






PrusaSlicer 2.6 jest już dostępny i przynosi wiele ogromnych ulepszeń, nie tylko w zakresie ogólnego doświadczenia użytkownika i poprzez wprowadzenie kilku nowych narzędzi, ale także poprzez udoskonalenie serca naszego oprogramowania, generowania G-code.
Ulepszenia w generowaniu G-code często skutkują krótszym czasem drukowania, mają pozytywny wpływ na jakość i niezawodność wydruków. Uważnie wysłuchaliśmy opinii i staraliśmy się odpowiedzieć na najczęstsze prośby o nowe funkcje lub ulepszenia już istniejących. Zanim przejdziemy do szczegółów, oto przegląd nowości:
- Podpory organiczne
- Automatyczne malowanie podpór FDM i sprawdzanie wydruku
- Narzędzie do wytłaczania tekstu na powierzchni modelu
- Ulepszone narzędzie do przecinania modeli na części
- Narzędzie pomiarowe
- Dynamiczna prędkość zwisów
- Automatyczne kotwiczenie wypełnienia mostów
- Ulepszona funkcja zapewnienia grubości powłoki pionowej
- Ulepszenia cięcia dla drukarek wielonarzędziowych
Podpory organiczne
Do tej pory PrusaSlicer wykorzystywał siatkę 2D do generowania podpór. Chociaż metoda ta zapewniała przyzwoite rezultaty w wielu sytuacjach, miała swoje ograniczenia. Podpory często zużywały sporo filamentu, ich drukowanie zajmowało dużo czasu, kończyły w miejscach, z których trudno było je usunąć, a po usunięciu pozostawiały widoczne ślady na modelu. Zwłaszcza, gdy ustawienia nie były dostrojone prawidłowo. Poprawiliśmy niektóre z tych wad, wprowadzając podpory „Przylegające” w PrusaSlicer 2.4, ale nadal są one tylko ulepszoną wersją starej metody.

Alternatywnym podejściem, które zostało zapoczątkowane przez różne programy do modelowania 3D i slicery, są „Podpory drzewiaste” – struktury podporowe zaprojektowane tak, aby maksymalnie oszczędzać materiał i czas drukowania. Stopniowo rozszerzające się gałęzie podpór są generowane tam, gdzie jest to potrzebne, a obszary kontaktu z modelem są ograniczone do niezbędnego minimum.
Po raz pierwszy wdrożyliśmy ten rodzaj podpór przy cięciu SLA w PrusaSlicerze 2.0 (w 2019 r.) i od tego czasu otrzymaliśmy wiele sugestii, aby wprowadzić je również przy cięciu FDM. Niestety, po kilku testach okazało się, że prosta modyfikacja istniejącej implementacji nie jest kompatybilna z drukarkami 3D FDM.
W tej wersji prezentujemy naszą znacznie ulepszoną implementację podpór w formie drzewa, które postanowiliśmy nazwać „podporami organicznymi”. Wybraliśmy nową nazwę dla naszych podpór ze względu na ich wyraźnie gładki kształt i kilka różnic w ich sposobie działania. Nasza implementacja jest ewolucją podpór „tree supports” autorstwa Thomasa Rahma, które są znacznie ulepszonymi podporami pochodzącymi z Cury. Chcielibyśmy podziękować Ultimaker Cura i Thomasowi Rahmowi za wysiłek włożony w rozwiązanie tego problemu.
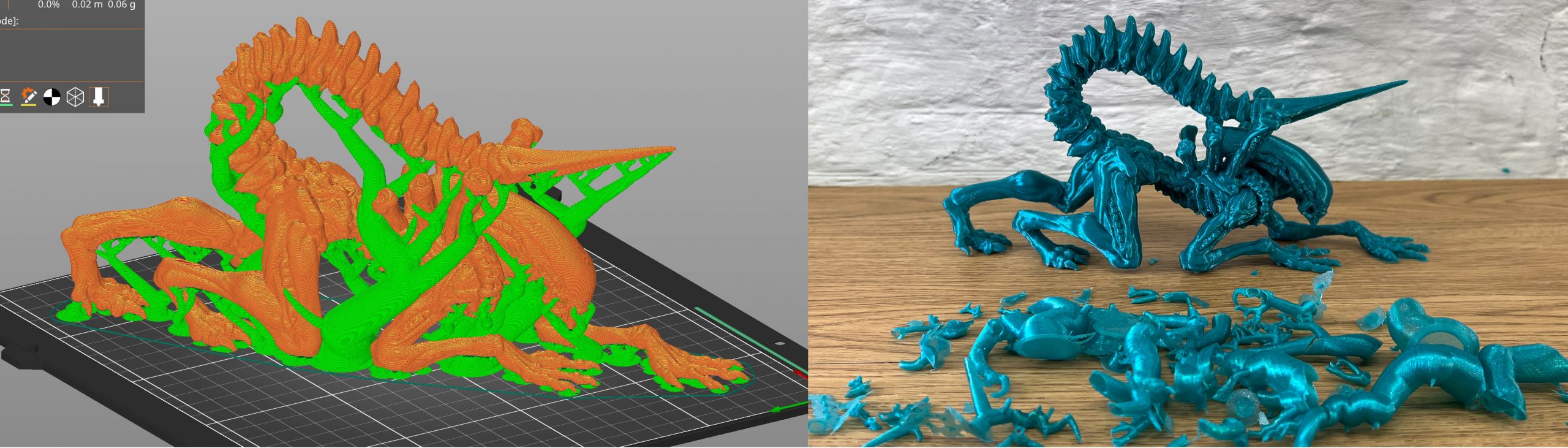

Alien – Xenomorph – pełna figurka – 25 cm, model autorstwa Printed Obsession, wydrukowany przez Filament Frenzy
W przeciwieństwie do niegdyś powszechnej implementacji podpór drzewiastych, podpory organiczne działają inaczej. Rozgałęzienia są inteligentniejsze i sprawiliśmy, że są prostsze (krótsze), gładsze i bardziej stabilne. Przekrój prostopadły do osi gałęzi jest zawsze okrągły, a algorytm automatycznie stosuje podwójne ściany obrysu dla drzew tam, gdzie jest to potrzebne (jest to konfigurowalne).
Podpory organiczne są łatwe do usunięcia, nie pozostawiają śladów na powierzchni, a ich drukowanie jest szybkie i tanie. Z naszych wewnętrznych i zewnętrznych testów alfa/beta wynika, że dodanie podpór organicznych zmienia sposób myślenia o drukowaniu 3D w technologii FDM, a nawet modelowaniu 3D. Modele mogą być teraz drukowane w orientacjach, które wcześniej były nie do pomyślenia (odzwierciedlając możliwości druku SLA), a podpory nawet dla najbardziej skomplikowanych kształtów są zazwyczaj łatwe do usunięcia.
Podpory organiczne można ręcznie wymusić lub zablokować za pomocą narzędzia malowania podpór. To prowadzi nas do kolejnej kluczowej funkcji PrusaSlicera 2.6.
Automatyczne malowanie podpór FDM i sprawdzanie wydruków
Przez długi czas PrusaSlicer pozwalał na ręczne malowanie obszarów wymagających podpór. Jest to bardzo chwalona funkcja, która pozwala użytkownikowi szybko i łatwo dostosować podpory. W ramach dużych wysiłków na rzecz bardziej inteligentnego tworzenia podpór, narzędzie do malowania podpór FDM zawiera teraz opcję automatycznego malowania wymuszania podpór na modelu.
