





Zmiany w nowych wersjach PrusaSlicera to zazwyczaj albo całe nowe funkcje, albo iteracyjne ulepszenia istniejących narzędzi. Tym razem jednak mamy do czynienia z co najmniej jedną fundamentalną zmianą w sposobie działania rdzenia slicera. Opracowanie tak drastycznych zmian wymaga sporo czasu i wysiłku. Na szczęście nie jesteśmy w tym osamotnieni! Chcemy podziękować całej społeczności open-source, a szczególnie zespołowi Ultimaker Cura kierowanemu przez Jaime van Kessela, ponieważ dwie główne funkcje w tym wydaniu zostały pierwotnie opracowane przez nich oraz Open CASCADE za obsługę plików STEP. Ulepszenia takie jak te naprawdę pokazują potęgę rozwoju open-source.
Zanim zagłębimy się w to, co jest nowe, oto przegląd wszystkich nowych funkcji:
- Nowy generator obrysów Arachne
- Obsługa formatu plików STEP
- Wypełnienie Lightning
- Ulepszone rozmieszczenie szwów na podstawie widoczności
- Wyrównywanie ciśnienia
- Nowe profile drukarek i materiałów
- Wiele poprawek błędów i mniejszych usprawnień
Generator obrysów Arachne
Przez lata strategią stosowaną przez PrusaSlicer podczas generowania obrysów było przesunięcie konturu obiektu za pomocą linii ekstruzji o stałej szerokości. Powodowało to problemy w różnych przypadkach, zwłaszcza podczas drukowania cienkich ścian, tekstu lub logotypów.
Twórcy Cury zaimplementowali ostatnio nową strategię o nazwie Arachne opartą na pracy [Kuipers et al., 2020]. Generator Arachne produkuje pętle obrysów i wypełnienia szczelin o zmiennej szerokości wytłaczania. Mówiąc prościej, automatycznie generuje szersze lub cieńsze obrysy w zależności od potrzeb. Jest to ogromna zmiana! Wcześniej prawie niemożliwe było stworzenie ściany, która dokładnie pasowałaby do 2 obrysów. A teraz? Jeśli tylko grubość ściany jest wystarczająco bliska dwóm obrysom, PrusaSlicer zajmie się resztą.
