





Es posible que hayas notado que hay nuevos patrones de relleno en nuestra nueva versión de PrusaSlicer (2.3). Ahora, con la gran cantidad de opciones, es posible que incluso te sientas abrumado con todas las posibilidades. ¿Qué relleno deberías elegir? ¿Existe un patrón universal único que funcione para todos los modelos? ¿O debería elegir en cada caso específico? Echemos un vistazo a lo que se puede lograr utilizando el tipo de relleno correcto y ajustando sus parámetros.
¿Qué es el relleno y cómo te puede ayudar?
Primero, hagamos un resumen rápido de qué es un relleno y por qué es importante. Si eres un profesional de la impresión 3D, es posible que desees saltarte este capítulo, pero nunca está de más repasar los conceptos básicos, ¿verdad?
Los modelos impresos en 3D rara vez se imprimen con un 100% de relleno o completamente huecos. Por el contrario, usamos un método que llena el interior de un objeto con una estructura de soporte. Este método ayuda a mantener el modelo sólido y evita que aparezcan huecos y agujeros en la superficie de la pieza. Los modelos sólidos (100% de relleno) consumen grandes cantidades de filamento y tiempo. Además, en la mayoría de los casos, los modelos sólidos no proporcionarán mejores propiedades mecánicas en comparación con los modelos con un relleno más escaso. Si decides imprimir un modelo sin relleno, existe el riesgo de que la superficie del modelo se vea comprometida: puede haber pequeños espacios o incluso grandes agujeros. Es bastante obvio que la mejor solución se encuentra en algún punto intermedio. Con los ajustes de relleno adecuados, puedes ahorrar mucho material y tiempo. pero también crear algunos patrones interesantes en la superficie.
La mayoría de las veces, tiene muy poco sentido establecer una densidad de relleno superior al 40%. Nuestras pruebas revelaron que la mejor configuración de densidad es 10-20%, e implementamos este valor en nuestros perfiles PrusaSlicer . 10-20% es el equilibrio ideal entre resistencia, fiabilidad de impresión, tiempo de impresión y consumo de material. Por supuesto, para algunos objetos, un relleno del 5% (o menos) podría ser suficiente, especialmente las piezas grandes y simples impresas con PLA. Con una densidad superior al 20%, se obtiene una mayor tenacidad. Sin embargo, también se puede lograr el mismo efecto agregando más perímetros (Configuración de impresión/Capas y perímetros). Con diferentes configuraciones de impresión, puedes cambiar no solo la estructura interna y las propiedades mecánicas, sino también la velocidad de impresión, el consumo de material y la superficie del objeto.
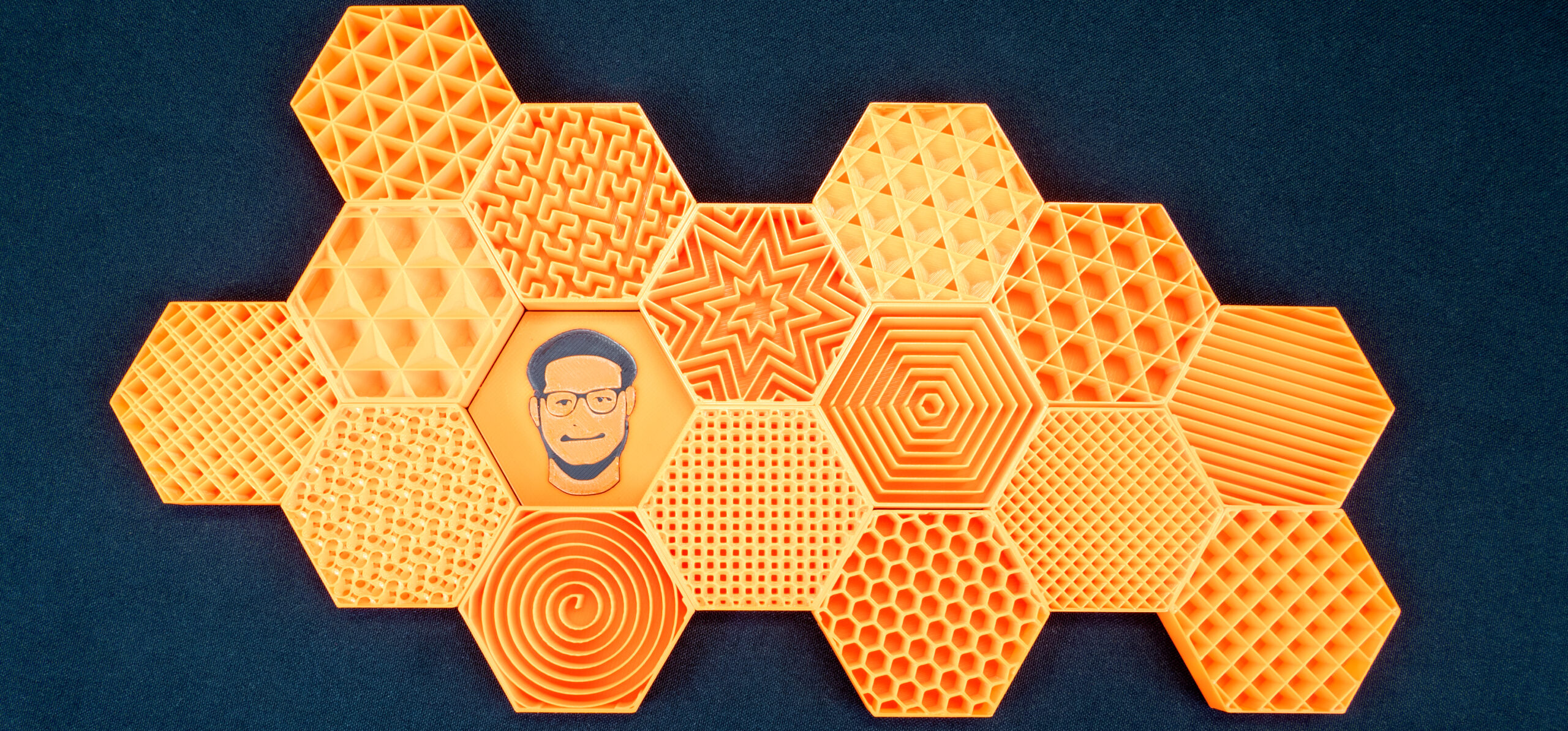
Antes de comenzar con la configuración avanzada, permita que echemos un vistazo rápido a todos los tipos de rellenos disponibles y sus propiedades uno por uno.
Tipos de relleno y sus propiedades
La lista de rellenos ha crecido mucho y puede resultar difícil elegir el tipo correcto. Aunque puede parecer que difieren principalmente en apariencia, es justo al revés. Por ejemplo, algunos rellenos pueden ahorrarnos mucho material y tiempo, algunos pueden llenarse de líquido, etc.
Rectilíneo
Rectilíneo es uno de los patrones de relleno básicos. Crea una cuadrícula rectilínea imprimiendo una capa en una dirección, la siguiente capa rotada 90 °, etc. De esta manera, ahorra filamento y no acumula material en los cruces (a diferencia de la cuadrícula). Es uno de los rellenos impresos más rápidos.
Este tipo de relleno es el único recomendado para una impresión de relleno al 100% . Si tienes otro tipo de relleno configurado en tu perfil y cambias el porcentaje de relleno al 100% de densidad, PrusaSlicer cambiará automáticamente el tipo de relleno a rectilíneo.
Rectilíneo alineado
Este relleno está formado por líneas paralelas dibujadas en el interior del modelo, que se asemejan a las estructuras de soporte exteriores. Al igual que el tipo anterior, este relleno ahorra tiempo, tiene un consumo medio de material y además no acumula material en los cruces. Sin embargo, el uso de este relleno puede causar algunos problemas cuando la dirección de las líneas en el relleno es la misma que en el relleno de la primera capa sólida superior; si están perfectamente paralelas, las capas superiores pueden tener problemas con el puente.
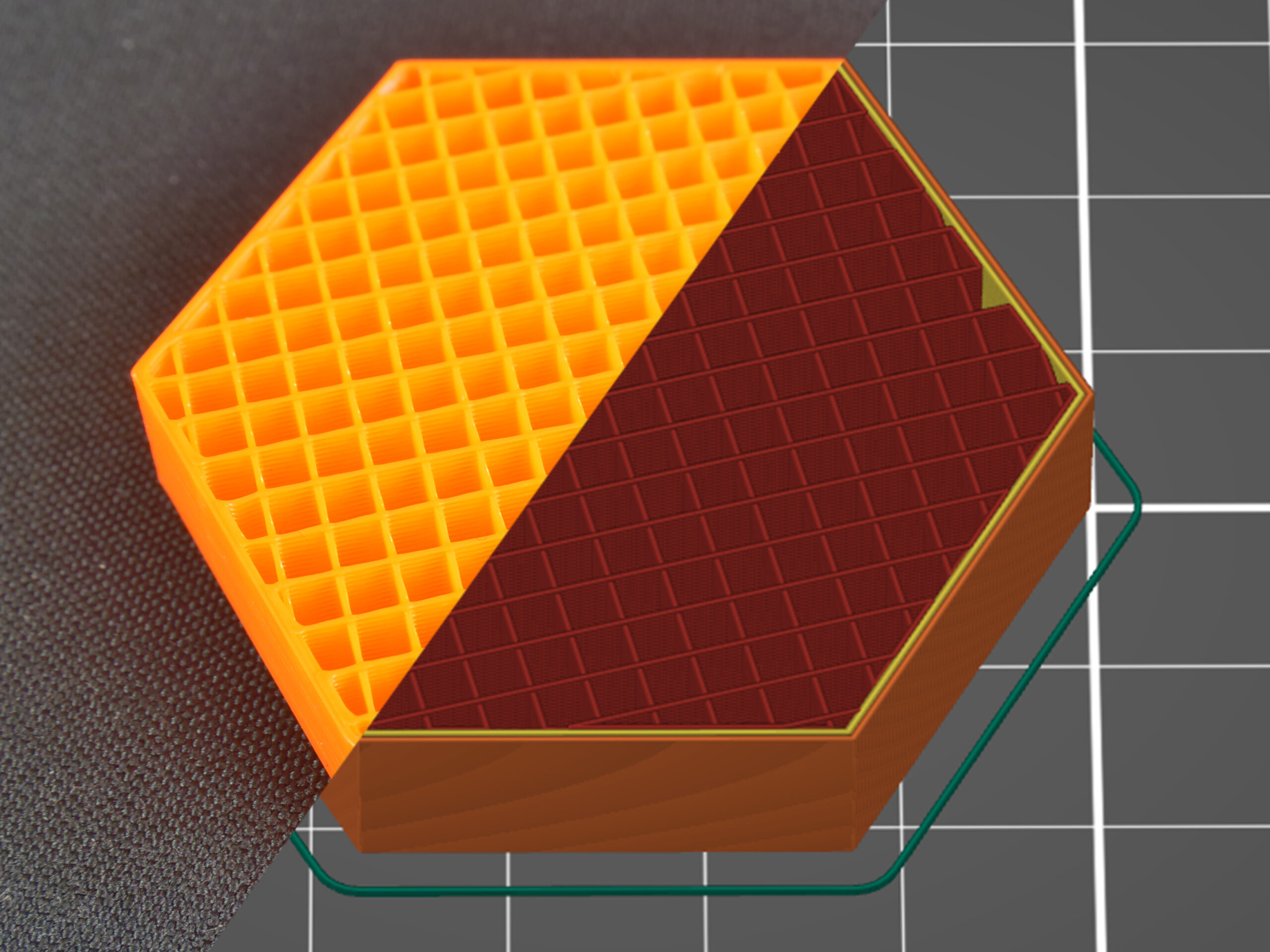
Cuadrícula
Esta es una de las variantes de relleno más simples y rápidas. A diferencia del rectilíneo, se imprime en ambas direcciones (girado 90°) en cada capa . De esta forma, el material se acumula en los puntos donde se cruzan los caminos. El relleno de la rejilla es más sólido (y tiene una mejor adherencia de la capa) que el relleno rectilíneo, sin embargo, a veces puede causar un ruido molesto o incluso un problema de impresión debido a que la boquilla pasa por los cruces donde se acumula el material.

