





Questo articolo è stato aggiornato il 05.01.2024: Abbiamo aggiunto un video che mostra l’uso reale e le difficoltà della stampa 3D a tenuta stagna. Inoltre, abbiamo aggiunto alcune immagini delle nostre recenti realizzazioni.
Nella prima parte della serie sull’impermeabilità, vi abbiamo mostrato come stampare vasi, ciotole, vasi da fiori, tazze, ecc. impermeabili. Oggi, andremo un passo oltre e cercheremo di fare dei modelli veramente impermeabili (a tenuta d’aria) – e andremo, ahem, molto in profondità oggi. Quindi tenetevi forte! Ci aspetta un lungo viaggio pieno di prototipi e test. Dopo tutto, stampare un modello veramente a tenuta stagna richiede molto più che spingere un pulsante sulla macchina. Ma, d’altra parte, se siete disposti a intraprendere questa avventura con noi, imparerete molte informazioni utili. Quindi tuffiamoci subito!
Per prima cosa, dobbiamo definire tutte le proprietà che il nostro modello stagno dovrebbe avere. Per esempio, abbiamo bisogno solo di un semplice modello cavo (scatola) che rimanga permanentemente chiuso? Anche se questo può essere utile per applicazioni specifiche, probabilmente vorrete avere qualcosa che possa essere aperto e chiuso ripetutamente. Ma c’è di più: avete bisogno di un contenitore che possa resistere a una maggiore pressione dell’acqua? O la semplice protezione dagli spruzzi è sufficiente? Che ne dite di alcune parti trasparenti?
Questo sembra già un sacco di domande. E non è tutto – ce ne sono di più. Perché ogni domanda arriva con la sua serie di sfide aggiuntive da risolvere: Quali impostazioni di slicer andrebbero usate? La post-elaborazione è necessaria? E se sì, quali metodi scegliere? Quali meccanismi scegliere per fare un contenitore che possa essere chiuso e aperto? E come comportarsi con le guarnizioni di gomma? Non preoccupatevi, però! Anche se può sembrare un po’ scoraggiante, a dir poco, siamo passati attraverso tutte queste situazioni noi stessi e abbiamo riassunto le nostre scoperte in questo articolo per farti risparmiare tempo prezioso!
La teoria
Se non sei molto interessato alla teoria e ai principi di costruzione dei modelli stagni, puoi saltare questa parte e divertirti con la sezione “Quando la realtà entra in gioco”. Ma se hai intenzione di lavorare al tuo fantastico progetto, ti suggeriamo di leggere l’intero articolo.
La nostra ricerca
Quando si inizia un progetto più ampio (e questo lo è sicuramente), si dovrebbe iniziare con una ricerca adeguata. La buona notizia è che abbiamo passato un bel po’ di tempo a cercare persone che si occupano di progetti simili e a condividere i loro risultati online. La cattiva notizia è che non molte persone cercano di usare le loro stampanti 3D per fare qualcosa di impermeabile. Qualcosa che in un certo modo rientra in questo campo sono i progetti di sottomarini radiocomandati. Il problema principale qui è che ci sono solo alcune piccole parti all’interno dei sottomarini stampati in 3D che richiedono davvero di essere a tenuta stagna – e queste sono di solito fatte con altri metodi piuttosto che con la stampa 3D.
Abbiamo trovato un paio di progetti che utilizzano parti stampate in 3D, ma sono ancora molto rari e spesso altamente specifici. I componenti principali sono di solito realizzati con altri metodi, come la plastica stampata a iniezione, ecc. I modelli stagni stampati in 3D sono scarsi nella comunità. Quindi abbiamo dovuto studiare diversi modi che non includono l’uso di una stampante 3D. Abbiamo provato a usare e adattare leggermente questi metodi per vedere se possiamo replicarli usando la stampa 3D. Probabilmente il più intraprendente è stato questo articolo che riguarda la tenuta stagna in generale.
Scegliere un modello adeguato
In primo luogo, vorremmo ricordarvi che la stampa di modelli a tenuta stagna richiede una certa dose di abilità, e probabilmente non andrete lontano senza post-processing. Il problema principale è che i modelli stampati in 3D che richiedono una perfetta tenuta stagna sono di solito speciali e fatti su misura per un uso specifico, poiché è possibile acquistare una cassetta di sicurezza in qualsiasi supermercato.
Il vero vantaggio di usare la stampa 3D riguarda più la creazione di alloggiamenti elettronici personalizzati per i subacquei, parti personalizzate di sottomarini RC, scatole per vari strumenti di misurazione, ecc. Quindi ha senso che si debba fare di più che scaricare un G-code a caso per stamparlo e usarlo immediatamente. Pertanto, anche se abbiamo preparato qualche parte per i nostri esperimenti, vorremmo incoraggiarvi a progettare qualcosa per voi stessi! Ma prima di farlo, permetteteci di darvi alcuni consigli utili.

In generale, il miglior modello a tenuta stagna sarà un contenitore rotondo cavo senza aperture o parti mobili, stampato in un unico pezzo – si può immaginare una sorta di palloncino o bolla. Tuttavia, come avrete probabilmente intuito, un tale modello non sarà molto pratico. Quindi la maggior parte di noi sarà invece interessata a un contenitore sigillabile. In questo caso, dovreste tenere a mente due regole quando progettate il vostro modello:
- Rendere le pareti abbastanza spesse. 2-3 mm è di solito un buon inizio. Tuttavia, bisogna assicurarsi che l’acqua non penetri all’interno sotto una pressione più alta. Per esempio: Se si immerge un modello chiuso (pressione interna = pressione dell’aria sulla superficie dell’acqua) a 20 m di profondità / 65 piedi, che è una profondità di immersione abituale, le sue pareti dovranno resistere alla pressione di 2kg/cm2 (28 psi). E questa pressione aumenterà di 1 kg (14 psi) ogni 10 metri (32 piedi).