Nowe podejście pozwala uzyskać ładniej wyglądające wydruki z mniejszą ilością artefaktów. Znacznie zmniejszyła się ilość wypełnień szczelin oraz małych ekstruzji używanych do wypełniania szczelin między obrysami, co również skutkuje skróceniem czasu potrzebnego na wydrukowanie modelu.
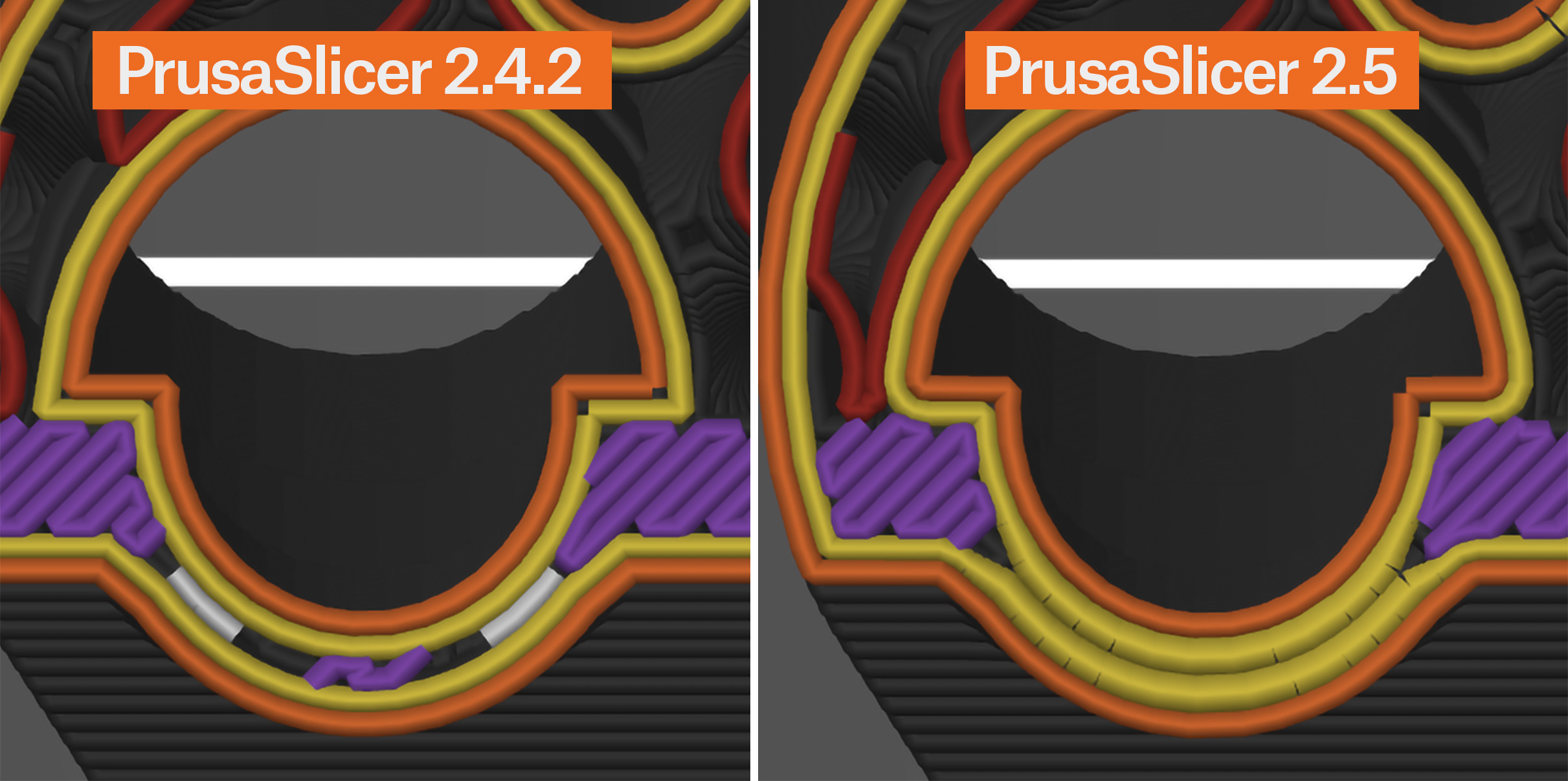
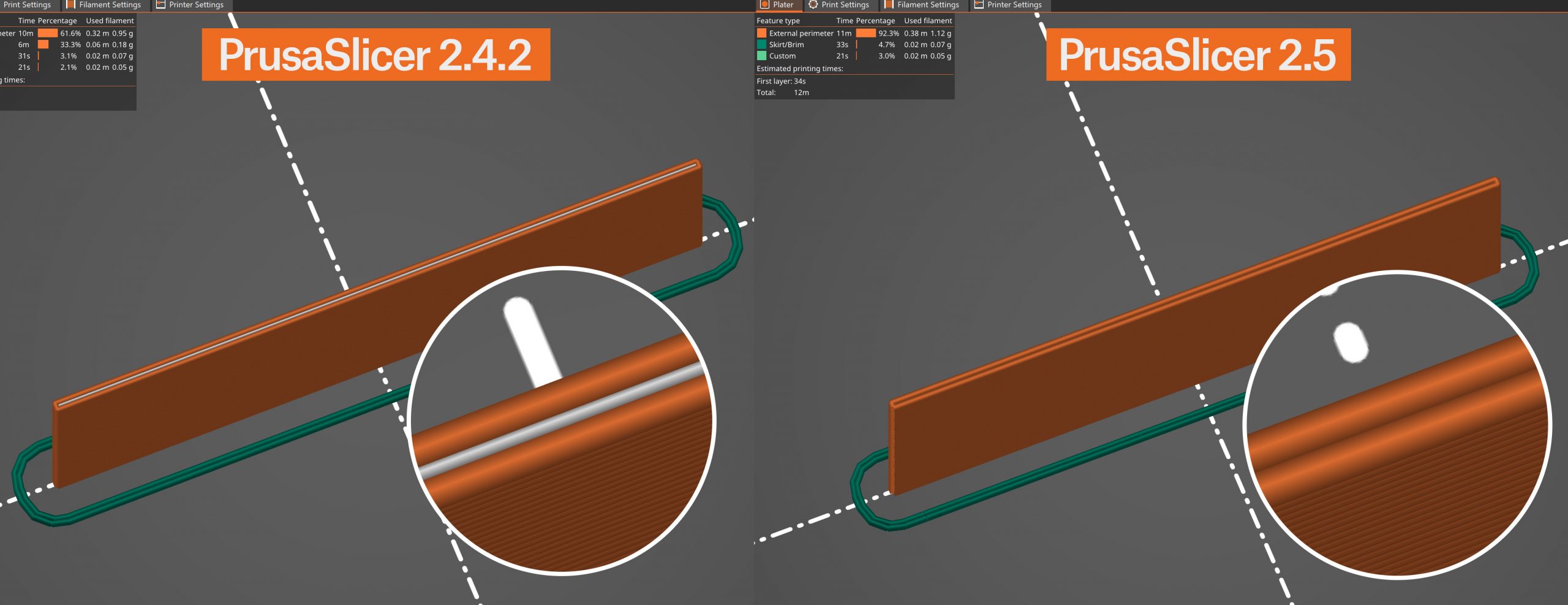
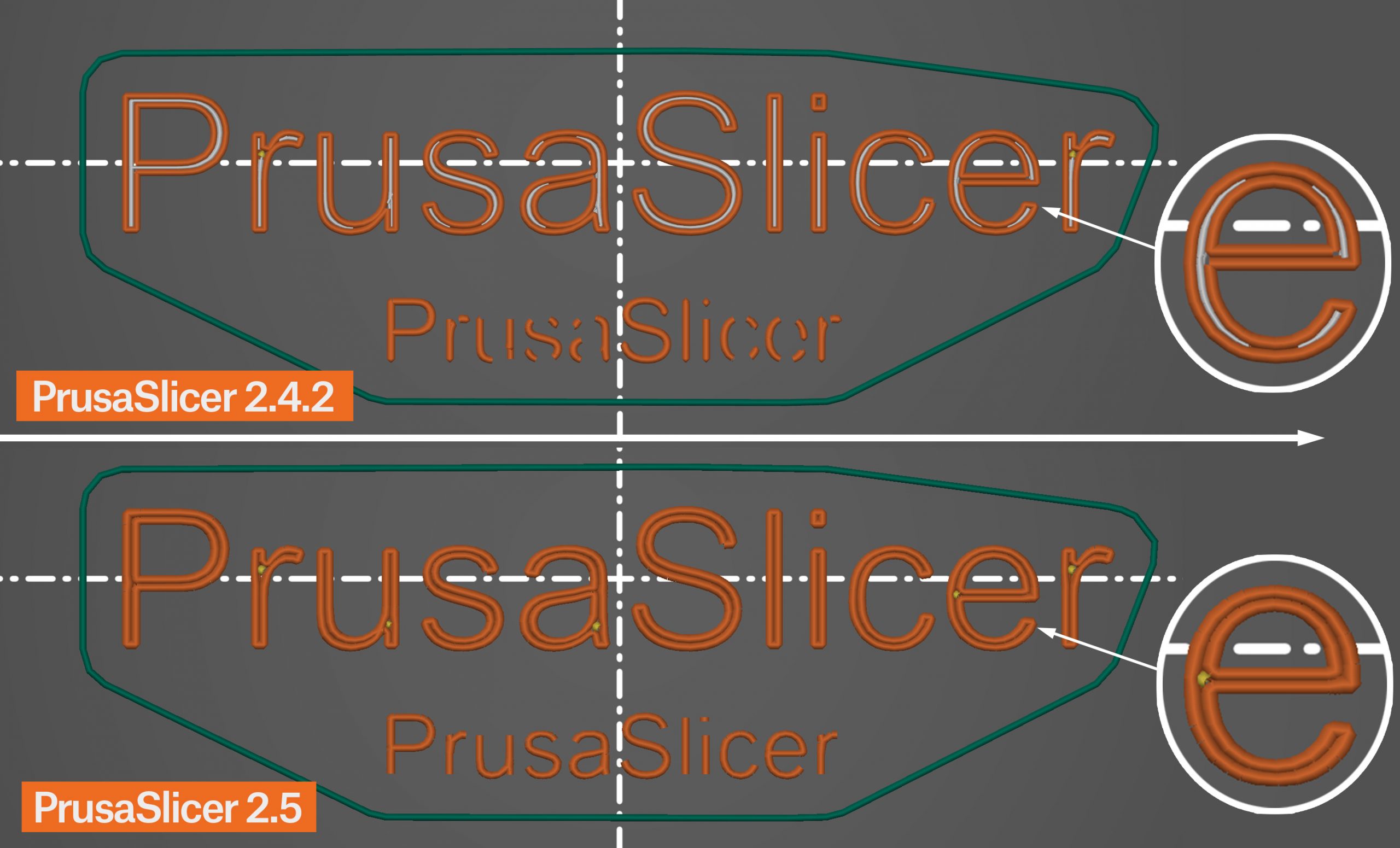
Klasyczny generator obrysów w PrusaSlicer 2.4.2 vs generator obrysów Arachne w PrusaSlicer 2.5
Jednym z obszarów, w którym generator obrysów Arachne naprawdę pokazuje swoją moc, jest drukowanie tekstów lub małych logotypów. Rysowanie czcionek o stałej szerokości linii jest oczywiście dość trudne. Nowy generator obrysów nie ma tego ograniczenia i produkuje znacznie czystsze teksty nawet w mniejszej skali.
