






Jest to często swego rodzaju zagadka: zaczyna się od modelu 3D, który następnie próbujesz odpowiednio obrócić, dodać podpory, ustawić parametry druku itp., aby otrzymać najlepsze możliwe rezultaty. Proces ten jest nazwany cięciem i jest umiejętnością kluczową do nabycia, jeśli chcesz mieć dobre wydruki.
Pomimo, że drukarki 3D Original Prusa i3 oraz SL1 mają tę samą zasadę działania, którą jest obróbka przyrostowa, to wytwarzają obiekty w różny sposób. MK3S i poprzednie modele wytłaczają roztopiony plastik, podczas gdy SL1 utwardza płynną żywicę, a obiekt powstaje do góry nogami. Cięcie dla SL1 przebiega inaczej i wymaga większej ilości podpór w porównaniu do technologii FFF/FDM, ale są one również łatwiejsze do usunięcia.
Spis treści
- Podstawowe zasady
- Co wpływa na czas druku?
- Ułożenie modelu na stole
- Podpory w formie drzewa i podkładka
- Ręczna edycja podpór
- Drukowanie dużych, cienkich modeli
- Cięcie skomplikowanych kształtów
- Drążenie modeli
- Podgląd cięcia
- Trening czyni mistrza
Podstawowe zasady
Zanim zagłębimy się w szczegóły, spójrzmy na ogólne zasady, o których warto pamiętać podczas cięcia modeli pod druk SLA.
- Jakie czynniki mają wpływ na czas druku
- Znaczenie orientacji modelu
- Dodawanie podpór – automatyczne i ręczna edycja
- Drążenie modelu
- Sprawdzenie wyników cięcia przed zapisem
Co wpływa na czas druku?
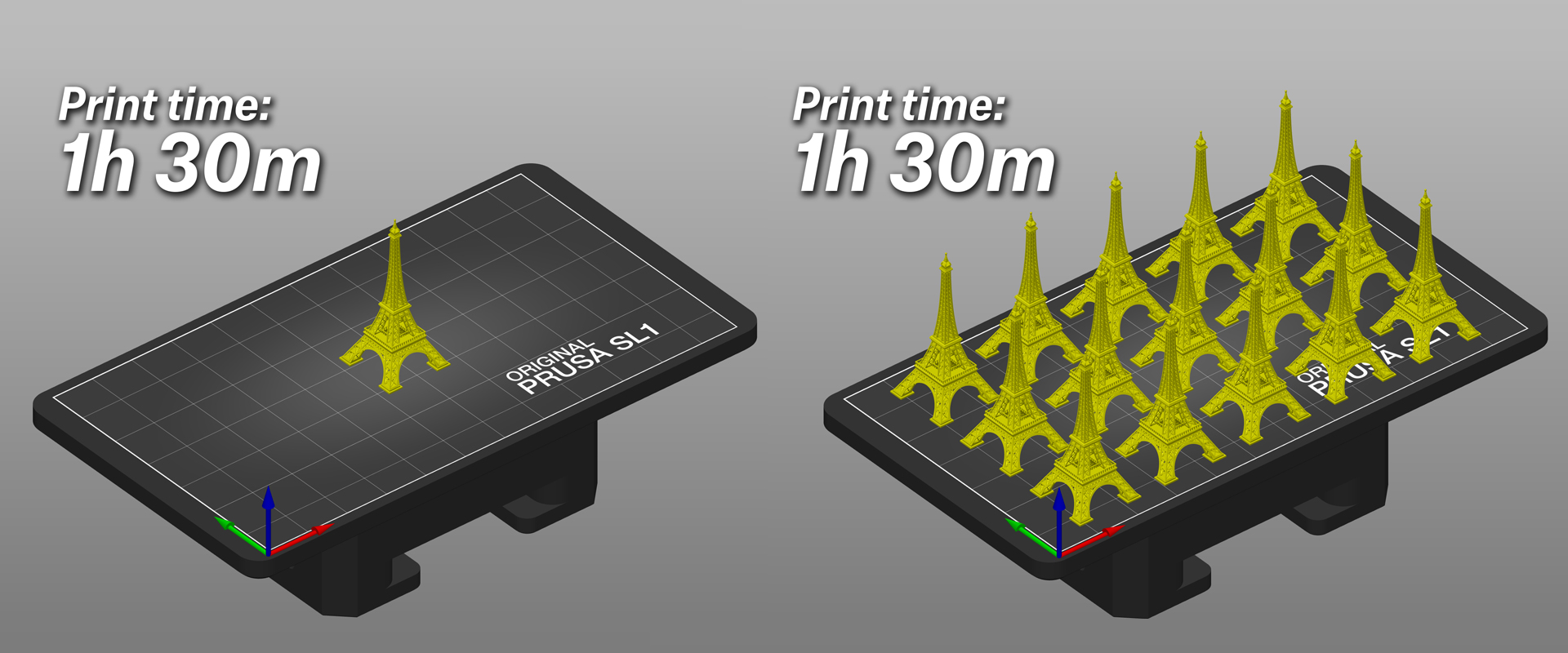
Jeśli masz drukarkę 3D FFF/FDM, np. naszą MK3S, to prawdopodobnie wiesz już, że poziom skomplikowania modelu, wraz z kilkoma innymi czynnikami (rozmiar, wypełnienie, wysokość warstwy, średnica dyszy), ma decydujący wpływ na czas potrzebny na wykonanie wydruku. Czasy druku na SL1 są jednak z grubsza obliczane na podstawie prostego działania matematycznego: liczba warstw × (czas naświetlania + czas tiltu). Nie ma znaczenia ilość modeli i poziom skomplikowania ich geometrii – czasy naświetlania są stałe przez cały wydruk, z wyjątkiem pierwszych dziesięciu warstw, które wymagają odrobinę dłuższej ekspozycji. Innymi słowy, drukowanie wysokiego modelu zajmie mniej czasu, jeśli położysz go płasko na platformie roboczej. Nie ma również znaczenia ilość modeli – jeden będzie wymagał tyle samo czasu, co jego dziesięć kopii, ponieważ liczba warstw będzie w tym przypadku zawsze stała.
Podobnie jak przy FFF/FDM, możesz skrócić czas druku przez zwiększenie wysokości warstwy – grubsze warstwy oznaczają mniejszą ich ilość. Nie ma potrzeby drukowania z najniższymi możliwymi wartościami – korzyści są zaskakująco niewielkie przy „codziennym” druku 3D. Zalecamy pozostanie przy warstwie 0,05 mm dla bardziej szczegółowych wydruków i 0,1 mm dla “roboczych” (co i tak przełoży się na znacznie wyższą jakość niż przy druku FFF/FDM). Warstwy o wysokości 0,035 mm oraz 0,025 mm są zarezerwowane dla modeli o najwyższej szczegółowości. Nie każda żywica może być drukowana w pełnym spektrum wysokości warstw – PrusaSlicer zawiera bibliotekę żywic, które przetestowaliśmy m.in. pod tym kątem. Szeroki wybór materiałów do drukowania jest dostępny w naszym sklepie online.
Ułożenie modelu na stole
Pierwszym krokiem do udanego wydruku jest ułożenie modelu na stole w odpowiedniej orientacji. SL1 może poradzić sobie z dużymi zwisami oraz nawet elementami wiszącymi w powietrzu dzięki wytrzymałym, ale cienkim podporom, które należy odciąć z gotowego wydruku. Więc nawet, jeśli nie zawsze będziesz w stanie obrócić modelu idealnie, to podpory przyjdą Ci z pomocą. Znalezienie prawidłowej orientacji ma jednak kilka znaczących zalet, jak np. możliwość skrócenia czasu druku (omówimy to w kolejnym rozdziale).