Debido a la forma en que se imprime este relleno, los caminos se cruzan y hacen que el material se acumule en estos puntos. Es posible que escuche un ruido específico cuando la boquilla golpea estas partes. Esto incluso puede provocar que la impresión falle.
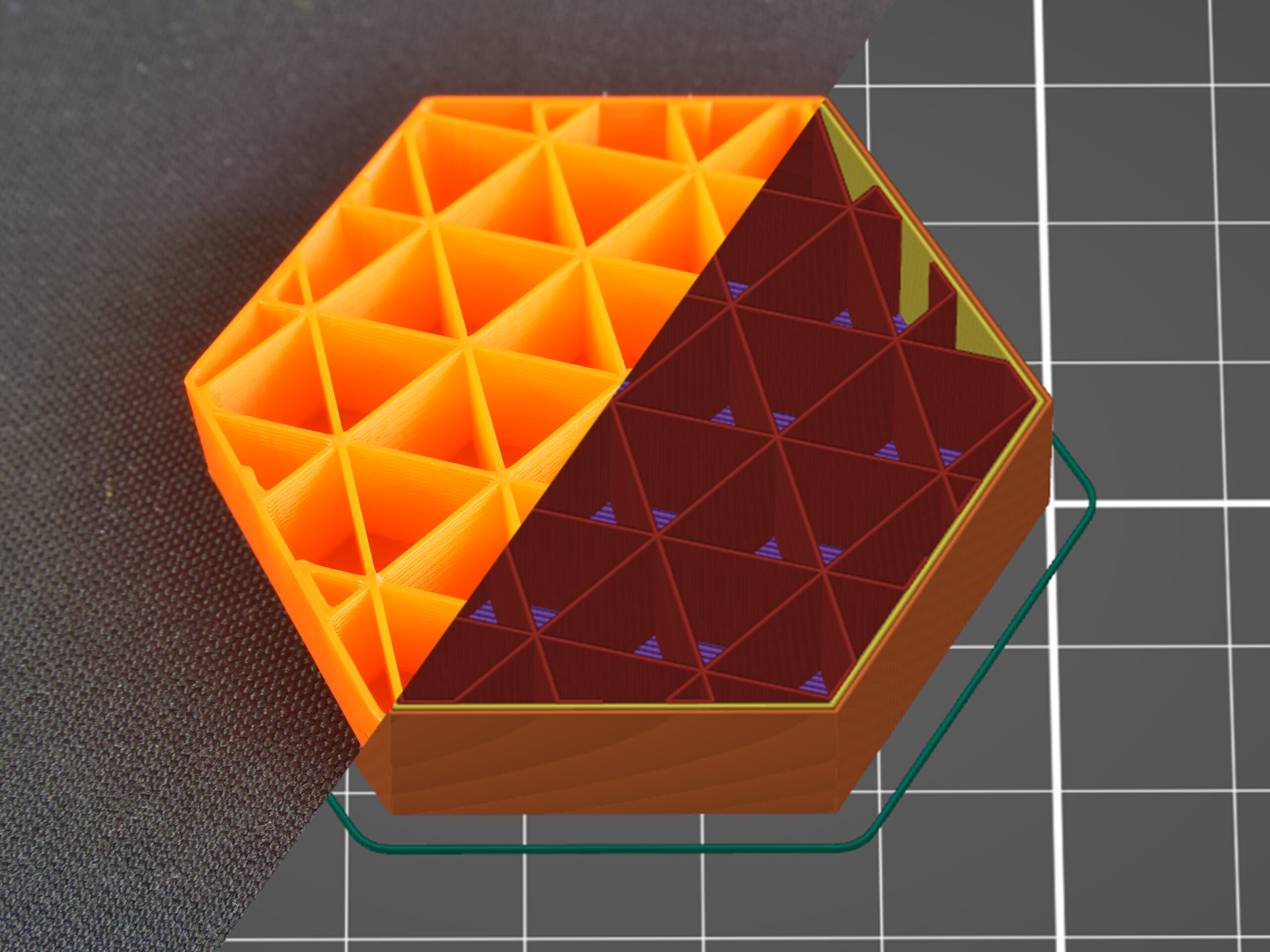
Triángulos
Este relleno funciona de manera similar al relleno de cuadrícula: los caminos se cruzan en una capa, sin embargo, esta vez se imprimen en tres direcciones y forman una estructura triangular. El consumo de material y tiempo es casi idéntico al de la cuadrícula.
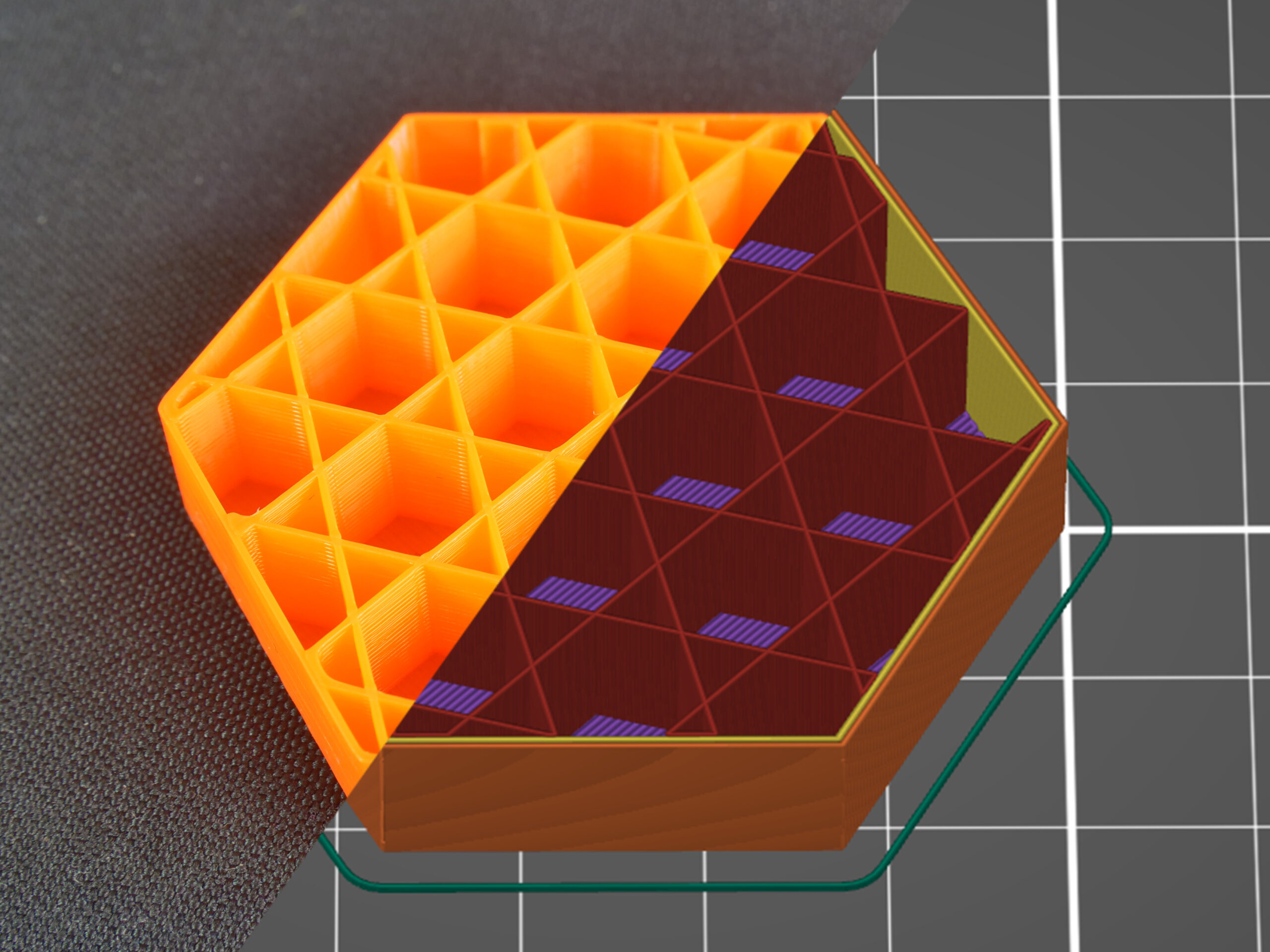
Estrellas
El relleno de estrellas se basa en triángulos, pero las trayectorias cambian para formar estrellas de seis puntas. Nuevamente, este relleno se crea mediante líneas que se cruzan entre sí dentro de una sola capa. El consumo de material y tiempo es similar al relleno anterior.
