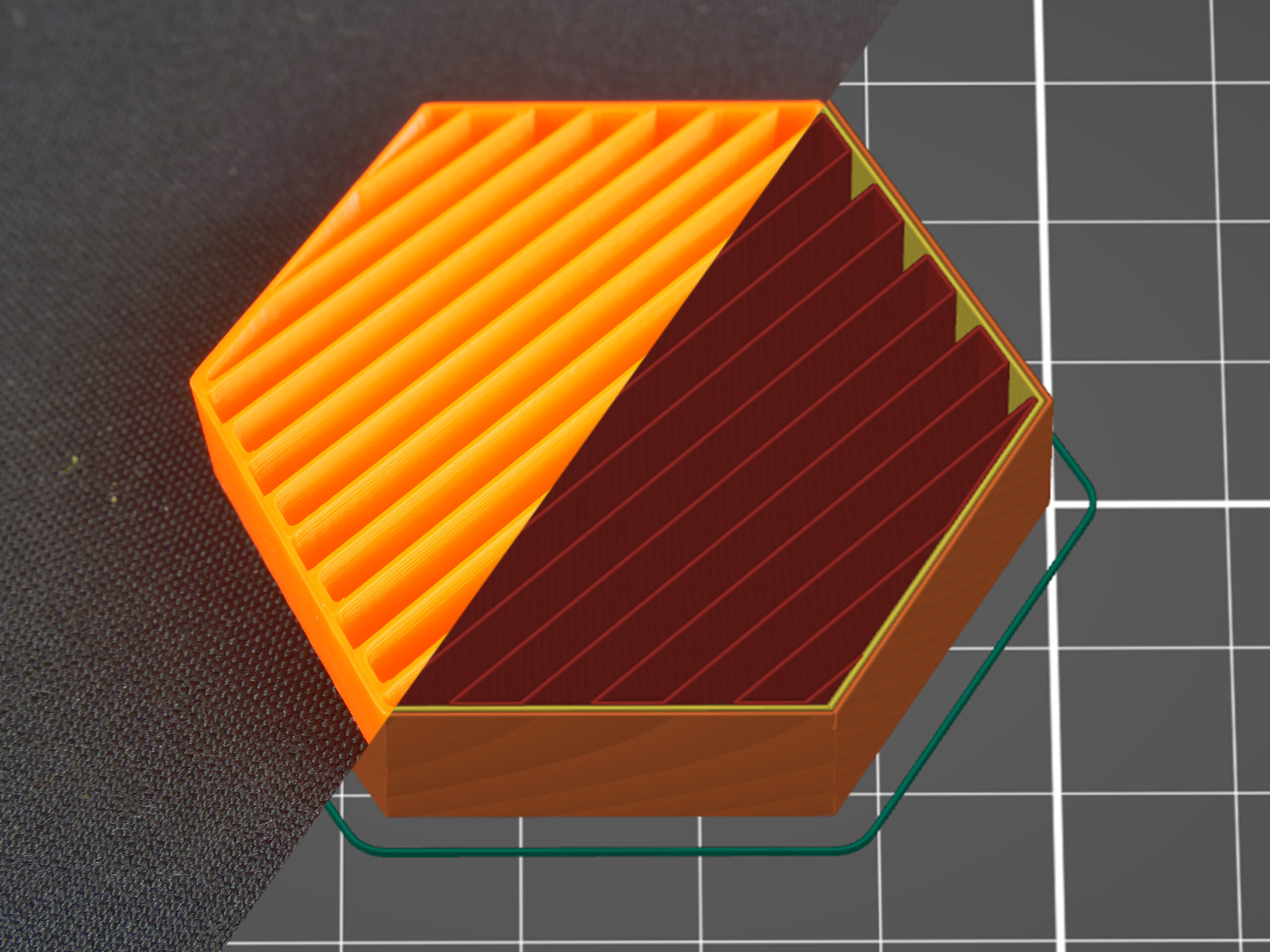
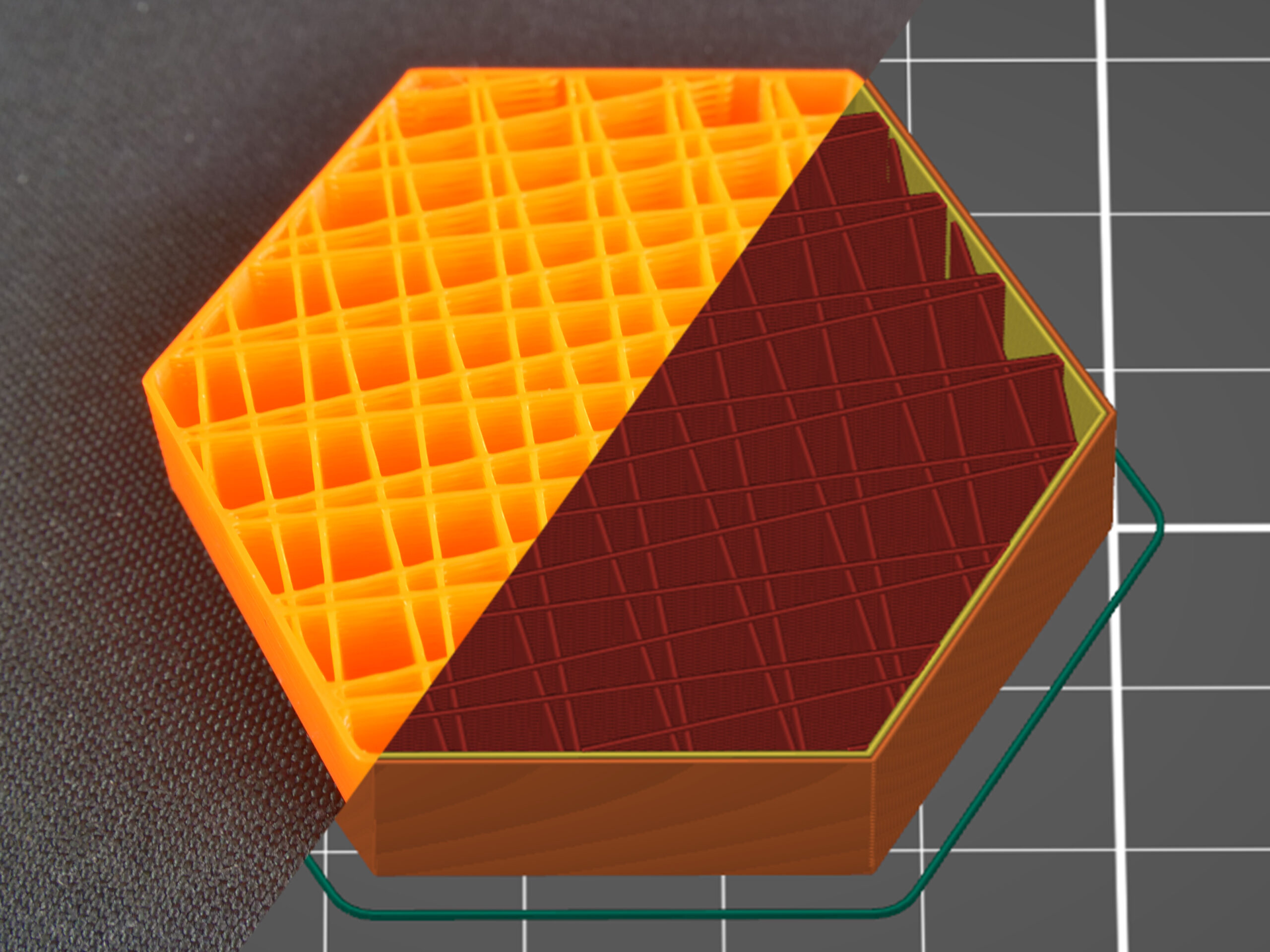
Linie
Linie to jedno z wypełnień, którego ścieżki nie przecinają się na żadnej z warstw. Są układane podobnie, jak przy wypełnieniu z linii równoległych, jednak nie są one równoległe, a są ustawione pod kątem ostrym. Nie będzie zaskoczeniem, jeśli zaznaczymy, że zużycie materiału i czasu jest podobne do linii równoległych.
