





Aggiornamento del 18 dicembre 2023: Aggiorniamo l’articolo con le informazioni relative a due nuove release minori del firmware v5.1.2 (note di rilascio complete) e PrusaSlicer 2.7.1 (note di rilascio complete). Assicuratevi sempre di scaricare la versione più recente del nostro software.
Articolo originale:
Oltre ai saldi del Black Friday e del Cyber Monday, abbiamo molte altre novità per voi. Abbiamo un aggiornamento firmware importante per MK4, MK3.9, XL e MINI, c’è una nuova release stabile di PrusaSlicer, abbiamo notizie riguardanti MK3.5 (il modo più semplice per ottenere Input shaper nella vostra MK3) e altro ancora. Diamo un’occhiata a un rapido riepilogo per essere sicuri di non perdere nulla di importante!
E prima di farlo, solo una breve menzione di una cosa: nel caso in cui vi piaccia quello che facciamo (MK4, XL, PrusaSlicer, Prusament e altro ancora), saremmo più che felici se decideste di sostenerci con il vostro voto nel concorso 3D Printing Industry Awards. Ci vuole solo un minuto per compilare le risposte e lo apprezzeremo molto! 🙂

È arrivato il firmware 5.1.0 – Input shaper per XL e MINI, annullamento dell’oggetto e molto altro ancora!
Il mese scorso vi abbiamo dato una panoramica dettagliata del firmware alpha 5.1.0 con diversi miglioramenti importanti.
Il firmware 5.1.0 è adesso disponibile come release stabile per le stampanti 3D MK4, MK3.9, XL e MINI e potete scaricarlo da qui. Si noti che nel caso del MINI/MINI+, è necessario aggiornare prima il firmware 4.4.1 se non lo si possiede ancora. Poi, potrete flashare il 5.1.0 e trasformare il vostro cavallo di battaglia in un cavallo da corsa. 🙂
Il punto forte della nuova versione è Input shaper e Pressure Advance per le stampanti 3D XL e MINI/MINI+. Ora è possibile ottenere una stampa 3D superveloce sia con la stampante di grande formato sia con la nostra macchina infaticabile compatta che continua ad andare forte anche a distanza di anni dalla sua uscita: è semplicemente così popolare e capace che non potevamo lasciarla fuori! A proposito, è possibile ottenere la MINI+ in un bundle speciale con 5 filamenti durante gli sconti del Black Friday e del Cyber Monday.

Tenete presente che è necessario effettuare lo slicing del G-code per la vostra stampante utlizzando i profili di stampa più recenti con IS attivo su PrusaSlicer. I G-code più vecchi sono compatibili, ma Input shaper sarà disabilitato durante la stampa. Si consiglia vivamente di aggiornare all’ultima versione stabile di PrusaSlicer 2.7.0 che è stata rilasciata ieri – i dettagli arriveranno tra un secondo.
Importanti miglioramenti al codice di rete e stampa istantanea
Abbiamo dedicato molto tempo a migliorare varie parti del codice della rete per offrire opzioni di stampa via rete più semplici, più comode e più veloci. Una volta trasferito un G-code in Prusa Connect, Il nostro sistema di gestione della stampa remota vi consentirà di avviare il processo di stampa in pochi secondi, senza dover attendere che l’intero file venga trasferito sull’unità USB. Potrete iniziare a stampare praticamente immediatamente.

Per riuscirci, abbiamo dovuto implementare quattro cose.
Prima di tutto, abbiamo ideato un sistema di streaming G-code. Non è necessario scaricare l’intero file in una sola volta. Invece, quando si carica un file G-code in Prusa Connect e si avvia una stampa a distanza, il sistema inizierà a inviare (streaming) il G-code alla stampante, bit per bit. Una volta che la stampante riceve l’intestazione e qualche altra riga di dati, inizia a stampare. Anche con file di grandi dimensioni, questa operazione non richiede più di qualche secondo. Gradualmente, l’intero file viene inviato all’unità USB della stampante e lì viene memorizzato per i futuri lavori di stampa.
