





Aktualisierung 18. Dezember 2023: Wir aktualisieren den Artikel mit den Informationen über zwei neue kleinere Versionen der Firmware v5.1.2 (komplette Versionshinweise) und PrusaSlicer 2.7.1 (komplette Versionshinweise). Bitte stellen Sie sicher, dass Sie immer die neueste Version unserer Software herunterladen.
Originaler Artikel:
Neben dem laufenden Black Friday und Cyber Monday Sale haben wir noch viele andere Neuigkeiten für Sie. Wir haben ein großes Firmware-Update für die MK4, MK3.9, XL und MINI, es gibt eine neue stabile PrusaSlicer-Version, wir haben Neuigkeiten bezüglich MK3.5 (der einfachste Weg, Input Shaper in Ihren MK3 zu bekommen) und mehr. Werfen wir einen Blick auf eine kurze Zusammenfassung, um sicherzustellen, dass Sie nichts Wichtiges verpassen!
Und bevor wir das tun, noch ein kurzer Hinweis: Falls Ihnen unsere Arbeit gefällt (MK4, XL, PrusaSlicer, Prusament und mehr), würden wir uns sehr freuen, wenn Sie uns bei den 3D Printing Industry Awards mit Ihrer Stimme unterstützen würden. Es dauert nur eine Minute, um die Antworten auszufüllen, und wir sind Ihnen sehr dankbar dafür! 🙂

Firmware 5.1.0 ist da – Input Shaper für XL und MINI, Objekt abbrechen und vieles mehr!
Letzten Monat haben wir Ihnen einen detaillierten Überblick über die Alpha-Firmware 5.1.0 mit mehreren wichtigen Verbesserungen gegeben.
Die 5.1.0 Firmware ist jetzt als stabile Version für die MK4, MK3.9, XL und MINI 3D-Drucker verfügbar und Sie können sie hier herunterladen. Bitte beachten Sie, dass Sie im Falle des MINI/MINI+ zunächst ein Update auf die Firmware 4.4.1 durchführen müssen, wenn Sie diese noch nicht haben. Dann können Sie die 5.1.0 flashen und Ihr Arbeitspferd in ein Rennpferd verwandeln 🙂
Das größte Highlight der neuen Version ist Input Shaper und Pressure Advance sowohl für XL als auch für MINI/MINI+ 3D-Drucker. Sie können jetzt superschnellen 3D-Druck sowohl auf dem Großformatdrucker als auch auf unserem kompakten Arbeitspferd genießen, das auch Jahre nach seiner Veröffentlichung noch gut läuft – es ist einfach so beliebt und leistungsfähig, dass wir es nicht auslassen konnten! Und übrigens – Sie können den MINI+ in einem speziellen Bundle mit 5 Filamenten während des Black Friday und Cyber Monday Sales erhalten.

Bitte beachten Sie, dass der G-Code für Ihren Drucker mit den letzten IS-aktivierten Druckprofilen in PrusaSlicer gesliced werden muss. Ältere G-Codes sind zwar kompatibel, aber Input Shaper wird beim Drucken dieser Profile deaktiviert sein. Wir empfehlen dringend, auf die neueste PrusaSlicer 2.7.0 stable zu aktualisieren, die gestern veröffentlicht wurde – zu den Details kommen wir gleich.
Große Verbesserungen am Netzwerkcode und Sofortdruck
Wir haben viel Zeit darauf verwendet, verschiedene Teile des Netzwerkcodes zu verbessern, um Ihnen einfachere, bequemere und schnellere Druckoptionen über das Netzwerk zu bieten. Sobald Sie einen G-Code in Prusa Connect, unser System zur Verwaltung von Ferndrucken, übertragen haben, können Sie den Druckvorgang innerhalb von Sekunden starten, ohne darauf warten zu müssen, dass die gesamte Datei auf den USB-Stick übertragen wird. Sie können so gut wie sofort mit dem Drucken beginnen.

Um dies zu erreichen, mussten wir vier Dinge implementieren.