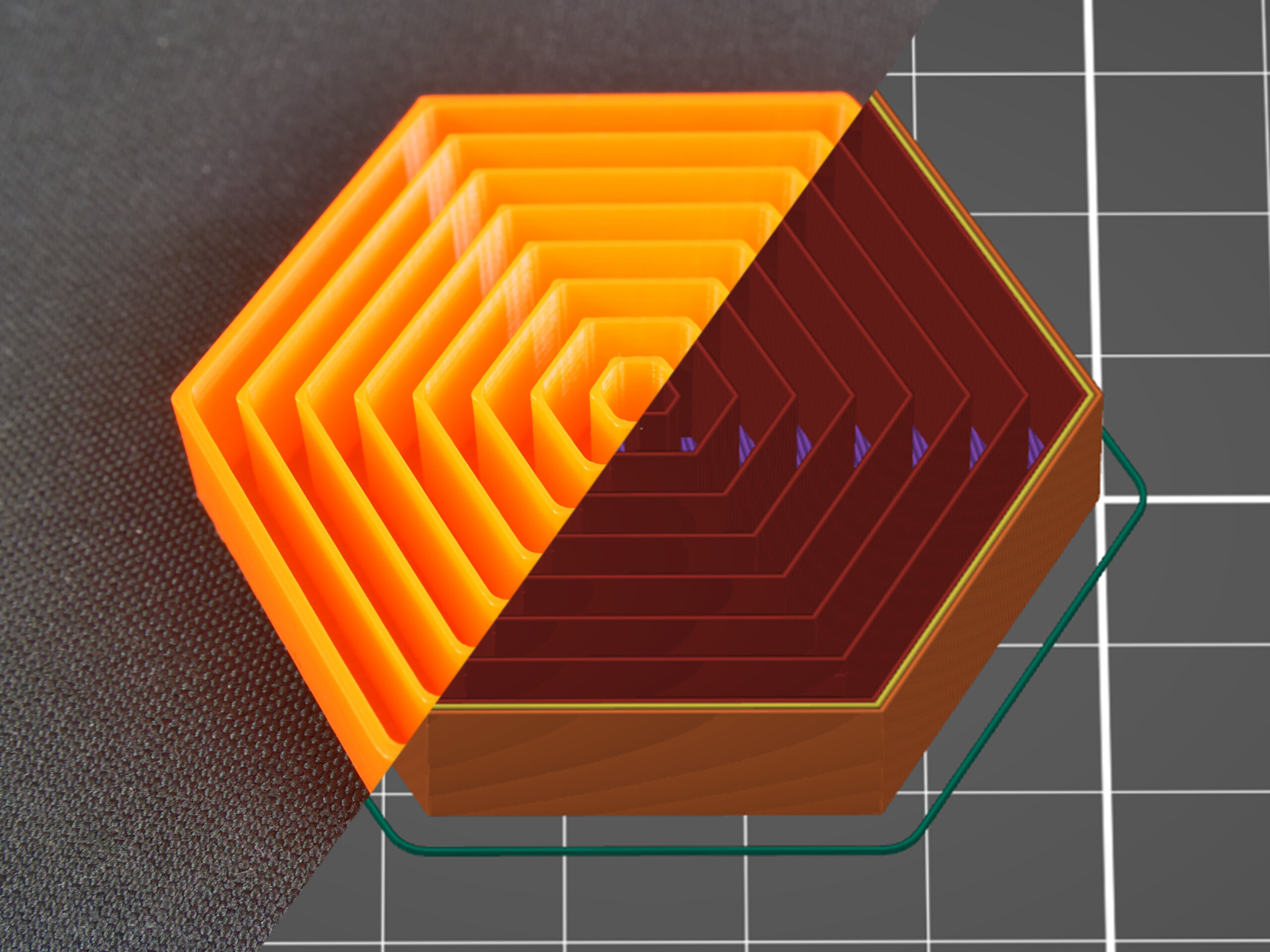
Koncentryczny
Wypełnienie koncentryczne podąża wzdłuż obrysów modelu i skraca się ku środkowi. Innymi słowy, podczas drukowania cylindra wypełnienie koncentryczne stworzy kółka w jego wnętrzu. Może być to przydatne przy drukowaniu części przejrzystych lub elastycznych (np. opon do samochodów zdalnie sterowanych). Główną wadą jest wydłużony czas druku. Z kolei zużycie materiału jest podobne do poprzednio omawianych rodzajów.
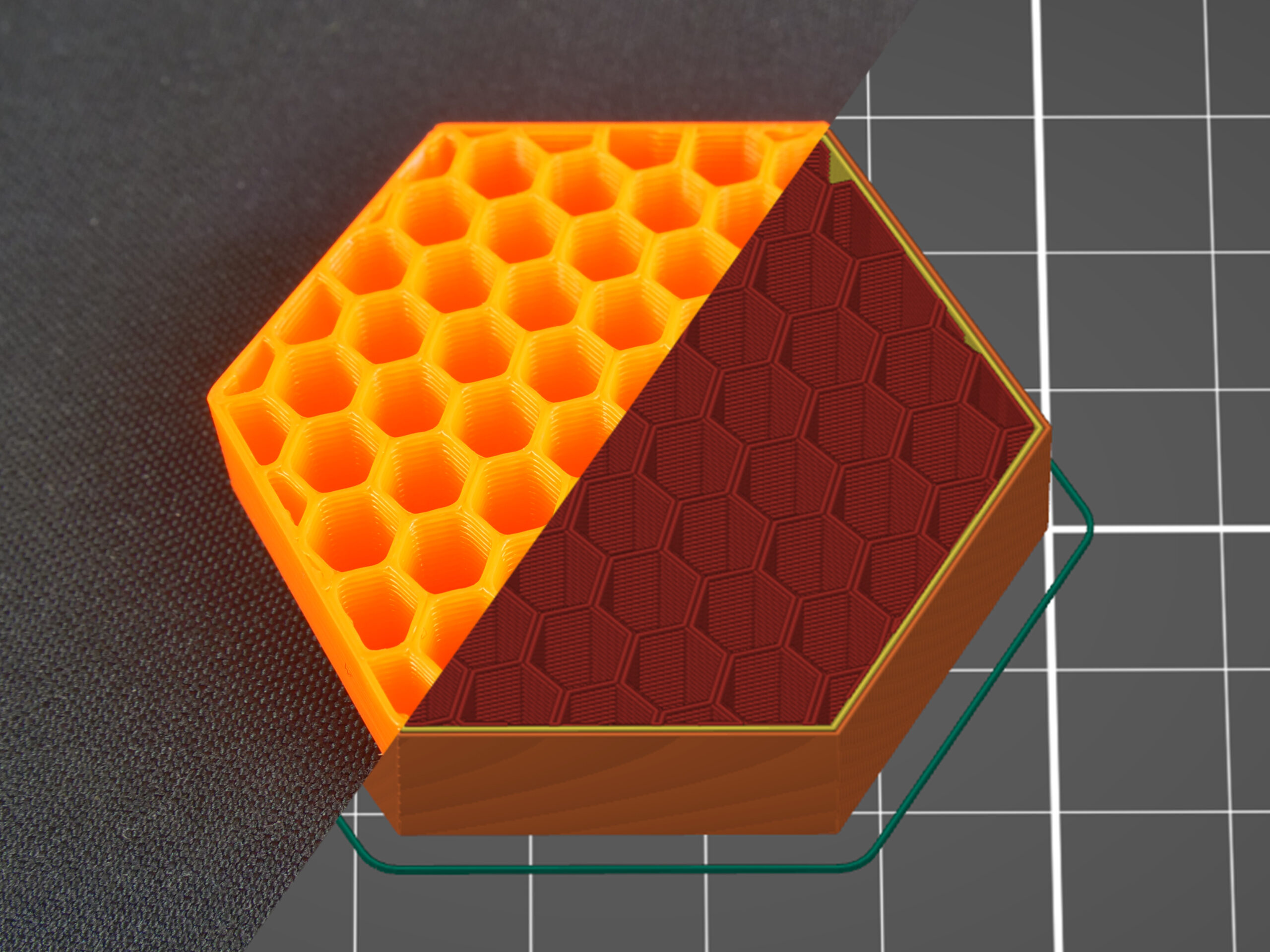
Plaster miodu
Na to wypełnienie składają się ośmiokąty. Jego główną zaletą jest zwiększona odporność mechaniczna i optymalizacja ścieżek, bez przecinania się. Główną wadą jest zwiększone zużycie materiału (o ok. 25%) w porównaniu do innych oraz wydłużony czas drukowania, nawet dwukrotnie w porównaniu do poprzednio omawianych opcji.