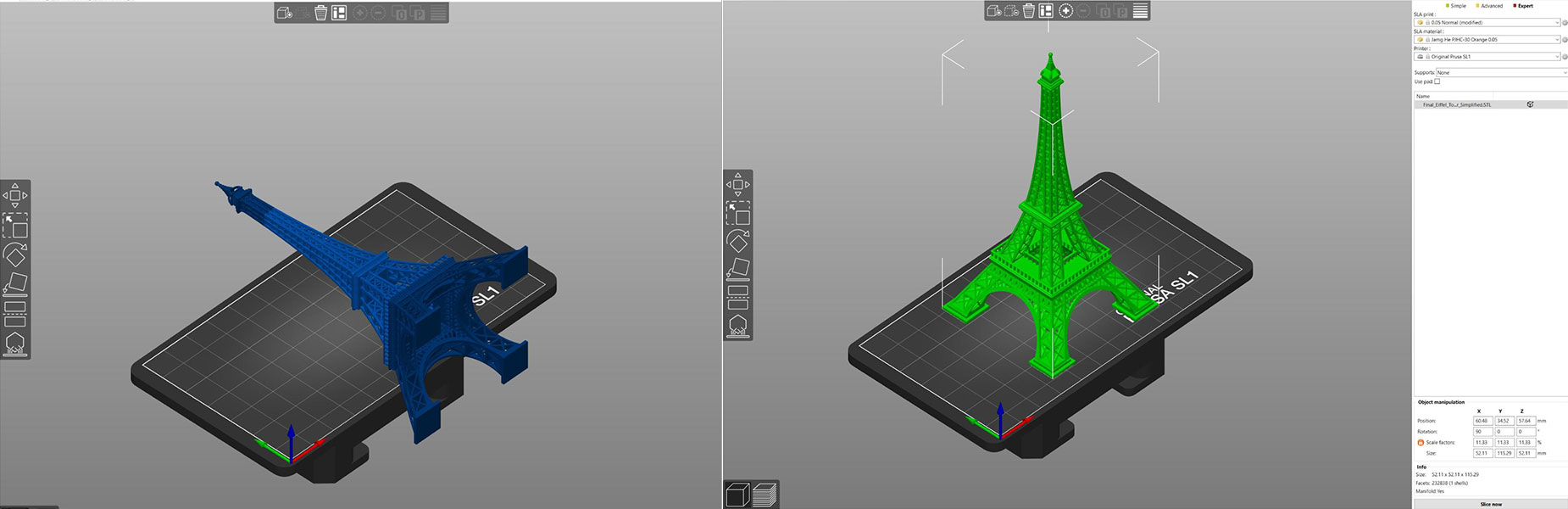
Jak można zauważyć, modele pod druk SLA są często obrócone pod kątem 45 stopni. Jest ku temu kilka powodów – niektóre są uwarunkowane technologicznie (lepszy anty-aliasing), inne to typowo praktyczne (obrócenie modelu daje większą powierzchnię, co pozwala rozłożyć podpory na większym obszarze. Niektórzy producenci drukarek stosują folie na bazie silikonu jako dna zbiorników, co wymusza konieczność zmiany pozycji kolejnych wydruków, aby spowolnić jej zużycie. W SL1 zastosowaliśmy folię FEP, która jest dużo bardziej trwała – wciąż jest to jednak element eksploatacyjny.
Kolejnym powodem ustawienia modelu w odpowiedniej orientacji jest unikanie dużych, płaskich powierzchni – siła potrzebna do ich oddzielenia od dna zbiornika zwiększa się i większych ilości podpór. W skrócie: najlepszą drogą do dobrze wyglądających wydruków jest pozwolenie im stopniowo „rosnąć” pod kątem. Pozwala to ukryć raster maski wyświetlanej przez ekran naświetlający, który w niektórych przypadkach mógłby pokazać się na powierzchni wydruku. Jak jednak poprzednio wspomnieliśmy – dla osiągnięcia lepszych rezultatów, niektóre modele lepiej jest drukować na płasko . Czy to sobie przeczy? Nie – każdy przypadek należy rozpatrzyć indywidualnie.
Przyjrzyjmy się kilku przykładom różnych orientacji modeli. Prawidłowe umieszczenie modelu na platformie jest łatwiejsze dzięki naszemu slicerowi PrusaSlicer 2.0 – do szybkiej i efektywnej manipulacji modelem masz do dyspozycji narzędzia przesuwania, obracania, skalowania i kładzenia na płaszczyźnie. Niektóre modele można położyć w taki sposób, że nie będą wymagać podpór.
Narzędzie Połóż na płaszczyźnie pozwoli Ci obrócić model i położyć na wybranej powierzchni jednym kliknięciem
Budynki często nie wymagają żadnych podpór i mogą być drukowane bezpośrednio na platformie roboczej. Zachowaj jednak ostrożność przy zdejmowaniu wydruków!
W większości przypadków istnieje więcej niż jedna poprawna orientacja dla danego modelu. Jest tak zazwyczaj w przypadku biżuterii i różnych figurek. Podstawową zasadą jest obrócenie wydruku w taki sposób, aby zminimalizować ilość obszarów, których drukowanie rozpoczynałoby się „w powietrzu” (bez połączenia z innymi elementami). Nazywamy te obszary „wyspami”. Nie mogą one zostać wydrukowane bez podpór – a skoro generalnie korzystniej jest ich unikać, to zawsze warto szukać lepszej pozycji dla modelu.
Wydaje się to proste, prawda? Jak jednak radzić sobie z modelami, które będą wymagać podpór?
Podpory w formie drzewa i podkładka
Podpory generowane dla SL1 różnią się od tych dla drukarek w technologii FFF/FDM, np. Original Prusa i3 MK3S. Wsporniki dla SLA bardziej przypominają drzewa z wieloma cienkimi gałęziami, które łatwiej jest odciąć z gotowego wydruku oraz pozostawiają bardzo niewielkie ślady na powierzchni. Oznacza to również, że zbyt mała ilość podpór może mieć negatywne efekty – np. odklejanie się ciężkich modeli od platformy w trakcie drukowania. Ilość koniecznych do zastosowania podpór ma ścisły związek z orientacją modelu – obracając go do optymalnej pozycji możemy zredukować ich ilość. Pamiętaj również, że drukowanie mostów nie jest zalecane w technologii SLA – niepodparte obszary będą miały tendencję do wyginania się, skręcania i/lub rozdzielania.