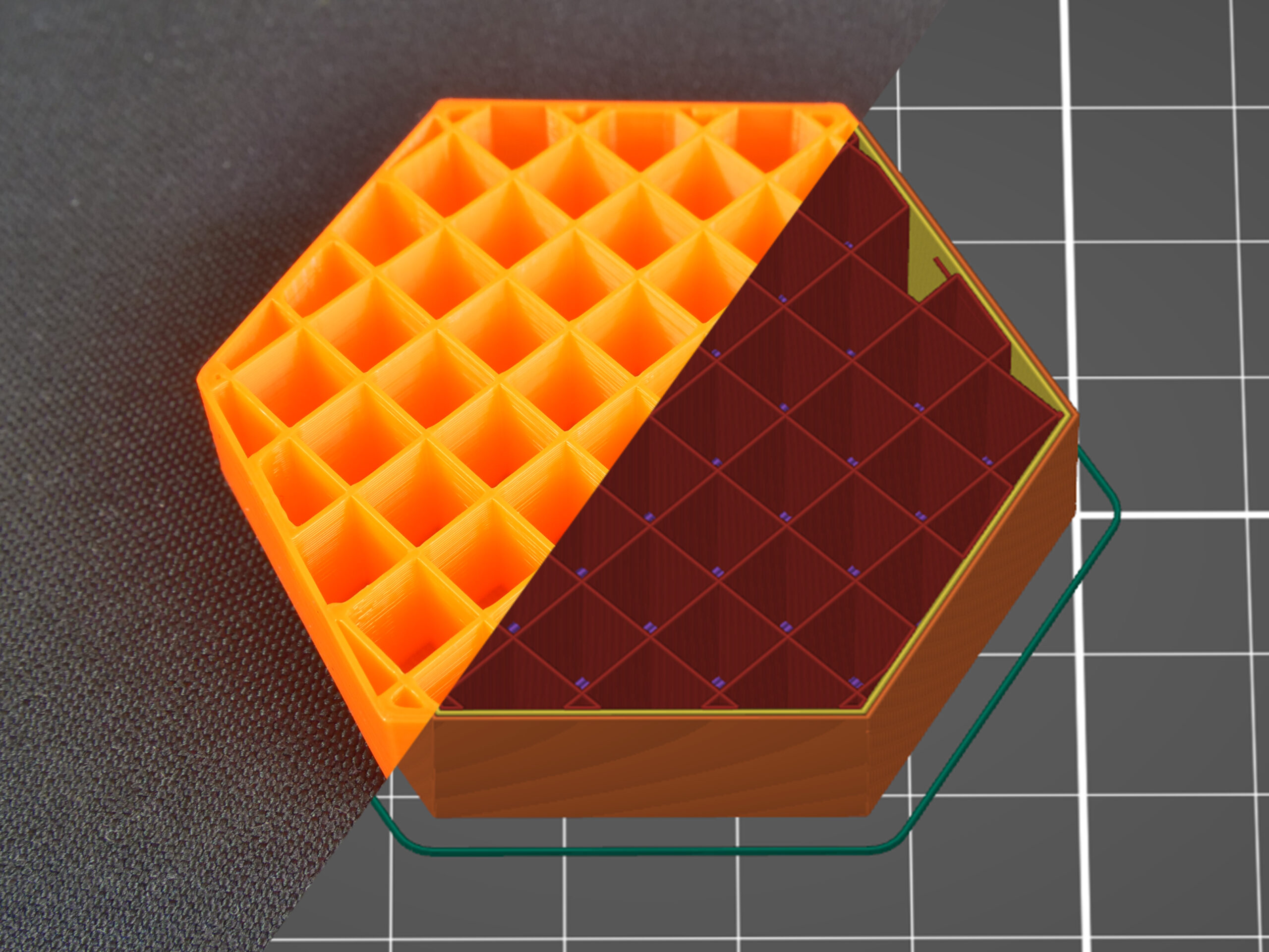
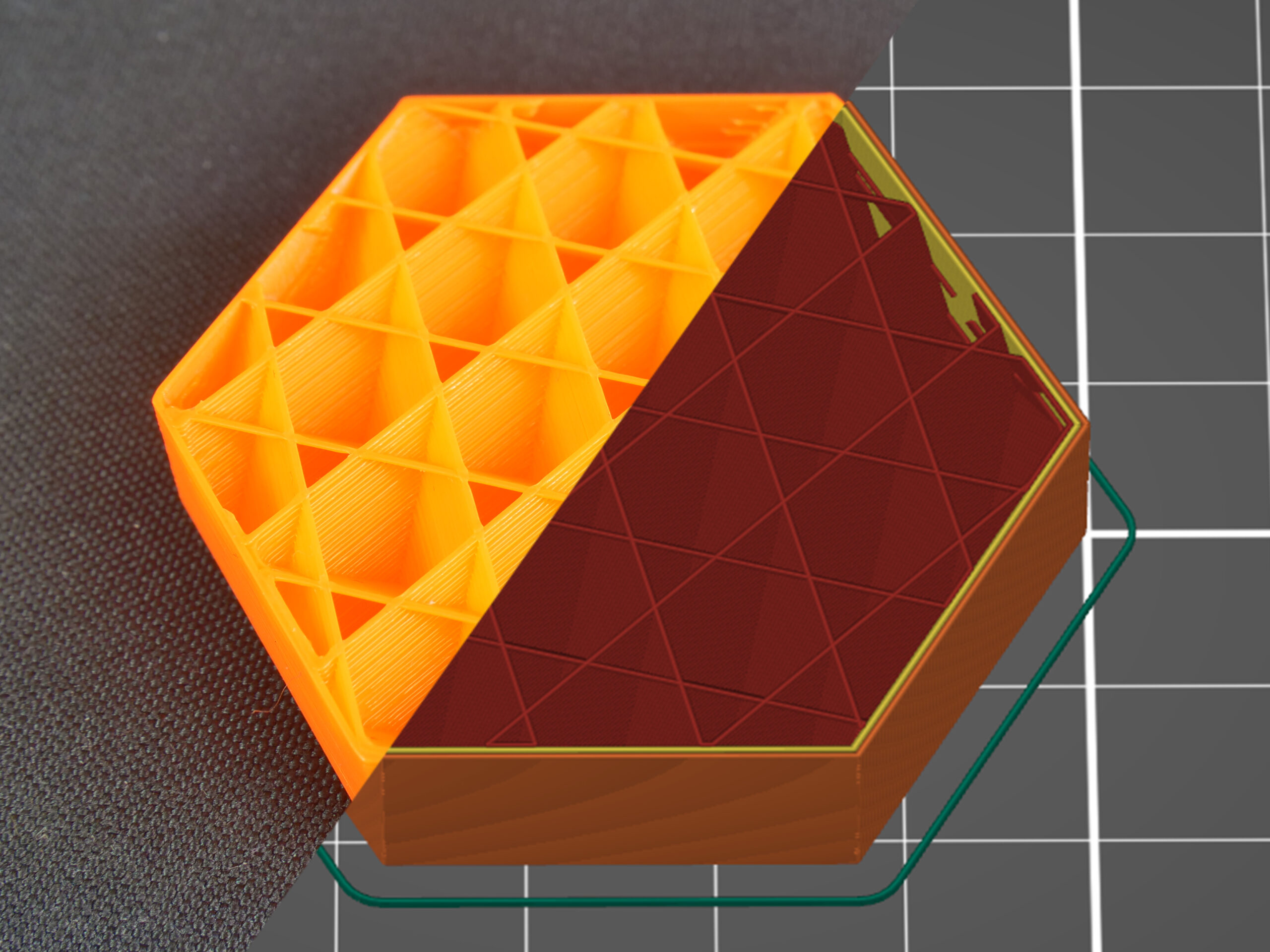
Cúbico
Nuevamente, este es un relleno con caminos que se cruzan en cada capa. Sin embargo, a diferencia de los rellenos descritos anteriormente, crea cubos orientados con una esquina hacia abajo. De esta manera, crea numerosas bolsas de aire que pueden servir como aislamiento térmico o hacer que el objeto flote en el agua (con filamentos impermeables como PETG). El tiempo de impresión y el consumo de filamento no difiere de los rellenos anteriores.
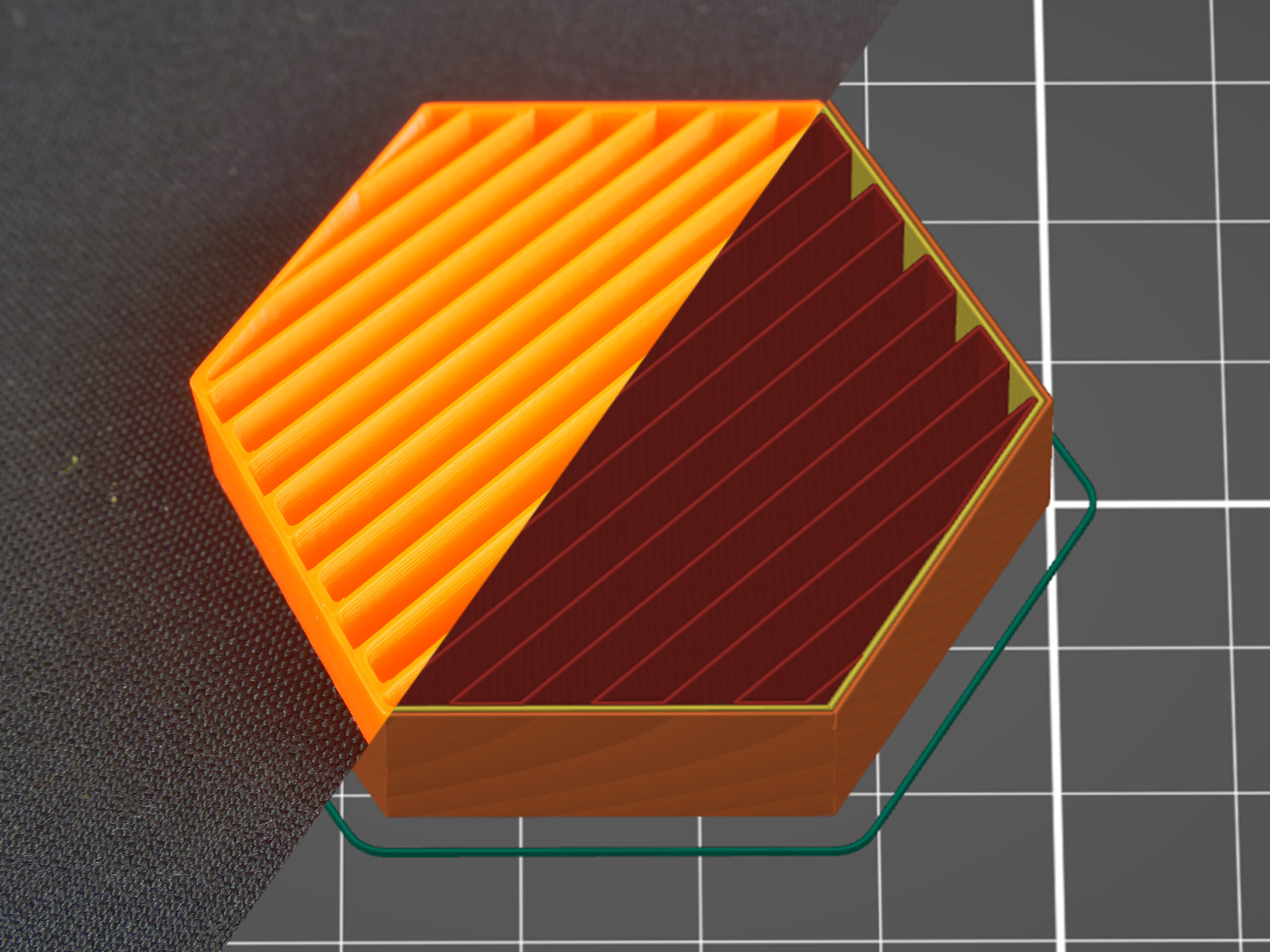
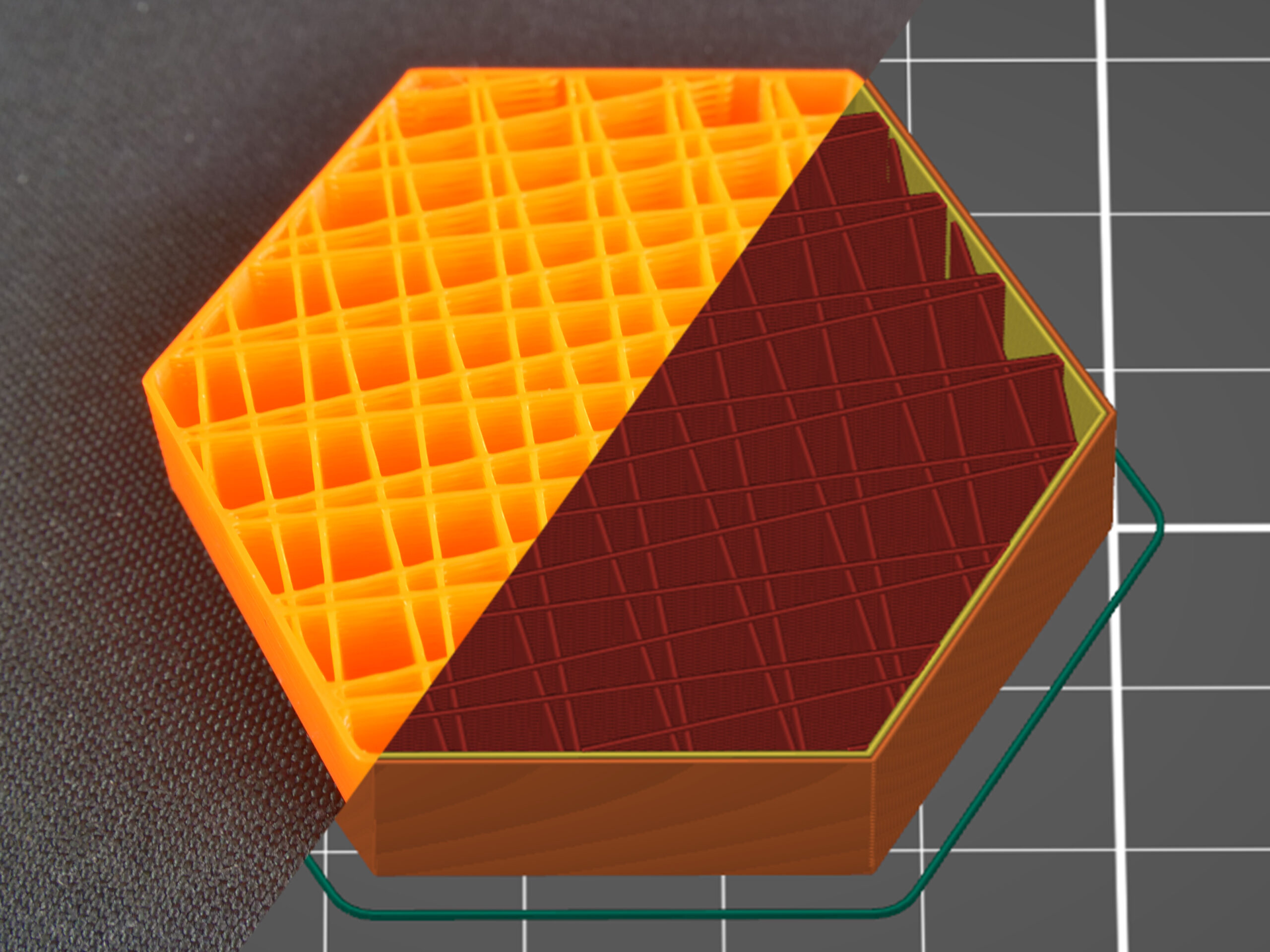
Línea
La línea es uno de los rellenos que no presenta ningún cruce en una capa. Sus recorridos son similares al relleno