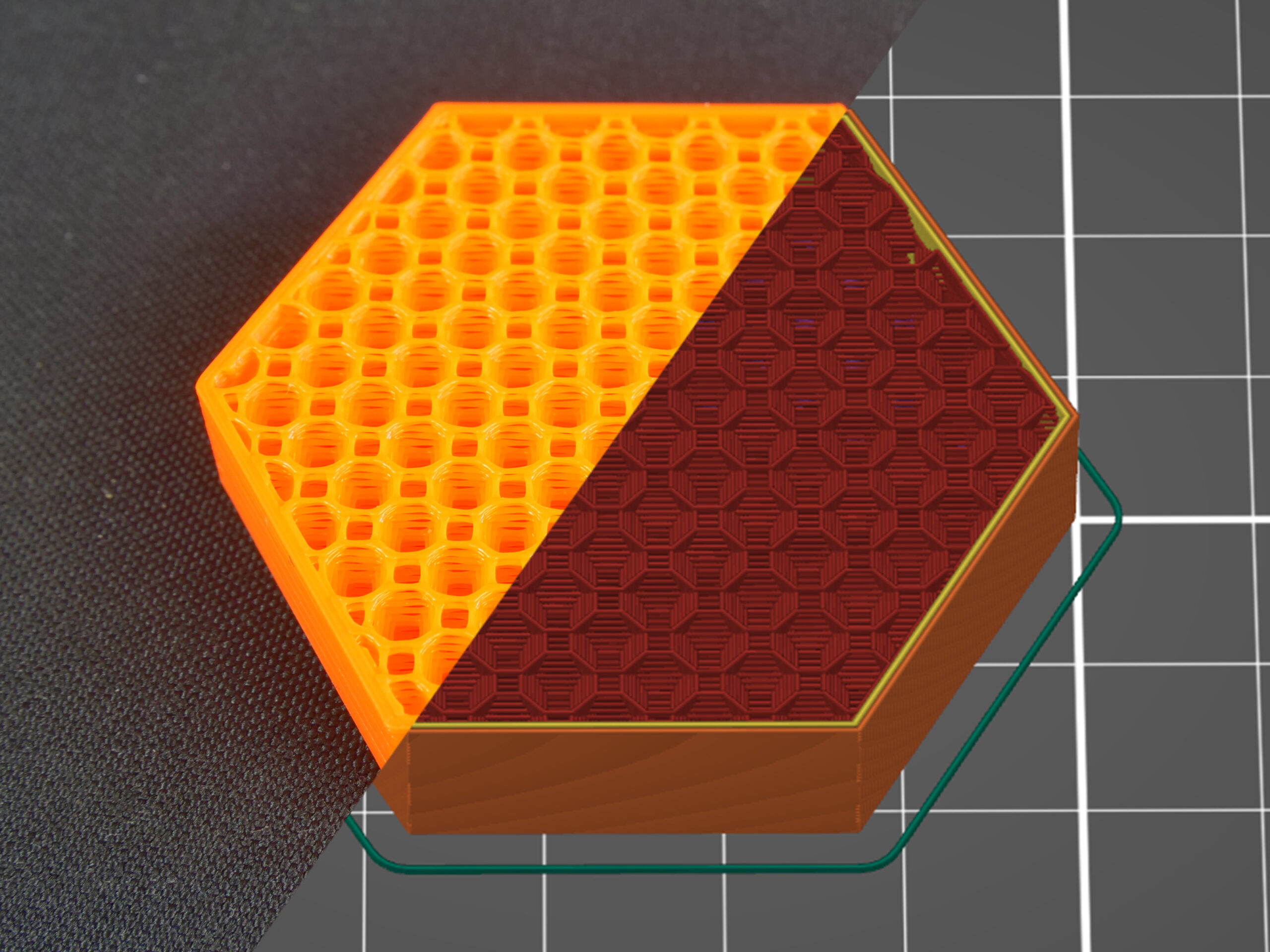
Plaster miodu 3D
Plaster miodu 3D drukuje większe i mniejsze kwadraty i ośmiokąty, aby stworzyć kolumny o zmiennej grubości. W tym przypadku ścieżki nie przecinają się na jednej warstwie, jednak są ułożone tak, że powodują powstawanie niewielkich szczelin między warstwami. Zużycie materiału i czas druku są odrobinę wyższe w porównaniu do zwykłego plastra miodu.