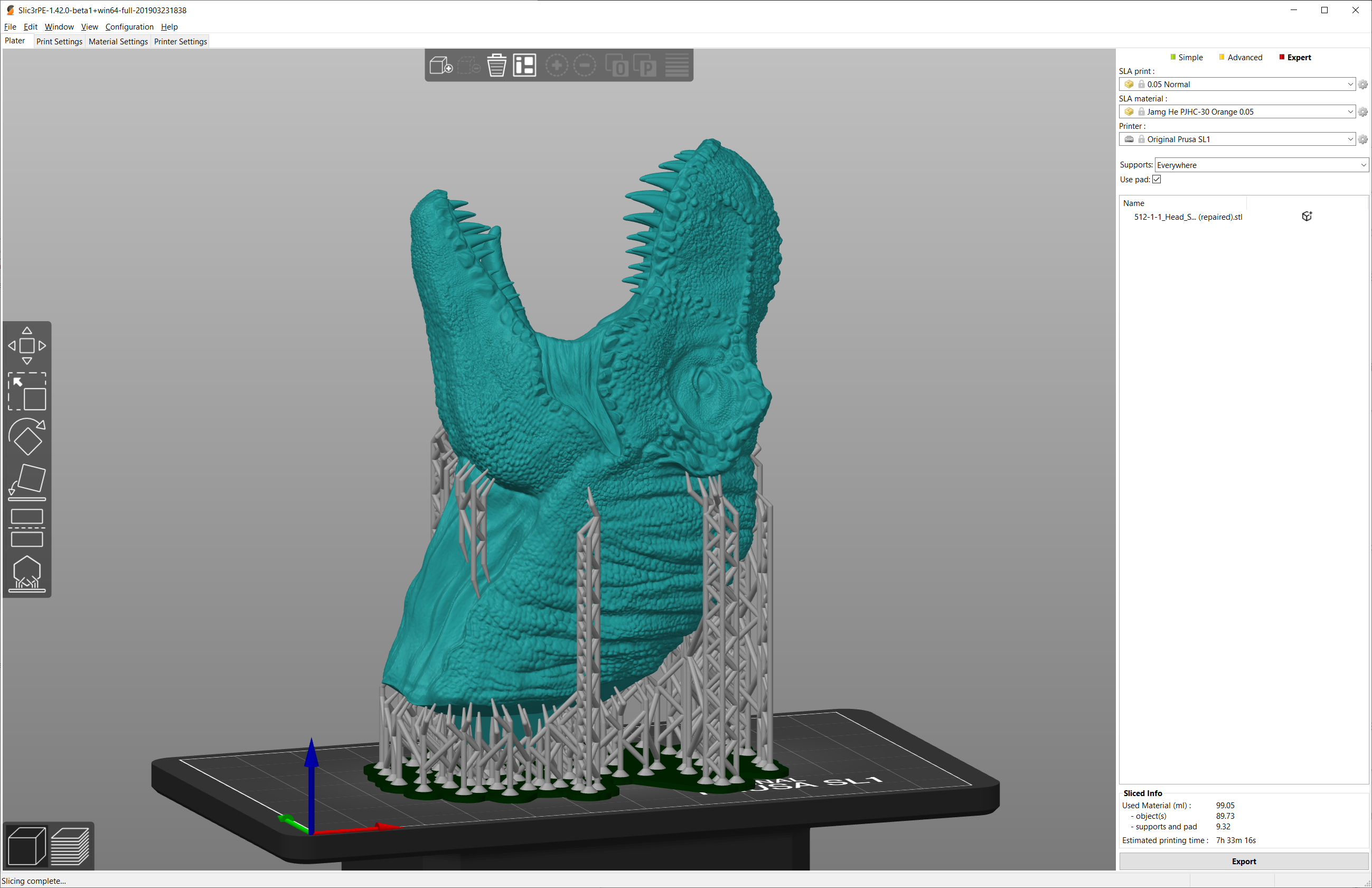
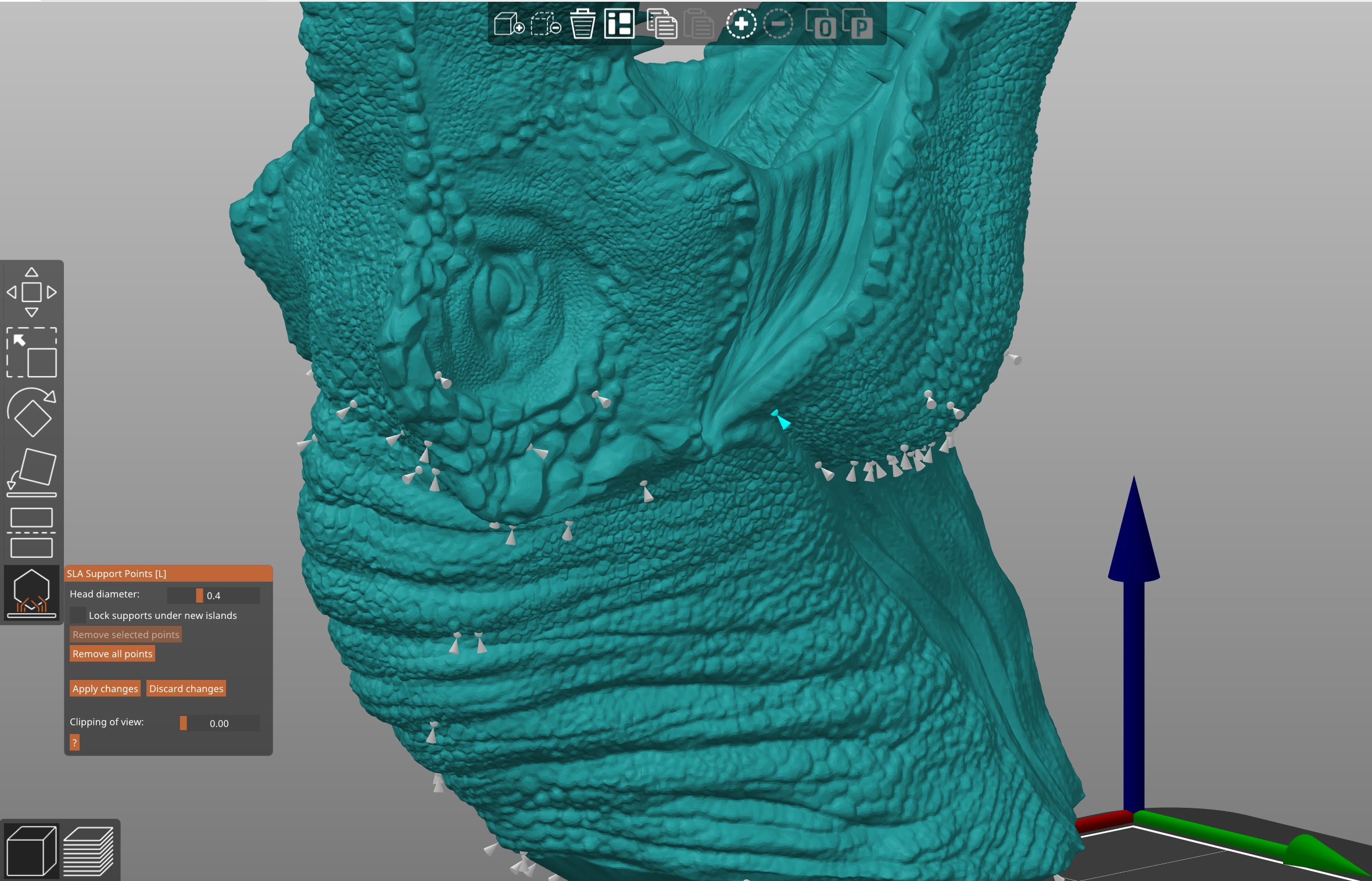
Możesz znacznie obniżyć ilość podpór przez obrócenie modelu do optymalnej pozycji. Zęby tego T-rexa mogą być wydrukowane bez ich użycia
Pamiętaj również, że usunięte podpory mogą pozostawiać na powierzchni niewielkie ślady, jeśli więc Twój wydruk ma obszary, które powinny być idealne (np. ornament ozdabiający biżuterię lub twarz figurki), to unikaj dodawania ich tam.
PrusaSlicer 2.0 jest wyposażony w opcję automatycznej generacji podpór w formie drzewa. Jak to działa?
- Wybierz model, który wymaga podpór
- Kliknij na ikonę Punkty podpór SLA
- Wybierz gęstość rozmieszczenia punktów podpór oraz minimalny dystans między nimi (domyślne wartości powinny sprawdzić się w większości przypadków)
- Kliknij na Generuj punkty automatycznie i poczekaj na zakończenie
- Użyj podglądu, aby sprawdzić, czy wszystkie “wyspy” są podparte – jeśli nie, to możesz ręcznie edytować podpory.