Postanowiliśmy ustawić generator obrysów Arachne jako domyślną opcję. Jeśli chcesz używać starego generatora obrysów, możesz przełączyć go w sekcji Ustawienia druku – Generator obrysów.
Funkcja Wykrywanie cienkich ścian jest wyłączona, gdy wybrany jest generator obrysów Arachne, ponieważ nie jest potrzebna, gdyż Arachne zawsze próbuje dostosować szerokość wytłaczania do cienkich linii.
Obsługa formatu plików STEP
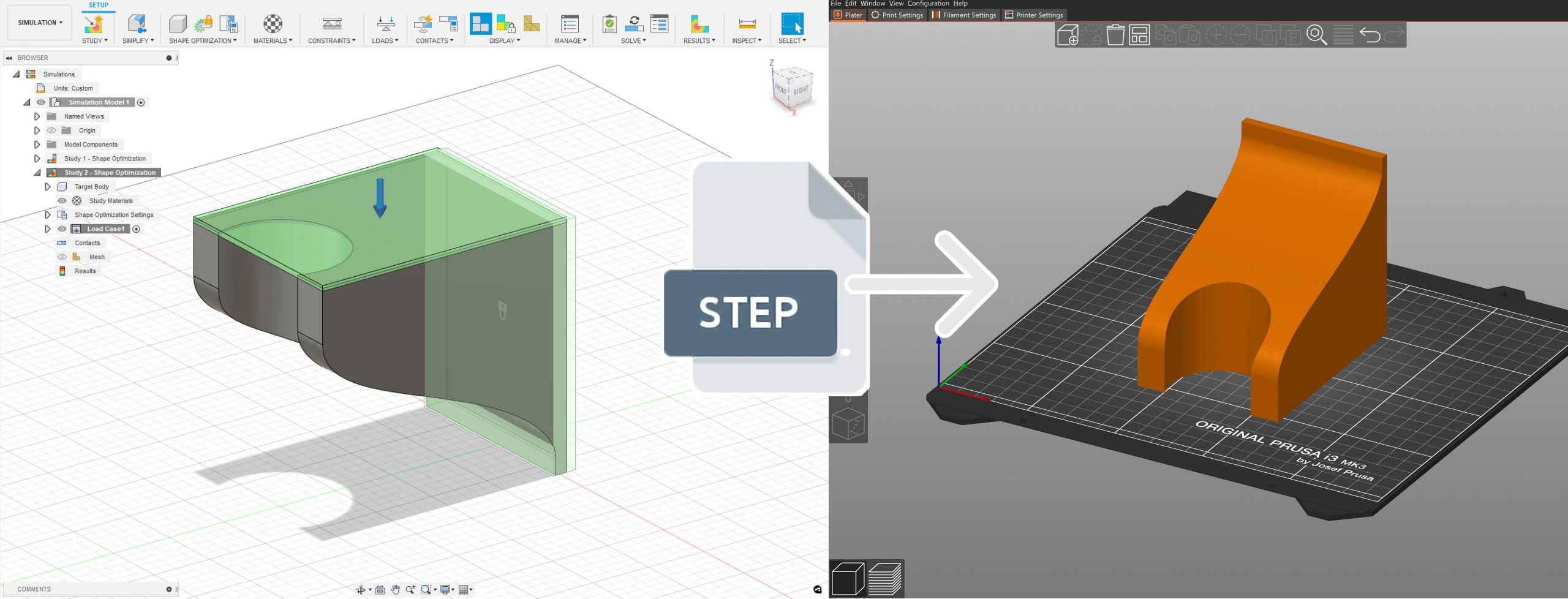
Zaczynając od tego wydania, PrusaSlicer jest w stanie importować pliki STEP. Ten format plików CAD jest zgodny z większością programów CAD i jest to standard ISO wspierany przez programy takie jak Fusion 360, FreeCAD, SolidWorks, Inventor, AutoCAD, CATIA i wiele innych.