Zunächst haben wir ein G-Code-Streaming-System entwickelt. Sie müssen nicht die gesamte Datei auf einmal herunterladen. Wenn Sie stattdessen eine G-Code-Datei in Prusa Connect hochladen und einen Ferndruck initiieren, beginnt das System damit, den G-Code Stück für Stück an den Drucker zu senden (Streaming). Sobald der Drucker den Header und ein paar weitere Datenzeilen empfangen hat, beginnt er mit dem Druck. Selbst bei großen Dateien dauert dies nicht länger als ein paar Sekunden. Nach und nach wird die gesamte Datei an das USB-Laufwerk des Druckers gesendet und dort für zukünftige Druckaufträge gespeichert.
Als nächstes haben wir uns mit dem G-Code-Format selbst beschäftigt. Ein G-Code-Dateiformat ist eine ziemlich unkomplizierte Sache. Sie können es in Notepad öffnen und die gesamte Liste der einzelnen Anweisungen sehen. Sie sind leicht zu lesen und zu ändern. Das bedeutet aber auch, dass das Format sehr platzraubend ist. Wir haben uns mit dieser Situation befasst und einen Vorschlag für ein neues, platzsparendes (um bis zu 70 % verkleinertes), quelloffenes .bcode-Format gemacht, das für eingebettete Plattformen entwickelt wurde. Dazu kommen wir in einem eigenen Kapitel, denn dies ist eine große Veränderung.
Drittens haben wir die PNG-Miniaturbilder in der G-Code-Datei durch das viel effizientere QOI-Bildformat ersetzt, was wiederum eine beträchtliche Menge an Speicherplatz spart. Der einzige Nachteil ist, dass es keine Möglichkeit gab, die Abwärtskompatibilität sicherzustellen – deshalb funktionieren die Miniaturbilder nur mit Firmware 5.1.0 und PrusaSlicer 2.7.0 (und neueren Versionen) korrekt. Wir glauben, dass dies ein geringer Preis ist, wenn man die Vorteile bedenkt, die es bringt. Außerdem kann das .bgcode Dateiformat nur von 3D-Druckern mit Firmware 5.1.0 und neuer gelesen werden.
Schließlich haben wir eine Reihe von ausfallsicheren Mechanismen implementiert, um sicherzustellen, dass die Netzwerkübertragungen sicher und zuverlässig sind. Im Falle eines schwerwiegenden Netzwerkfehlers wird der Druck angehalten, sobald er feststellt, dass der G-Code nicht mehr gestreamt wird. Wenn die Verbindung in absehbarer Zeit nicht wiederhergestellt werden kann, können Sie den Druck manuell fortsetzen. Nehmen Sie das USB-Laufwerk aus dem Drucker, schließen Sie es an Ihren PC an und ersetzen Sie die teilweise heruntergeladene .gcode-Datei (als Ordner angezeigt) durch die reguläre vollständige .gcode-Datei. Wenn Sie das USB-Laufwerk wieder in den Drucker einstecken, erkennt das System die Datei und findet genau den Teil des Codes, an dem der Druck angehalten wurde, und der Druckauftrag wird fortgesetzt.
Ein kleines Sahnehäubchen ist die Tatsache, dass Sie jetzt die Firmware Ihrer Drucker über Prusa Connect aus der Ferne flashen können (mit anderen Worten – OTA-Firmware-Updates sind jetzt möglich).
Vorschlag für ein neues Binary G-code Format
Ein neues Dateiformat zu entwickeln ist immer eine Herausforderung. Die Menschen sind in der Regel daran gewöhnt, mit einem bestimmten Dateityp zu arbeiten, und die Einführung eines neuen Formats kann als unerwünscht oder überflüssig angesehen werden.
Aus diesem Grund haben wir viel Zeit damit verbracht, verschiedene Optionen zu prüfen und unsere Schritte sorgfältig zu planen. Letztendlich haben wir ein vollständig offenes .bcode-Dateiformat entwickelt (die gesamte Spezifikation finden Sie hier). Es ist open-source, für eingebettete Plattformen optimiert und kann leicht von .bgcode zurück nach .gcode (und umgekehrt) konvertiert werden, so dass Sie keine Gelegenheit verpassen, den Code manuell zu bearbeiten. Die Verwendung ist natürlich optional. Der Export von binärem G-Code in PrusaSlicer kann unter Druckeinstellungen -> Ausgabeoptionen -> Als binären G-Code exportieren aktiviert oder deaktiviert werden. Eine Option zur Konvertierung von ASCII G-Code in binären Code (oder umgekehrt) wurde dem Menü Datei hinzugefügt.