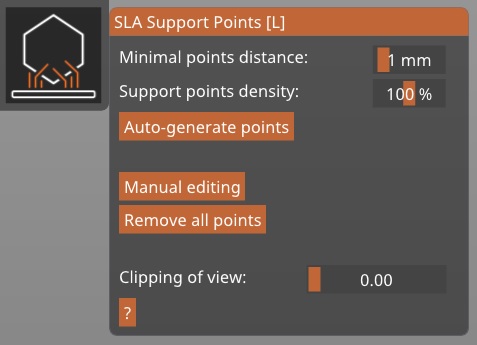
Menu podpór SLA w PrusaSlicer
Innym czynnikiem do rozważenia jest użycie podkładki. Podkładka (domyślnie włączona) jest dużą strukturą stanowiącą bazę wydruku, która służy również za podstawę dla podpór. Nawet biorąc pod uwagę, że możliwe jest drukowanie podpór bezpośrednio na aluminiowej platformie, to użycie podkładki zapewni im wyższą stabilność.
Ręczna edycja podpór
W niektórych przypadkach automatyczne generowanie podpór nie da całkowicie zadowalającego rezultatu – jest to normalne ze względu na nieskończoną ilość możliwych do stworzenia kształtów. Stale ulepszamy algorytmy tworzenia podpór, aby eliminować takie sytuacje. Możesz wtedy ręcznie dodać potrzebne gałęzie, nawet jeśli istnieją już te wygenerowane automatycznie.
Porównanie automatycznie wygenerowanych podpór z edytowanymi ręcznie
Kliknij przycisk Edycja ręczna. Uprzednio wygenerowane struktury staną się niewidoczne, aby dać Ci lepszy podgląd modelu. Użyj lewego przycisku myszy, aby dodać nowe punkty podpór. Możesz zmienić ich grubość w trybie ręcznej edycji suwakiem „Średnica łącznika” lub przejść do Ustawień druku – Podpory i zmodyfikować poniższe parametry, aby zwiększyć grubość struktur:
- Średnica początku łącznika: 0,6 mm
- Przenikanie łączników podpór: 0,6 mm
- Średnica słupków podpór: 1,3 mm
Przydatne skróty
Shift + Przeciągnięcie z lewym przyciskiem = dodaj wiele punktów do zaznaczenia
CTRL + Kliknięcie lewym przyciskiem = dodaj pojedynczy punkt do zaznaczenia
ALT + Kliknięcie lewym przyciskiem = usuń pojedynczy punkt podpory z zaznaczenia
ALT + Przeciągnięcie z lewym przyciskiem = usuń wiele punktów z zaznaczenia
CTRL + A = zaznacz wszystkie punkty
CTRL + Kółko myszy = przesuń płaszczyznę przecinania
Drukowanie dużych, cienkich modeli