Ten pozornie mały dodatek może mieć szerokie znaczenie. Dzięki możliwości bezpośredniego importowania plików STEP, spodziewamy się, że coraz więcej osób będzie używać STEP podczas udostępniania projektów online zamiast STL, który jest niezwykle trudny do edycji. Z kolei pliki STEP można dość łatwo edytować, co pozwala na szybkie dostosowanie modeli i remiksowanie. Firmy zajmujące się drukiem na żądanie mogą pominąć konwersję plików STEP od klienta na STL, oszczędzając cenny czas.
W tej chwili teselujemy model przy imporcie (konwertując go na siatkę trójkątów), więc model jest następnie cięty tak jak każda inna siatka, a nie analitycznie. Konwersja jest w pełni automatyczna (poziom szczegółowości nie jest konfigurowalny). Używamy platformy programistycznej Open CASCADE Technology (OCCT) do czytania plików STEP, więc wysyłamy im wielkie podziękowania za utrzymywanie projektu w duchu open-source. Jest to jądro CAD wykorzystywane również np. przez FreeCAD czy KiCad. Sama implementacja importu została przeniesiona z BambuStudio, także wielkie podziękowania dla nich.
Wypełnienie Lightning
Wypełnienie spełnia podwójną rolę – zapewnia sztywność konstrukcji i podtrzymuje górne warstwy. W przypadku, gdy sztywność strukturalna nie jest potrzebna, dzięki nowemu wypełnieniu Lightning, które jest zoptymalizowane do podtrzymywania tylko górnych warstw, można zaoszczędzić wiele materiału i czasu. Wypełnienie Lightning generuje rozgałęzioną strukturę, która staje się stopniowo gęstsza bliżej górnych powierzchni, aby podtrzymywać je ze zwiększoną niezawodnością.
Wypełnienie Lightning oparte jest na pracy [Tricard et al., 2019]. Podobnie jak generator obrysów Arachne, przenieśliśmy wypełnienie Lightning z Cury. Jeszcze raz dziękujemy za utrzymanie Cury z otwartym źródłem.

PrusaSlicer posiadał już wypełnienie o podobnym zachowaniu o nazwie „Sześcienne podpierające”. Jednak wypełnienie Lightning pozwala zaoszczędzić jeszcze więcej materiału. Poniższa tabela porównuje czas wydruku i zużycie filamentu podczas drukowania słynnej żaby drzewnej w skali 400%.
| Rodzaj wypełnienia | Czas drukowania [min] | Całkowita ilość filamentu [g] | Filament potrzebny na wypełnienie [g] | Filament zaoszczędzony na wypełnieniu |
|---|---|---|---|---|
| Gyroidalne 15% | 1104 | 204 | 114 | 0% |
| Sześcienne podpierające 15% | 792 | 152 | 62 | 46% |
| Lightning 15% | 840 | 111 | 20 | 82% |
Wyrównywanie ciśnienia
Drukarka 3D pracująca w technologii FDM składa się z układu kinematyki i układu wytłaczania. Podczas gdy układ kinematyki chętnie płynnie przyspiesza i zwalnia, aby zredukować wibracje, ekstruder woli wytłaczać w stałym tempie, aby uzyskać najlepszą konsystencję wytłaczanej linii. Oznacza to, niestety, że optymalne warunki układu kinematyki i ekstruder stoją ze sobą w sprzeczności.
Ekstrudery typu Bowden są szczególnie wrażliwe na zmiany ciśnienia, ze względu na luz w rurce Bowdena i nie są w stanie wiarygodnie odtworzyć gwałtownych zmian w szybkości wytłaczania. Korektor ciśnienia wygładza nagłe zmiany prędkości pomiędzy dwoma cechami (np. pomiędzy drukowaniem wypełnienia i obrysów) i redukuje artefakty wydruku spowodowane gwałtownymi zmianami ciśnienia w ekstruderze.