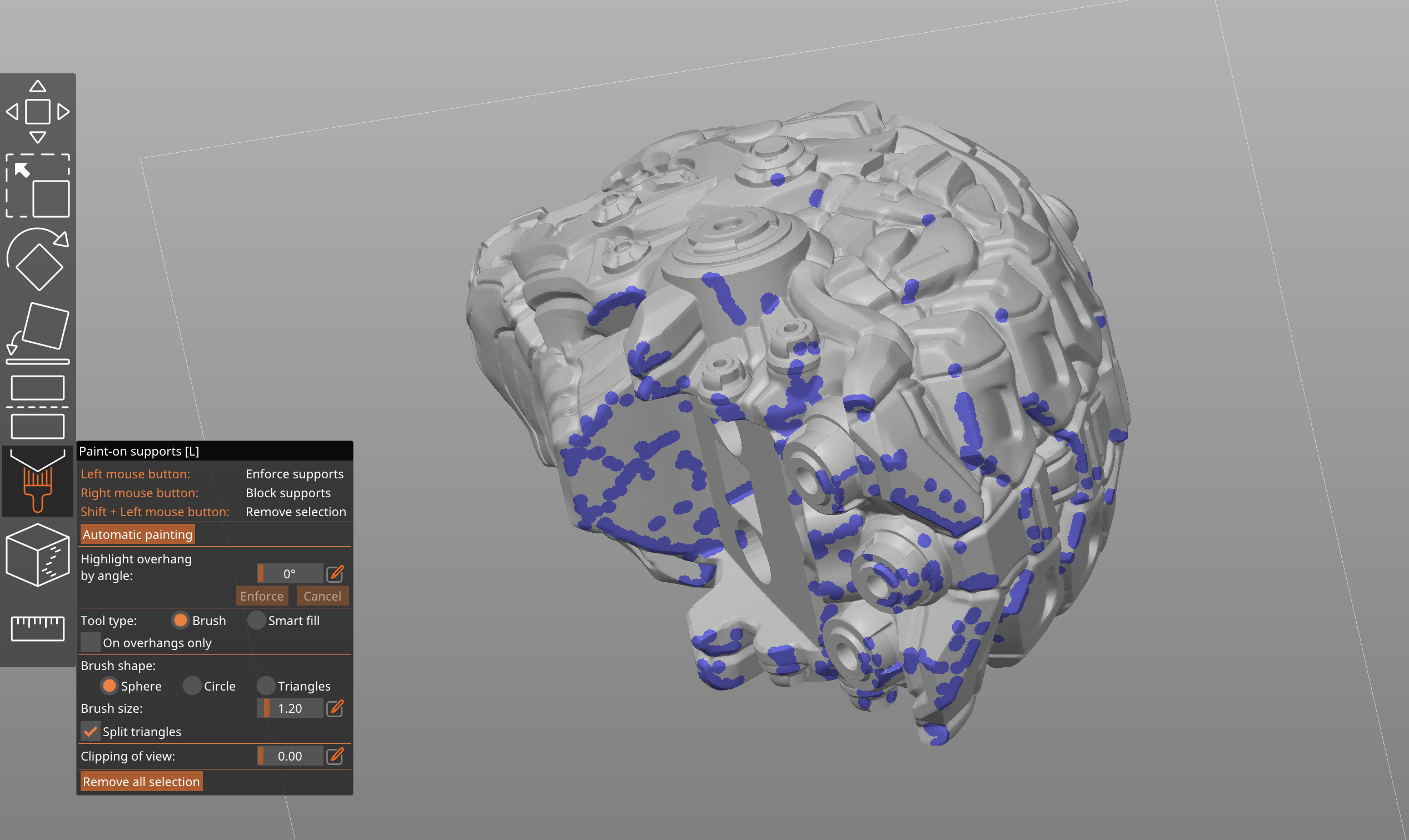
Nasz najnowocześniejszy algorytm, który zasila to narzędzie, sprawdza każdy odcinek ekstruzji wydruku, biorąc pod uwagę wiele czynników, takich jak środek ciężkości, wagę podpieranej części, ruch stołu, potencjalną kolizję ekstrudera, przyczepność powierzchni druku, materiał i drukowanie mostów. Rezultatem jest bardziej efektywne rozmieszczenie podpór. Na przykład, mosty są podpierane tylko przez regularnie rozmieszczone filary, a nie na całej ich długości.
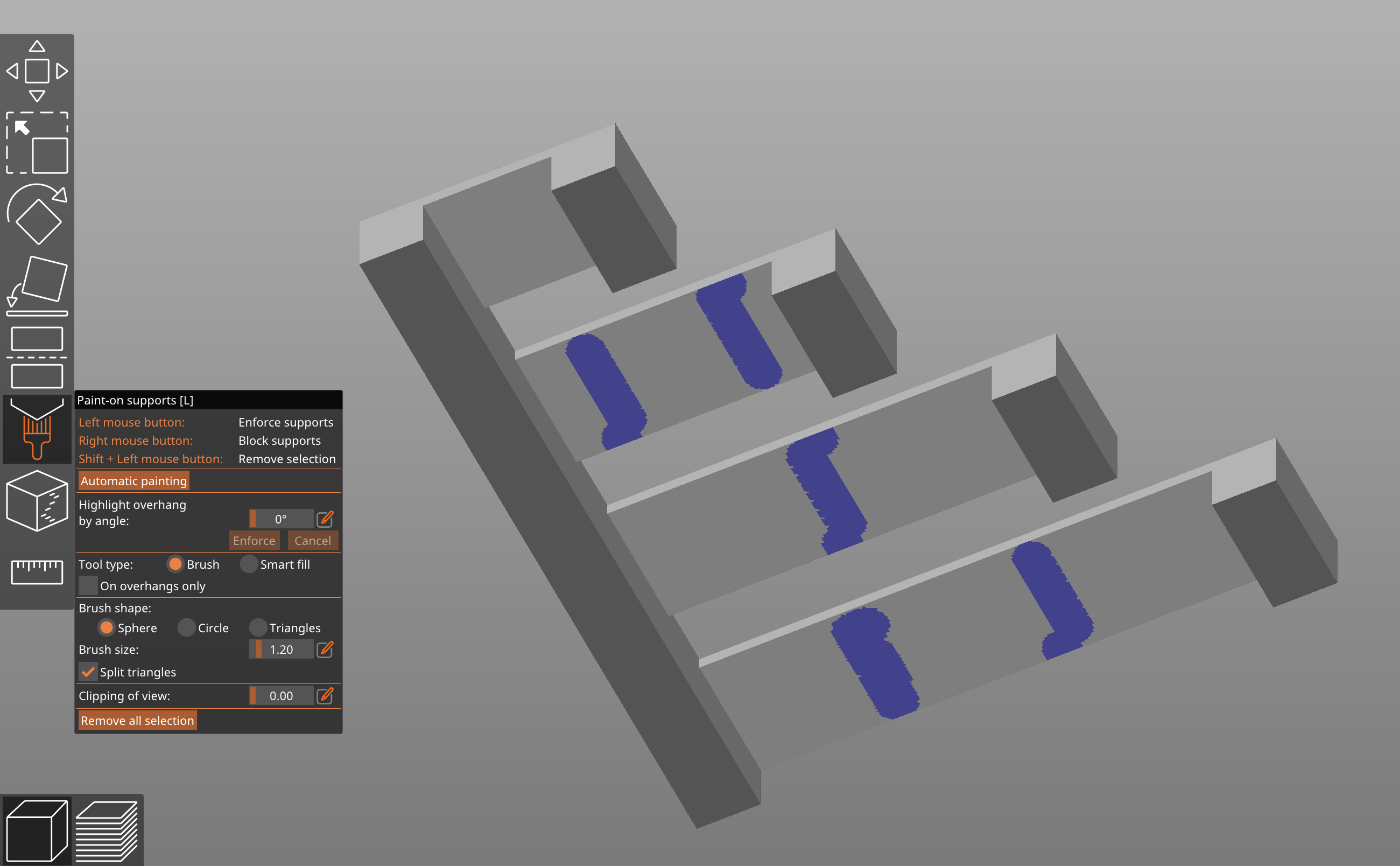
Narzędzie jest również automatycznie aktywowane podczas cięcia, aby wyświetlić ostrzeżenie, jeśli wydruk wymaga podpór. Ponieważ doświadczony użytkownik może uznać takie ostrzeżenie za uciążliwe, można je wyłączyć w preferencjach. Należy pamiętać, że po włączeniu opcji „Podpory wszędzie” ten nowy algorytm nie jest obecnie używany do generowania podpór. Należy otworzyć narzędzie „Malowanie podpór” i użyć opcji „Automatyczne malowanie”, a następnie wybrać opcję „Tylko dla wymuszania podpór”.
Wytłaczanie tekstu na powierzchni modelu
Nowe narzędzie Tekst pozwala wstawiać, manipulować i edytować tekst jako obiekt 3D. Zapewnia to wygodny sposób dostosowywania modeli i dodawania elementów, takich jak notatki, znaki lub numery seryjne bezpośrednio w slicerze.