Successivamente, ci siamo concentrati sul formato G-code stesso. Il formato di un file G-code è piuttosto semplice. È possibile aprirlo con il Blocco note e vedere l’intero elenco delle singole istruzioni. Sono facili da leggere e modificare. Tuttavia, questo significa anche che il formato è molto inefficiente in termini di spazio. Abbiamo iniziato a esaminare la situazione e abbiamo proposto un nuovo formato .bgcode open-source, efficiente in termini di spazio (dimensioni ridotte fino al 70%) e progettato per le piattaforme embedded. Ne parleremo in un capitolo dedicato, perché si tratta di un cambiamento importante.
La terza cosa che abbiamo fatto: abbiamo sostituito le miniature PNG nel file G-code con un formato immagine QOI molto più efficiente, risparmiando ancora una volta una notevole quantità di spazio. L’unico inconveniente è che non c’è stato modo di garantire la retrocompatibilità: per questo motivo le miniature funzioneranno correttamente solo con il firmware 5.1.0 e PrusaSlicer 2.7.0 (e versioni più recenti). Riteniamo che sia un piccolo prezzo da pagare considerando i vantaggi che ne derivano. Inoltre, il formato di file .bgcode può essere letto solo da stampanti 3D con firmware 5.1.0 e versioni successive.
Infine, abbiamo implementato una serie di meccanismi di sicurezza per garantire che i trasferimenti di rete siano sicuri e affidabili. In caso di interruzione di rete accidentale, la stampa viene messa in pausa non appena rileva che il G-code non viene più trasmesso. Se la connessione non verrà ripristinata a breve, è possibile riprendere manualmente la stampa. Estrarre l’unità USB dalla stampante, collegarla al PC e sostituire il file .gcode parzialmente scaricato (visualizzato come cartella) con il file .gcode completo. Quando si ricollega l’unità USB alla stampante, il sistema riconoscerà il file e troverà esattamente la parte del codice in cui la stampa si è interrotta e il lavoro di stampa verrà ripreso.
Una piccola ciliegina sulla torta è il fatto che ora è possibile flashare il firmware delle stampanti in remoto tramite Prusa Connect (in altre parole, sono ora possibili gli aggiornamenti del firmware OTA).
Proposta di un nuovo formato G-code binario
La creazione di un nuovo formato di file è sempre una sfida. Di solito le persone sono abituate a lavorare con un tipo di file specifico e l’introduzione di qualcosa di nuovo può essere considerata inopportuna o ridondante.
Per questo motivo abbiamo trascorso molto tempo a considerare varie opzioni e a pianificare attentamente i nostri passi. Alla fine, siamo arrivati a un formato di file .bgcode completamente aperto ( le specifiche complete possono essere trovate qui). È open-source, ottimizzato per le piattaforme embedded e può essere facilmente convertito da .bgcode a .gcode (e viceversa), in modo da non perdere l’opportunità di modificare il codice manualmente. Il suo utilizzo è ovviamente facoltativo. L’esportazione del G-code binario in PrusaSlicer può essere attivata o disattivata in Impostazioni di stampa -> Opzioni di output -> Esporta come G-code binario. Al menu File è stata aggiunta un’opzione per convertire il G-code ASCII in binario (e viceversa).