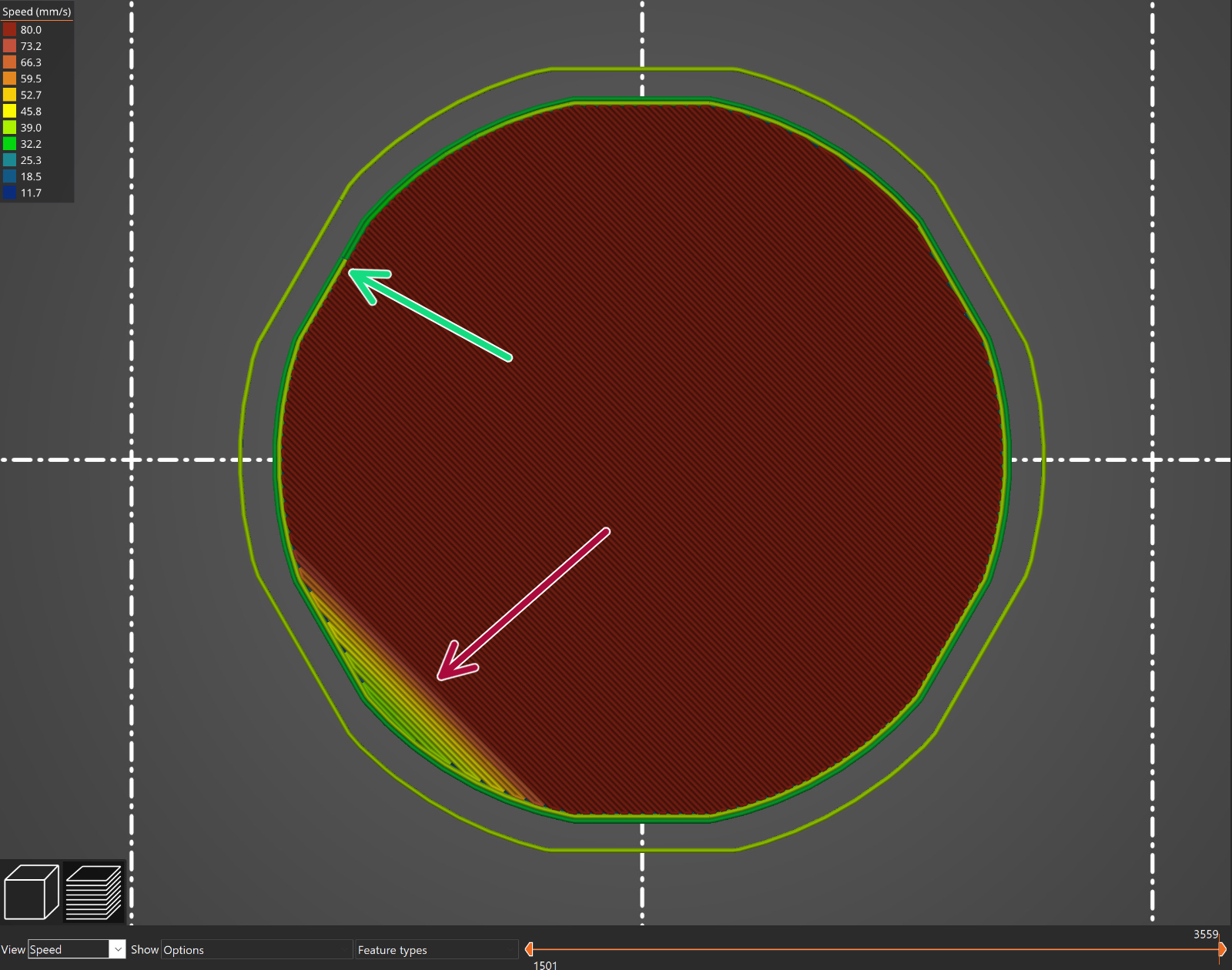
Przed przejściem z szybszego obrysu wewnętrznego do wolniejszego obrysu zewnętrznego, korektor ciśnienia zwalnia stopniowo na końcu obrysu wewnętrznego, aby osiągnąć szybkość wyciskania obrysu zewnętrznego. Podobnie, przy przejściu z obrysu zewnętrznego do wypełnienia, początek wypełnienia jest spowalniany do prędkości obrysu zewnętrznego i stopniowo przyspieszany.