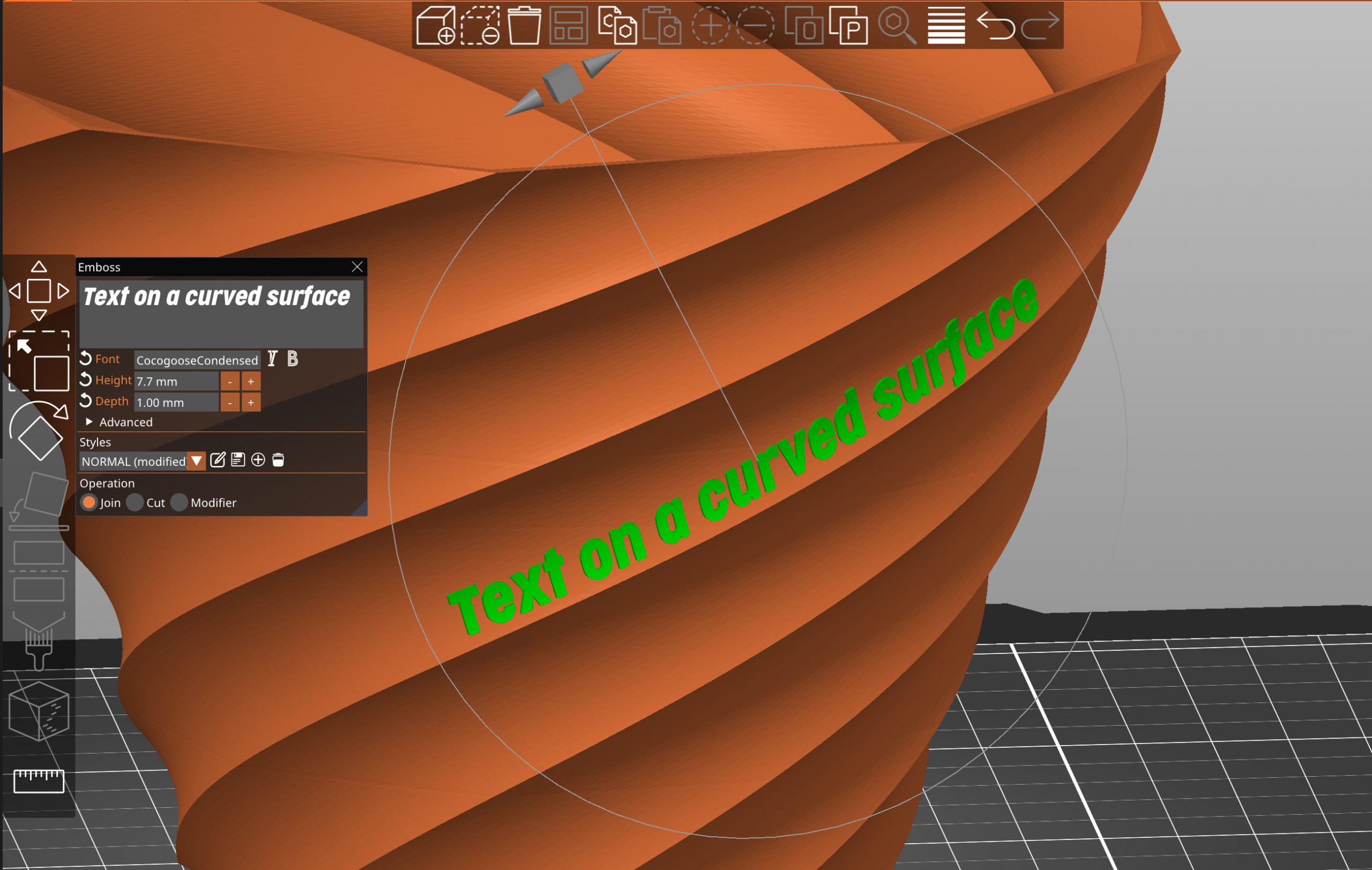 Model – 9 Sided Twisted Planter autorstwa DubMFG
Model – 9 Sided Twisted Planter autorstwa DubMFG
Teksty mogą być wytłaczane, wtłaczane, a nawet używane jako modyfikatory. Jednak prawdziwym przełomem jest możliwość dopasowania tekstu do zakrzywionych powierzchni za pomocą jednego kliknięcia! Aby zmienić położenie tekstu, wystarczy przeciągnąć go po powierzchni obiektu. Edytor tekstu automatycznie importuje bibliotekę czcionek zainstalowaną w komputerze (wszystkie czcionki TrueType powinny działać).
Nawet po zamknięciu narzędzia Tekst, pozostaje on w pełni edytowalny. To samo dotyczy ponownego otwierania plików projektu 3MF. Można również tworzyć i zapisywać style tekstu, aby ponownie wykorzystać je w przyszłych projektach.
Ulepszone narzędzie do przecinania modeli
Narzędzie przecinania płaszczyzną jest dostępne w PrusaSlicer od dłuższego czasu. Przydaje się do wstępnej obróbki dużych modeli, które nie mieszczą się w przestrzeni roboczej lub są zbyt skomplikowane, aby wydrukować je w jednym kawałku. W tym wydaniu rozszerzamy jego funkcjonalność.
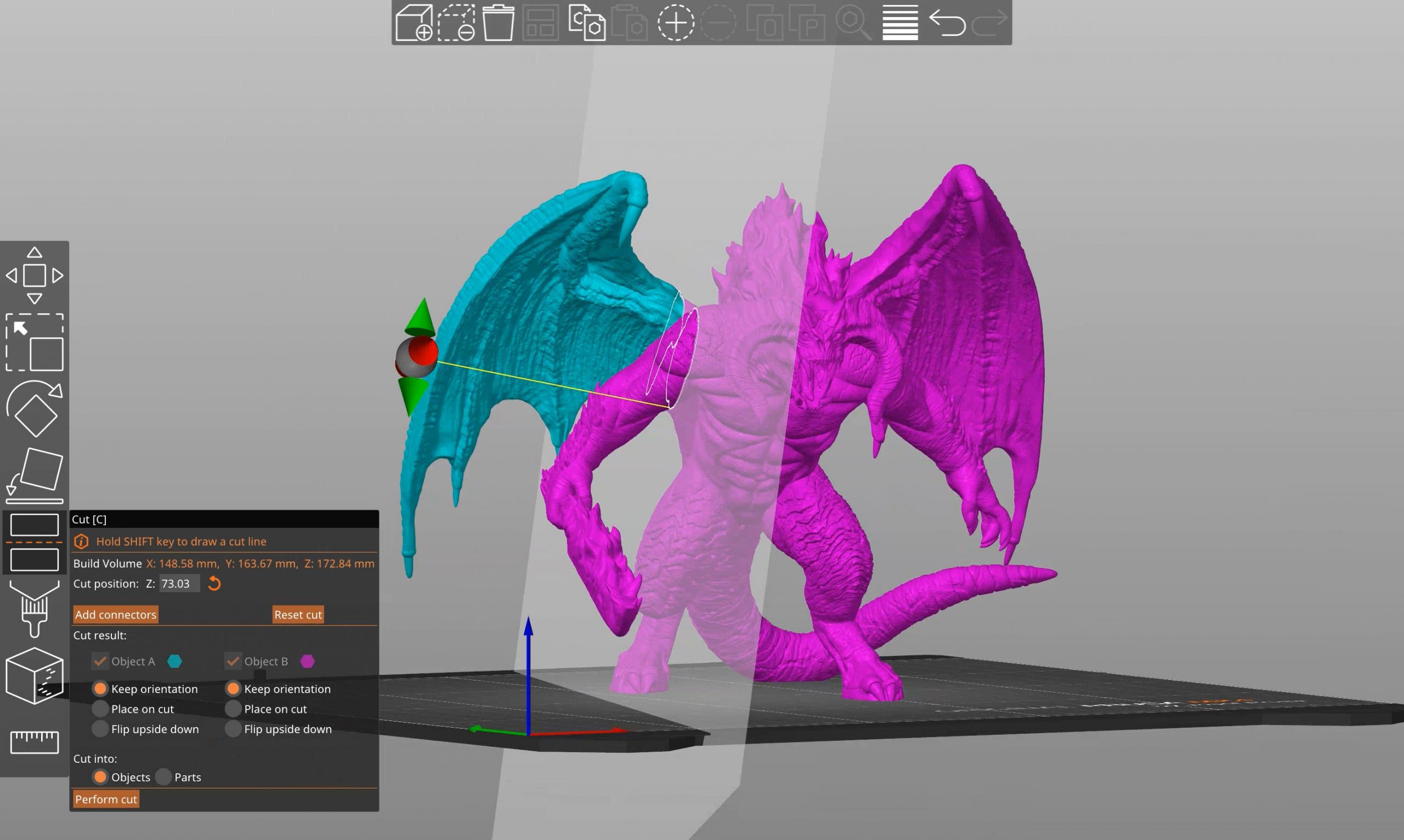 Model – Balrog Figure autorstwa Fotis Mint
Model – Balrog Figure autorstwa Fotis Mint
Model można od teraz przecinać pod dowolnym kątem. Określenie dokładnego kąta cięcia można wykonać zarówno za pomocą uchwytu 3D, jak i po prostu rysując płaszczyznę cięcia przez przeciągnięcie lewym przyciskiem myszy z wciśniętym klawiszem Shift. Jeśli płaszczyzna cięcia przecina model w kilku różnych regionach, można wybrać, które części mają zostać odcięte, a które mają pozostać połączone, klikając je prawym przyciskiem myszy.