rectilíneo pero no son paralelos entre sí. En cambio, se imprimen en un ángulo agudo. Como era de esperar, este relleno es similar al rectilíneo cuando se trata de tiempo de impresión y consumo de material.
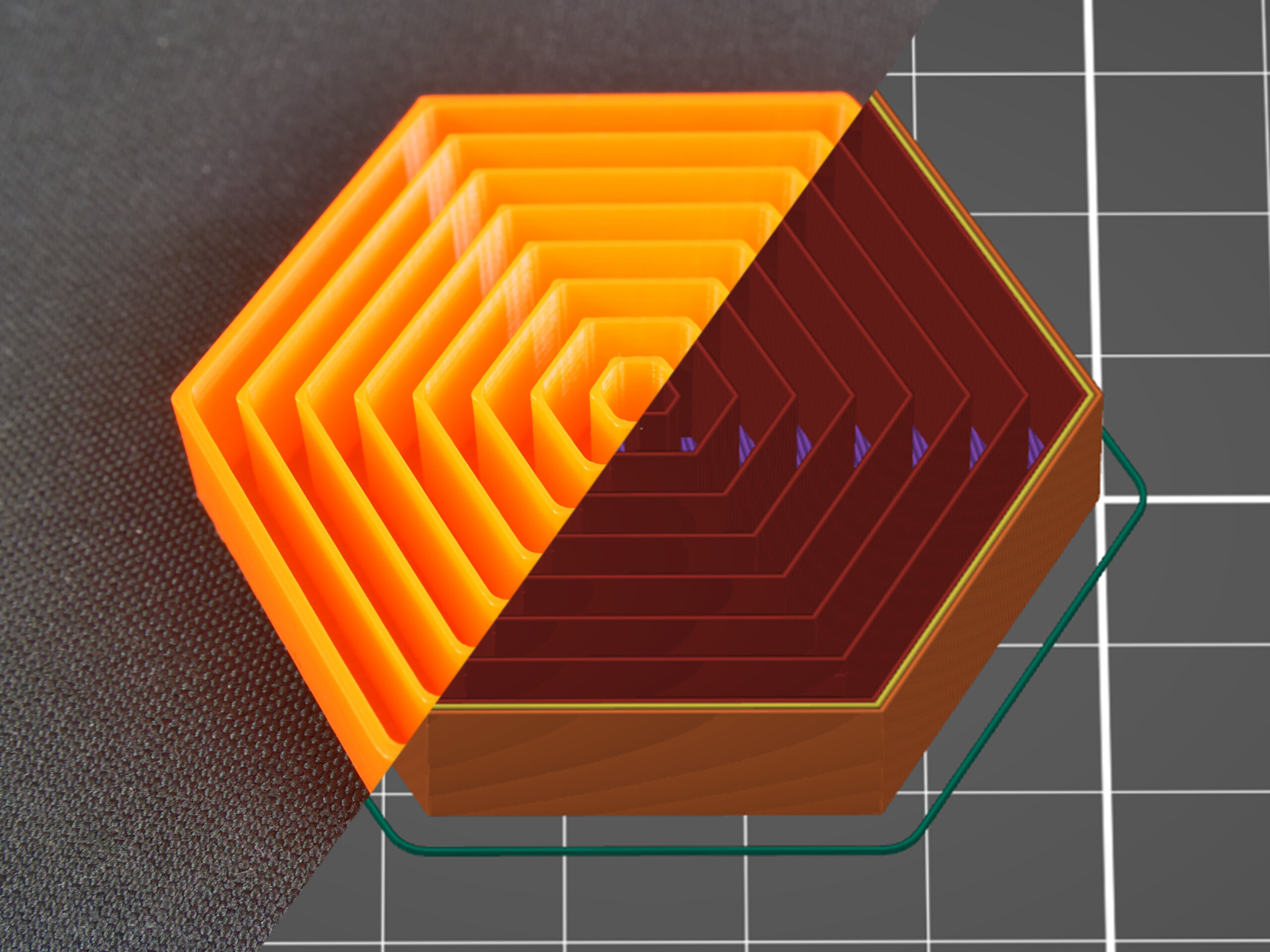
Concéntrico
El relleno concéntrico traza las líneas del perímetro del modelo y las hace más pequeñas hacia el centro. En otras palabras: si imprime un cilindro, el relleno concéntrico creará círculos concéntricos dentro de ese cilindro. Esto puede resultar útil con piezas transparentes o modelos flexibles (neumáticos RC, por ejemplo). La principal desventaja es el tiempo dedicado a imprimir. El consumo de material no es más alto que los tipos anteriores de patrones de relleno.