Duże, cienkie modele mają tendencję do wyginania się, ponieważ ich ścianki są dość elastyczne. Zazwyczaj dotyczy to pudełek, obudów lub nawet modeli pociągów w skali. Rozwiązaniem jest użycie większej ilości, gęstszych podpór w połączeniu z ich ręcznym rozmieszczeniem. Ogólnie rzecz biorąc, technologia druku 3D FFF/FDM jest bardziej odpowiednia dla druku wszelkiego rodzaju prostych kształtów geometrycznych, jak np. obudowy do Arduino itp.
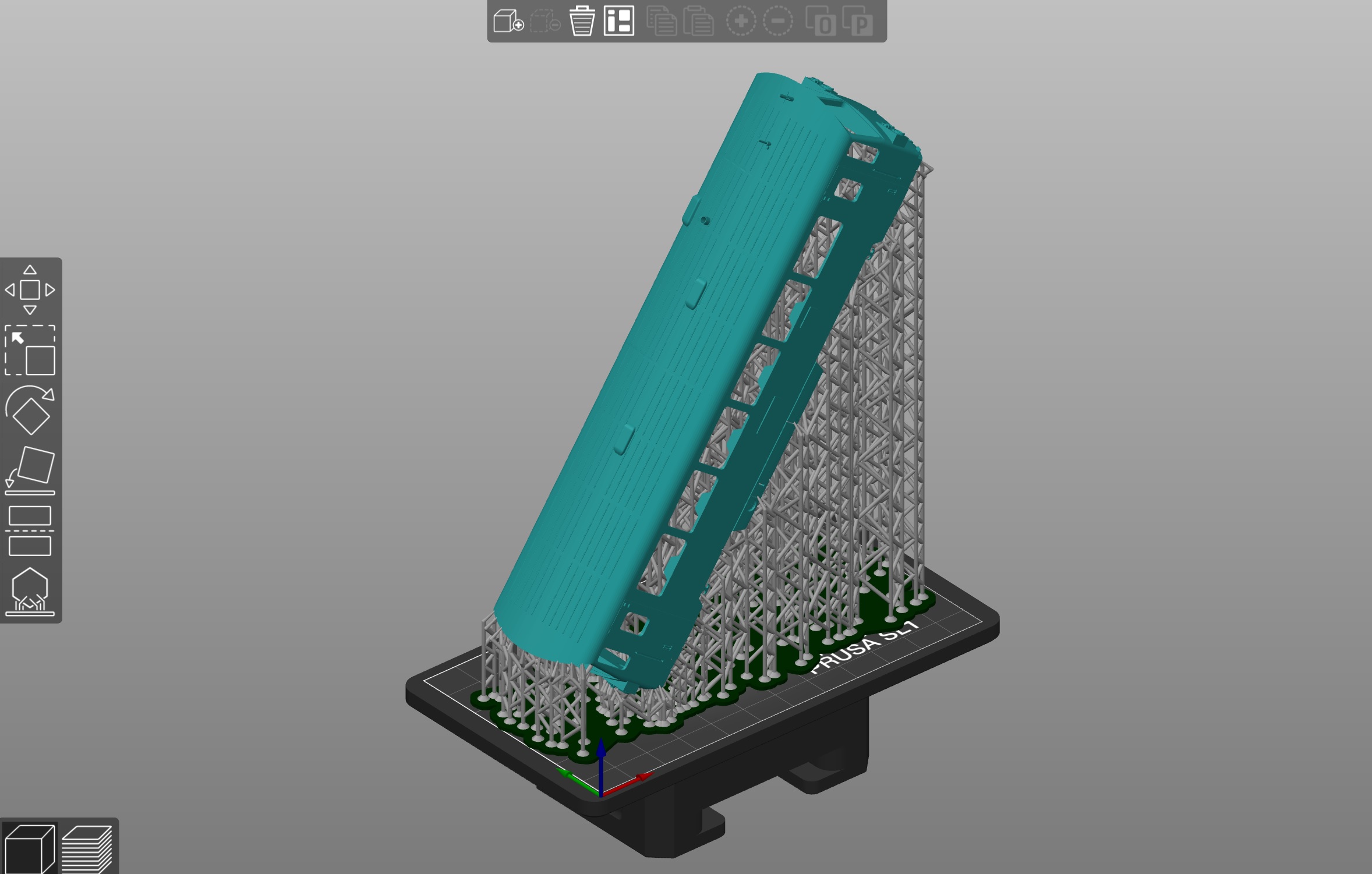
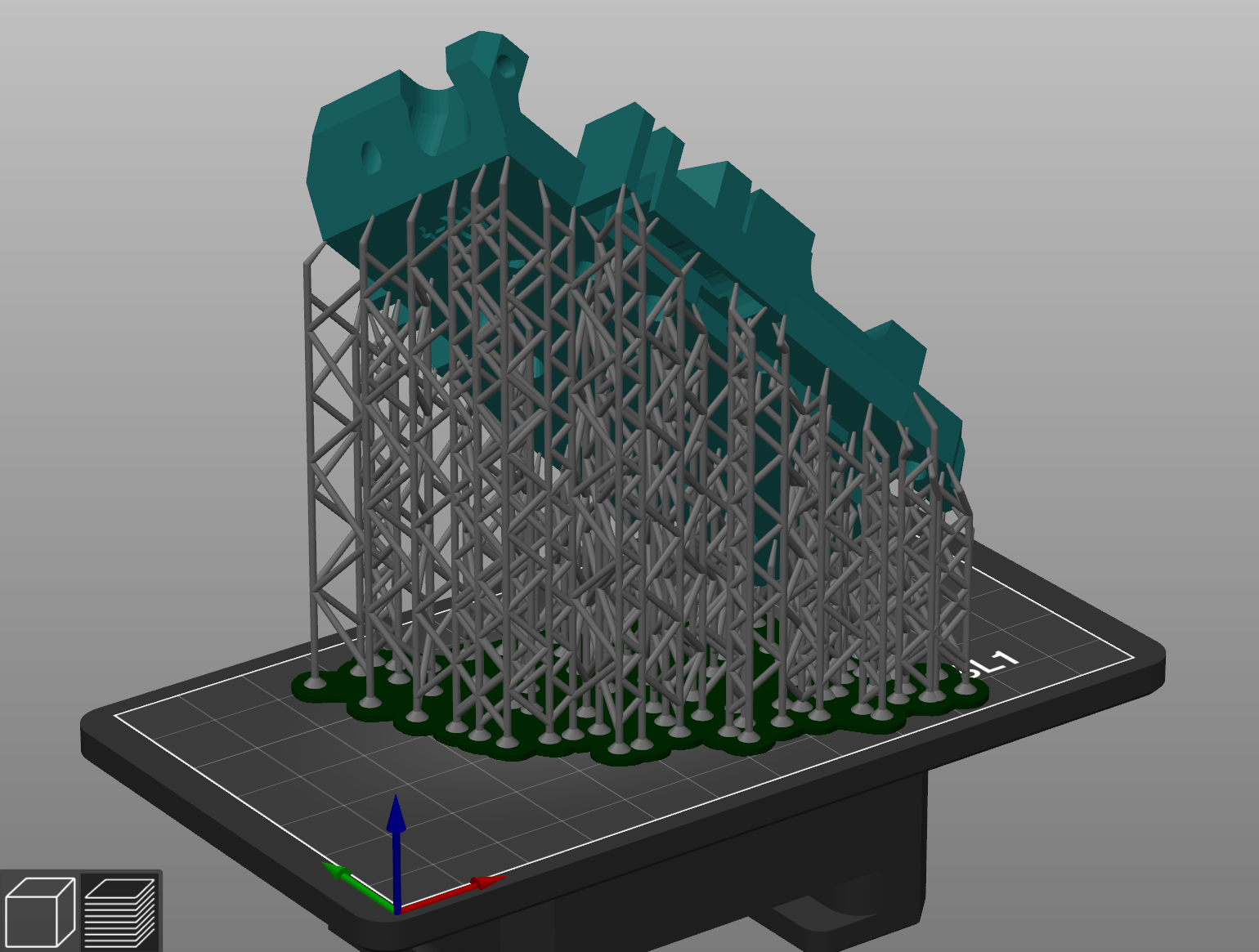
Nie bój się dodawać wielu podpór do modeli wysokich lub o cienkich ściankach
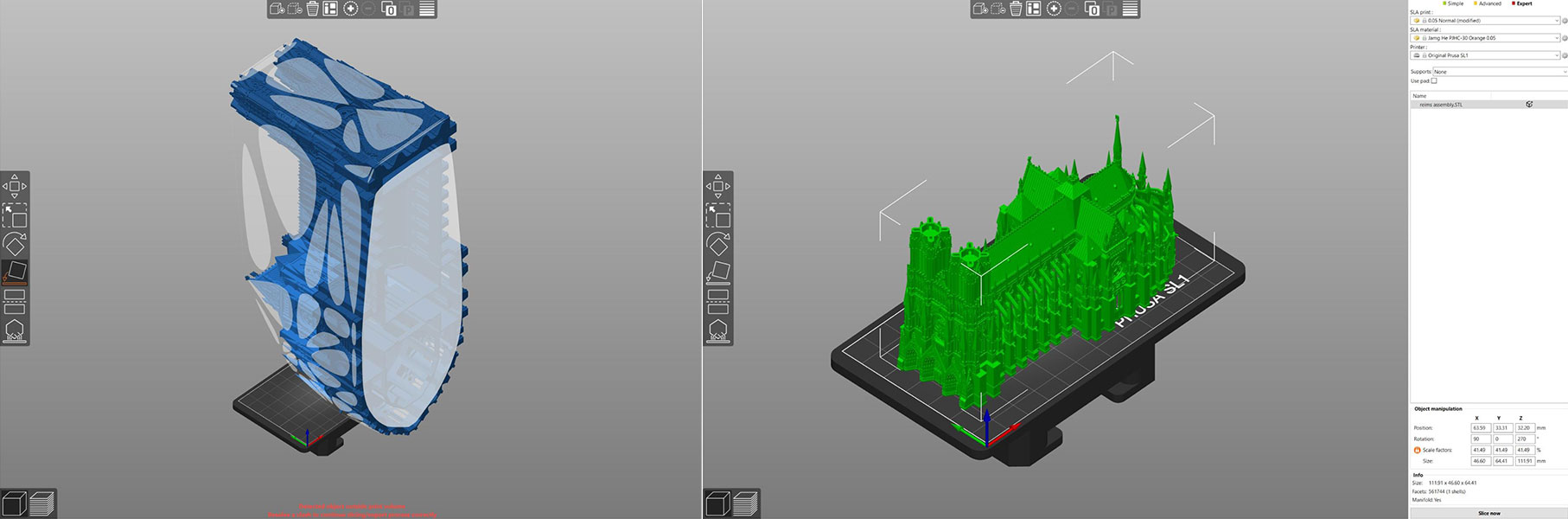
Obrócenie modelu o 45 stopni jest szczególnie ważne dla dużych wydruków. Duży model o małej powierzchni przylegania może być problematyczny w drukowaniu z powodu małej ilości podpór – wysoka waga lub duże siły ssące mogą powodować odklejanie się od platformy. Zalecamy drążenie dużych modeli przed drukowaniem – obniży to zużycie żywicy oraz wagę modelu, co ułatwi drukowanie.
Cięcie skomplikowanych kształtów
Elementy mechaniczne, części, które powinny do siebie pasować, łączenia, kołki itp. powinny być drukowane z wysoką precyzją. Mimo tego, że drukarki SLA są lepiej przystosowane do druku kształtów organicznych, to z powodzeniem mogą również drukować kształty geometryczne i złożenia komponentów. Kluczem jest umieszczenie podpór strategicznie, wzdłuż krawędzi.
Powód jest prosty: podczas drukowania z płynnej żywicy, utwardzany materiał jest nadal dość miękki, co oznacza, że model może wyginać się małym zakresie podczas ruchów platformy. Oprócz tego, większość żywic wykazuje tendencję do kurczenia się odrobinę podczas utwardzania światłem UV, co może powodować nieznaczne wyginanie krawędzi wydruku. Tutaj również pomoże duża ilość podpór.