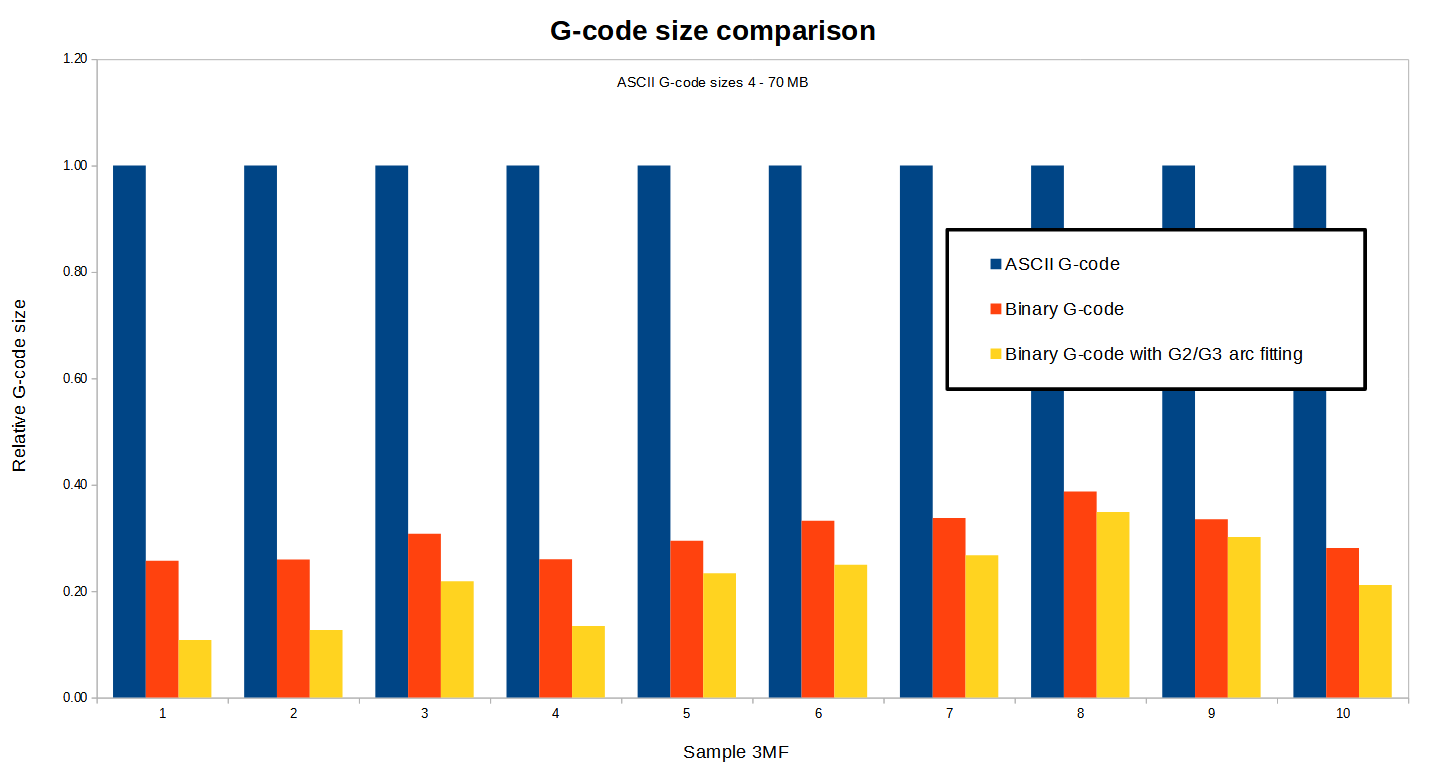
Se decidete di utilizzarlo, otterrete file di stampa incredibilmente piccoli. La differenza di dimensioni tra i G-code ASCII (quelli “standard”) e i G-code binari dipenderà dal contenuto del file, tuttavia i nostri test dimostrano che l’uso dei G-code binari riduce le dimensioni del file in media del 70%. Inoltre, in PrusaSlicer 2.7.0 stiamo introducendo nuove tecniche di ottimizzazione, come l’Arc Fitting (Raccordo ad arco).
Durante lo sviluppo del formato, abbiamo preso in considerazione le soluzioni proposte dai membri della nostra community, come ad esempio l’encoding MeatPack (sfruttando il fatto che il set di caratteri di un tipico G-code è molto limitato) o l’algoritmo di compressione heatshrink (progettato per avere requisiti di memoria molto ridotti).
Poiché vogliamo che il formato sia completamente aperto e facile da implementare, forniamo anche una libreria libbgcode che contiene le routine per convertire il G-code ASCII in binario e viceversa. Riteniamo che l’adozione di un formato open-source sia la strada giusta da percorrere. Per saperne di più sul formato G-code binario, sui vari algoritmi di compressione e su altri dettagli tecnici, consultare le note di rilascio qui.