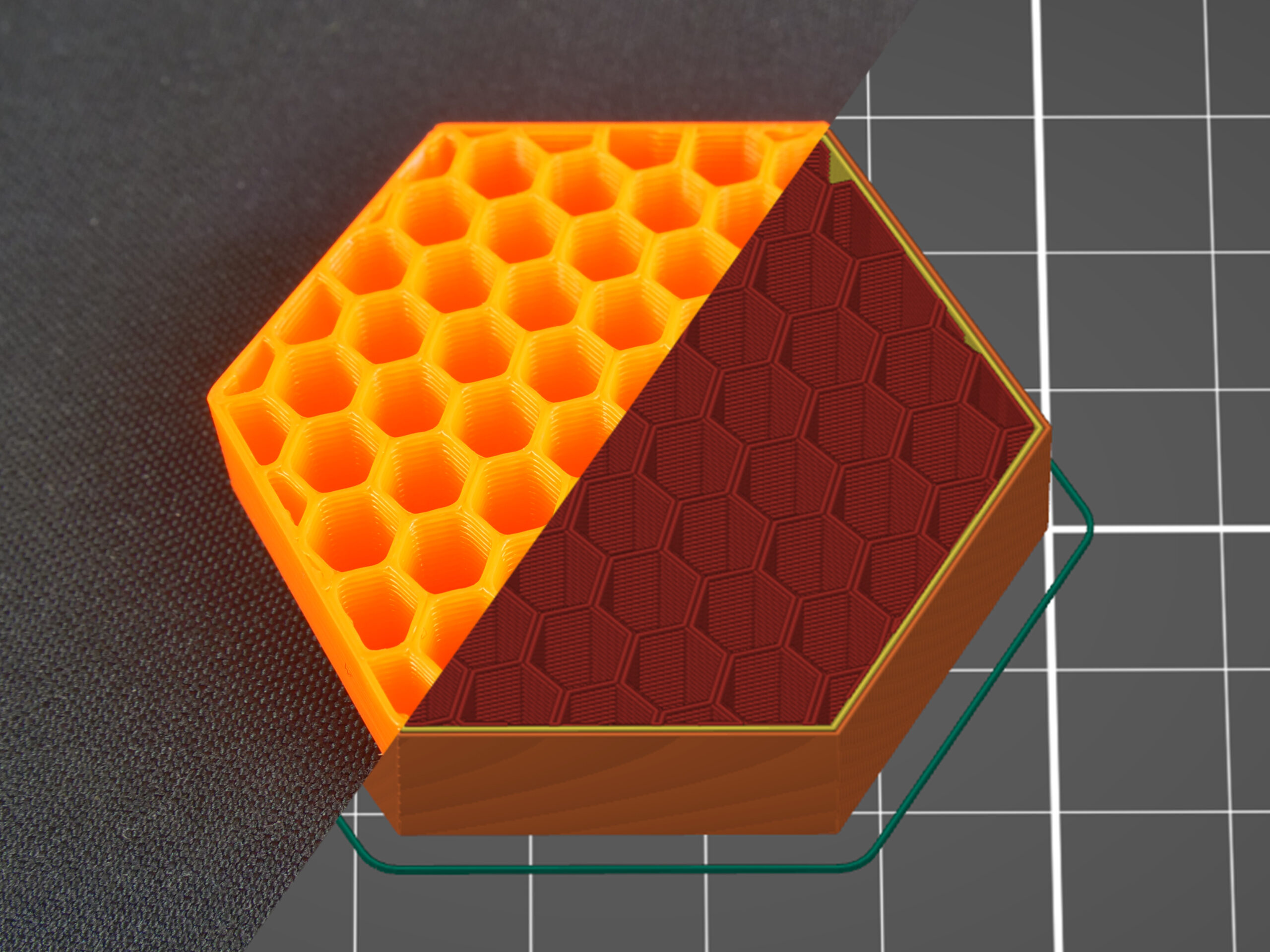
Panal de abeja
Este relleno imprime una cuadrícula formada por hexágonos. Su principal ventaja es la resistencia mecánica y realizar recorridos óptimos sin cruces. Las principales desventajas son un mayor consumo de material (aproximadamente un 25% más) en comparación con otros rellenos y un tiempo de impresión que puede llevar hasta el doble de tiempo que las opciones descritas anteriormente.
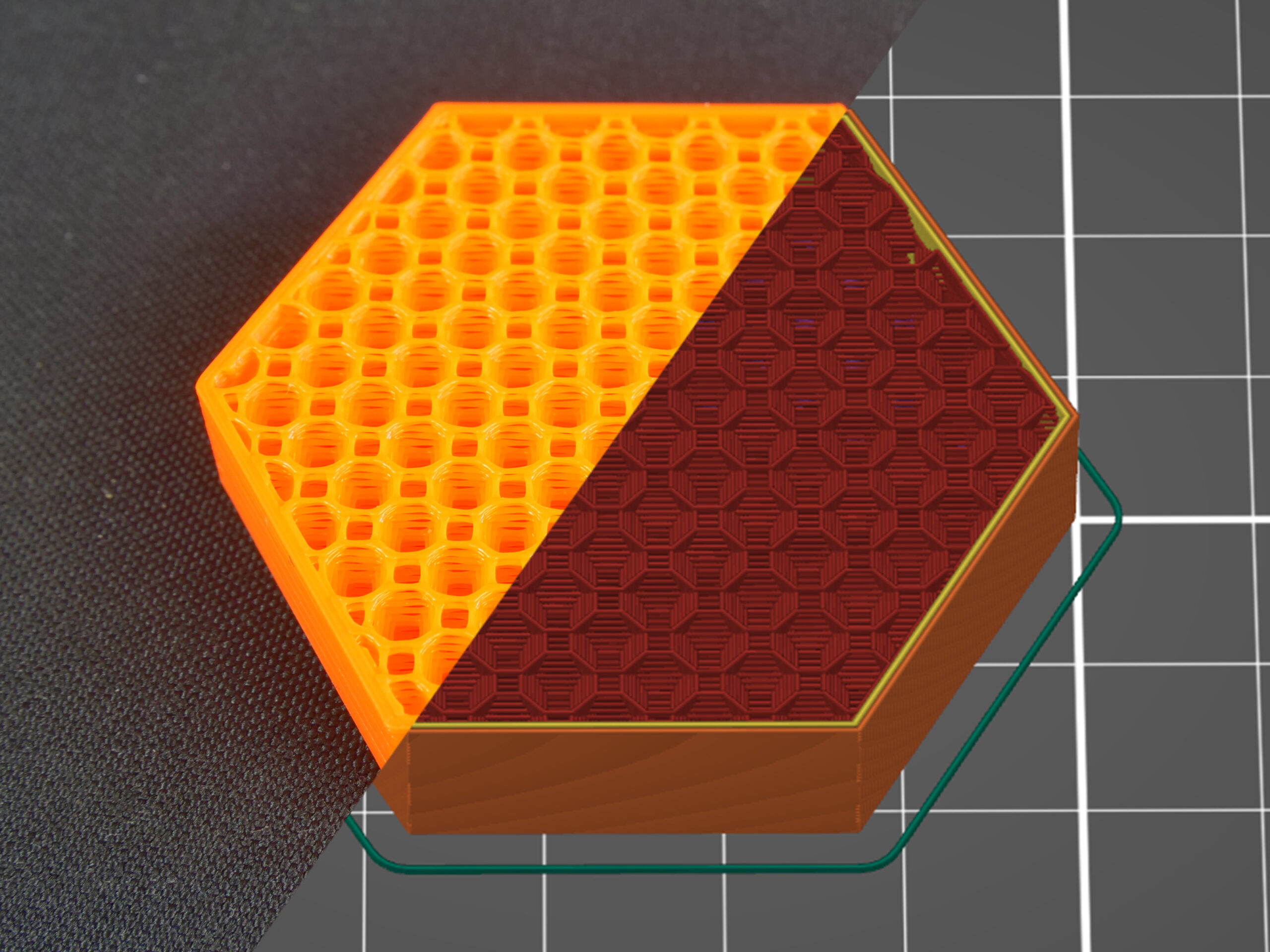
Panal 3D
El panal de abeja 3D imprime cuadrados y octágonos más grandes y más pequeños para crear columnas de un grosor que aumenta y disminuye periódicamente. De nuevo, este relleno no tiene líneas que se crucen en una capa, sin embargo, debido a la forma en que establece los caminos, crea pequeños espacios entre capas. El consumo de material y el tiempo de impresión son ligeramente peores en comparación con el patrón de panal normal.
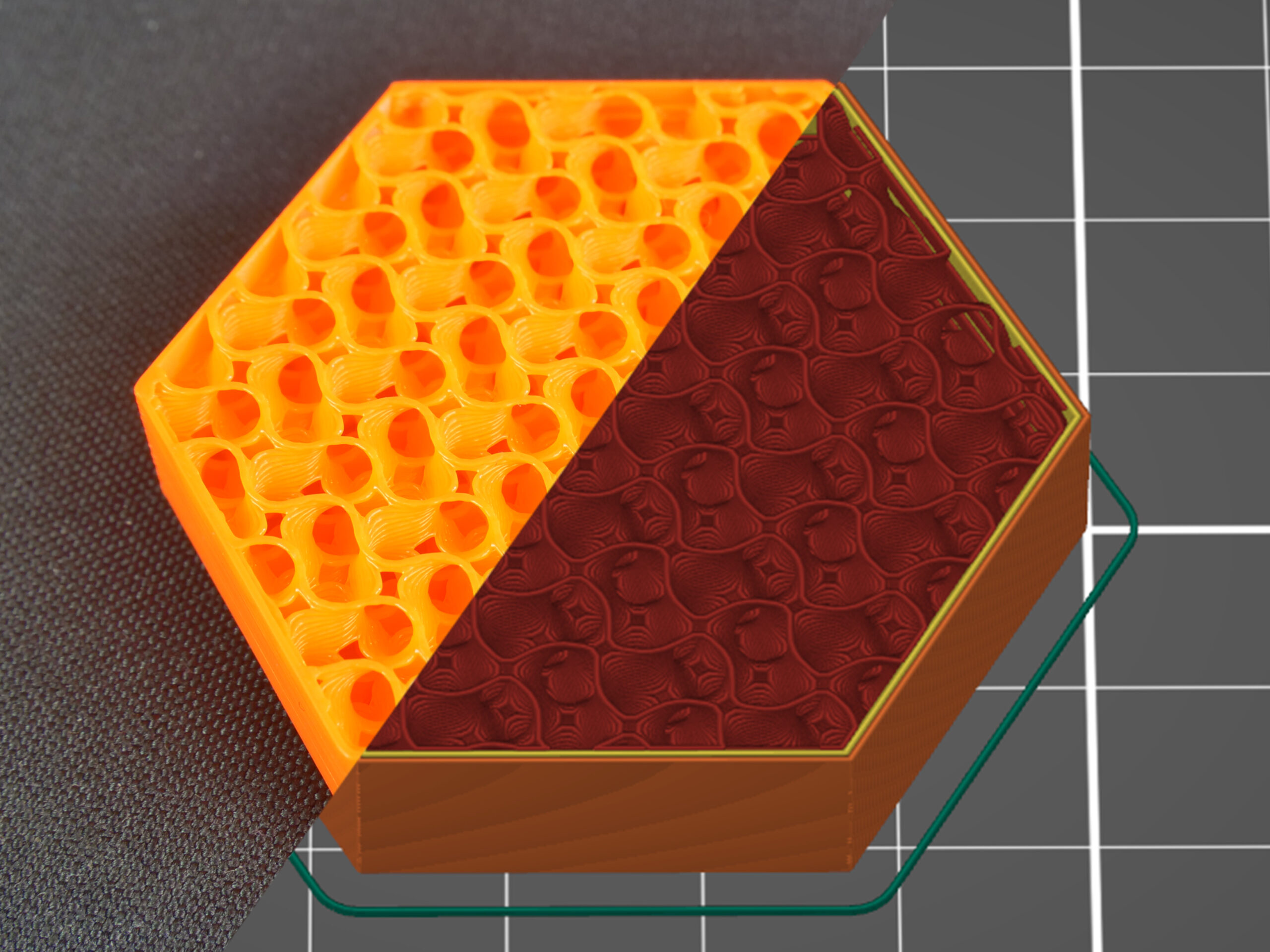
Giroide
Giroide es nuestro favorito y uno de los mejores rellenos. Es una de las pocas estructuras 3D que proporciona un gran apoyo en todas las direcciones. Además, se imprime relativamente rápido, ahorra material, no tiene líneas cruzadas en una capa y es visualmente agradable. La forma especial de este relleno permite rellenarlo con resina epoxy u otro líquido.