Można wybrać, czy odcięta część ma zostać umieszczona na stole nowo utworzoną płaską powierzchnią do dołu. Można również wybrać zachowanie wyrównania części, na przykład w przypadku drukowania za pomocą drukarki wielonarzędziowej.
Dodawanie łączników i kołków ustalających
Rozumiemy, jak ważny jest montaż finalnych części z naciskiem na precyzję i prostotę. Dlatego dodaliśmy opcję dodawania różnych typów złączy. Możesz kontrolować głębokość, rozmiar i tolerancje każdego złącza i otworu.
Narzędzie pomiarowe
Narzędzie pomiarowe to kolejna funkcja od dawna oczekiwana przez naszą społeczność. Teraz możesz łatwo mierzyć odległości między wierzchołkami, krawędziami i płaszczyznami. Narzędzie to posiada również inteligentny algorytm wykrywania geometrii, który rozpoznaje okręgi i ich średnice, nawet w modelach o dość niskiej liczbie wielokątów („low-poly”).
Jeśli wybierzesz dwie krawędzie, dwie płaszczyzny lub krawędź i płaszczyznę, które nie są równoległe, możesz zmierzyć kąt między nimi. Możesz także zmierzyć odległość między środkami dwóch otworów.
Oprócz mierzenia rozmiarów i kątów, narzędzie to oferuje również wygodną opcję jednolitego skalowania obiektów do pożądanego rozmiaru, bez konieczności wykonywania jakichkolwiek obliczeń.
Dynamiczna prędkość zwisów (i dynamiczna prędkość wentylatora na zwisach)
Jest to funkcja, na którą wpadliśmy podczas testowania naszego firmware Input Shaper dla MK4. Jak sama nazwa wskazuje, pozwala ona obniżyć prędkość drukowania na zwisach, co umożliwia lepsze chłodzenie w razie potrzeby. Algorytm oblicza nakładanie ekstruzji na poprzednią warstwę i stosuje prędkość obliczoną na podstawie funkcji spowolnienia zwisu.
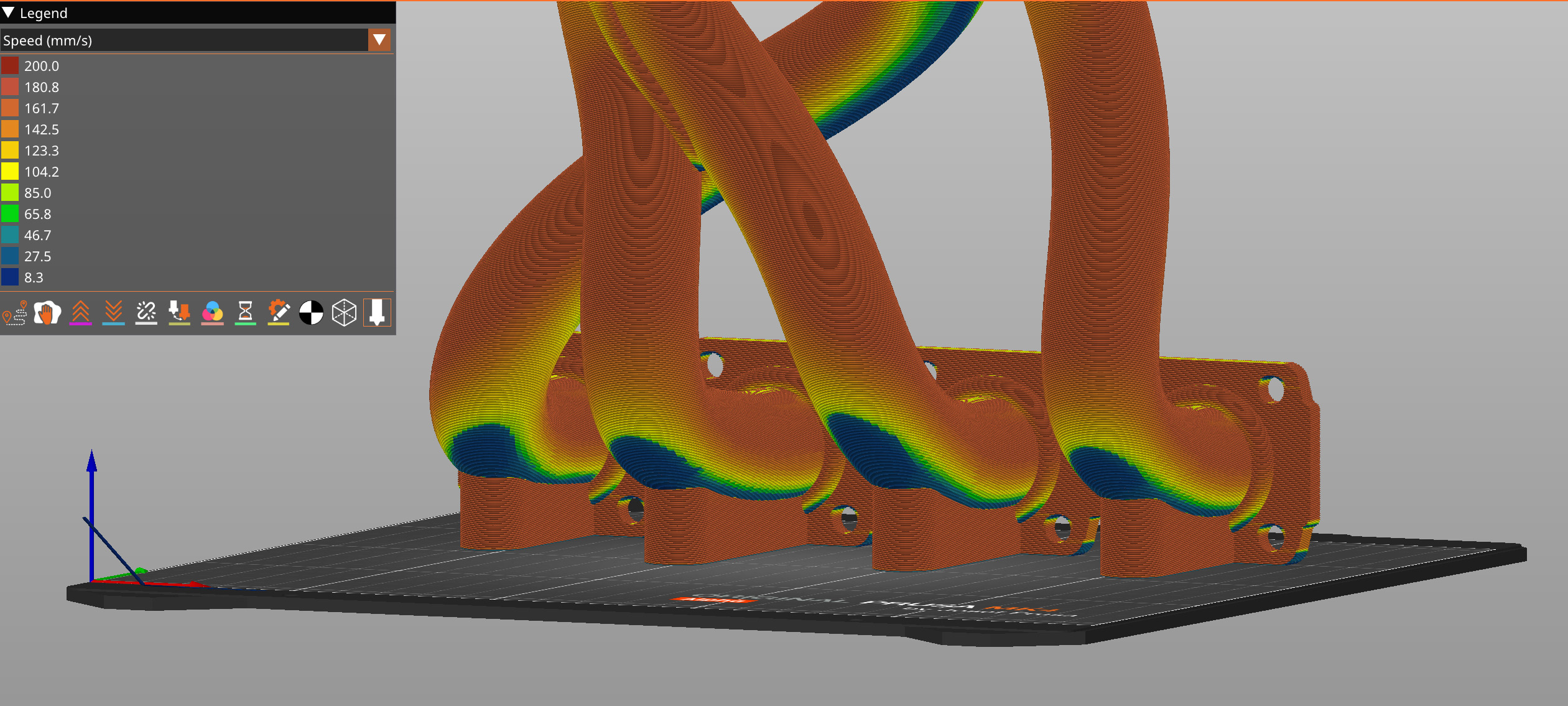
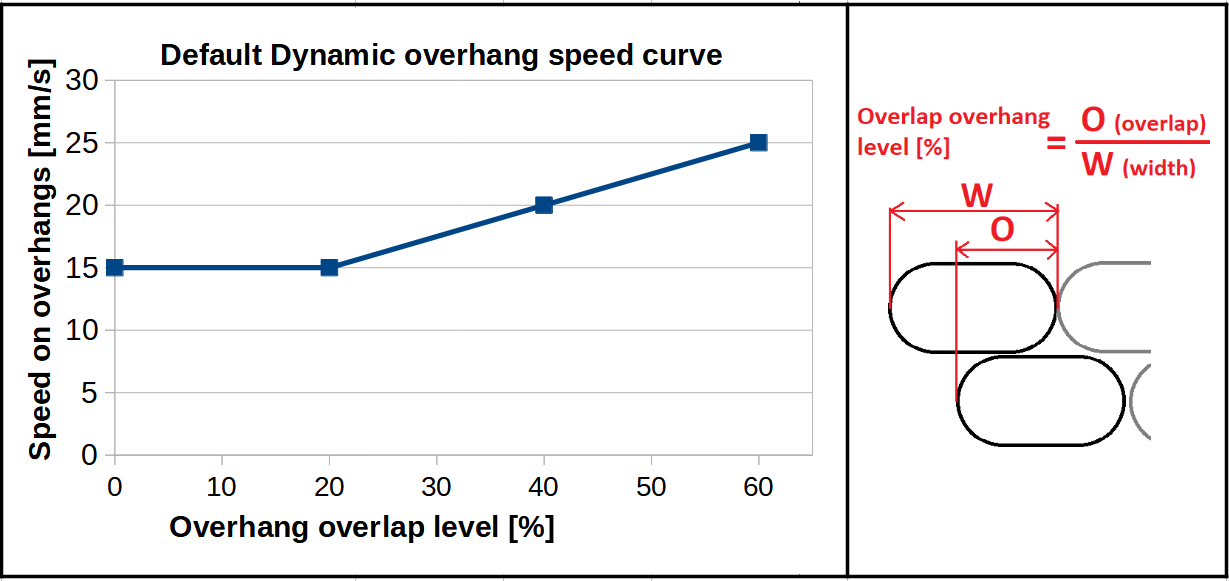
Użytkownicy mogą kontrolować kształt funkcji spowalniania zwisu za pomocą czterech punktów wejściowych – każdy punkt ma wartość nakładania się wytłoczenia wyrażoną jako procent pełnej szerokości i żądaną prędkość przy określonym nakładaniu. Prędkości pomiędzy punktami kontrolnymi są obliczane za pomocą interpolacji liniowej.