Na wydruku po prawej stronie widać wybrzuszenia na zewnętrznych obrysach spowodowane nadmiernym ciśnieniem ekstrudera w drukarce typu Bowden, natomiast na wydruku po lewej stronie wybrzuszenia są złagodzone dzięki korektorowi ciśnienia
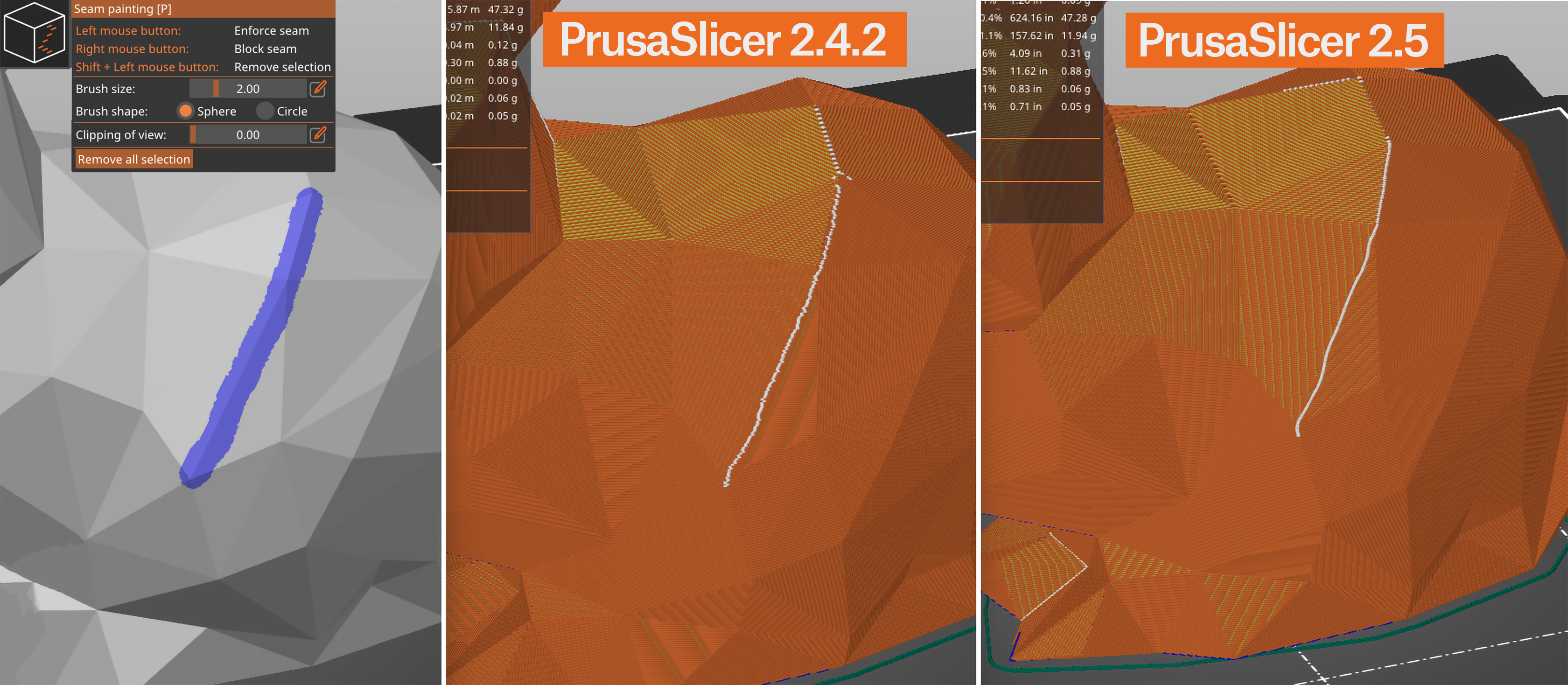
Ulepszone rozmieszczenie szwów na podstawie widoczności
O ile nie drukujesz w trybie wazy, każda pętla obrysu musi się gdzieś zacząć i skończyć. Ponadto, drukarka musi zatrzymać wytłaczanie na krótką chwilę, gdy głowica przechodzi do następnej warstwy. Ten punkt początkowy/końcowy tworzy potencjalnie widoczny pionowy szew na boku wydruku.