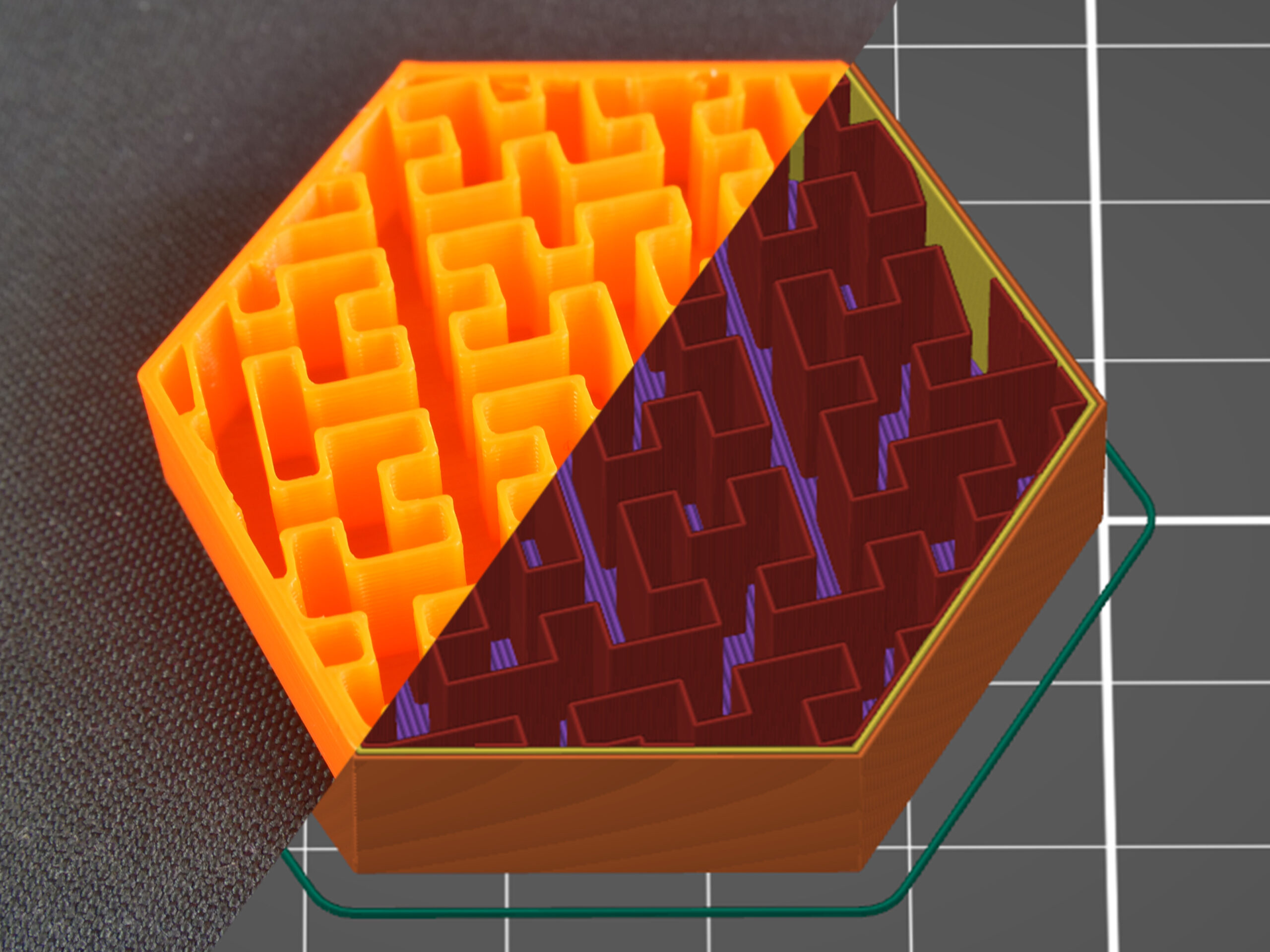
Curva de Hilbert
La curva de Hilbert crea un laberinto rectangular dentro del modelo. La principal ventaja de este relleno es su apariencia no tradicional, además de que puede llenarse fácilmente con resina epoxy u otro líquido: el modelo se divide en varias cavidades grandes, en lugar de una serie de pequeñas «burbujas». La principal desventaja de este relleno es un mayor tiempo de impresión, que se encuentra en algún lugar entre los rellenos de panal y rectilíneos. El consumo de material de la curva de Hilbert es similar al rectilíneo.
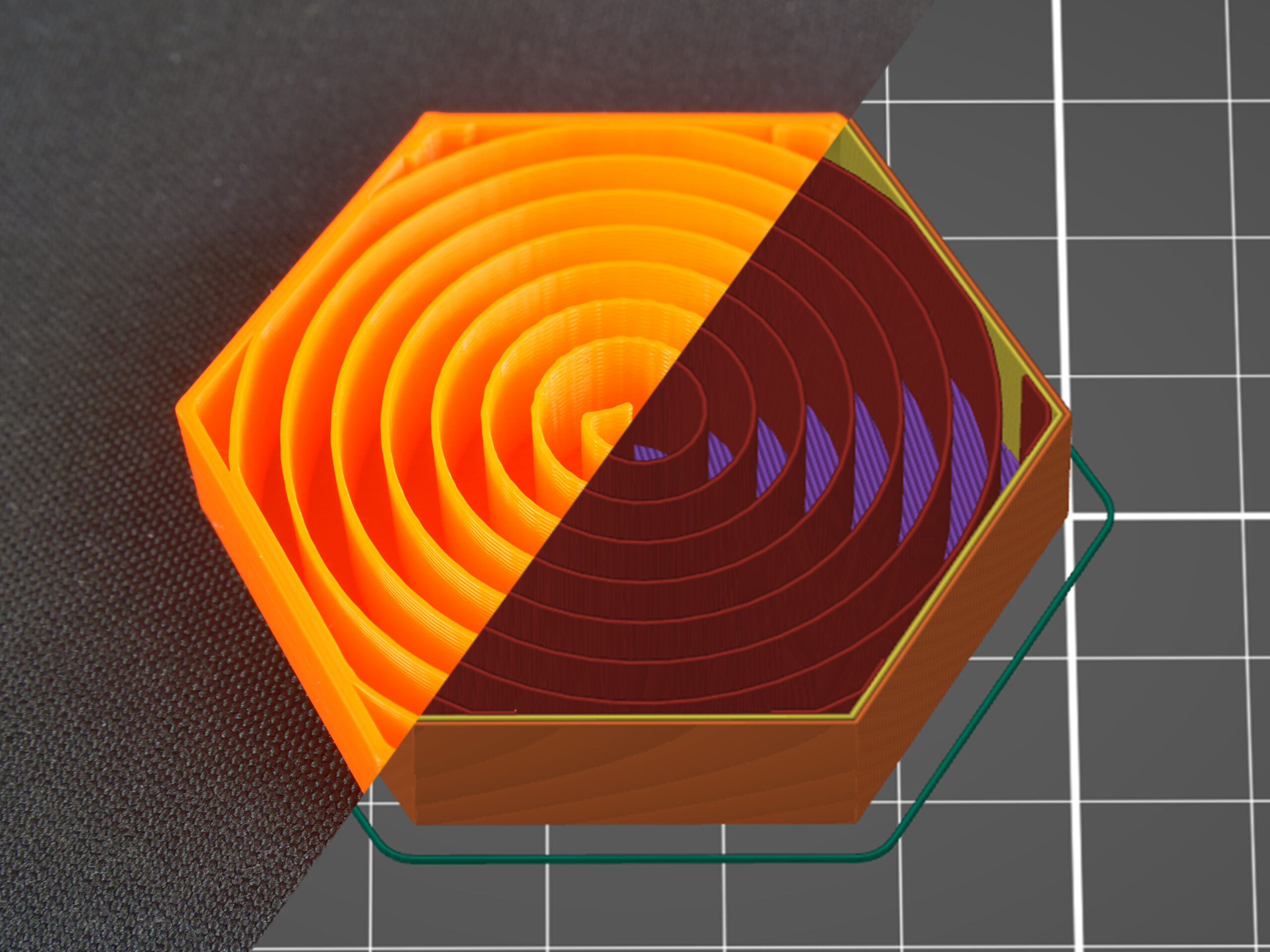
Cuerdas de Arquímedes
Nuevamente, este relleno retorcido en espiral permite un llenado más fácil de líquido. Esta forma simple ahorra material y tiempo (en comparación con el relleno rectilíneo). De manera similar al relleno concéntrico, los acordes de Arquímedes ayudan con la flexibilidad del modelo si lo imprime con filamento flexible.