Podobnie, użytkownicy mogą tworzyć niestandardowe krzywe prędkości wentylatora, dzięki czemu ekstremalne zwisy są lepiej chłodzone. Oczywiście w przypadku niektórych polimerów zbyt intensywne chłodzenie będzie miało negatywny wpływ na właściwości mechaniczne.
Rozszerzenie rzadkiego wypełnienia
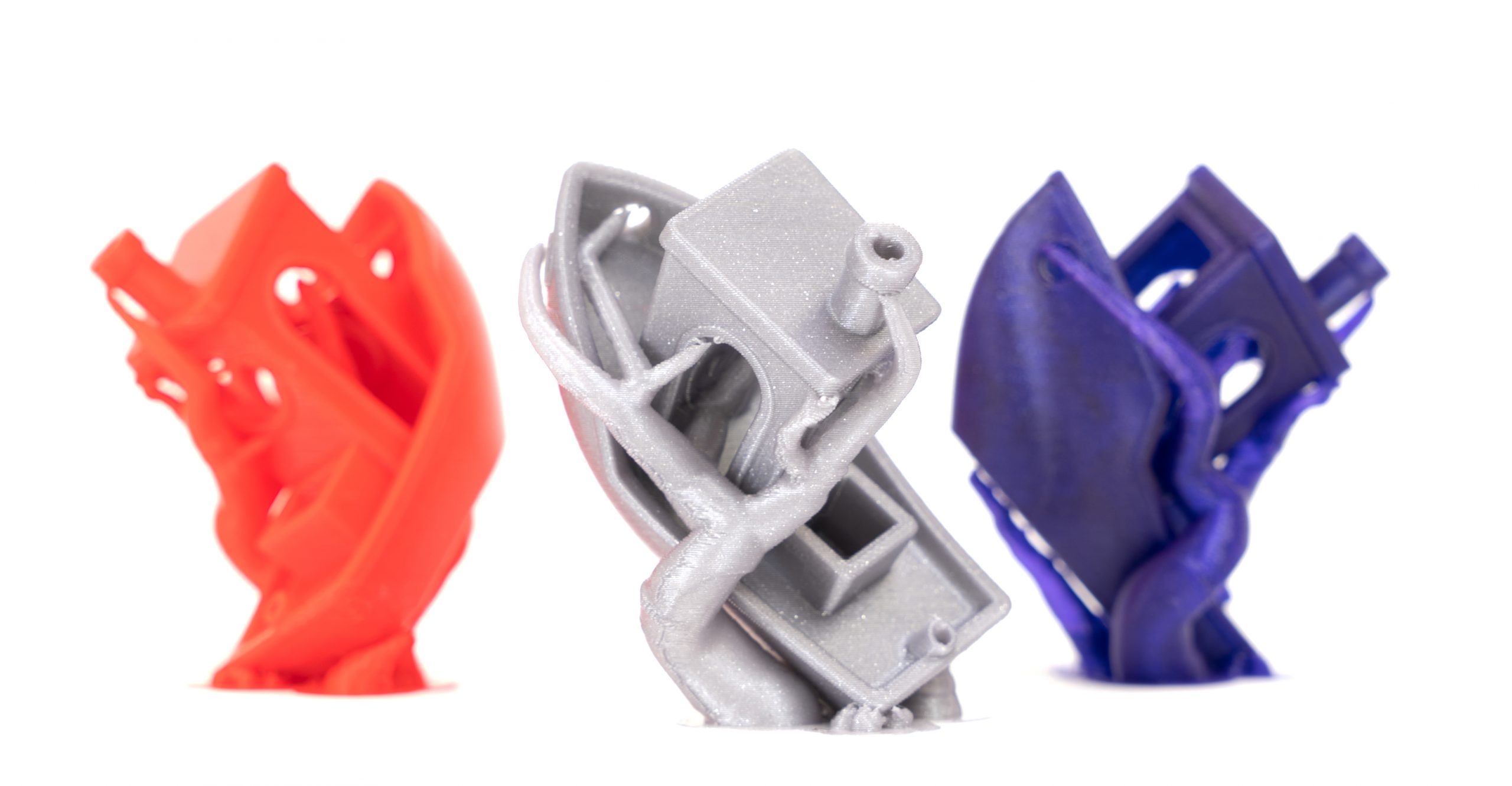
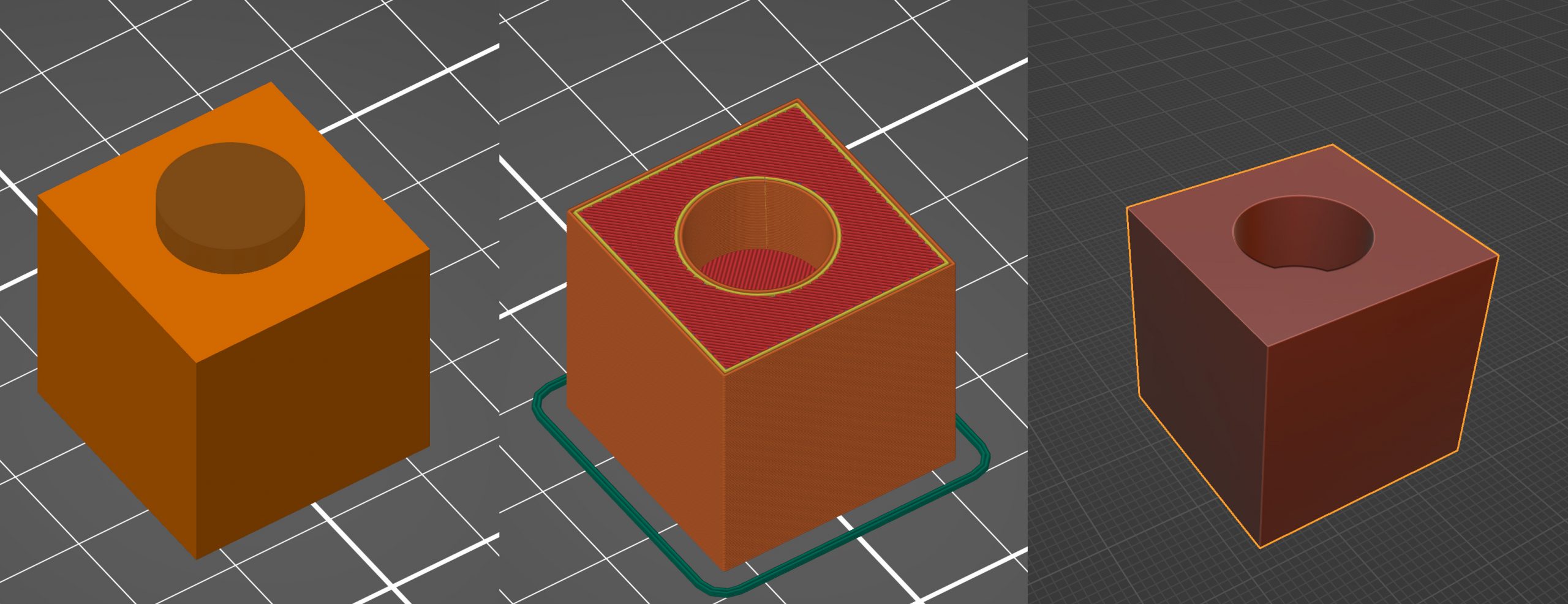
Drukowanie wypełnienia mostu nad rzadkim wypełnieniem wewnętrznym było problemem od dawna. Kształt takich wysp wypełnienia był określany tylko przez to, co znajdowało się powyżej, a linie wypełnienia były często nieodpowiednio podparte, co prowadziło do wytłaczania w powietrzu i nieudanych wydruków. PrusaSlicer rozszerza teraz linie wypełnienia mostu tak, aby ich końce były wspierane przez rzadkie wypełnienie na warstwie poniżej. Wypełnienie mostu zawsze używa teraz „Grubych mostów”. Nowy algorytm działa dla wszystkich typów wypełnienia. Poniższa ilustracja przedstawia porównanie dokładnie tego samego modelu (sześcian z wywierconym otworem w górnej powierzchni).