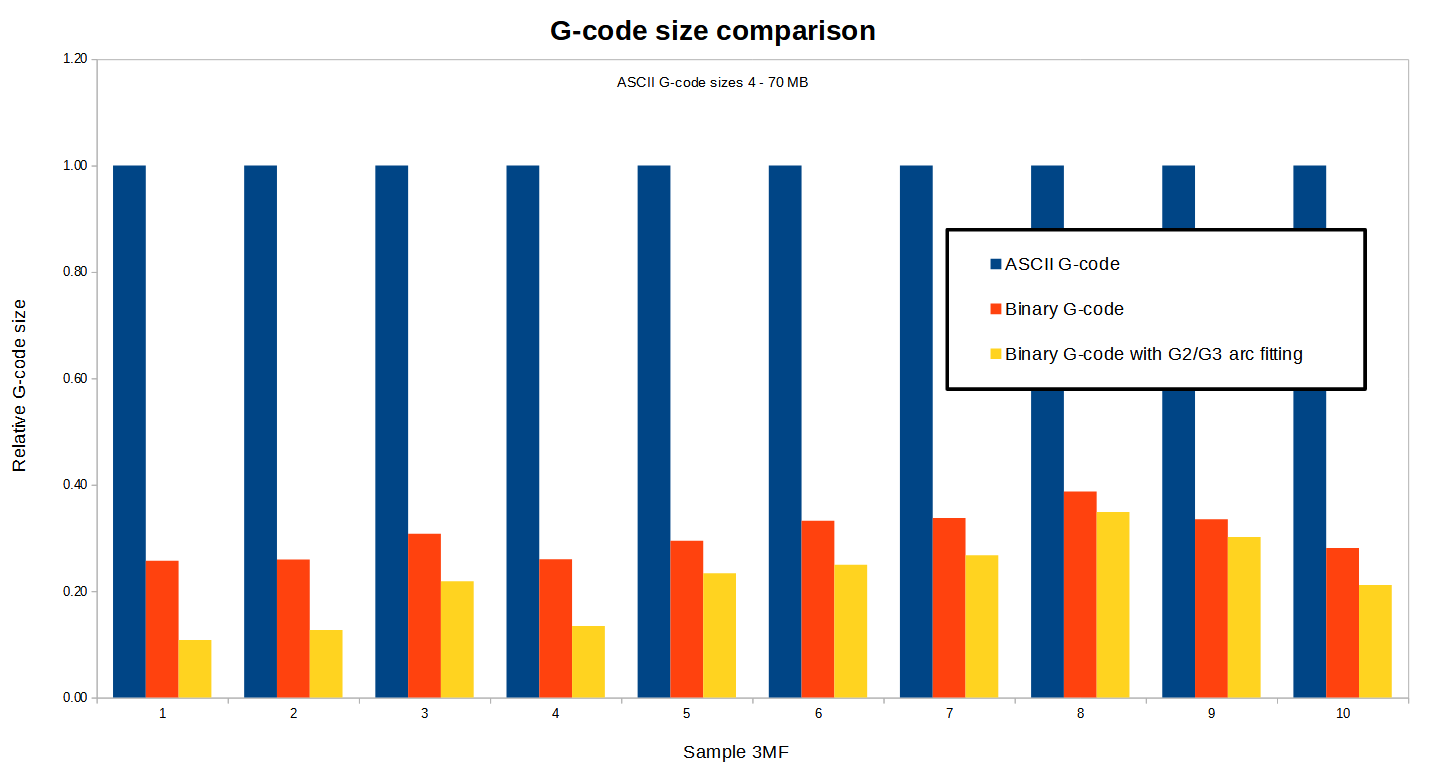
Wenn Sie sich für diese Methode entscheiden, erhalten Sie unglaublich kleine Druckdateien. Der Größenunterschied zwischen ASCII G-Codes (den „Standard“-Codes) und binären G-Codes hängt vom Inhalt der Datei ab. Unsere Tests zeigen jedoch, dass die Verwendung von binären G-Codes die Dateigröße im Durchschnitt um 70 % reduziert. Außerdem führen wir in PrusaSlicer 2.7.0 neue Optimierungstechniken wie Arc Fitting ein.