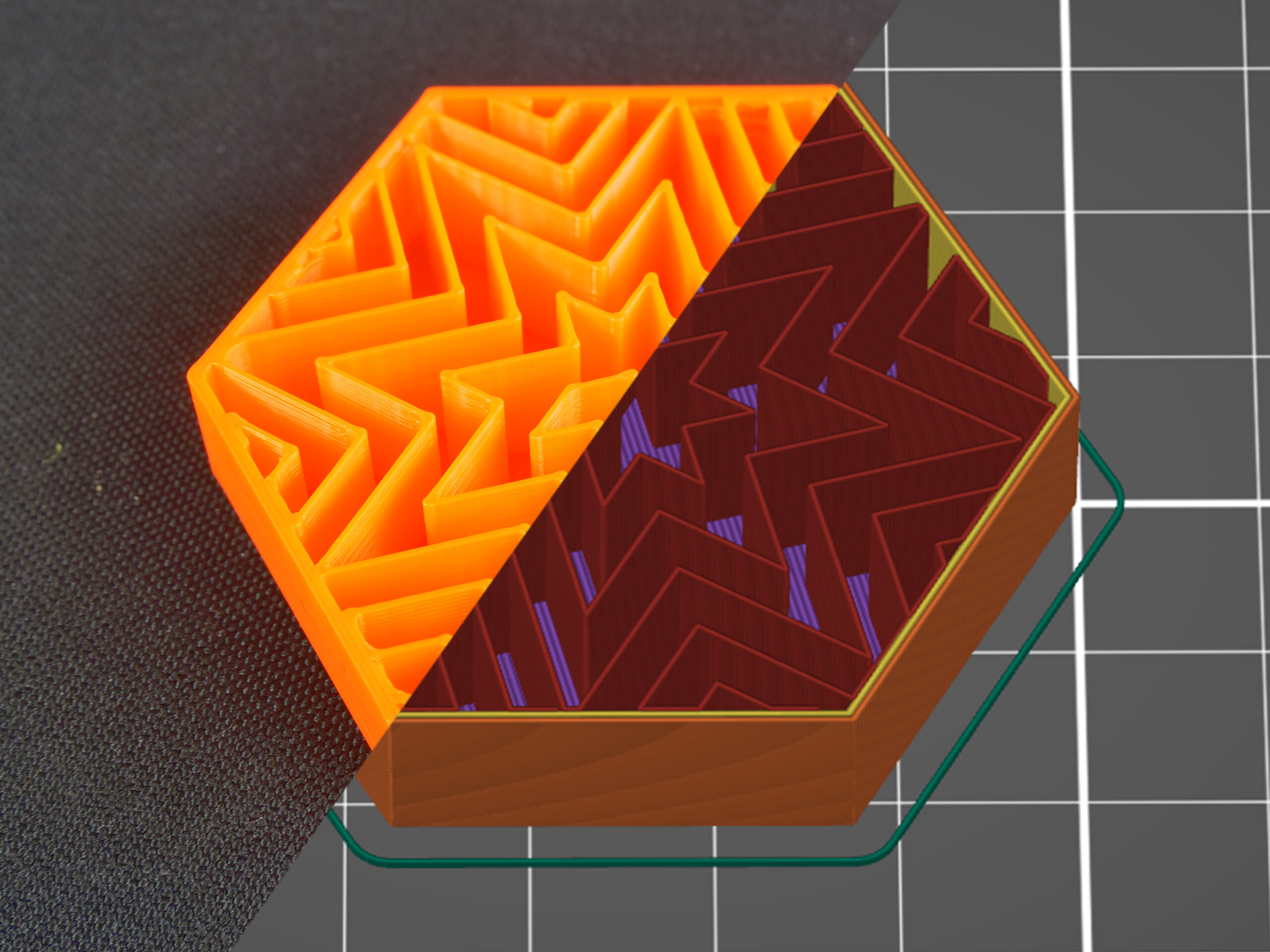
Espiral de octograma
La espiral de octograma permite llenar el objeto con líquido fácilmente debido a los compartimentos más grandes hechos con este tipo de relleno. La espiral de un octograma también puede ayudar con la flexibilidad para ciertos modelos. Pero principalmente es con fines estéticos y soporte de la capa superior. El consumo de material es similar al de las cuerdas de Arquímedes, pero el tiempo de impresión es un poco más largo.
Cúbico adaptativo
El relleno cúbico adaptativo funciona según el mismo principio que el cúbico: consiste en cubos orientados con una esquina hacia abajo donde las líneas se cruzan en una capa. Pero hay una gran ventaja: a diferencia de un relleno cúbico simple, este patrón hace que el relleno sea más denso hacia los bordes del modelo, dejando grandes cavidades en el medio. El consumo de material es de aprox. ¼ menos que el relleno rectilíneo.
El relleno cúbico adaptativo funciona refinando las celdas de un octárbol que contienen cualquier triángulo del objeto. Se agregan anclajes a cada línea de relleno. Esto hace que el relleno sea más resistente y estabiliza el flujo de extrusión al comienzo de una línea de relleno. Básicamente, este relleno se vuelve automáticamente más o menos denso, dependiendo de la distancia a la pared más cercana. Esto es especialmente útil para impresiones grandes con un gran volumen interno. El resultado es un tiempo de impresión más corto y un menor consumo de filamento al tiempo que se mantiene un gran soporte para las capas superiores y propiedades mecánicas similares.
Soporte cúbico
El relleno cúbico de soporte funciona de manera similar al tipo anterior pero con una diferencia: la densidad del relleno aumenta solo en el eje Z. Su función principal es apoyar las capas superiores ahorrando la mayor cantidad de material posible, no mejora las cualidades mecánicas del modelo. El consumo de material y el tiempo de impresión de este relleno es, con mucho, el más bajo de todos los rellenos admitidos.
Tipos de relleno de la capa superior (inferior)
La edición del relleno no termina con elegir un tipo de relleno para las partes internas del objeto. También puedes cambiar los tipos de relleno de la capa superior e inferior para obtener resultados interesantes. Estos se pueden ajustar en la pestaña Configuración de impresión/Relleno/Patrón de relleno superior (inferior). Sin embargo, cambiar el relleno superior o inferior afecta principalmente a los cambios estéticos y no mejora las propiedades mecánicas del modelo.
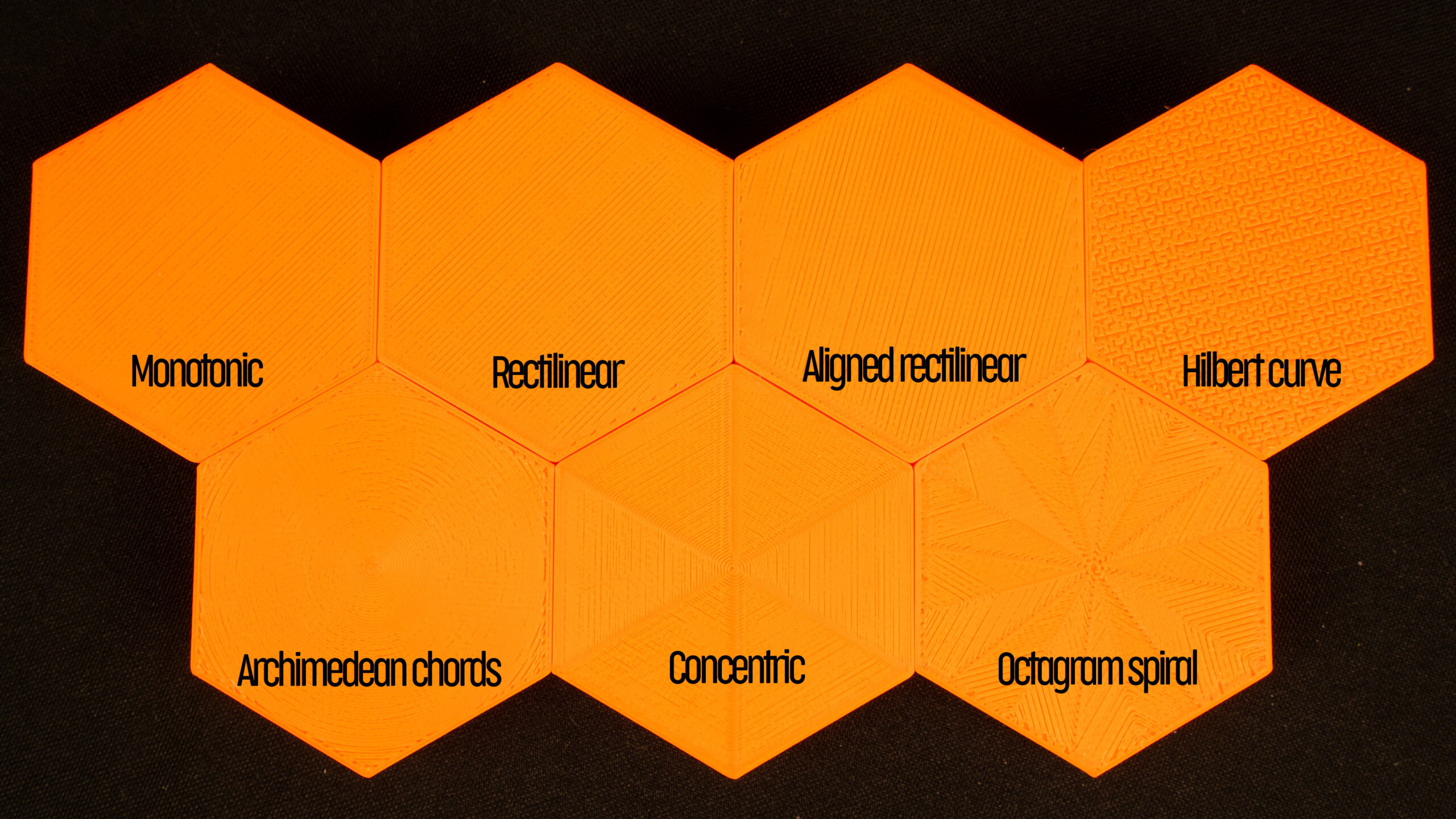
Los siete tipos de rellenos superiores (inferiores) se imprimen con un flujo del 80% para resaltar los patrones.
Rectilíneo
Nuevamente, este es uno de los tipos más comunes (y básicos) de relleno superior. Las rutas de impresión están orientadas en zig-zag para toda la capa. Sin embargo, este es el tipo de relleno más simple que no proporciona ninguna ventaja (consulta Relleno monotónico).