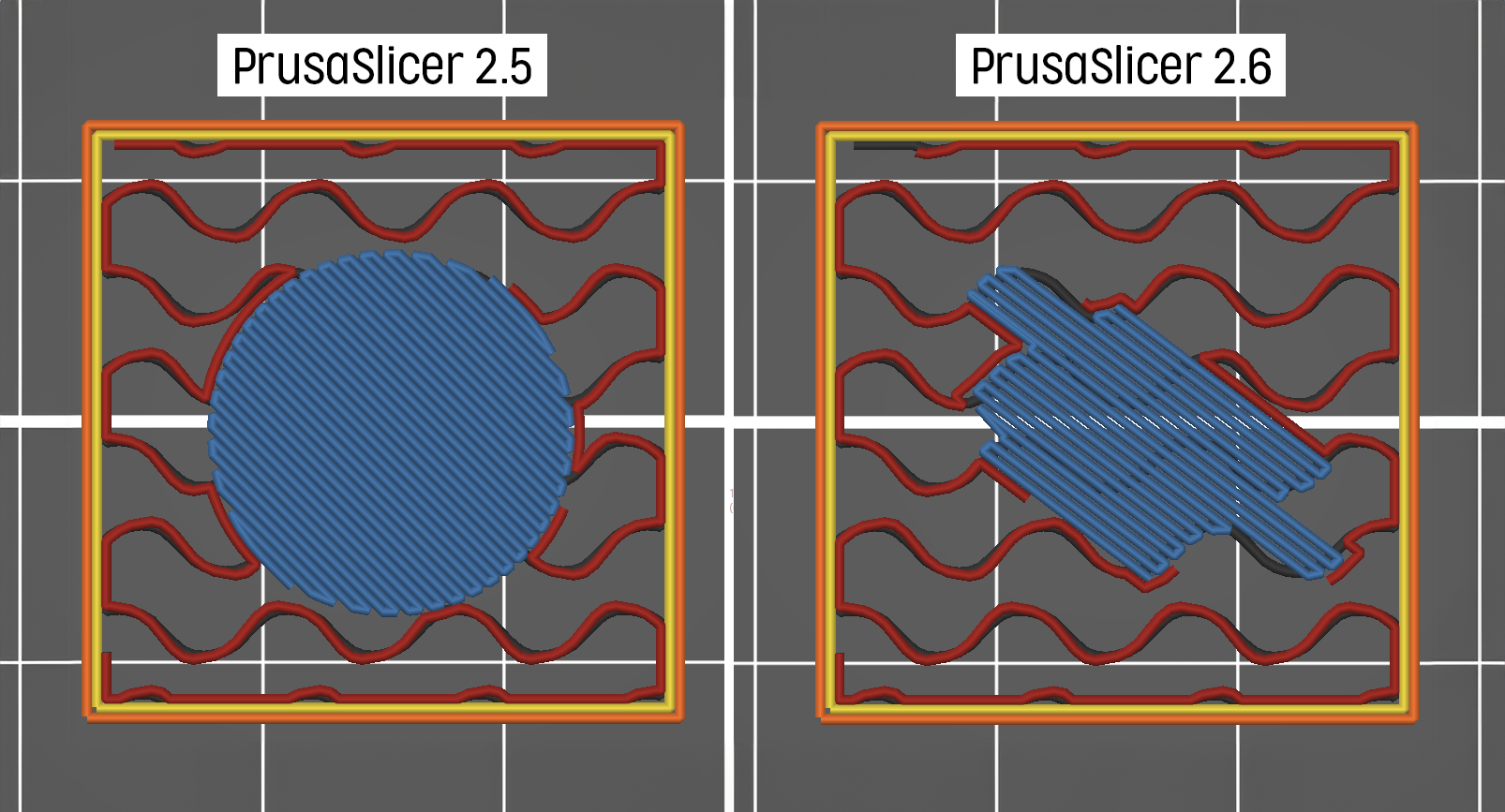
Zmiana ta umożliwiła zastosowanie mniejszej liczby górnych warstw zwartych, ponieważ nawet pierwsza górna warstwa jest teraz znacznie bardziej niezawodna, a także pozwala na zmniejszenie rozszerzalności warstw mostów. Oszczędza to dużo czasu drukowania i materiału.
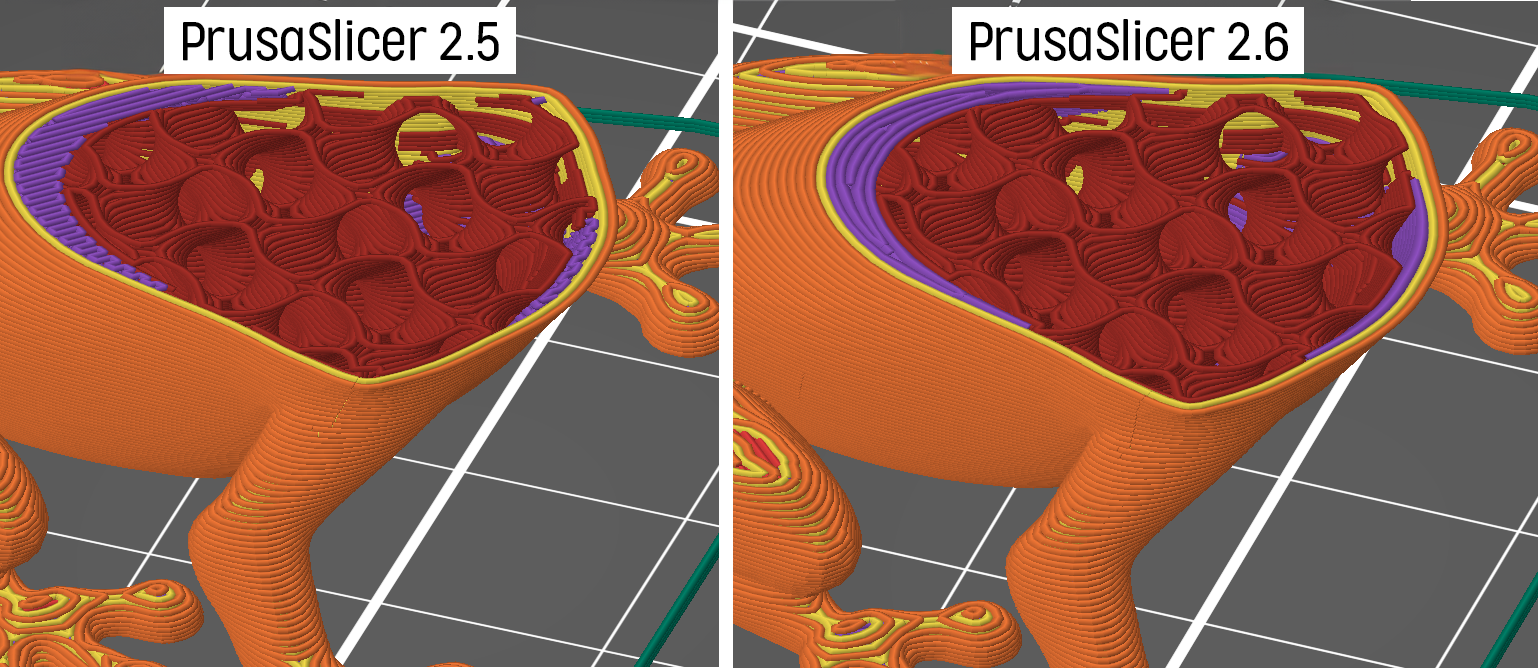
Automatyczne kotwiczenie wypełnienia mostu
PrusaSlicer wykrywa teraz obszary, w których wewnętrzne mosty wymagają zakotwiczenia do obrysów i wzmacnia je poprzez dodanie dodatkowej linii dotykającej obrysów na poprzedniej warstwie. Ten dodatek zapewnia podparcie i zwiększa stabilność strukturalną mostów.
Ulepszyliśmy również obsługę mostów wewnętrznych podczas korzystania z wypełnienia typu Lightning. Rozszerza wypełnienie Lightning wokół mostkowanych powierzchni, zapewniając lepsze zakotwiczenie dla większej liczby mostów.
Ulepszona opcja „Zagwarantuj odpowiednią grubość ścianki”
Problem i jego historia są następujące: podczas drukowania pochyłych powierzchni, wynikowa ściana staje się cieńsza (z oczywistych powodów geometrycznych). W przypadku, gdy nachylenie jest bardzo strome, efekt ten może nawet powodować powstawanie dziur w ścianach. Oryginalny Slic3r stosował wypełnienie prostoliniowe do uzupełnienia tych luk, PrusaSlicer dodał dodatkową logikę dla zapewnienia grubości pionowej powłoki, która starała się zapewnić, że powłoka nie będzie cieńsza niż pionowa ściana.