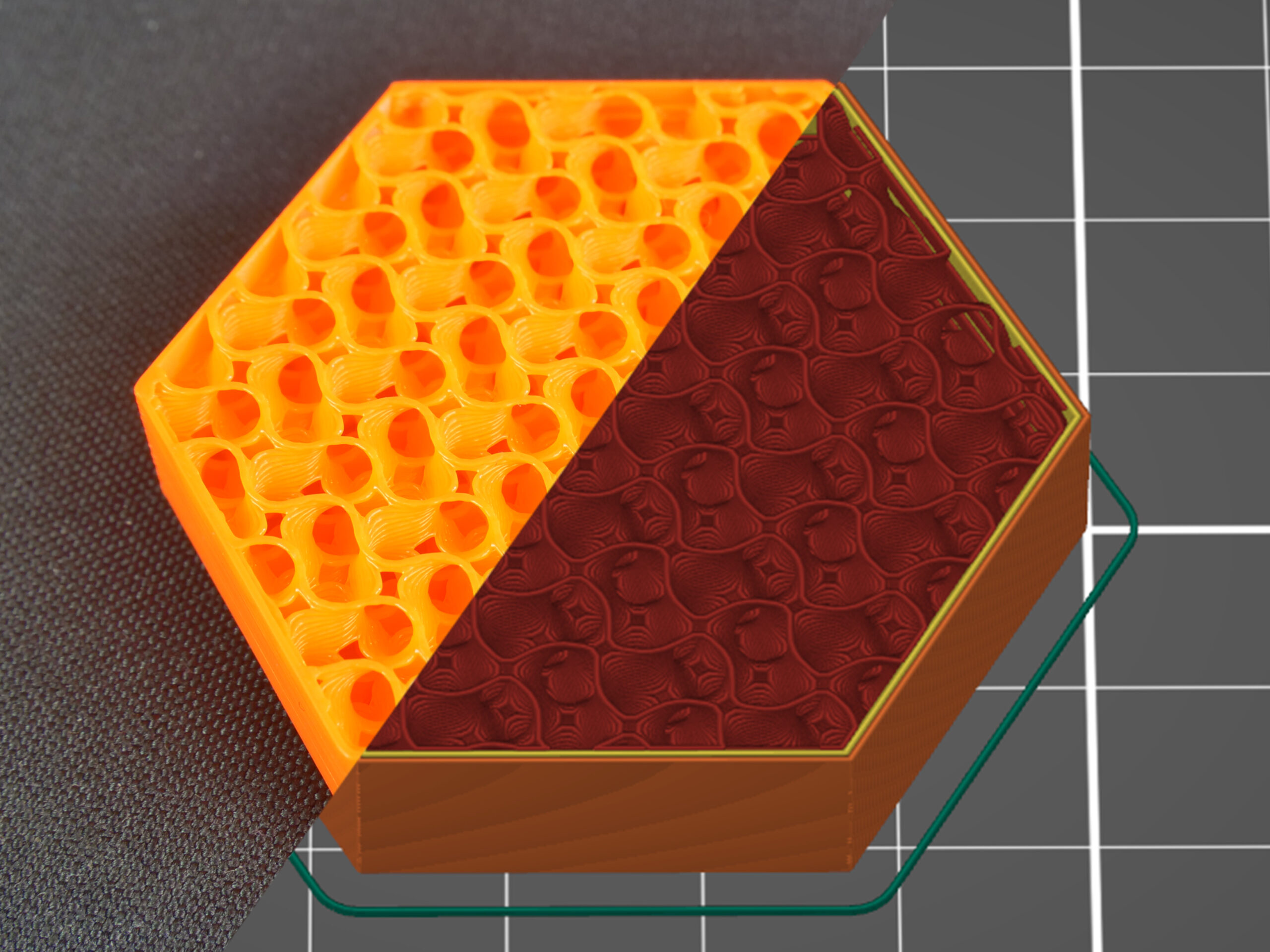
Gyroidalny
Wzór gyroidalny to nasz ulubiony i jednocześnie jeden z najlepszych. Jest to jedna z niewielu struktur, które zapewniają podparcie w każdym kierunku. Oprócz tego drukuje się dość szybko, pozwala oszczędzać materiał, ścieżki nie przecinają się i wygląda świetnie. Ten wzór umożliwia wypełnienie modelu żywicą epoksydową lub innym płynem.
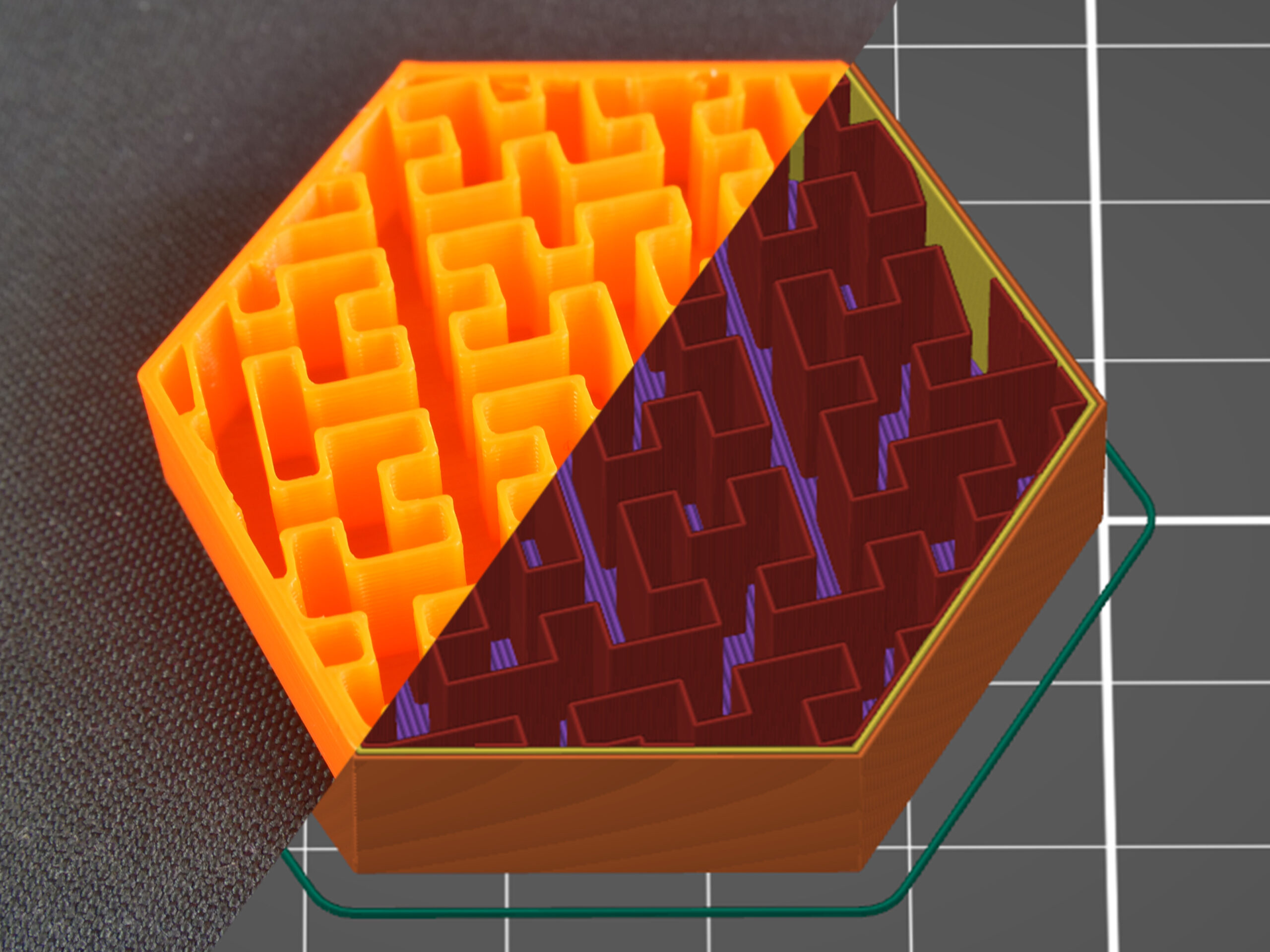
Krzywa Hilberta
Krzywa Hilberta tworzy prostokątny labirynt wewnątrz modelu. Główną zaletą jest niezwykły wygląd i łatwość wypełnienia żywicą epoksydową lub inną cieczą – model jest podzielony na kilka przestrzeni o dużej objętości, zamiast mniejszych „bąbelek”. Główną wadą jest wydłużony czas drukowania, mieszczący się gdzieś pomiędzy plastrem miodu, a liniami równoległymi. Czas potrzebny na wydrukowanie krzywej Hilberta jest podobny do linii równoległych.