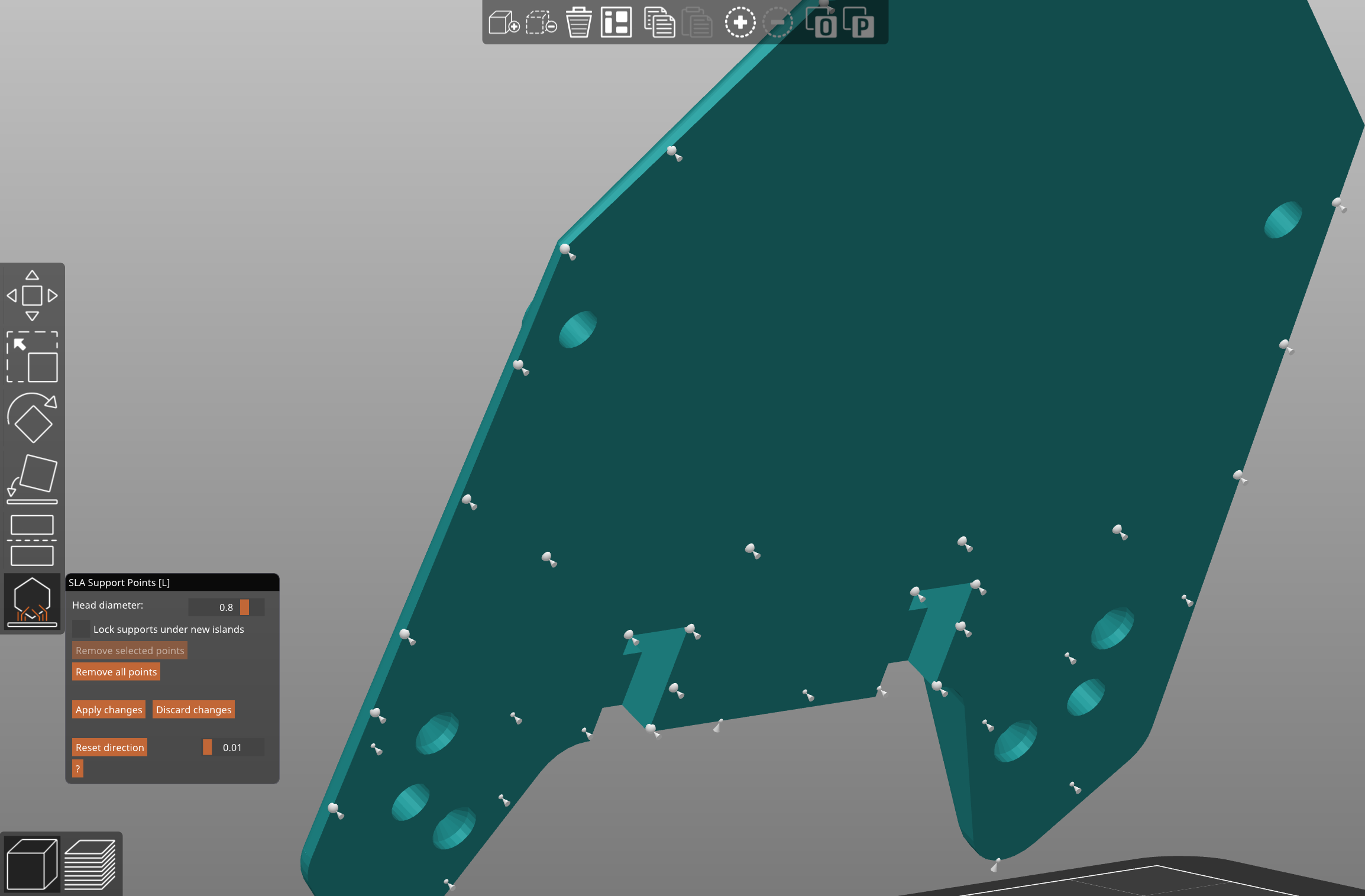
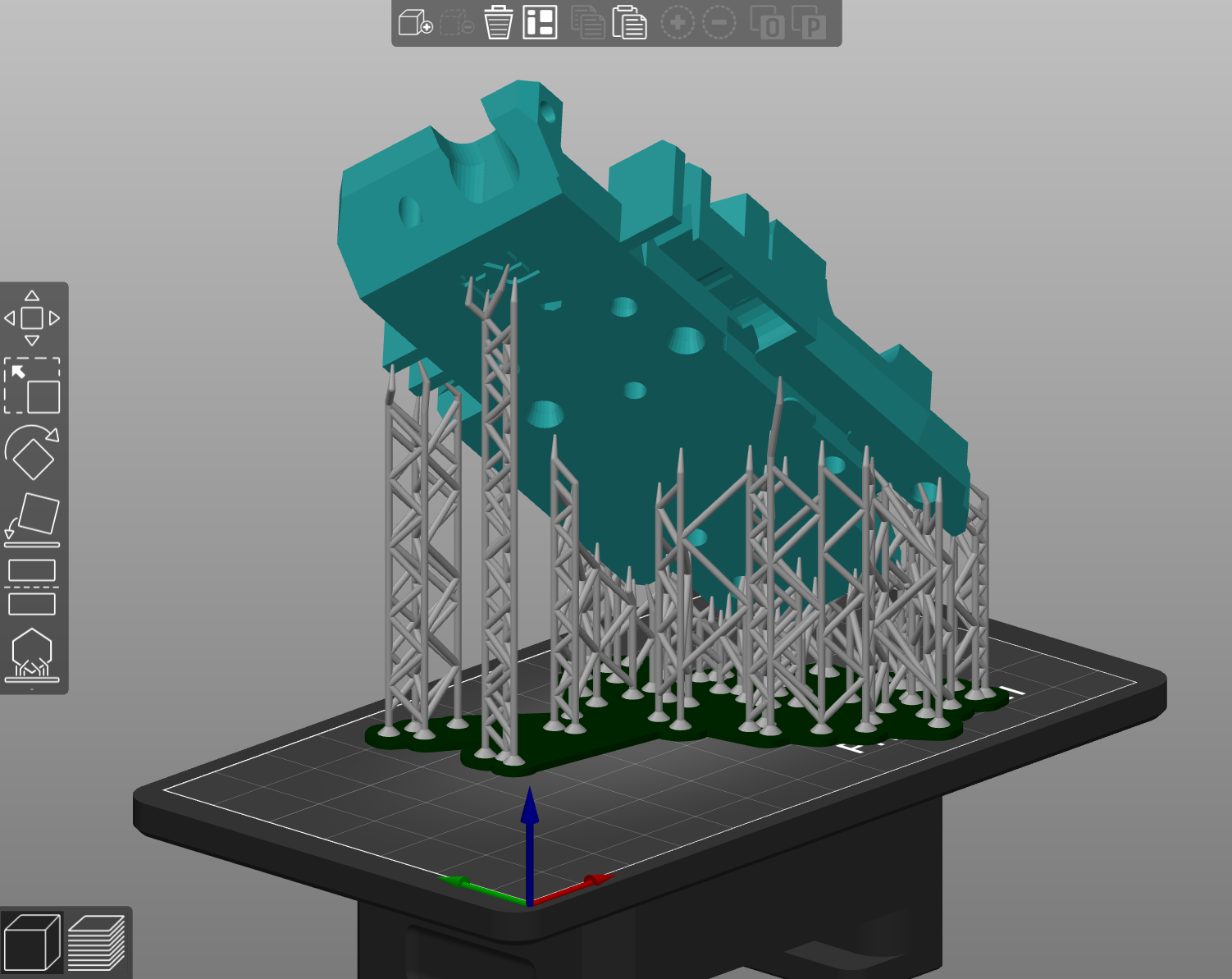
Podczas drukowania kształtów nieorganicznych użyj ręcznego ustawiania podpór, aby umieścić grubsze wsporniki wzdłuż krawędzi
Pamiętaj również, że podczas drukowania bezpośrednio na platformie, na kilku pierwszych warstwach tworzy się tzw. „stopa słonia” – podczas utwardzania pierwszych warstw materiał rozszerza się bardziej, tworząc nierówną powierzchnię. Dlatego zalecamy używanie Podkładki.
Protip: Jak już wspomnieliśmy, ilość modeli drukowanych na raz nie ma wpływu na czas druku – zależy to od ilości warstw. Skorzystaj z tej właściwości podczas drukowania skomplikowanego modelu – umieść na platformie kilka kopii obiektu, obracając każdą w innym kierunku. Pozwoli Ci to zaoszczędzić czas.