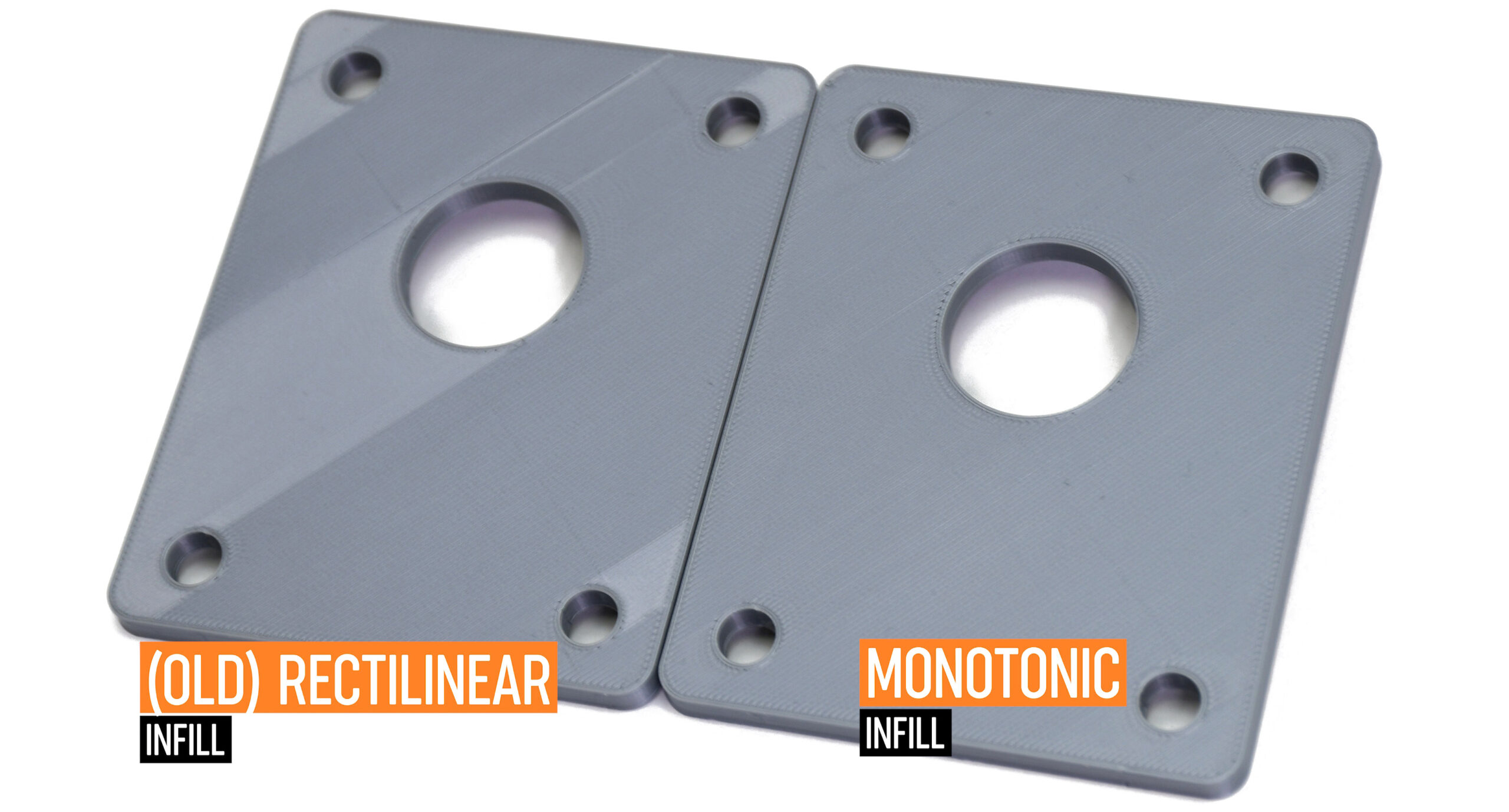
Monotónico
El patrón de relleno monótono llena la capa superior (inferior) con líneas paralelas, similar al tipo de relleno rectilíneo. Sin embargo, este relleno funciona con la planificación de ruta avanzada. A diferencia del rectilíneo, este relleno siempre se imprime de izquierda a derecha y nunca en la dirección opuesta. Este sencillo sistema conduce a conseguir un relleno homogéneo sin feos salientes. Estos generalmente aparecen con otros rellenos cuando los caminos de izquierda a derecha se encuentran con los de derecha a izquierda. Este método aparentemente simple es sorprendentemente difícil de implementar. Usamos la variante Ant Colony System descrita por Raad Salman.
Rectilíneo alineado
Este patrón de relleno funciona de manera similar al relleno rectilíneo, pero las últimas capas en todas las superficies superiores están alineadas en la misma dirección. En cambio, las rutas de ambas capas son paralelas entre sí. Esto puede ayudar a crear un patrón de capa superior homogéneo para modelos que tienen capas superiores en diferentes alturas (imagina el modelo de escalera).
Concéntrico
El patrón de relleno concéntrico copia las formas del perímetro. Si imprime un cilindro, creará círculos concéntricos en la parte superior del modelo.
Curva de Hilbert
Esto es principalmente un relleno estético. Si está impreso en el interior, Hilbert Curve crea formas rectangulares, mientras que la capa superior se parece más a una canasta de mimbre. Algunas personas dicen que parece «gusano». Este relleno aumenta significativamente el tiempo de impresión debido a la forma compleja.
Cuerdas de Arquímedes
La capa superior de las cuerdas de Arquímedes está impresa en espiral. Este relleno puede ahorrar tiempo al imprimir ciertos modelos.
Espiral de octograma
Nuevamente, este relleno se describe anteriormente. Es bueno principalmente con fines estéticos, pero debido a la forma compleja prolonga el tiempo de impresión.
Ajustes avanzados
PrusaSlicer te permite ajustar los patrones de relleno aún más. Si cambias al modo Avanzado o Experto, encontrarás muchas más configuraciones en la pestaña Relleno. Dejemos que eches un vistazo a todas las configuraciones relacionadas con los rellenos, independientemente de si está en modo avanzado o experto:
Longitud del anclaje del relleno
El relleno generalmente está conectado a los perímetros con lo que llamamos anclaje, que es una línea corta de otro perímetro (interior) que se convierte en una línea de relleno. La longitud del valor del anclaje del relleno establece cuántos milímetros de este anclaje conectarán el relleno y los perímetros. Si estableces este valor en 0, el relleno se imprimirá de forma independiente en los perímetros. Establece un valor más alto para imprimir el anclaje que continuará como el relleno en sí. El anclaje del relleno ayuda a aumentar la integridad y resistencia del modelo.
Longitud máxima del anclaje del relleno
Este valor establece la longitud máxima del anclaje del relleno que conecta el relleno con los perímetros.
Planchado
El planchado crea una superficie superior lisa en planos horizontales: las trayectorias de los filamentos son casi invisibles. ¿Cómo se logra esto? La boquilla caliente pasa una vez más por la superficie pero con poco flujo de filamento. Activar o desactivar y/o elegir el tipo de planchado (todas las superficies superiores, solo la superficie superior, todas las superficies sólidas) debería ser suficiente para la mayoría de los usuarios de impresoras 3D. Sin embargo, es posible que algunos deseen modificar la velocidad de flujo o el espacio entre las pasadas de planchado. El caudal se establece como un porcentaje vinculado a la altura normal de la capa, el espacio entre pasadas de planchado indica qué tan lejos deben estar las pistas de las boquillas paralelas entre sí. Estos valores de parámetros se establecen en valores óptimos, pero puedes experimentar con ellos como desee, si no estás satisfecho con los resultados.

Si aumentas el flujo, corres el riesgo de que los restos de material queden en la superficie. Además, las pistas de las boquillas pueden permanecer visibles. Por otro lado, un flujo más bajo dejará visibles las trayectorias de la última capa debido a la falta de material que llene los huecos.
El espaciado entre pasadas de planchado también tiene una gran influencia en la visibilidad de la capa superior. Para que sea un poco más fácil de imaginar, lo compararemos con un quitanieves. Digamos que usa solo una parte de la hoja del arado para limpiar la nieve; eliminará cierta cantidad de nieve y también limpiará la parte arada del camino. Sin embargo, si clavas toda la hoja del arado en la nieve y avanzas, creará un caminos, pero quedará un exceso de nieve a los lados.
Para obtener más información sobre el planchado, lee nuestro artículo anterior .
Reducir el tiempo de impresión
PrusaSlicer ofrece dos variantes de ahorro de tiempo y material. La primera opción es combinar el relleno cada X capas. El valor predeterminado se establece en 1, donde cada capa de perímetro se imprime con una capa de relleno (1 = proporción de 1 capa de relleno por 1 capa de perímetro). Aumentar el valor a 2 (proporción 2: 1) imprimirá una capa de relleno (de la altura de capa correspondiente) por cada dos capas perimetrales. Pero ten en cuenta que este valor no se puede incrementar indefinidamente. PrusaSlicer te permitirá establecerlo muy alto, pero solo se escribirá el valor máximo físicamente posible en el gcode. Para ser más concretos: si usas una boquilla de 0,4 mm y una altura de capa de 0,15 mm, el programa no te permitirá imprimir una capa de relleno con menos frecuencia que cada dos capas perimetrales. De lo contrario, el relleno se imprimiría en un espacio vacío. Pero si imprimes con una altura de capa de 0,05 mm (boquilla de 0,4 mm), puedes realizar el relleno cada 6 capas (la altura máxima de la capa es 0.3mm).
La segunda variante de ahorro de tiempo (y material) es imprimir relleno solo donde sea necesario. Por ejemplo, si imprimex una esfera, esta función hará solo una columna de relleno en el centro para soportar posibles voladizos. La principal desventaja de esta función es la baja resistencia a las abolladuras debido a la falta de relleno en algunas piezas del modelo.
Avanzado
Estas configuraciones de relleno son realmente avanzadas y la mayoría de los usuarios no van a necesitarlas. Sin embargo, puede haber algunos casos especiales en los que necesites ajustarlos, así que deja que les echemos un vistazo a su función:
Imprimir un relleno sólido cada X capas puede ser útil cuando deseas aumentar la resistencia del modelo (aunque aumentar el número de perímetros funciona mejor) o dividirlo en múltiples cavidades que pueden ser útiles si deseas que el objeto flote en el agua. Esta función simplemente hace que se imprima un relleno sólido a intervalos regulares.
El ángulo de relleno gira su patrón según el ángulo elegido.
El área de umbral de relleno sólido es útil principalmente para piezas pequeñas y complejas. Con esta configuración, puedes ajustar qué tan grandes o pequeñas deben ser las cavidades del modelo para llenarse con un 100% de relleno. Esto puede ayudar a fortalecer las piezas delgadas.
PrusaSlicer calcula automáticamente el ángulo de puente. Si lo dejas en 0°, PrusaSlicer elegirá el mejor valor. Sin embargo, puedes cambiarlo manualmente si lo deseas. Se puede imprimir con un ángulo de puente igual a 0° configurándolo hasta 180°.
Solo retraer al cruzar perímetros puede reducir un poco el tiempo de impresión y aumentar la integridad del relleno. Apagar las retracciones aumentará el goteo del filamento que no será visible (oculto dentro del modelo). Las retracciones permanecerán activadas durante los perímetros.
Imprimir el relleno antes de los perímetros a veces puede ayudar con la impresión de voladizos donde los perímetros no tienen nada a lo que unir. Sin embargo, el relleno puede afectar negativamente la calidad de la superficie externa. El segundo uso de este método es para MMU2 donde los colores de limpieza obtienen mejores resultados: el color se limpia hasta el relleno y el perímetro se imprime con un color limpio.
Y esto concluye nuestra inmersión profunda en el mundo de los patrones de relleno. Ofrecemos nuestros propios perfiles de PrusaSlicer probados internamente con valores ajustados, que deberían funcionar para una gran mayoría de usuarios. Sin embargo, si tus impresiones no están a la altura, o te gustaría experimentar un poco, no tengas miedo de ajustar los valores. Una buena forma de comparar tus resultados es imprimir un conjunto de modelos de muestra e inspeccionar cómo los valores ajustados afectan el resultado. Si deseas mejorar tu juego de impresión 3D, experimentar con rellenos es una opción recomendada: tus modelos pueden volverse más bonitos, más duraderos o incluso puedes descubrir nuevos usos para ellos, porque algunos de los rellenos, por ejemplo, mejoran las capacidades de flotación de modelos impresos. Así que adelante, diviértete y como siempre: ¡Felices impresiones!
Lo siento, debes estar conectado para publicar un comentario.