- Progetta il modello il più semplice possibile. Se hai intenzione di fare una scatola con otto aperture con vari tappi e con alcune parti avvitate o agganciate, ti auguriamo buona fortuna. Ogni apertura, ogni parte mobile e ogni errore di stampa possono causare perdite! Persino le custodie per macchine fotografiche professionali hanno avvisi di perdite causate da granelli di sabbia o capelli umani – immaginate cosa può essere causato da una cattiva stampa.
Scelta del materiale
Qui, vorremmo evidenziare uno dei nostri precedenti articoli su Vasi stampati in 3D e altri semplici modelli aperti – la scelta del materiale è in realtà meno importante delle impostazioni di stampa. Inoltre, se avete intenzione di fare un modello che deve resistere ad alta pressione (2 bar e più), probabilmente userete comunque qualche forma di post-processing – per esempio, sigillando il modello usando una resina epossidica. Ma se avete bisogno di fare cose che resistono a pressioni inferiori (meno di 2 bar), la stampa 3D di base potrebbe anche essere abbastanza buona. Potete trovare un confronto più dettagliato dei materiali nell’articolo menzionato sopra. In breve, i migliori risultati si ottengono di solito con i filamenti che hanno le migliori proprietà di adesione strato a strato, come il PolyPropylene. È interessante notare che abbiamo anche avuto ottimi risultati in 20m di profondità con Prusament PLA e resine SLA.

Impostazioni di stampa e riempimento
Supponiamo che abbiate bisogno di creare modelli che devono resistere solo a una piccola quantità di pressione in acque poco profonde (per lo snorkeling o attività simili). In questo caso, non c’è bisogno di preoccuparsi di diverse impostazioni di stampa e post-elaborazione. Qui, dovresti semplicemente seguire i nostri consigli dell’articolo precedente (in termini profani: più perimetri = migliore impermeabilità). L’unica cosa in più che possiamo raccomandare: fai attenzione a quanto è liscia la superficie. Le parti che entrano in contatto diretto con le guarnizioni di gomma dovrebbero essere il più lisce possibile. Il modo migliore per ottenere ciò è stampare queste parti a faccia in giù sul foglio liscio o usare la funzione di stiratura in PrusaSlicer.
Diventa leggermente più complicato con una maggiore profondità (pressione). Per resistere all’alta pressione, i modelli devono avere pareti il più possibile solide e compatte. Se siete sicuri che il vostro modello è impermeabile a 1 metro (3 piedi) di profondità con tre perimetri e il 15% di riempimento, molto probabilmente sarà diverso a 30 metri (99 piedi) di profondità. A causa della pressione più alta, piccole fessure e altre imperfezioni potrebbero causare molti problemi. Inoltre, alcune deformazioni potrebbero verificarsi con la compressione di sacche d’aria all’interno del modello.
Per proteggersi dalle deformazioni che causerebbero infiltrazioni, offriamo un metodo semplice: aumentare il numero di perimetri e di riempimento. Lo stato ideale è quando il muro modello è riempito al 100% di materiale, o ha un alto numero di perimetri. Sfortunatamente, è praticamente impossibile dare un numero esatto a causa dell’alto numero di variabili. Consigliamo di iniziare i test con quattro perimetri e il 60% di riempimento. Tenete comunque presente che potrebbero esserci numerose sacche d’aria e fessure che permettono all’acqua di penetrare all’interno del modello. Basta dare un’occhiata a questa stampa inalterata di PETG:
Trattare i modelli con resina epossidica
Il secondo modo per ottenere la tenuta stagna è sigillando il modello con resina epossidica. Naturalmente, il modo migliore per farlo è un impregnazione sotto vuoto, ma probabilmente non sarete in grado di farlo a casa. Per fortuna, usare un pennello o affondare un modello dentro la resina funziona altrettanto bene. Il risultato è un modello che resiste alle perdite d’acqua e ha una migliore resistenza meccanica e stabilità dimensionale. Basta non dimenticare che è inutile applicare la resina epossidica su un modello cavo. Per essere precisi: Le pareti devono mantenere la loro forma. Se sono troppo sottili (1-2 perimetri), il rivestimento epossidico molto probabilmente si romperà sotto una pressione maggiore, e le pareti si deformeranno comunque. Quindi è meglio trattare le pareti con quattro perimetri e il 60% di riempimento o superiore.