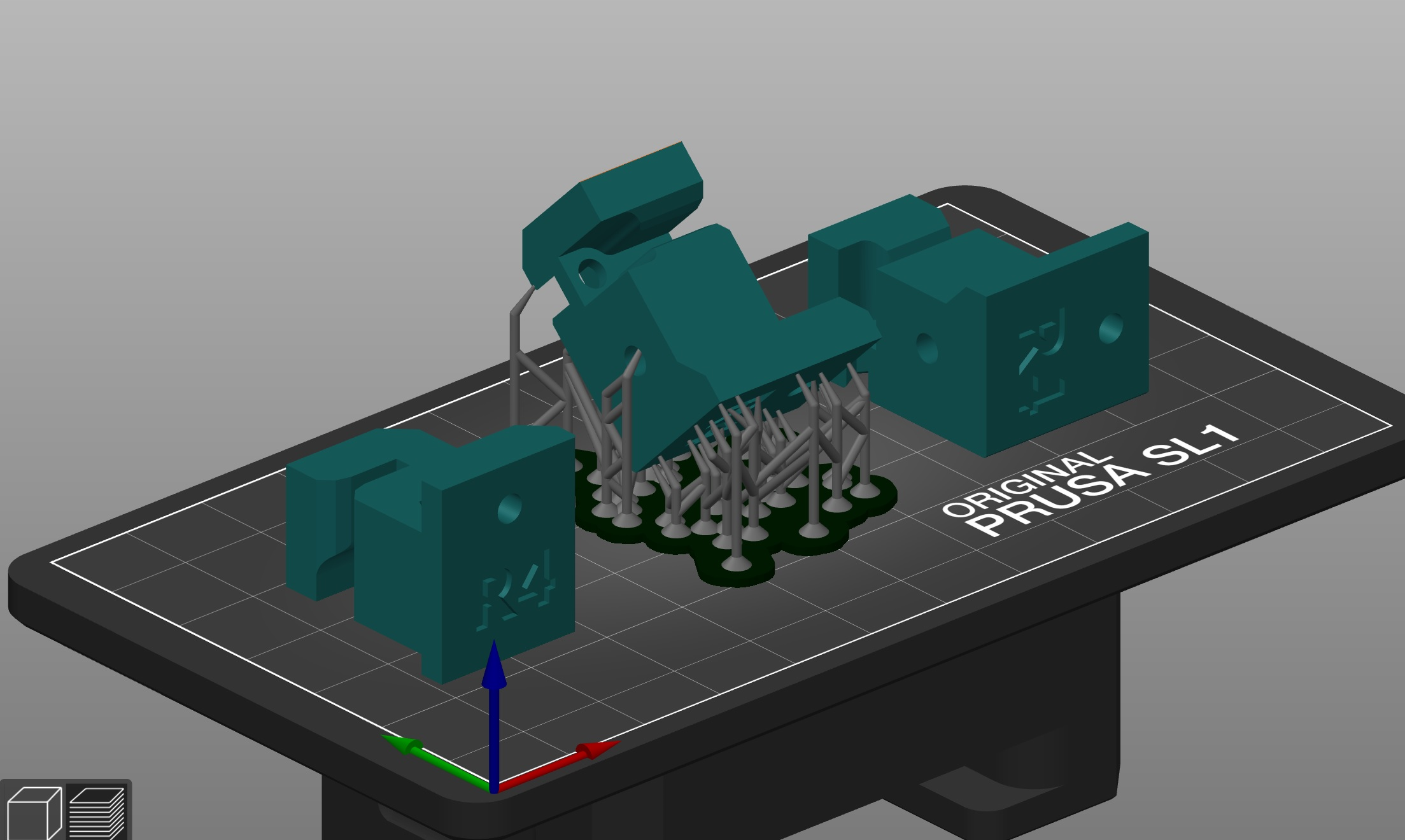
Wydrukuj kilka kopii modelu obróconych w różnych kierunkach, aby szybko odnaleźć optymalną orientację – czas druku pozostanie bez zmian
Drążenie modeli
Wszystkie modele cięte dla SL1 są domyślnie pełne wewnątrz. Nie ma w nich wypełnienia o ustawionej gęstości, jak w przypadku FFF/FDM, dlatego też wydruki z żywic mogą być ciężkie, co przekłada się również na wyższe zużycie materiału, szczególnie przy dużych modelach. Oprócz tego wymagają większej ilości podpór i/lub ich wzmocnienia, aby mogły z powodzeniem podtrzymać wagę wydruku.
Drążenie można wykonać bezpośrednio w PrusaSlicer – zapoznaj się z dokumentacją, gdzie znajdziesz szczegóły.
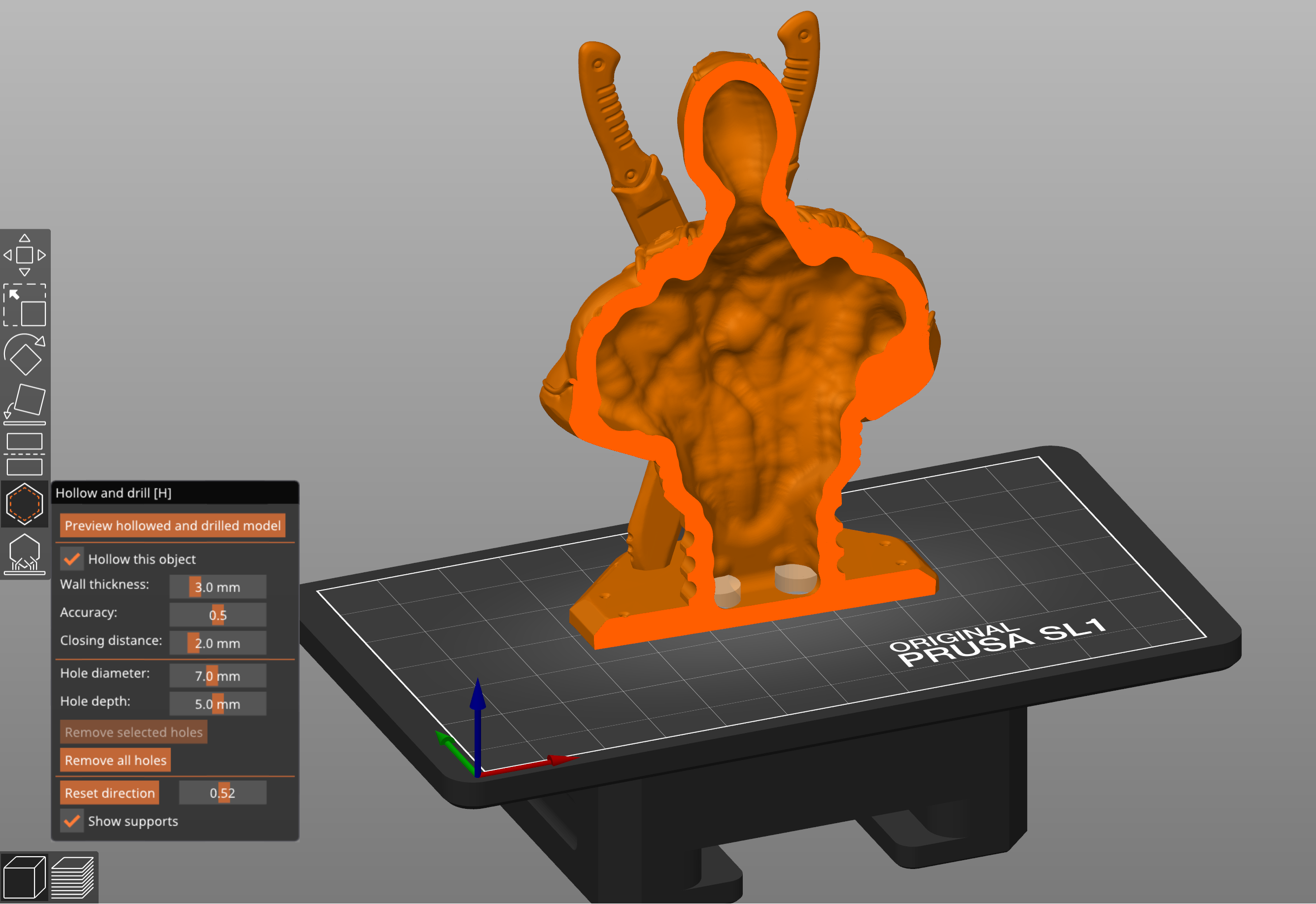
Trudniejszym etapem jest rozmieszczenie otworów odpływowych. Muszą znaleźć się w modelu, ponieważ umożliwiają wypłynięcie nieutwardzonej żywicy zamkniętej wewnątrz. Jeśli model bez odpływów pęknie, to płynna żywica wypłynie. Jeden z otworów musi być umieszczony w górnej części modelu. Pamiętaj, że modele drukowane są do góry nogami, więc podczas drukowania ten otwór będzie znajdował się na dole, umożliwiając żywicy wypływanie. Drugi otwór jest potrzebny, żeby wyrównać ciśnienia wewnątrz pustej przestrzeni (zapobiec powstawaniu podciśnienia), więc powinien znajdować się po przeciwnej stronie modelu. Rozplanuj dobrze rozmieszczenie otworów, aby nie wpływało na wygląd ukończonego wydruku.