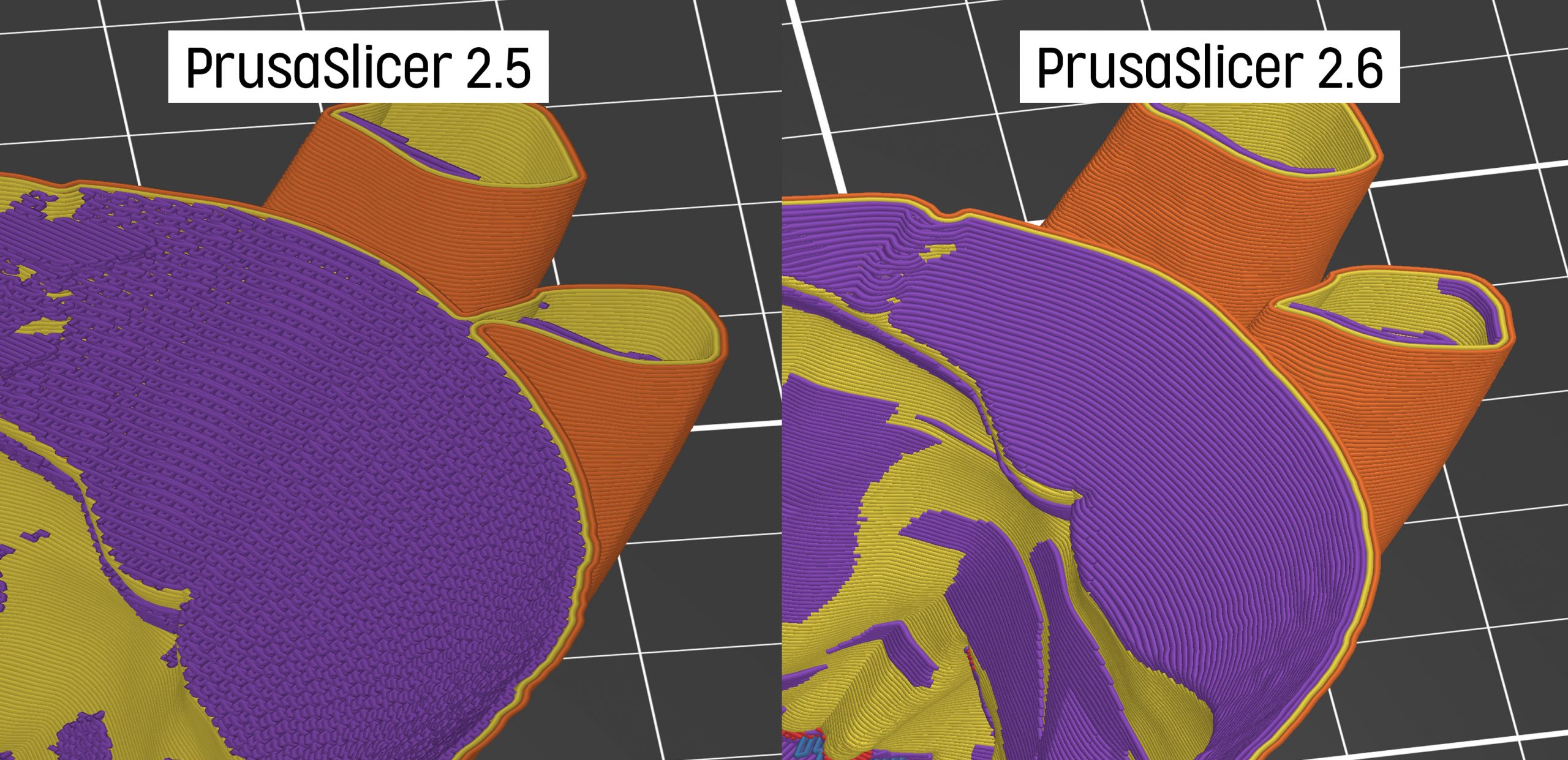
Począwszy od tej wersji, PrusaSlicer automatycznie wykrywa obszary, w których ekstruzje prostoliniowe są bardzo krótkie (co powoduje wibracje i artefakty powierzchni w pobliżu zwisów) i wypełnia je koncentrycznym wypełnieniem. Obliczanie obszarów jest również zmodyfikowane, więc materiał jest dodawany tylko tam, gdzie jest naprawdę potrzebny. Nowy algorytm zaimplementowany w PrusaSlicer 2.6 jest znacznie lepszy niż którykolwiek z dwóch starych algorytmów, więc całkowicie usunęliśmy przełącznik „Zagwarantuj odpowiednią grubość ścianki”. Modele z pochyłymi powierzchniami cięte przy użyciu nowego algorytmu w PrusaSlicer 2.6 często osiągają o 10-15% krótszy czas drukowania bez żadnego uszczerbku na jakości wydruku.
Unikaj ruchów nad podwiniętymi zwisami
Filament ekstrudowany w pobliżu stromych zwisów ma tendencję do podwijania się. Jeśli dysza porusza się nad tymi obszarami z dużą prędkością i uderza w wydruk (jeśli podwinięcie jest większe niż Z-hop), może to spowodować gubienie kroków lub oderwanie części wydruku.
Nowa funkcja „Unikaj ruchów nad podwiniętymi zwisami” wykorzystuje nasz algorytm szacowania jakości wytłaczania, który uwzględnia głównie jego krzywiznę i nakładanie się z poprzednią warstwą. Na podstawie tych danych określa możliwe podwinięcie filamentu (plus potrzebę zastosowania podpór i dynamicznego spowolnienia drukowania zwisu). Następnie planuje ruchy jałowe w taki sposób, że unika regionów o wysokim prawdopodobieństwie wystąpienia podwiniętego filamentu.
Eksport STL z operacjami logicznymi
Funkcja „Eksport jako STL/OBJ” może teraz odejmować siatki. Należy pamiętać, że algorytm może zawieść w przypadku geometrii innych niż zamknięte (np. zawierających przecinające się siatki itp.). W takim przypadku użytkownik jest powiadamiany, a eksportowane są tylko dodatnie objętości.
Cięcie dla drukarek wielonarzędziowych (wielogłowicowych)
Przypisywanie głowic narzędzi do różnych funkcji
Jeśli używasz drukarki z wieloma głowicami narzędziowymi lub ekstruderami, możesz teraz wybrać, które narzędzie ma być wybrane do drukowania:
- Obrysów
- Wypełnienia
- Zwartego wypełnienia
- Materiału podporowego
- Zewnętrznych obrysów wieży czyszczącej
Temperatura bezczynności
Użytkownik może teraz ustawić temperaturę bezczynności dla narzędzi, które nie są używane przez dłuższy czas. Zapobiega to zarówno wyciekaniu filamentu z dyszy, jak i degradacji polimeru w jej wnętrzu.