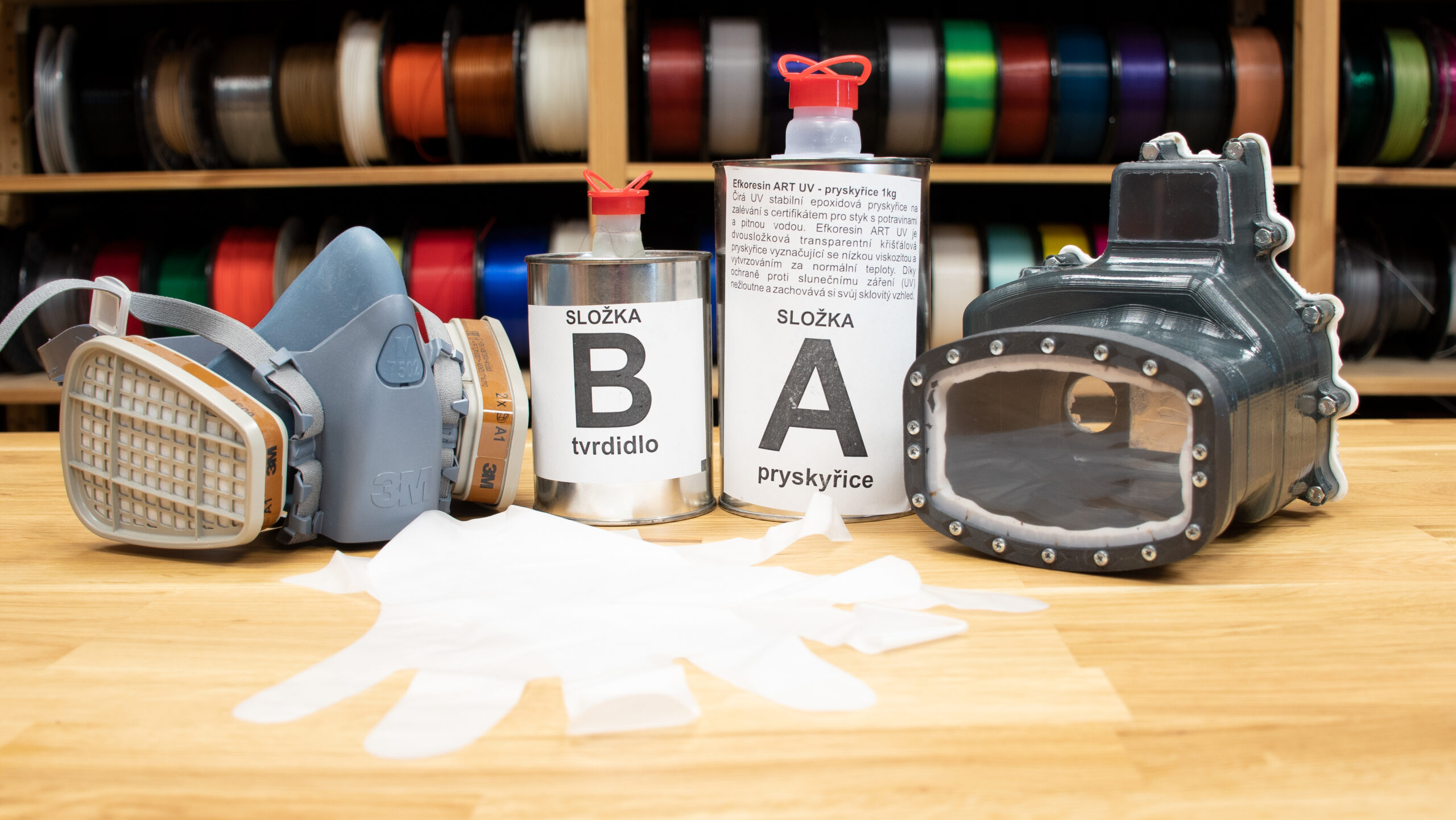
Lavorare con la resina epossidica può produrre un notevole disordine sul posto di lavoro. Inoltre, è accompagnata da un odore sgradevole. Non dimenticare di usare protezioni, come una semimaschera (respiratore) e guanti!
Sigillatura
La sigillatura è senza dubbio la parte più impegnativa di qualsiasi modello stagno. In altre parole: stampare modelli stagni che non hanno bisogno di essere aperti è relativamente semplice. Ma quando si tratta di aprire parti o parti mobili, c’è un’alta possibilità di fallimento. Questo perché ogni scatola richiudibile di solito ha un sacco di imperfezioni che causano perdite.
Questo grande articolo spiega la funzionalità di tenuta in dettaglio. Abbiamo esaminato diversi progetti e poi siamo arrivati a tre varianti di base che abbiamo testato con parti stampate in 3D. Consigliamo sicuramente di consultare l’intero articolo per saperne di più su come rendere le cose impermeabili in generale.
Guarnizioni
Avete dei filamenti flessibili a casa? Se è così, l’idea delle guarnizioni stampate in 3D potrebbe avervi attraversato la mente. E se ci avete effettivamente provato, probabilmente sapete che è un vicolo cieco. È molto meglio stampare uno stampo in due pezzi, riempirlo di silicone e rimuoverlo con cura dopo l’asciugatura. Alcune fonti sostengono che è meglio usare Ooogoo (o proto-putty modificato) fatto con una miscela di silicone, acqua e amido di mais.
Forme atipiche
Se avete mai usato una videocamera GoPro, probabilmente avete notato che la guarnizione della porta posteriore ha una sezione trapezoidale atipica. È una forma piuttosto insolita, ma garantisce una perfetta impermeabilità fino a 40m di profondità. La domanda è: dove si può comprare questa guarnizione? La risposta breve e onesta è: non lo sappiamo. Probabilmente alcuni negozi specializzati potrebbero aiutarvi. Tuttavia, se avete bisogno di una sigillatura così atipica, è forse più facile realizzarla da soli, di nuovo, con stampo e silicone.


O-Ring
Senza dubbio, il metodo migliore, più facile e più collaudato è l’uso di semplici O-ring. Dopo tutto, non ha senso complicare le cose. L’unica cosa di cui occuparsi sono le dimensioni adeguate degli O-ring usati e delle parti modellate. Inoltre, si raccomanda di trattare la superficie dell’O-ring (o di qualsiasi altra guarnizione) con grasso siliconico prima di ogni utilizzo. Informazioni dettagliate sull’uso corretto degli O-ring possono essere trovate ancora in questo articolo.
Parti trasparenti
Supponiamo che la maggior parte delle parti a tenuta stagna richieda almeno una parte trasparente. È saggio stamparla o usare un altro metodo? Questa è un’ottima occasione per rivisitare il nostro vecchio articolo sulla stampa di modelli trasparenti. E sì, potete usarlo per stampe impermeabili, a patto che non abbiate bisogno che siano cristalline. Tutto quello che devi fare è attenerti alle nostre indicazioni e lucidarle correttamente.
Parti in movimento (interruttori ecc.)
A volte potrebbe essere necessario stampare alcune parti mobili, per esempio, per utilizzare vari pulsanti e interruttori quando si stampano coperture di elettronica. Il modo più semplice per farlo è usare un filamento flessibile (almeno per una parte del modello) – in questo modo, è possibile premere i pulsanti attraverso il muro senza bisogno di aprire il modello o progettare qualcosa di complicato. Ma potrebbe essere problematico in profondità maggiori, dove la parte flessibile si restringe e preme costantemente il pulsante.
Un’altra opzione è quella di utilizzare un perno in acciaio inossidabile con un O-ring, nello stesso modo in cui lo fanno le custodie GoPro. Tuttavia, questo metodo potrebbe finire come un disastro perché qualsiasi piccola imperfezione causerà perdite d’acqua. Quindi, invece, è molto meglio usare un interruttore magnetico che è comunemente implementato nelle luci subacquee. Suggeriamo questi due modi:
- Un magnete attrae una piccola parte metallica (una molla, per esempio) che toccherà l’altra estremità del circuito.