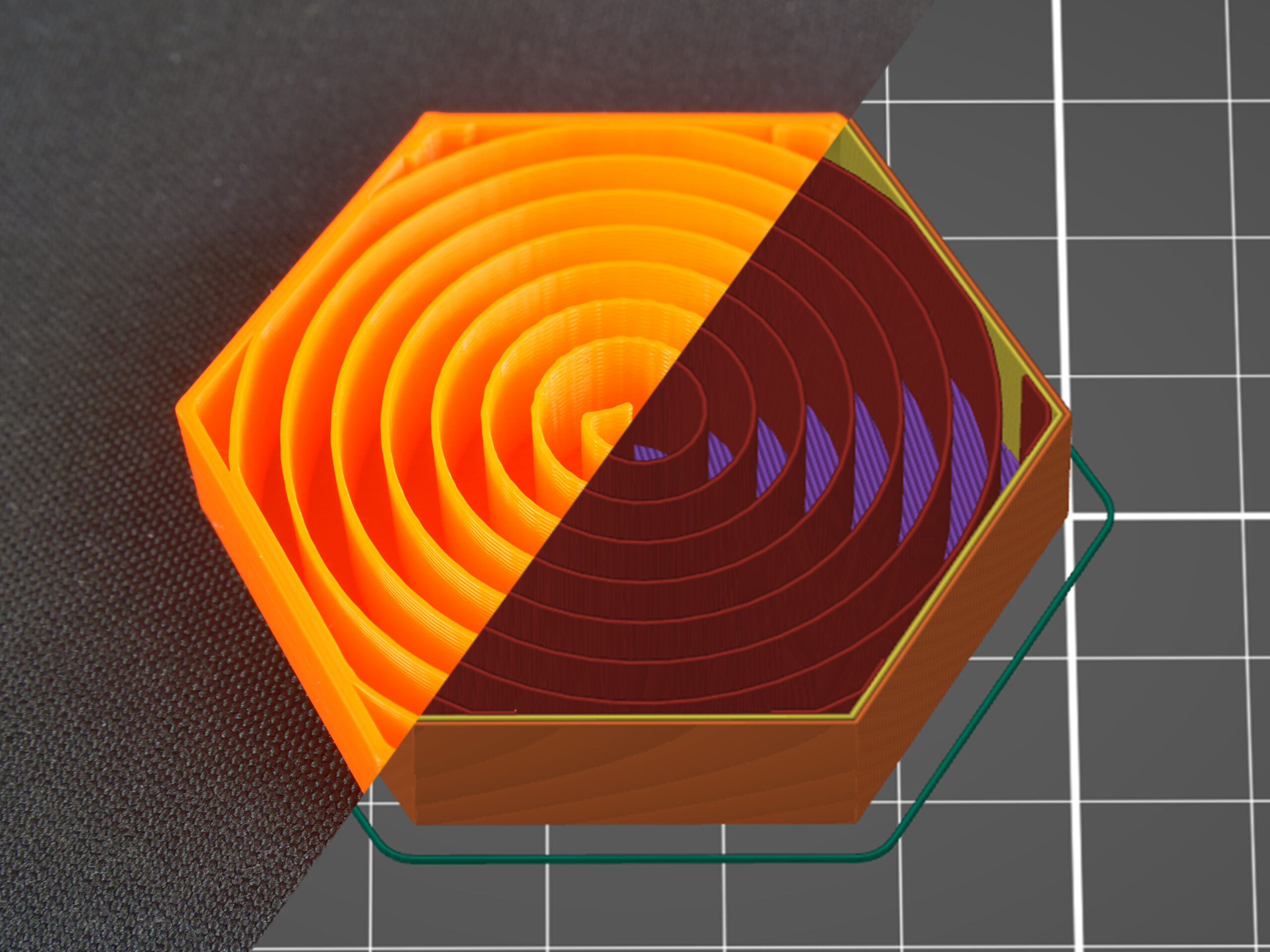
Spirala Archimedesa
Jest to kolejny, tym razem spiralny, wzór wypełnienia, który pozwala na łatwe wypełnienie wnętrza cieczą. Ten prosty kształt pozwala na oszczędność materiału i czasu (w porównaniu do linii równoległych). Podobnie jak w przypadku wzoru koncentrycznego, spirala Archimedesa pomaga zachować elastyczność modelu drukowanego z filamentu typu „flex”.
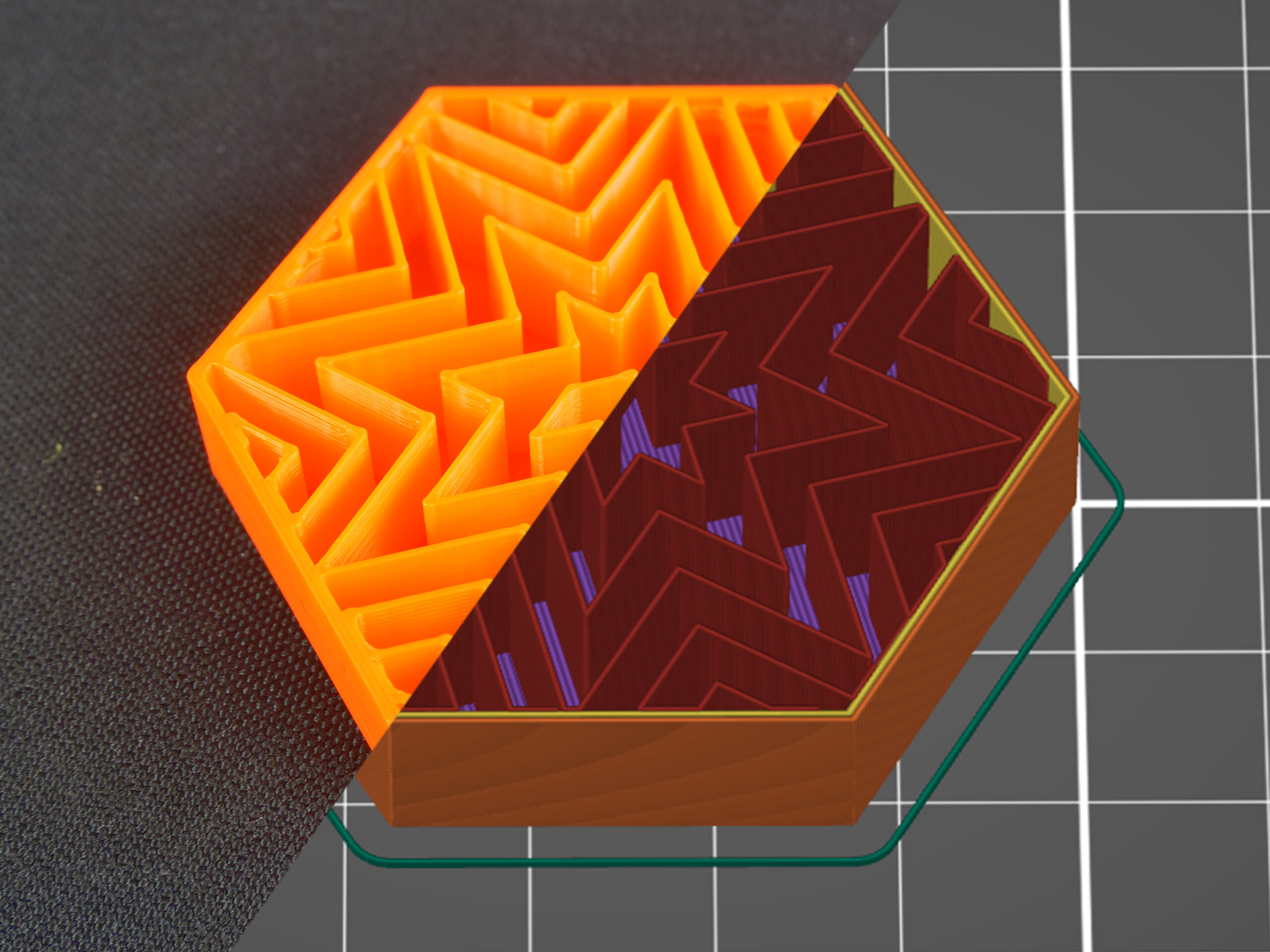
Spirala ośmiokątna
Spirala ośmiokątna również pozwala na łatwe wypełnienie modelu cieczą ze względu na duże przegrody tworzone wewnątrz. Może również pomóc zachować elastyczność niektórych modeli. Jest jednak stworzona głównie dla celów estetycznych i podparcia górnej warstwy. Zużycie materiału jest podobne do spirali Archimedesa, jednak potrzebuje trochę więcej czasu.