Desideriamo ringraziare Scott Vokes (@atomicobject) per il suo lavoro su heatshrink e Scott Mudge (@scottmudge) per lo sviluppo e il mantenimento di MeatPack.
Funzione di cancellazione dell’oggetto nel menu della stampante
A volte non ci sono solo dei piccoli e felici inconvenienti, ma possono verificarsi eventi più gravi, come quando si stampano diversi modelli contemporaneamente e uno di essi non viene processato come si desiderava, o forse un oggetto si è staccato durante la stampa. Cancellare l’intero lavoro di stampa è uno spreco.
Per questo motivo abbiamo introdotto la funzione Cancella oggetto, disponibile direttamente nel menu della stampante. Durante una stampa in corso, è sufficiente selezionare la voce di menu Cancella oggetto, quindi selezionare dall’elenco degli oggetti quello che deve essere saltato. Naturalmente è possibile utilizzare questa funzione più volte, se necessario.
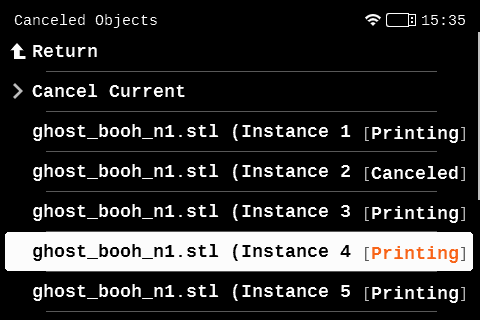
Poiché in molti casi gli oggetti sono istanze e i loro nomi possono essere confusi (ad esempio, Istanza 1, Istanza 2, Istanza 3), potrebbe diventare difficile riconoscere quale nome appartiene a quale oggetto. Per questo motivo è stata aggiunta l’azione ” Cancella l’oggetto corrente”. Attendere che l’ugello raggiunga l’oggetto che si desidera saltare e selezionare Annulla oggetto corrente. Il sistema riconoscerà automaticamente la parte corretta del G-code e la disabiliterà. L’uso di Cancella oggetto corrente è il metodo consigliato. Se si seleziona un oggetto non corretto, è possibile utilizzare le azioni del menu per continuare a stamparlo.
Modifiche e aggiornamenti dell’interfaccia utente
Stiamo anche migliorando costantemente il design e la funzionalità del menu su schermo. Ad esempio, abbiamo aggiornato le schermate relative alla stampa per mostrare più informazioni. La schermata di avanzamento della stampa presenta un nuovo layout, la schermata di fine stampa ora visualizza più statistiche: tempo totale di stampa, consumo di materiale e consumo di materiale della torre di priming. La schermata di stampa ora visualizza più informazioni, accanto alle informazioni sull’avanzamento percentuale.
Abbiamo anche incluso un enorme aggiornamento per tutti i possessori di XL Multi-Strumento che migliora notevolmente l’esperienza di stampa: una schermata di prestampa nuova di zecca. Per spiegarlo meglio: quando si effettua lo slicing di un oggetto multimateriale, il G-code risultante contiene informazioni su come i singoli materiali/estrusori sono assegnati alle varie parti dell’oggetto. Di solito, è necessario prendere nota di questa configurazione e assicurarsi che le impostazioni di PrusaSlicer e i materiali effettivamente caricati nell’XL siano sincronizzati. La nuova schermata consente di rimappare gli estrusori/materiali su slot diversi. Ad esempio, è possibile cambiare gli estrusori uno e tre se si scopre che i colori caricati non corrispondono alla disposizione nel G-code.

Ciò rende molto più semplice, ad esempio, la condivisione dei G-code, perché non si è limitati dalla configurazione “cablata” dei materiali all’interno del G-code, ma si possono modificare i materiali assegnati in questa schermata. Inoltre, consente di impostare con estrema facilità l’utilissima funzione Spool Join, che permette di utilizzare facilmente i filamenti rimanenti da bobine semivuote.
Supporto Octoprint migliorato
Questa versione del firmware include anche miglioramenti per gli utenti che utilizzano OctoPrint per la stampa da remoto. È importante notare che questa implementazione è ancora in fase di lavorazione e che alcune funzioni saranno aggiunte (corrette) nelle versioni future.