- Due magneti sono posti sui lati opposti del muro. Spostandosi in avanti o indietro, funzionano come un interruttore meccanico (anche un semplice filo di rame incollato al magnete potrebbe funzionare).


Quando entra in gioco la realtà
Ok, questa era la teoria. Ma come funziona nella realtà? E funziona davvero? Come sempre, abbiamo preparato svariati modelli di prova per testare tutto quanto mensionato sopra. I risultati sono a volte buoni, a volte no. Quindi diamo un’occhiata:
Scegliere il modello
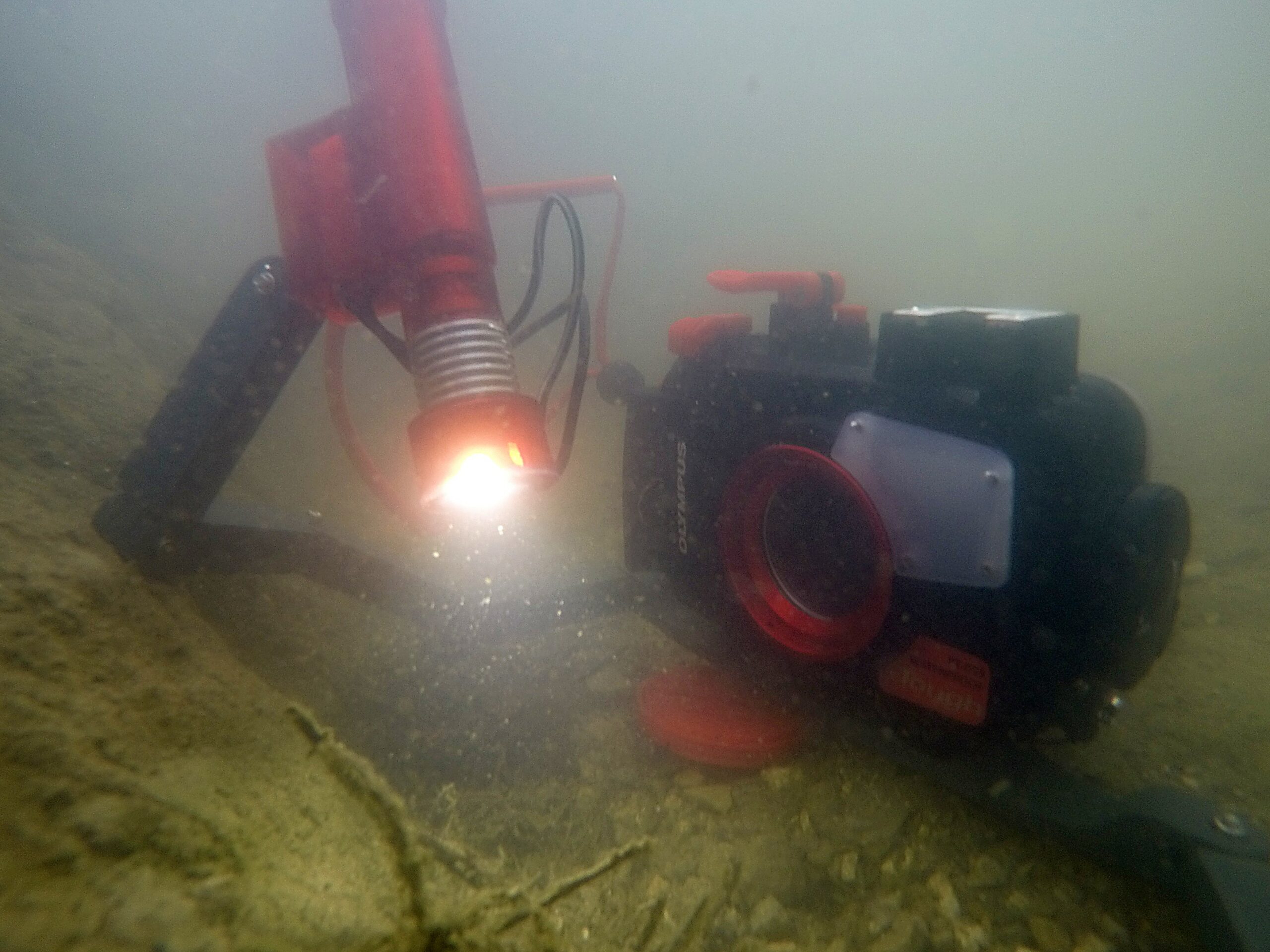
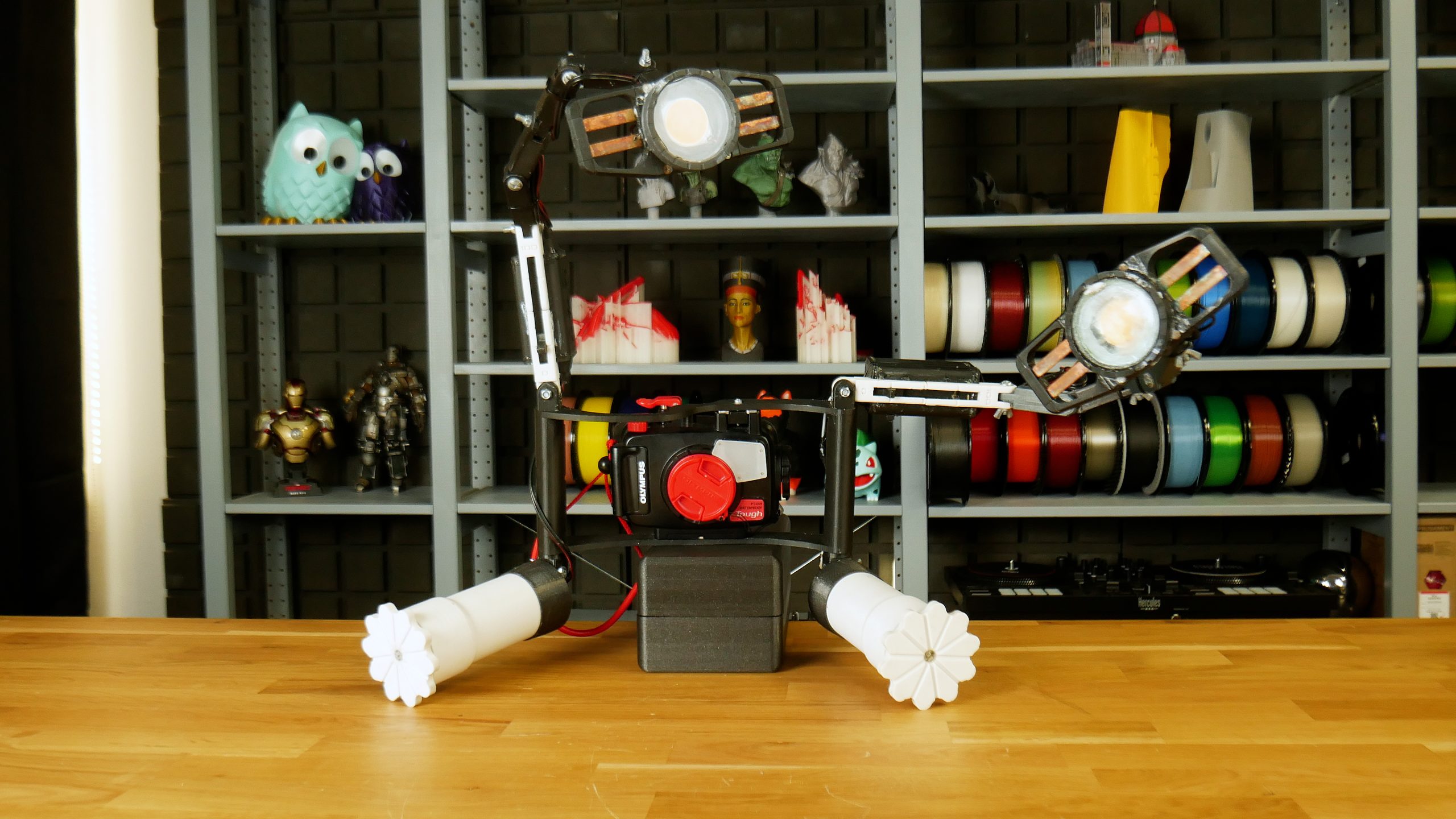
All’inizio, abbiamo scelto quattro modelli base: Una semplice variante di una cassetta di sicurezza con una guarnizione, un alloggiamento filettato per torcia, una luce esterna personalizzata per la macrofotografia subacquea e un alloggiamento per fotocamera.

Presentiamo la custodia della telecamera come possibile uso di una parte complessa stampata in 3D. Ma tenete presente che potrebbe essere antieconomico o addirittura inutile a causa del consumo di tempo e dell’alto tasso di fallimento.
Materiale e impostazioni di stampa
Abbiamo praticamente riassunto la maggior parte delle impostazioni di stampa e dei materiali nel nostro precedente articolo. Tuttavia, pensiamo ancora che sia bene precisare alcuni degli aspetti essenziali, soprattutto quando si prevede di utilizzare un tale oggetto in un ambiente ad alta pressione.
La prima e la più importante cosa che si può notare durante il processo di stampa (con più perimetri) è l’aspetto poco attraente di alcuni materiali. Una cattiva estetica potrebbe non essere un grosso problema per i modelli funzionali, ma se hai bisogno che sia il più preciso possibile per inserire l’elettronica all’interno, potresti avere difficoltà a farlo a causa del materiale in eccesso sulla superficie. Questo significa che dovreste ricontrollare quale materiale intendete usare e quali impostazioni di stampa scegliete. Per essere più specifici: quando abbiamo stampato PCCF (o PETG) con il 100% di riempimento e senza impostazioni extra, il materiale in eccesso ci ha impedito di mettere qualsiasi elettronica all’interno.