Bei der Entwicklung des Formats haben wir uns die Lösungen angesehen, die von den Mitgliedern unserer Community vorgeschlagen wurden, wie z.B. die MeatPack-Kodierung (die sich die Tatsache zunutze macht, dass der Zeichensatz eines typischen G-Codes sehr begrenzt ist) oder den Heatshrink-Komprimierungsalgorithmus (der einen sehr geringen Speicherbedarf hat).
Da wir wollen, dass das Format völlig offen und einfach zu implementieren ist, stellen wir auch eine libbgcode-Bibliothek zur Verfügung, die die Routinen zur Konvertierung von ASCII G-Code in Binärcode und umgekehrt enthält. Wir glauben, dass es der richtige Weg ist, dieses neue Format als Open-Source zu veröffentlichen. Mehr über das binäre G-Code Format, verschiedene Kompressionsalgorithmen und weitere technische Details erfahren Sie in den Release Notes hier.
Wir möchten Scott Vokes (@atomicobject) für seine Arbeit an heatshrink und Scott Mudge (@scottmudge) für die Entwicklung und Pflege von MeatPack danken.
Funktion Objekt abbrechen im Menü des Druckers
Manchmal gibt es nicht nur diese glücklichen kleinen Unfälle, sondern es können auch schwerwiegendere Dinge passieren – z.B. wenn Sie mehrere verschiedene Modelle gleichzeitig drucken und eines davon nicht so gesliced ist, wie Sie es wollten, oder sich vielleicht ein Objekt während des Drucks gelöst hat. Den gesamten Druckauftrag abzubrechen ist eine Verschwendung.
Aus diesem Grund führen wir die Funktion Objekt abbrechen ein, die direkt im Menü des Druckers verfügbar ist. Während eines laufenden Druckvorgangs wählen Sie einfach den Menüpunkt Objekt abbrechen und wählen dann aus der Liste der Objekte dasjenige aus, das übersprungen werden soll. Sie können diese Funktion bei Bedarf natürlich auch mehrfach verwenden.
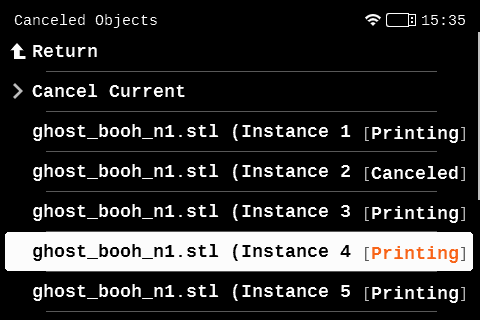
Da die Objekte in vielen Fällen Instanzen sind und ihre Namen verwirrend sein können (z.B. Instanz 1, Instanz 2, Instanz 3), könnte es schwierig werden zu erkennen, welcher Name zu welchem Objekt gehört. Aus diesem Grund haben wir auch die Aktion „Aktuelles Objekt abbrechen“ hinzugefügt. Warten Sie, bis die Düse zu dem Objekt gelangt, das Sie überspringen möchten, und wählen Sie Aktuelles Objekt abbrechen. Das System wird automatisch den richtigen Teil des G-Codes erkennen und ihn deaktivieren. Die Verwendung von Aktuelles Objekt abbrechen ist die empfohlene Methode. Und falls Sie ein falsches Objekt ausgewählt haben, können Sie den Druck über die Menüaktionen fortsetzen.
UI-Verbesserungen und Aktualisierungen
Wir verbessern auch ständig das Design und die Funktionalität des Bildschirmmenüs. So haben wir zum Beispiel die druckbezogenen Bildschirme aktualisiert, um mehr Informationen anzuzeigen. Der Bildschirm mit dem Druckfortschritt hat ein neues Layout, der Bildschirm mit dem Druckende zeigt jetzt mehr Statistiken an – die Gesamtdruckzeit, den Materialverbrauch und den Materialverbrauch des Prime Towers. Der Druckbildschirm zeigt jetzt mehr Informationen an – neben der prozentualen Fortschrittsanzeige.