Per assicurarsi che tutto funzioni correttamente, è necessario aggiornare il profilo Octoprint con i seguenti G-code (nella sezione Script GCODE):
- After print job is cancelled: M604
- After print job is paused: M601
- Before print job is resumed: M602
Tenete presente che il supporto per Octoprint ha attualmente diverse limitazioni:
- Il rilevamento degli impatti e il Power Panic non sono supportati.
- La schermata di assorbimento del calore sull’XL non viene visualizzata e non è possibile saltarla
- La XL Multi-Tool non è attualmente supportata
- I G-code binari non sono supportati.
Potete leggere tutte le nuove funzionalità, i miglioramenti, le correzioni e altro ancora nella note di rilascio complete qui. È possibile scaricare il firmware qui: https://help.prusa3d.com/downloads
PrusaSlicer 2.7.0: Pieno di nuove funzionalità!
Un’entusiasmante aggiunta creativa è il nuovo strumento di incisione SVG. SVG è l’acronimo di Scalable Vector Graphics (grafica vettoriale scalabile), un formato di immagine vettoriale e PrusaSlicer permette ora di importare facilmente questi file, di inciderli e persino di avvolgerli intorno a oggetti 3D. Di solito è necessario un software CAD per realizzare questa operazione, ma ora è possibile trascinare e rilasciare un logo SVG, un titolo o persino un codice QR e fonderlo con un modello 3D esistente. Questo espande enormemente le capacità di PrusaSlicer e non vediamo l’ora di vedere cosa sarete in grado di fare con questo strumento!

Per continuare la spiegazione della riduzione delle dimensioni del G-code: stiamo ulteriormente riducendo la dimensione dei file con i G-code G2 e G3 (movimenti di archi e cerchi), che è una caratteristica basata su ArcWelderLib di FormerLurker che è anche l’autore del famoso plugin di OctoPrint ArcWelder – vorremmo esprimere i nostri più sentiti ringraziamenti a FormerLurker per l’impegno profuso nel progetto e per averlo reso open-source!
La funzione è abilitata per impostazione predefinita, ma se si vuole sperimentare, la funzione Arc Fitting si trova in Impostazioni di stampa -> Avanzate -> Slicing -> Raccordo ad arco. La riduzione delle dimensioni del G-code dipenderà fortemente dal contenuto del G-code, ma in generale si possono risparmiare decine di punti percentuali di spazio.
Pertanto, quando si combina la codifica binaria G-code con l’Arc Fitting (descritto sopra), la dimensione dei file si riduce in modo massiccio. Per una migliore panoramica, è possibile consultare il seguente grafico.
Ma c’è molto di più nell’ultima versione stabile! Per esempio:
- Editor G-code personalizzato
- Implementazione della funzione Cancella oggetto (vedere il capitolo precedente)
- Interfaccia utente migliorata
- Generare le credenziali Wi-Fi per la stampante 3D MK4 / MK3.9 / XL / MINI per facilitare la connessione alla rete.
- L’host di stampa PrusaConnect è ora disponibile per la stampante Original Prusa MINI.
- …e molto altro
Scarica PrusaSlicer 2.7.0 dal nostro sito. Vedere il changelog di 2.7.0-alpha1, 2.7.0-beta1, 2.7.0-rc1 e 2.7.0-rc2 per saperne di più!
Original Prusa MK3.5 è in arrivo!
Oltre a terminare il lavoro sul firmware di Input shaper per XL e MINI, abbiamo ripreso lo sviluppo dell’aggiornamento MK3.5. Attualmente il progetto è nella fase finale di test interni e tutto sembra molto promettente. Prevediamo di riattivare gli ordini per l’aggiornamento nel nostro eshop a gennaio 2024, con la spedizione simultanea delle prime unità.
Il kit MK3.5 vi permette di aggiornare la vostra MK3S/+ con un sacco di nuove e utili funzioni a un prezzo molto ragionevole: avrete un’elettronica a 32 bit e un nuovo LCD, oltre alla connettività Wi-Fi e LAN con il supporto per la gestione della stampa in remoto tramite Prusa Connect. Infine, ma non meno importante, la velocità di stampa sarà significativamente più veloce grazie al supporto di Input shaper e Pressure Advance.