Il secondo problema che è apparso anche sotto bassa pressione (in un secchio con acqua) è stata la permeabilità delle stampe visivamente compatte. In particolare, abbiamo testato cinque materiali che pensavamo potessero essere adatti alla tenuta stagna, e dovrebbero essere comunque facili da stampare: PLA, PETG, PCCF, ASA, e resina SLA (Prusa tough). Sorprendentemente, i risultati peggiori sono arrivati con PETG non trattato e ASA levigato con acetone. Il PETG trapelava molto rapidamente attraverso le cuciture e i punti di contatto tra i perimetri e il riempimento solido. L’ASA levigato perdeva lentamente, probabilmente attraverso le imperfezioni della superficie intorno alla sigillatura o le bolle all’interno del materiale, poiché si espandeva leggermente durante il processo di levigatura. Sorprendentemente, le stampe PLA, PCCF e SLA hanno funzionato benissimo senza post-processing – anche a 20 metri (66 piedi) sott’acqua.

Abbiamo usato vari materiali per stampare questo modello – Questo modello è un alloggiamento per torcia con chiusura filettata e parte centrale stampata con filamento/resina flessibile. Abbiamo tentato di stamparlo con vari materiali.
Il nostro primo pensiero è stato quello di dare a PETG un’altra possibilità. Questa volta, lo abbiamo trattato con resina epossidica. Perché? Beh, è molto semplice: I filamenti riempiti di fibra di carbonio sono di solito costosi, e stamparli con il 100% di riempimento potrebbe costarvi molto. La dimensione dell’area di stampa può limitare le stampe SLA, e il PLA è incline alla deformazione da calore. Vedi la stampa in PLA giallo qui sopra che si è deformata in una macchina in un giorno d’estate.