Außerdem haben wir ein großes Update für alle XL Multi-Tool-Besitzer eingebaut, das das Druckerlebnis erheblich verbessert: einen brandneuen Vor-Druck-Bildschirm. Zur Erklärung: Wenn Sie ein Multi-Material-Objekt slicen, enthält der resultierende G-Code Informationen darüber, wie die einzelnen Materialien/Extruder den verschiedenen Teilen des Objekts zugeordnet sind. Normalerweise müssen Sie diese Einstellung beachten und sicherstellen, dass die Einstellungen von PrusaSlicer und die tatsächlich in den XL geladenen Materialien übereinstimmen. Der neue Bildschirm ermöglicht es Ihnen, die Extruder/Materialien verschiedenen Slots zuzuordnen. Sie können zum Beispiel die Extruder eins und drei austauschen, wenn Sie feststellen, dass die geladenen Farben nicht mit dem Layout im G-Code übereinstimmen.

Das macht z.B. auch die gemeinsame Nutzung von G-Codes viel einfacher, da Sie nicht durch die „fest verdrahtete“ Materialkonfiguration im G-Code eingeschränkt sind, sondern die zugewiesenen Materialien in diesem Bildschirm ändern können. Außerdem lässt sich die sehr nützliche Funktion Spool Join ganz einfach einrichten – mit dieser Funktion können Sie ganz einfach verbleibendes Filament von halbleeren Spulen verbrauchen.
Verbesserte Octoprint-Unterstützung
Diese Firmware-Version enthält auch Verbesserungen für Benutzer, die OctoPrint für den Ferndruck verwenden. Bitte beachten Sie, dass diese Implementierung noch in Arbeit ist. Einige Funktionen werden in zukünftigen Versionen hinzugefügt (behoben).
Um sicherzustellen, dass alles korrekt funktioniert, müssen Sie das Octoprint-Profil mit den folgenden G-Codes aktualisieren (im Abschnitt GCODE Scripts):
- Nachdem der Druckauftrag abgebrochen wurde: M604
- Nachdem der Druckauftrag angehalten wurde: M601
- Bevor der Druckauftrag wieder aufgenommen wird: M602
Bitte beachten Sie, dass die Unterstützung für Octoprint derzeit noch einige Einschränkungen aufweist:
- Crash-Erkennung und Power Panic werden nicht unterstützt
- Der Wärmeabsorptions-Bildschirm auf dem XL wird nicht angezeigt und es ist nicht möglich, ihn zu überspringen
- Multi-Tool XL wird zur Zeit nicht unterstützt
- Binäre G-Codes werden nicht unterstützt
Sie können alle neuen Funktionen, Verbesserungen, Fehlerbehebungen und mehr in den vollständigen Versionshinweisen hier nachlesen. Sie können die Firmware hier herunterladen: https://help.prusa3d.com/downloads
PrusaSlicer 2.7.0: Voller neuer Funktionen!
Eine aufregende kreative Ergänzung ist das neue SVG-Prägewerkzeug. SVG steht für Scalable Vector Graphics – es ist ein Vektorbildformat und PrusaSlicer ermöglicht es Ihnen jetzt, diese Dateien einfach zu importieren, sie zu prägen und sogar um 3D-Objekte zu wickeln. Normalerweise bräuchten Sie dafür eine CAD-Software, aber jetzt können Sie ein SVG-Logo, einen Titel oder sogar einen QR-Code einfach per Drag & Drop in ein vorhandenes 3D-Modell einfügen. Dies erweitert die Möglichkeiten von PrusaSlicer erheblich und wir können es kaum erwarten zu sehen, was Sie mit diesem Tool alles anstellen können!

Um mit der Erklärung der reduzierten G-Code-Größe fortzufahren: Wir sind dabei, die Dateigröße mit G2 und G3 G-Codes (Bogen- und Kreisbewegungen) weiter zu verringern, eine Funktion, die auf ArcWelderLib von FormerLurker, der auch der Autor des berühmten ArcWelder OctoPrint Plugins ist – wir möchten FormerLurker unseren großen Dank für all die Mühe aussprechen, die er in das Projekt investiert hat und dafür, dass er es als Open Source zur Verfügung stellt!