Sześcienny adaptacyjny
Wzór „sześcienny adaptacyjny” działa na tej samej zasadzie, co sześcienny: składa się z sześcianów ułożonych jednym narożnikiem w dół z przecięciami ścieżek na warstwie. Ma jednak ogromną zaletę: w przeciwieństwie do zwykłego sześciennego, ten wzór zagęszcza się przy krawędziach modelu, pozostawiając większe przegrody na środku. Zużycie materiału jest o ok. ¼ mniejsze od linii równoległych.
Wzór sześcienny adaptacyjny tworzy przegrody wg struktury octree (drzewo ósemkowe). Każda linia wypełnienia jest kotwiczona, co sprawia, że jest sztywniejsze i stabilizuje ciśnienie ekstrudera już na początku drukowania ścieżki. Ogólną zasadą jest zwiększanie gęstości bazując na odległości od najbliższej ściany. Jest on szczególnie przydatny przy dużych wydrukach ze znaczną objętością wewnętrzną. Pozwala skrócić czas drukowania i obniżyć zużycie filamentu, jednocześnie zapewniając doskonałe podparcie górnej warstwy i podobne właściwości mechaniczne.
Sześcienny podpierający
Wzór „sześcienny podpierający” działa podobnie do poprzednio omawianego, jednak z jedną różnicą: gęstość wypełnienia rośnie wraz z koordynatami w osi Z. Jego główną funkcją jest podparcie górnych warstw przy maksymalnej oszczędności materiału, lecz bez ulepszenia właściwości mechanicznych modelu. Zużycie materiału i potrzebny czas są najniższe wśród wszystkich obsługiwanych wzorów wypełnienia.
Wzory wypełnienia górnej i dolnej warstwy
Zmiana parametrów wypełnienia nie ogranicza się tylko do wzoru wewnątrz modelu – możesz również zmienić wygląd górnej i dolnej warstwy, aby osiągnąć interesujące rezultaty. Opcje te są dostępne w sekcji Ustawienia druku -> Wypełnienie -> Wzór wypełnienia górnej/dolnej warstwy. Są to jednak zmiany czysto estetyczne i nie mają wpływu na właściwości mechaniczne wydruku.
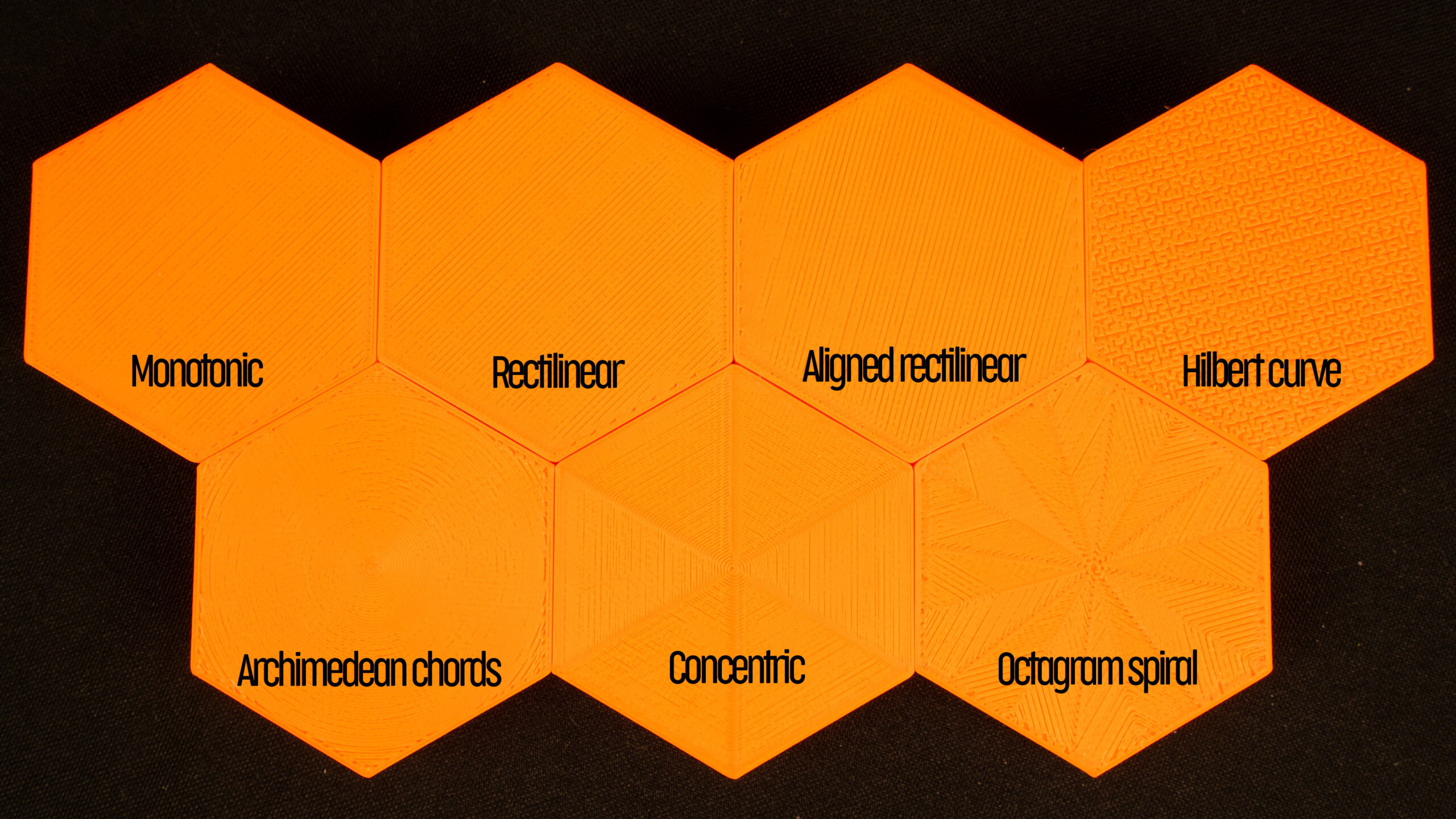
Wszystkie siedem rodzajów wypełnienia górnej i dolnej warstwy wydrukowaliśmy z przepływem 80%, aby uwydatnić wzory.