D’altra parte, il PETG è un materiale poco costoso, adatto all’uso meccanico e ha una buona resistenza alla temperatura. Trattandolo con una resina epossidica, abbiamo ottenuto una perfetta impermeabilità e anche migliorato le sue proprietà meccaniche. Lo svantaggio principale è che la resina epossidica liquida in due parti è un materiale tossico che richiede una protezione respiratoria e della pelle. Lavorare con essa è disordinato e richiede tempo, ma il risultato è soddisfacente.
Stampa di parti trasparenti
Non andrete lontano senza fare una torcia o una custodia per macchina fotografica senza usare parti trasparenti. Vi abbiamo già mostrato che è possibile stampare modelli trasparenti simili al vetro. Questo funziona particolarmente bene con i modelli trasparenti in resine SLA. Tuttavia, è essenziale spendere abbastanza tempo per levigare e lucidare la superficie. Ogni graffio, nebbia o bolla influenzerà la trasparenza e può causare una rifrazione indesiderata.
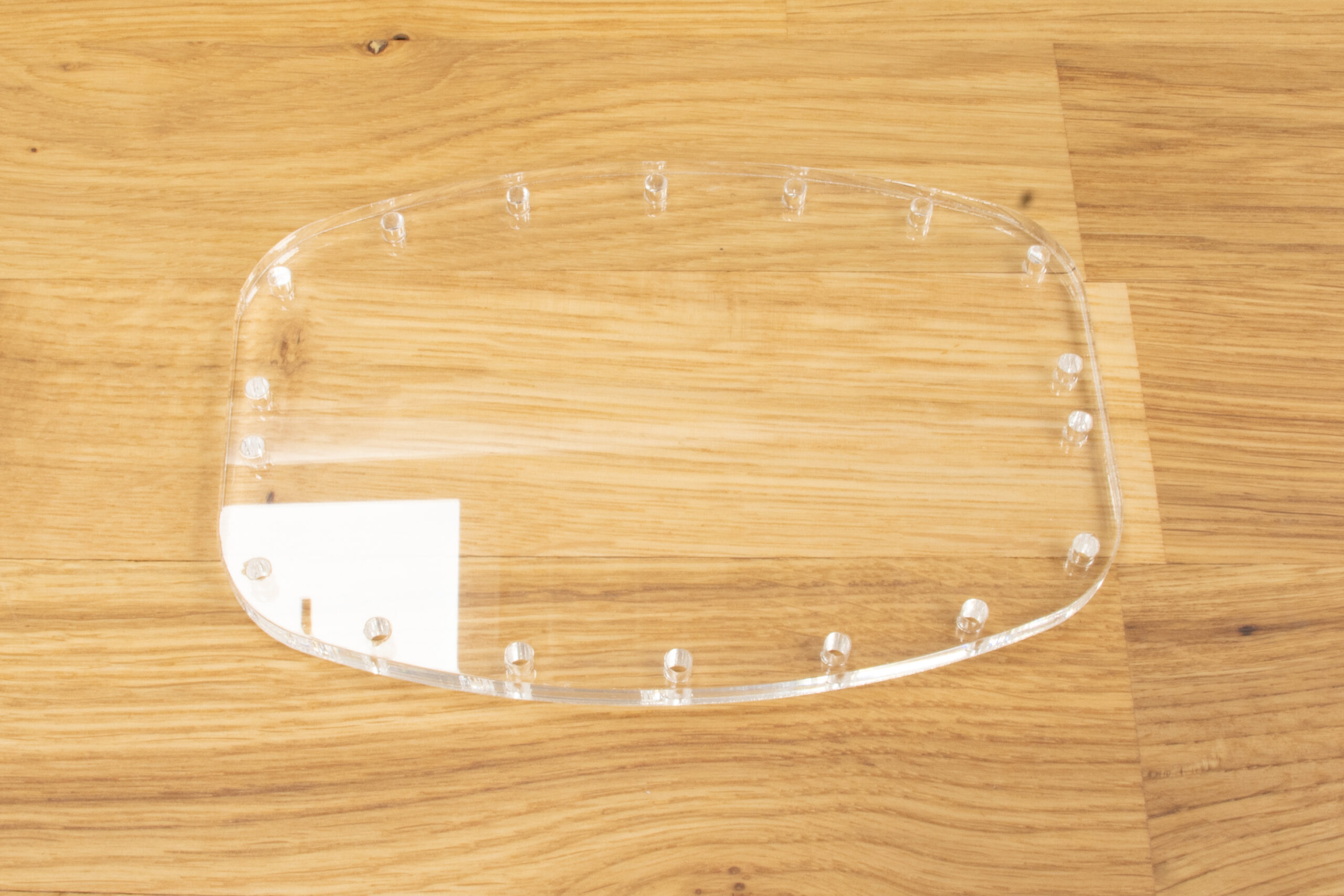
E, naturalmente, abbiamo anche avuto un’idea un po’ folle: si può stampare e lucidare un vetro protettivo trasparente che va davanti all’obiettivo di una macchina fotografica? Abbiamo provato a farlo, solo per divertimento. Abbiamo usato la stampante 3D Original Prusa SL1S con resina 3DM tough clear. Tuttavia, abbiamo incontrato due problemi principali. Il primo problema: ci sono bolle all’interno della stampa, che sono causate dal movimento della piattaforma e dall’agitazione della resina. L’altro problema è la struttura interna del materiale solidificato. Anche se la stampa potrebbe sembrare chiara all’inizio, noterete presto che la struttura della stampa crea un effetto di rifrazione che sembra una croce sfocata. Quindi è inutile come una stampa trasparente come il vetro. Mentre questo può andare bene per cose come un indicatore LED semi-trasparente, semplicemente non è adatto come copertura per una fotocamera. Invece, suggeriamo di tagliare un foglio di plexiglass con un plotter laser.