Soluzione per lo stringing sulla XL
PrusaSlicer 2.7.0 porta una nuova funzione chiamata Z-hop ramping progettata per affrontare il problema delle stringhe su tutte le nostre stampanti 3D – questo vale soprattutto per la Original Prusa XL, che è una stampante di grande formato con lunghe distanze di spostamento e un ugello da 0,6 mm. La XL utilizza praticamente lo stesso estrusore della MK4, ma le distanze percorse possono rappresentare un problema. Abbiamo apportato la seguente modifica: una volta che l’estrusore sta per spostarsi verso una parte distante della stampa (o, ad esempio, verso la torre di priming), non esegue il solito spostamento verticale seguito da uno orizzontale. Questa funzione è attiva per impostazione predefinita quando si utilizza il movimento a rampa e la consideriamo la prima iterazione pubblica; continueremo ad approfondire l’argomento. Maggiori informazioni su questa funzione sono contenute nelle note di rilascio qui.
La funzione può essere attivata in Impostazioni stampante->Estrusore per ciascun estrusore in uso nella nuova sezione Spostamento sollevamento. È possibile sovrascrivere l’impostazione per ciascun filamento nella sezione Sovrascrittura filamenti. La corsa di rampa è parametrizzata da un angolo e da una pendenza massima della rampa:

Tuttavia, dobbiamo sottolineare una cosa estremamente importante: qualsiasi tipo di stringing può essere facilmente risolto con un’azione molto semplice: essiccare il filamento utilizzato. Abbiamo condotto test interni intensivi per diverse settimane e abbiamo scoperto che con un filamento correttamente essiccato, non vi è praticamente alcuna trasudazione/perdita dall’ugello anche dopo lunghi periodi di tempo e quindi non si formano stringhe. Abbiamo mantenuto l’ugello riscaldato a 220 °C e l’abbiamo lasciato lì con il filamento carico. Non è trasudato nulla dall’ugello nemmeno dopo diversi minuti. In effetti, anche l’ugello grande da 0,6 mm con un filamento correttamente essiccato può essere così resistente alla trasudazione che, in teoria, è possibile stampare una stampa multimateriale sulla XL completamente senza alcun tipo di torre di priming o di pulitura!
Quindi, nel caso in cui si verifichino stringhe visibili sulle stampe, si prega di considerare di far essiccare i filamenti (anche quelli appena acquistati) prima di procedere alla risoluzione dei problemi!
Sono arrivati i nuovi fantastici materiali!
Nel caso in cui ve lo siate perso, abbiamo appena rilasciato quattro nuovi fantastici filamenti rPLA – sono tutti realizzati con materiali riciclati e presentano unici pigmenti a base naturale ricavati da sottoprodotti dell’industria alimentare e farmaceutica. Alghe rosse, vino, mais e persino avanzi di cibo sono alcuni dei prodotti che utilizziamo per conferire ai nostri filamenti splendidi colori tenui che si abbinano perfettamente ai mobili in legno e agli accessori moderni per la casa. Per saperne di più sul processo e sui filamenti di rPLA potete approfondire l’argomento nel nostro recente articolo qui.

E continuiamo ad ampliare la nostra gamma di resine di alta qualità! L’ultima aggiunta è Model Neutral Beige che è perfetta per tutti i tipi di applicazioni: modellismo e hobbistica, prototipazione rapida, stampi per colata… insomma, tutto ciò che serve. Inoltre, per rendere le nostre resine il più possibile facili e sicure da usare, cerchiamo di evitare prodotti chimici con un forte odore, rischi per la salute, alta tossicità e miscele contenenti Bisfenolo-A.

Con questo si concludono gli ultimi sviluppi di Prusa Research. Ci auguriamo che possiate trovare qualcosa di interessante nelle nostre ultime proposte! 🙂
Buona stampa!
Devi essere connesso per inviare un commento.