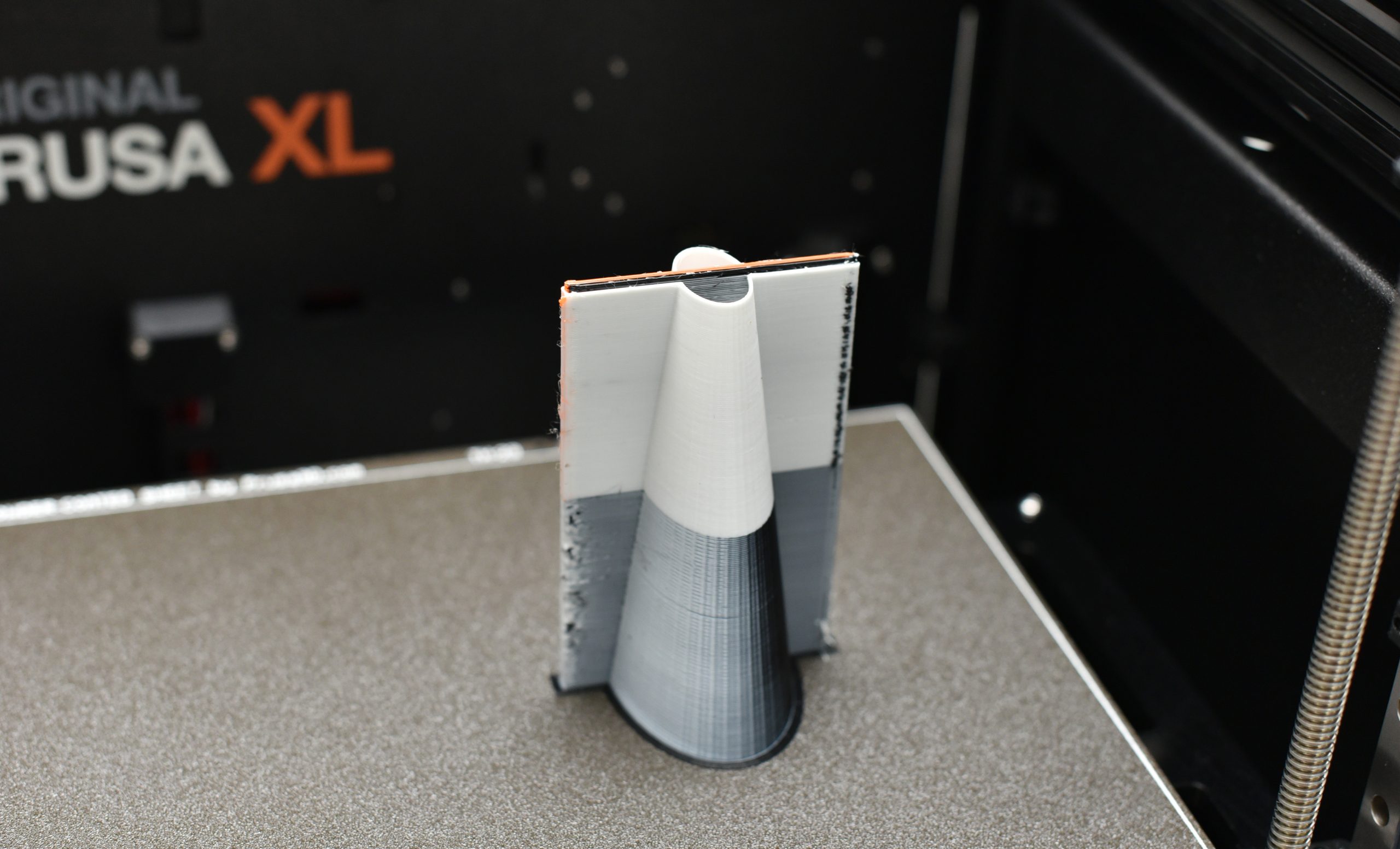
Stożek stabilizujący
Wieża może być opcjonalnie wyposażona w „stożek stabilizujący”, który zapobiega jej przewróceniu. Ta funkcja jest szczególnie przydatna, gdy wieża czyszcząca ma bardzo małą powierzchnię, ale może osiągać duże wysokości, jak w przypadku Original Prusa XL.
Kąt wierzchołkowy stożka można regulować w opcji Ustawienia druku – Kilka ekstruderów – Wieża czyszcząca. Ustawienie wartości na zero wyłącza stożek.
Import jednym kliknięciem z Printables.com
Nowa funkcja pobierania umożliwia użytkownikowi łatwy dostęp i pobieranie modeli bezpośrednio z Printables.com. Klikając logo PrusaSlicer na Printables.com, otworzy się nowa instancja PrusaSlicera, a wybrany model zostanie zapisany w folderze użytkownika. Użytkownik może zarejestrować narzędzie do pobierania i wybrać folder docelowy za pomocą Asystenta konfiguracji lub menu Preferencje.
Profile filamentu typu szablon
Dodaliśmy dodatkowy profil, który definiuje większość powszechnie używanych materiałów i marek filamentów. Można go używać z dowolną drukarką 3D. Jednak te uniwersalne szablony, stworzone i dostrojone do drukarek Original Prusa, mogą nie oferować optymalnej wydajności w porównaniu do profili specjalnie dostrojonych do danego modelu drukarki.
Ogólnie rzecz biorąc, nie zalecamy bezpośredniego drukowania przy użyciu tych profili. Służą one jako doskonały punkt wyjścia, jeśli jesteś w trakcie tworzenia profilu filamentu dla swojego modelu drukarki (jeśli nie ma jeszcze takiego wbudowanego w PrusaSlicera).
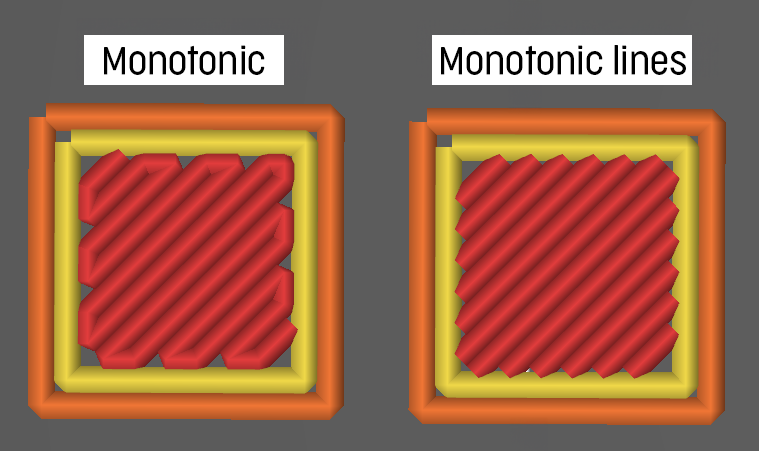
Wypełnienie liniami monotonicznymi
Nowe wypełnienie Linie monotoniczne jest bardzo podobne do Monotonicznego, z wyjątkiem tego, że sąsiednie linie nie są połączone. Pozwala to na mniejszy obrys / nakładanie się wypełnienia i skutkuje lepszym wypełnieniem górnej / dolnej warstwy, ograniczeniem nadmiarowego wytłaczania i lepszą dokładnością wymiarową.
Nowe eksperymentalne podpory SLA
Aby dołączyć do gorączki podpór organicznych, algorytmy SLA w PrusaSlicerze zawierają teraz nową, eksperymentalną strategię generowania podpór, która buduje podpory drzewiaste podobne do tych wprowadzonych w trybie FDM. Strategia ta została zainspirowana artykułem „Clever Support: Efficient Support Structure Generation for Digital Fabrication”. Nowa strategia została nazwana „rozgałęziającymi się podporami”, aby odróżnić ją od poprzedniej strategii, która nadal jest domyślna. Największą zaletą nowych podpór jest ich zdolność do oszczędzania drukowanego materiału. Ich potencjał do unikania bryły modelu jest również znacznie lepszy w porównaniu do domyślnej strategii generowania podpór.
Dodawanie nowych profili drukarek
Pliki indeksów profili dostawców (.idx) są teraz pobierane jako jeden plik zip. Pozwala to na kilka zmian – nowe drukarki i nowi dostawcy mogą być wprowadzani bez konieczności wydawania nowej wersji PrusaSlicera. Zasoby takie jak miniatury drukarek lub modele stołu drukarki mogą być również aktualizowane bez wydawania nowej wersji PrusaSlicera.
Inne nowe funkcje
- Miniatury G-Code można teraz eksportować w formatach JPG i QOI
- Drążenie SLA jest teraz do 10x szybsze
- Szacowanie czasu SLA jest teraz dokładniejsze dla Original Prusa SL1S Speed
- Nowe i zaktualizowane profile drukarek innych firm
- Funkcje „Rozmieść” i „Wypełnij stół instancjami” uwzględniają teraz skirt i brim
- Bardziej intuicyjna obsługa firmware Klippera
- Otwieranie plików 3MF daje teraz możliwość importowania tylko geometrii
- Nowy rodzaj hosta „PrusaConnect” ze wstępnie wypełnionym adresem URL
- Od niedawna możliwe jest ustawienie przyspieszenia oddzielnie dla zewnętrznego obrysu, zwartego wypełnienia i górnego zwartego wypełnienia
- Opcja „Ustaw liczbę instancji” działa teraz po wybraniu wielu obiektów.
Dokumentacja PrusaSlicer jest stale aktualizowana, aby odzwierciedlić zmiany w tej wersji.
Jeśli chcesz przeczytać pełną listę zmian, sprawdź dziennik zmian każdej wersji na naszym GitHubie. Mamy wiele funkcji w fazie rozwoju, które nie były gotowe na czas do tego wydania. Prawdopodobnie wprowadzimy je w mniejszej wersji 2.6.1. Jak zawsze, jeśli masz jakieś pytania lub sugestie dotyczące ulepszeń, nie wahaj się nimi z nami podzielić.
Udanego drukowania!
Musisz się zalogować, aby móc dodać komentarz.