Sigillatura
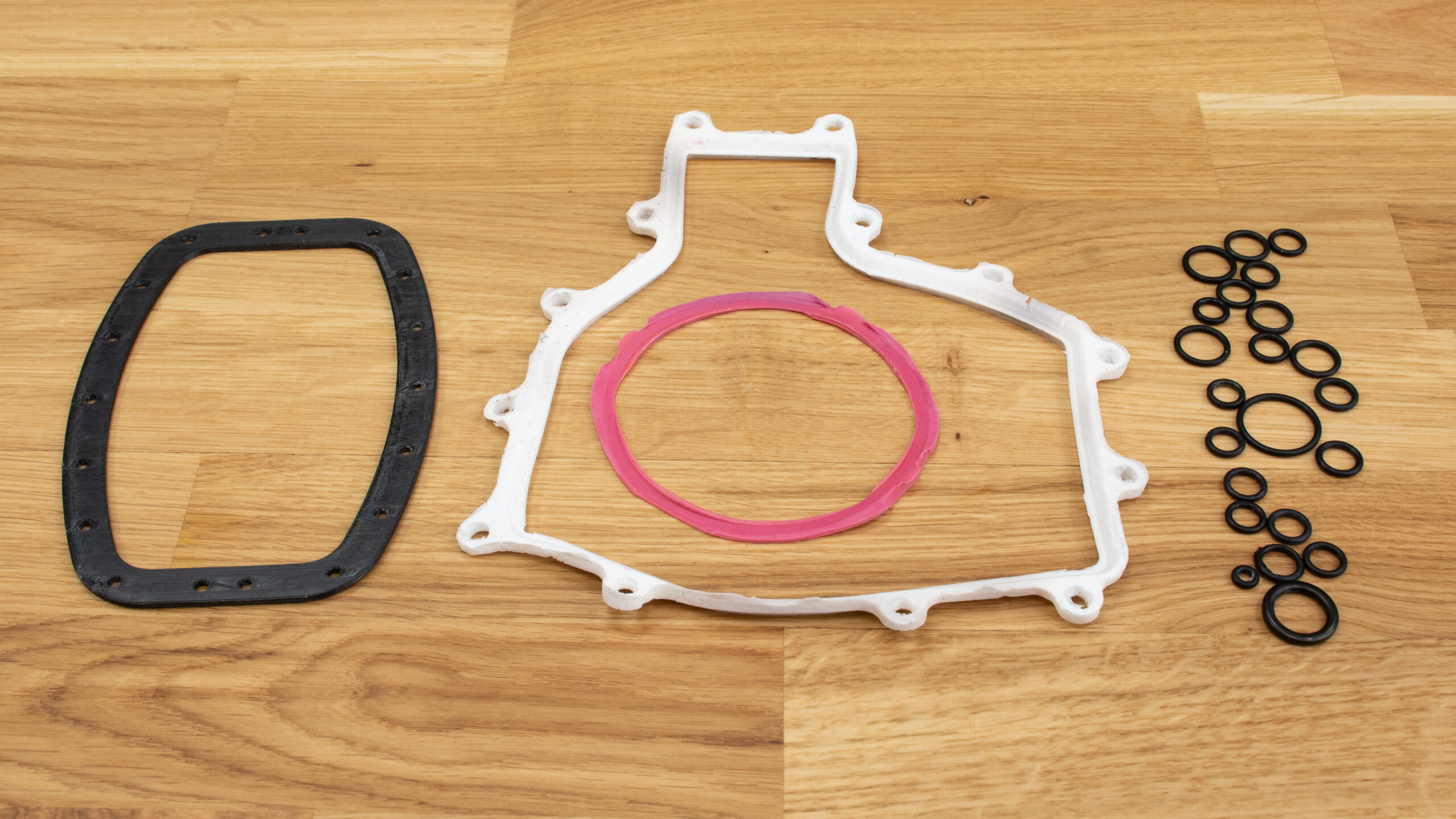
La parte più difficile che in tutti i nostri oggetti di prova è la tenuta. Abbiamo testato varianti stampate in 3D, guarnizioni fatte da uno stampo e semplici O-ring.
Per prima cosa, abbiamo stampato delle guarnizioni con Flexfill 98a, poi con Flexfill 92a, FilaFlex40 e con una resina SLA flessibile. Il primo lotto FFF è stato stampato senza stiratura (numero massimo di perimetri, posizione casuale della cucitura), il secondo lotto con la stiratura attiva.
In secondo luogo, abbiamo stampato stampi per la sigillatura in silicone in due varianti: la prima era una semplice guarnizione, la seconda era una sigillatura atipica simile a quella utilizzata nelle videocamere GoPro. Gli stampi del primo lotto sono stati riempiti con calafataggio in silicone, mentre nel secondo lotto, abbiamo usato del proto-putty. Possiamo tranquillamente dire che fare questa sigillatura diventa abbastanza disordinato e richiede una certa quantità di abilità. Specialmente mischiare il silicone con l’amido di mais (proto-putty) può fare una brutta fine – la maggior parte del materiale si attacca ovunque tranne nei posti dove dovrebbe andare in primo luogo. Inoltre, il proto-putty è molto più morbido, poroso e incline a rompersi rispetto al calafataggio del silicone puro.
La terza variante di tenuta testata sono stati gli O-ring dei tubi per le immersioni subacquee. Tuttavia, molti altri O-ring possono essere usati allo stesso modo. Usare gli O-ring con parti stampate correttamente modellate è senza dubbio il metodo migliore e più affidabile.

Test sotto pressione normale (bassa)
Iniziamo con le cattive notizie: le guarnizioni stampate in 3D non funzionano. Nessuna delle nostre creazioni stampate ha tenuto l’acqua, nemmeno quando abbiamo provato a sigillare le guarnizioni tra due parti usando delle viti. E le abbiamo anche strette con una forza che ha danneggiato le filettature. Non siamo riusciti a trovare un materiale stampabile su stampanti 3D FDM/FFF standard che fosse abbastanza morbido da funzionare come una guarnizione adeguata tra due superfici stampate in 3D. In teoria, le guarnizioni stampate in 3D potrebbero funzionare per alcuni macchinari pesanti fatti di parti in acciaio, che possono essere pressate insieme con una notevole quantità di forza.
La buona notizia è che le altre varianti hanno funzionato abbastanza bene sotto pressione normale. Dopo diversi tentativi, abbiamo reso ogni tipo di guarnizione abbastanza impermeabile da mantenere gli interni dei modelli testati asciutti durante la notte quando affondati nel secchio con acqua.