Linie równoległe
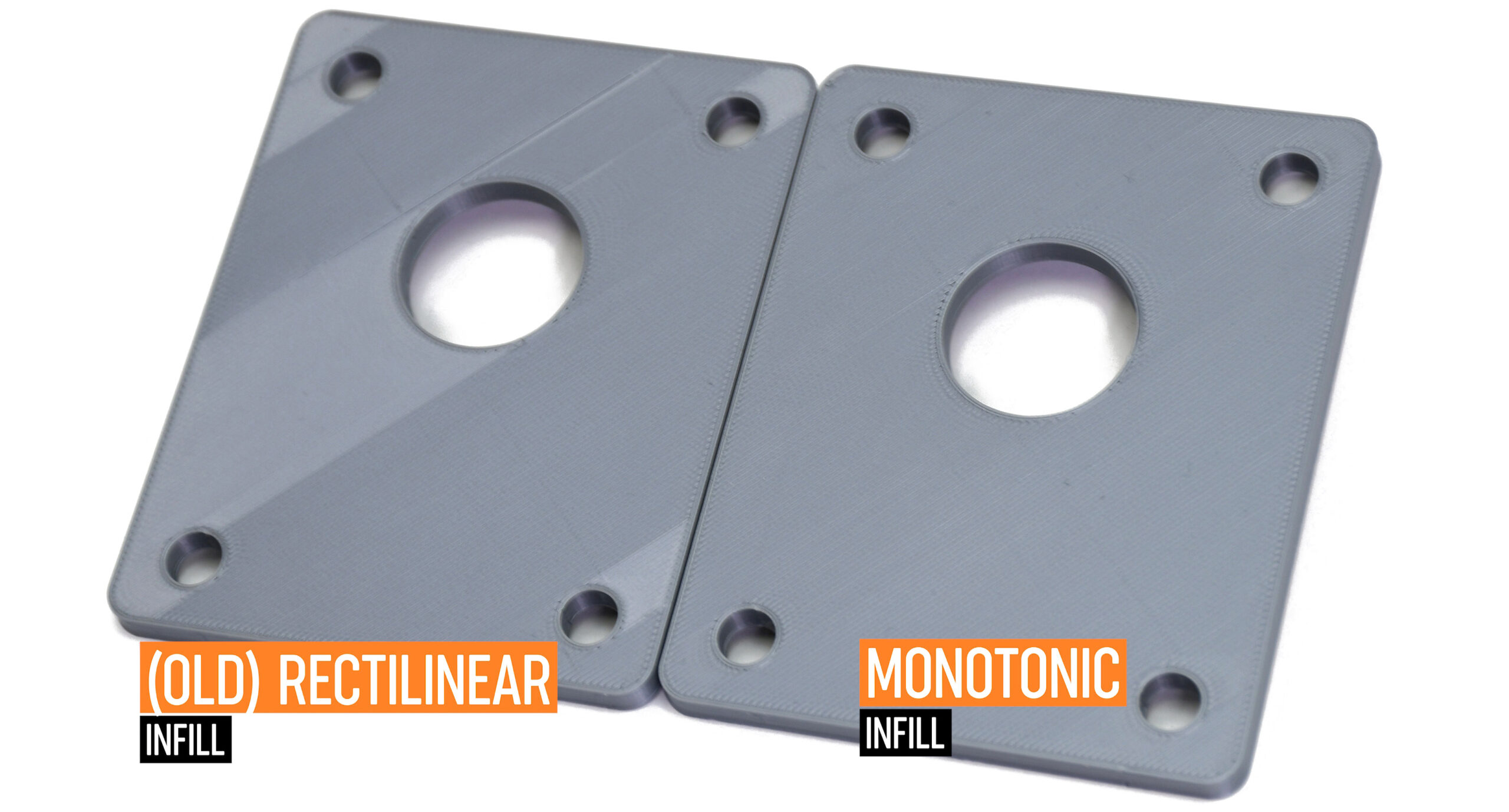
Najczęściej używany wzór wypełnienia. Ścieżki są ułożone w zyg-zag na całej warstwie. Jest to najprostszy rodzaj, który nie zapewnia żadnych dodatkowych korzyści (porównaj z wypełnieniem monotonicznym).
Monotoniczny
Wzór monotoniczny wypełnia górną i/lub dolną warstwę liniami równoległymi – podobnie jak powyższy. Jednak w tym przypadku stosowane jest zaawansowane planowanie ścieżek. W przeciwieństwie do linii równoległych, ten rodzaj wypełnienia jest drukowany zawsze od lewej do prawej, a nigdy w przeciwnym kierunku. Ten prosty system pozwolił na osiągnięcie równej powierzchni bez widocznych, wypchniętych do góry prążków. Prążki te pojawiają się zazwyczaj, gdy ścieżki drukowane w jednym kierunku spotykają się ze ścieżkami drukowanymi w przeciwnym. Ta z pozoru prosta metoda okazuje się zaskakująco trudna do zaimplementowania. Użyliśmy wariantu systemu Ant Colony System opisanego przez Raada Salmana.
Jednokierunkowe linie równoległe
Ten wzór działa podobnie do zwykłych linii równoległych, jednak linie wszystkich górnych warstw są ustawione w tym samym kierunku. Może to pomóc stworzyć tak samo wyglądające górne sekcje w modelach, w których są one ułożone na różnych wysokościach (wyobraź sobie wydruk klatki schodowej).
Koncentryczny
Wzór koncentryczny kopiuje kształt obrysu. Jeśli drukujesz cylinder, górna i dolna warstwa będą schodzić się koncentrycznie ku środkowi.
Krzywa Hilberta
Jest to wypełnienie głównie estetyczne. Jeśli drukujesz je wewnątrz, otrzymasz prostokątne kształty, a ustawienie tego wzoru na zewnątrz sprawi, że otrzymasz fakturę powierzchni przypominającą wiklinową plecionkę. Niektórzy widzą w tym wzorze robaczki. Wzór ten znacznie wydłuża czas drukowania ze względu na skomplikowany kształt.
Spirala Archimedesa
Najwyższa warstwa o wzorze „spirali Archimedesa” będzie przypominać spiralę. W niektórych rodzajach modeli pozwoli oszczędzić trochę czasu.
Spirala ośmiokątna
Ten wzór jest już opisany w poprzedniej sekcji. Jest używany głównie do ładniejszego wykończenia powierzchni warstwy, ale znacznie wydłuża czas drukowania ze względu na skomplikowany kształt.