Od tej wersji algorytm rozmieszczania szwów preferuje regiony, które nie są widoczne z zewnątrz modelu lub są zasłonięte z większości kierunków. Nowy algorytm widoczności jest stosowany dla szwów ustawionych na Najbliższy lub Wyrównany. Dodatkowo, gdy używane jest malowanie szwów i ustawiona jest opcja Wyrównane, algorytm próbuje znaleźć ostry narożnik w malowanym obszarze i przyciągnąć wynikową linię szwu do niego, co prowadzi do gładszych linii wzdłuż ostrych krawędzi. Poprzednie wersje nie wykrywały ostrych krawędzi w tym scenariuszu.
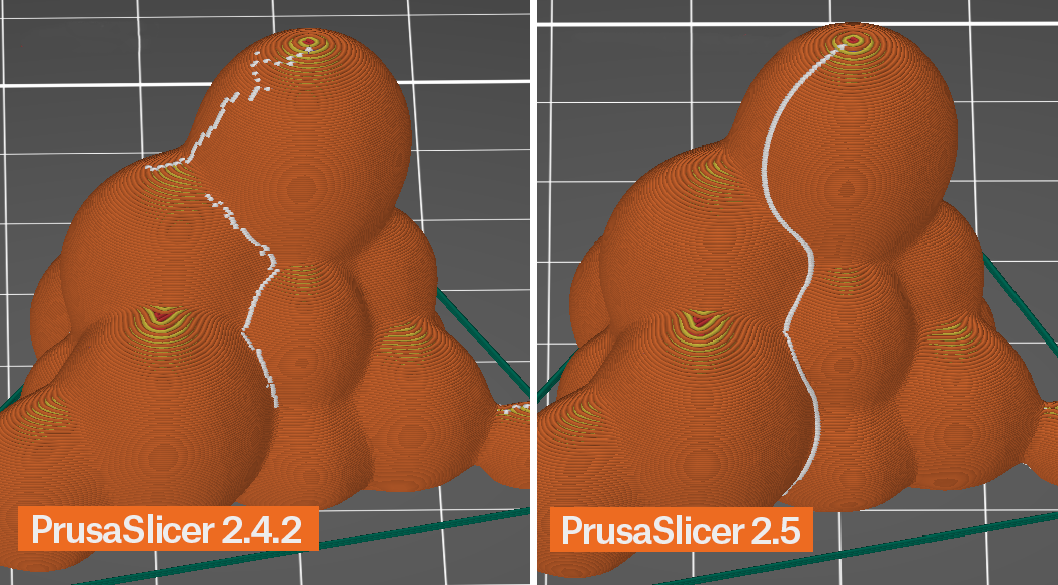
Nowy algorytm dąży również do uzyskania możliwie długich i gładkich szwów na gładkich powierzchniach, podczas gdy stary algorytm często produkował na takich powierzchniach oderwane od siebie losowe fragmenty.
Dla modeli wielomateriałowych lub wieloczęściowych, gdzie warstwa jest podzielona na wiele regionów, a każdy region ma swój własny obrys, szwy są od teraz ukryte wewnątrz obiektu pomiędzy regionami.
Inne nowe funkcje
- Miniatury G-Code mogą być teraz eksportowane w formatach JPG i QOI
- Drążenie SLA jest teraz do 10x szybsze
- Szacowany czas SLA jest teraz dokładniejszy dla Original Prusa SL1S SPEED
- Nowe i zaktualizowane profile drukarek innych firm
Dokumentacja PrusaSlicera została już zaktualizowana, aby odzwierciedlić większość zmian w tym wydaniu.
Jeśli chcesz przeczytać pełną listę zmian, sprawdź stronę każdej wersji na naszym GitHubie. Skupiamy się na skróceniu cyklu rozwoju, aby użytkownicy mogli cieszyć się nowymi wersjami PrusaSlicera częściej. W rezultacie niektóre nowe funkcje nie trafiły do tego wydania, ponieważ nie były gotowe na czas, ale zobaczysz je w kolejnej wersji 2.6. Jak zawsze, jeśli masz jakieś pytania lub sugestie dotyczące ulepszeń, nie wahaj się podzielić nimi z nami. Udanego drukowania!
Musisz się zalogować, aby móc dodać komentarz.