Test sotto alta pressione (sott’acqua profonda)
Diventa sempre più complicato in profondità sott’acqua. Qui, ci siamo imbattuti in problemi con tipi scelti di dispositivi di chiusura (porta, coperchi, ecc.) e vari tipi di guarnizioni. Lock&lock box ha avuto i risultati peggiori: ha iniziato a perdere a pochi metri sotto la superficie. Questo è stato causato da una pressione insufficiente tra il coperchio e il corpo e da guarnizioni generalmente problematiche. Non hanno fatto il loro lavoro qui – e nemmeno con il vetro e la porta della custodia della macchina fotografica.
A volte ha aiutato a spremere le guarnizioni tra le due parti con un po’ più di forza. Ma, purtroppo, non è possibile aumentare la pressione sulle guarnizioni per sempre. Per esempio, la guarnizione in silicone dell’alloggiamento della fotocamera perdeva sempre, non importa quanto fosse schiacciata. Ad un certo punto, alla fine ha ceduto perché non resisteva alla pressione. Il danno era fatto, e la guarnizione ha iniziato a perdere ancora di più.

Come si è scoperto, una corretta tenuta atipica e semplici O-ring sono di gran lunga le opzioni più affidabili se si riesce a progettare correttamente il modello.
È interessante notare che l’alloggiamento di una torcia con una chiusura filettata ha funzionato perfettamente anche a 30m di profondità con entrambi i tipi di guarnizioni in silicone, O-ring, e anche con un semplice elastico!
Suggerimento: Abbiamo applicato del grasso al silicone su ogni tipo di guarnizione prima di ogni utilizzo, e vi suggeriamo di fare lo stesso.
Parti in movimento
La maggior parte delle custodie stagne non ha molto senso senza pulsanti, interruttori e altre parti mobili. Per esempio, una custodia per fotocamera ha bisogno di qualche tipo di elemento per controllare il dispositivo. All’inizio, abbiamo testato una parte fatta da un filamento flessibile (e resina) – In questo modo si possono produrre pareti morbide, attraverso le quali si può premere un pulsante. Un grande vantaggio è che i materiali flessibili sono impermeabili anche a 30 m (99 piedi) di profondità. Tuttavia, i materiali flessibili si restringono molto sotto pressione, quindi anche in soli 10 metri (33 piedi), la pressione fa sì che il pulsante sia costantemente premuto – rendendo tale soluzione piuttosto inutile. Le custodie in gomma sono quindi adatte solo per acque poco profonde (snorkeling).

Un metodo più affidabile è l’uso di interruttori magnetici che si possono trovare in varie torce subacquee. Abbiamo provato due varianti: la prima consiste nell’attrarre un filo metallico (o una molla) verso un magnete, la seconda nell’utilizzare due magneti come leva meccanica che muove l’interruttore. L’attrazione del filo al magnete non ha funzionato bene poiché ha causato lampeggi indesiderati e spegnimenti e accensioni occasionali. D’altra parte, usando due magneti attratti attraverso il muro ha funzionato quasi al 100%, anche con una semplice modifica – abbiamo incollato il filo al magnete.

A cosa serve tutto questo?
Avete l’impressione che ci siano troppe informazioni? Beh, è così. Ma cerchiamo di riassumere il tutto.
Come abbiamo già detto, è meglio rendere i modelli a tenuta stagna il più semplice possibile. Anche una semplice scatola con un coperchio filettato e un O-ring può resistere a una grande pressione. Insieme agli interruttori magnetici, è possibile realizzare varie luci esterne per la fotografia subacquea. Questo è probabilmente il migliore e più affidabile gadget impermeabile stampato in 3D.
È possibile anche stampare dei semplici contenitori lock&lock. Tuttavia, rispetto a quelli stampati a iniezione, sono disperatamente inaffidabili, troppo costosi e la loro produzione richiede molto tempo.

Anche i modelli complessi come gli alloggiamenti per le telecamere non ne valgono la pena. Sono impegnativi da progettare, e poi c’è il consumo di tempo e il costo del materiale. È una seccatura troppo grande da realizzare. Inoltre, è necessario fare diverse parti mobili, il che aumenta le possibilità di perdite.
Le parti in gomma stampate con filamenti e resine flessibili funzionano solo in acque poco profonde. Quindi è abbastanza adatto per lo snorkeling, ma se avete intenzione di usarli a profondità maggiori, scoprirete che si restringe e impedisce a qualsiasi pulsante di funzionare correttamente. È meglio fare le parti mobili con magneti, in alternativa con perni metallici e O-ring (proprio come fa GoPro).
Le parti trasparenti possono essere realizzate con i metodi FFF o SLA, ma si consiglia di utilizzare plexiglass spesso (4 mm o più). Ottenere un componente stampato in 3D perfettamente trasparente e chiaro come parte di un modello a tenuta stagna non è un compito facile.
Il tipo di tenuta più affidabile è l’O-ring. Gli O-ring possono essere acquistati in vari negozi specializzati con attrezzatura da immersione, negozi di auto, potenzialmente anche nei mercati di hobby. Basta non dimenticare di trattare le guarnizioni con grasso al silicone ogni volta che si usa.
Infine, vorremmo menzionare che anche se facciamo del nostro meglio per coprire la maggior parte dei problemi intorno a questo argomento, questo articolo dovrebbe solo darvi consigli su come fare da soli e non servire come una guida passo dopo passo. Se cercate di stampare qualcosa di impermeabile da soli, tenete a mente che dovrete passare attraverso un sacco di prototipi, test in acque poco profonde e profondità maggiori, ecc. Non dimenticate di testare tutto correttamente prima di metterci dentro l’elettronica! È bene testare tutto più volte in varie profondità prima di usarlo per lo scopo per cui è stato progettato. Questo è più o meno tutto da noi – ora tocca a voi! Buona fortuna con i vostri progetti!
Buona stampa!
Devi essere connesso per inviare un commento.