Zaawansowane ustawienia
PrusaSlicer pozwala Ci na jeszcze większą swobodę w wyborze wzoru wypełnienia! Jeśli przełączysz tryb na „Zaawansowany” lub „Ekspert”, znajdziesz jeszcze więcej ustawień w sekcji Wypełnienie. Przyjrzyjmy się ustawieniom powiązanym z wypełnieniem dostępnym w tych trybach:
Długość kotwiczenia wypełnienia
Wypełnienie jest zazwyczaj połączone z obrysem przez tzw. „kotwiczenie”, które jest krótką sekcją wewnętrznego obrysu zamienianego na linię wypełnienia. Długość kotwiczenia określana jest w milimetrach. Jeśli ustawisz tu zero, wypełnienie będzie drukowane niezależnie od obrysów. Jeśli ustawisz wyższą wartość, kotwiczenie będzie kontynuowane jako wypełnienie. Pomaga to zwiększyć wytrzymałość strukturalną i mechaniczną modelu.
Maksymalna długość kotwiczenia wypełnienia
Ta wartość określa maksymalną długość kotwiczenia wypełnienia łączącego je z obrysem.
Prasowanie
Prasowanie pozwala na osiągnięcie gładkiej górnej warstwy poziomych powierzchni – ścieżki filamentu są prawie niewidoczne. Jak to możliwe? Gorąca dysza wykonuje kolejny przebieg po powierzchni ze znikomym wytłaczaniem filamentu. Włączenie lub wyłączenie prasowania i/lub wybranie rodzaju (wszystkie powierzchnie górne, tylko najwyżej położona warstwa, wszystkie zwarte powierzchnie) powinno wystarczyć większości użytkowników drukarek 3D. Niektórzy mogą mieć jednak ochotę pozmieniać opcje np. przepływu filamentu lub odstępu między ścieżkami prasowania. Przepływ to procentowa wartość połączona z normalną wysokością warstwy, a odstęp między ścieżkami prasowania określa odległość między równoległymi liniami przebiegu dyszy. Wartości te zostały przez nas zoptymalizowane, ale dajemy Ci możliwość eksperymentowania z nimi, jeśli masz taką ochotę lub efekty Cię nie zadowalają.

Jeśli zwiększysz przepływ, ryzykujesz pozostawieniem nadmiaru materiału na powierzchni i uwidocznieniem ścieżek dyszy. Z kolei obniżając go możesz odkryć ścieżki ostatniej warstwy przez brak materiału potrzebnego do wypełnienia szczelin.
Odstęp między ścieżkami prasowania również ma ogromny wpływ na widoczność ostatniej warstwy. Aby to lepiej zobrazować, użyjemy przykładu pługa śnieżnego. Jeśli będziesz zgarniać śnieg tylko częścią szerokości pługa, przepchniesz mniej śniegu i odsłonisz taką szerokość drogi, jak zaangażowana szerokość. Jeśli jednak zagłębisz pług w śniegu na całej jego szerokości, odgarniesz ścieżkę, ale pozostawisz również nadmiar śniegu na jej krawędzi.
Więcej o prasowaniu dowiesz się z jednego z naszych poprzednich artykułów.
Skrócenie czasu drukowania
PrusaSlicer oferuje dwa warianty oszczędności czasu i materiału. Pierwszą opcją jest parametr „Scalaj wypełnienie co X warstw”. Domyślna wartość to 1, czyli na każdej warstwie obrysu będzie drukowana jedna warstwa wypełnienia (1 = stosunek 1 warstwy wypełnienia do 1 warstwy obrysu). Zwiększenie wartości do 2 (stosunek 2:1) sprawi, że jedna warstwa wypełnienia (o odpowiedniej wysokości) będzie drukowana co 2 obrysy. Pamiętaj jednak, że nie możesz zwiększać tej proporcji w nieskończoność – PrusaSlicer pozwoli Ci ustawić ją bardzo wysoko, jednak w G-code zostanie zapisana maksymalna fizyczna wartość. Uściślając: jeśli używasz dyszy o średnicy 0,4 mm i warstwy o wysokości 0,15 mm, PrusaSlicer nie pozwoli wydrukować więcej niż 2 warstw obrysu przy jednej warstwie wypełnienia, ponieważ musiałoby być drukowane w powietrzu. Jeśli jednak drukujesz warstwę o wysokości 0,05 mm dyszą 0,4 mm, możesz scalać wypełnienie co 6 warstw (maksymalna wysokość warstwy w tym przypadku wynosi 0,3 mm).
Drugą opcją oszczędzania czasu (i materiału) jest parametr tylko potrzebne wypełnienie. Na przykład drukując kulę, wypełnienie będzie stanowić jedynie kolumnę na środku, aby podeprzeć ewentualne zwisy. Główną wadą tej opcji jest niska odporność na przebicie powłoki ze względu na ułożenie wypełnienia tylko w niektórych obszarach.
Zaawansowane
Te ustawienia wypełnienia to na prawdę zaawansowane parametry, które nigdy nie będą potrzebne większości użytkowników drukarek 3D. Mogą jednak przydać się w szczególnych przypadkach, więc mimo wszystko przyjrzyjmy się im:
Zwarte wypełnienie co X warstw może przydać się, jeśli chcesz zwiększyć wytrzymałość modelu (w takim przypadku jednak zwiększenie ilości obrysów da lepszy efekt) lub podzielić go na przegrody przydatne przy unoszeniu modelu na wodzie. Powoduje ona po prostu drukowanie zwartej warstwy w regularnych interwałach.
Kąt wypełnienia obraca wzór o określony kąt.
Minimalna powierzchnia zwartego wypełnienia przydaje się głównie przy malutkich i skomplikowanych wydrukach. Tym ustawieniem możesz określić przestrzenie, które zostaną wypełnione w całości (100% gęstości) – może to wzmocnić elementy.
Kąt linii mostów jest obliczany automatycznie przez PrusaSlicer. Jeśli zostawisz go na 0°, PrusaSlicer wybierze najlepszą wartość. Możesz jednak ją zmienić, jeśli chcesz. Wydruk mostu o kącie 0° można osiągnąć ustawiając ten parametr na 180°.
Retrakcja tylko przy przechodzeniu nad obrysami może nieznacznie skrócić czas potrzebny na wydrukowanie modelu i zwiększyć integralność wypełnienia. Wyłączenie retrakcji spowoduje wyciekanie filamentu, które będzie jednak niewidoczne (schowane wewnątrz modelu). Retrakcje pozostaną włączone dla obrysów.
Wypełnienie przed obrysami może pomóc podczas drukowania zwisów, które nie mają się do czego przyczepić, ale może również pogorszyć wygląd zewnętrznych powierzchni. Innym zastosowaniem jest czyszczenie kolorów z MMU2S – resztki zostaną wyczyszczone na wypełnieniu, a obrys będzie drukowany czystym filamentem.
Tu zakończymy nasz wgląd w świat wzorów wypełnienia. Oferujemy własne, dopracowane i testowane przez nas profile do PrusaSlicer, które powinny działać dla zdecydowanej większości użytkowników. Jeśli jednak Twoje wydruki nie są w 100% satysfakcjonujące lub chcesz trochę poeksperymentować, nie obawiaj się kombinowania z tymi ustawieniami. Dobrym sposobem na porównanie wyników jest wydruk kilku modeli przykładowych z innymi ustawieniami i porównanie wyników. Jeśli chcesz zagłębić się w tajniki druku 3D, zmiana ustawień wypełnienia jest zalecaną drogą – modele mogą być ładniejsze, trwalsze lub odkryjesz dla nich zupełnie nowe zastosowanie, ponieważ niektóre np. pomogą wydrukom utrzymywać się na wodzie. Nie wahaj się więc i baw się! I jak zwykle: Udanego drukowania!
Musisz się zalogować, aby móc dodać komentarz.