Podgląd cięcia
Przejrzyj dokładnie wynik w oknie Podglądu cięcia przed wyeksportowaniem do pliku. Zajmie Ci to niewiele czasu, ale może oszczędzić wielu problemów. Przesuń podgląd suwakiem warstw po prawej stronie okna i zacznij od pierwszej warstwy. Następnie przesuwaj suwak w górę, obserwując jak model „rośnie”. Widzisz jakieś elementy rozpoczynające się w powietrzu? Model ma cienkie ścianki wsparte tylko jedną podporą? Wróć do edycji 3D, dodaj brakujące podpory i potnij model ponownie.
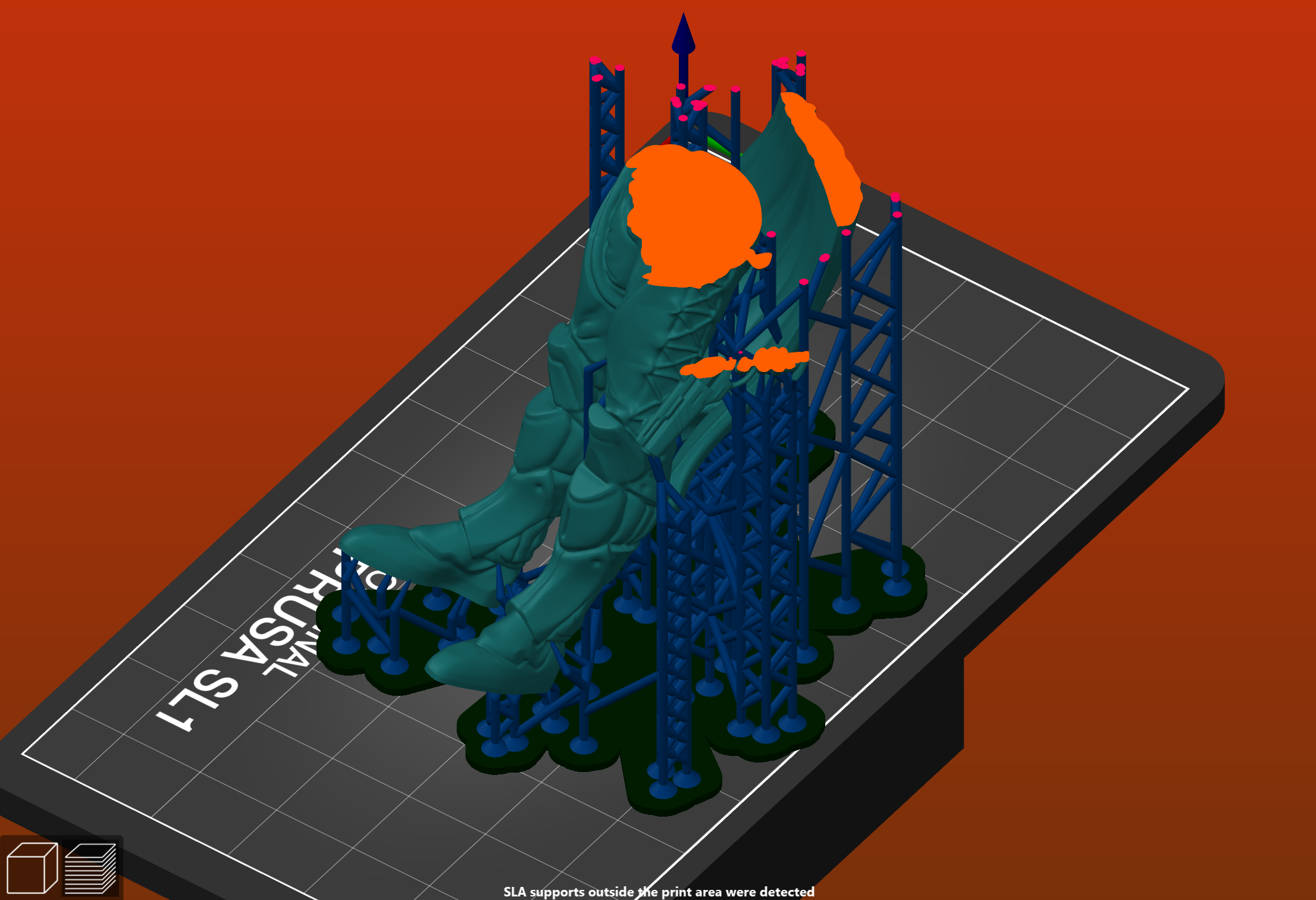
Okno podglądu cięcia w PrusaSlicer pozwoli Ci wyłapać problematyczne obszary, takie jak „wyspy” itp.
Rozpoznanie obszarów wymagających poprawek nie wymaga żadnych specjalnych umiejętności. W poradniku dotyczącym rozwiązywania problemów znajdziesz opisy najczęściej występujących komplikacji podczas cięcia.
Trening czyni mistrza
Jeśli drukarki 3D to dla Ciebie nowość, całe to cięcie może wydawać się z początku dość zniechęcające, ale na prawdę jest łatwiejsze, niż się wydaje. Oczywiście pełne zrozumienie wszystkich kruczków zajmie trochę czasu, ale pamiętaj, że okno podglądu cięcia jest niesamowicie pomocne w bezproblemowym druku 3D.

Możliwe jest drukowanie jeszcze większych modeli – użyj funkcji Przecinanie w PrusaSlicer, aby dzielić je na mniejsze części
Obróć model, dodaj odpowiednią ilość podpór, przejrzyj rezultat cięcia w oknie podglądu i, jeśli wszystko wygląda dobrze, wyślij plik .SL1 do drukarki. To wszystko! Aha, czy wiesz, że możesz to zrobić bezprzewodowo? Zapoznaj się z Podręcznikiem SL1, gdzie dowiesz się więcej.
Wraz z nabywanym doświadczeniem znajdziesz sposoby na uzyskanie jeszcze wyższej jakości wydruków przez obracanie modelu, ustawianie podpór czy zmianę wysokości warstw. Znajdziesz również sposoby na minimalizację użycia podpór bez obniżania przyczepności modeli do platformy. Baw się dobrze!
Musisz się zalogować, aby móc dodać komentarz.