Die Funktion ist standardmäßig aktiviert, aber wenn Sie damit spielen möchten, finden Sie die Funktion Arc Fitting unter Druckeinstellungen -> Erweitert -> Slicing -> Bogenanpassung. Die Größenreduzierung des G-Codes hängt stark vom Inhalt des G-Codes ab, aber im Allgemeinen kann dies Dutzende von Prozent Platz sparen.
Wenn wir also die binäre G-Code-Kodierung mit Arc Fitting (wie oben beschrieben) kombinieren, wird die Dateigröße massiv reduziert. Die folgende Tabelle gibt Ihnen einen besseren Überblick.
Die neueste stabile Version hat aber noch viel mehr zu bieten! Zum Beispiel:
- Eigener G-Code-Editor
- Funktion zum Abbrechen von Objekten implementiert (siehe das obige Kapitel)
- Verbesserte Benutzeroberfläche
- Generieren Sie Wi-Fi Zugangsdaten für Ihren MK4 / MK3.9 / XL / MINI 3D-Drucker für eine einfachere Netzwerkverbindung
- PrusaConnect Print Host ist jetzt für Original Prusa MINI Drucker verfügbar
- …und mehr
.
Laden Sie PrusaSlicer 2.7.0 von unserer Website herunter. Sehen Sie sich den Changelog von 2.7.0-alpha1, 2.7. 0-beta1, 2.7.0-rc1 und 2.7.0-rc2 an, um mehr zu erfahren!
Original Prusa MK3.5 kommt bald!
Neben dem Abschluss der Arbeiten an der Input Shaper-Firmware für XL und MINI haben wir die Entwicklung des MK3.5-Upgrades wieder aufgenommen. Derzeit befindet sich das Projekt in der letzten Phase der internen Tests und alles sieht sehr vielversprechend aus. Wir gehen davon aus, dass wir die Bestellungen für das Upgrade in unserem eshop im Januar 2024 wieder freigeben werden. Die ersten Geräte werden dann gleichzeitig ausgeliefert.
Mit dem MK3.5 Kit können Sie Ihren MK3S/+ mit vielen neuen und nützlichen Funktionen zu einem sehr günstigen Preis aufrüsten – Sie erhalten eine 32-Bit-Elektronik zusammen mit einem neuen LCD sowie Wi-Fi- und LAN-Konnektivität mit Unterstützung für das Remote-Druckmanagement über Prusa Connect. Und nicht zuletzt wird die Druckgeschwindigkeit dank der Unterstützung von Input Shaper und Pressure Advance deutlich höher sein.
Lösung für Stringing auf dem XL
PrusaSlicer 2.7.0 bringt eine neue Funktion namens Z-hop ramping zur Lösung des Stringings auf allen unseren 3D-Druckern – dies gilt vor allem für den Original Prusa XL, der ein Großformatdrucker mit langen Verfahrwegen und einer 0,6 mm Düse ist. Der XL verwendet so ziemlich den gleichen Extruder wie der MK4, aber die Entfernungen, die er zurücklegt, können ein Problem darstellen. Wir haben die folgende Änderung vorgenommen: Sobald sich der Extruder zu einem entfernten Teil des Drucks (oder z.B. zum Priming-Turm) bewegt, führt er nicht die übliche vertikale Bewegung gefolgt von einer horizontalen Bewegung aus. Diese Funktion ist standardmäßig aktiviert, sobald die Rampenbewegung verwendet wird, und wir betrachten sie als die erste öffentliche Iteration – wir werden dieses Thema weiter erforschen. Weitere Informationen über diese Funktion finden Sie in den Versionshinweisen hier.
Die Funktion kann in Druckereinstellungen->Extruder für jeden Extruder, den Sie verwenden, im neuen Abschnitt Hubhöhe aktiviert werden. Sie können die Einstellung für jedes Filament in der Sektion Filamentüberschreibungen außer Kraft setzen. Der Rampenweg wird durch einen Winkel und einen maximalen Rampenhub parametrisiert:

Wir müssen jedoch eine extrem wichtige Sache betonen: Jede Art von Fadenbildung kann durch eine sehr einfache Maßnahme behoben werden – durch Trocknen des von Ihnen verwendeten Filaments. Wir haben mehrere Wochen lang intensive interne Tests durchgeführt und festgestellt, dass es bei einem ordnungsgemäß getrockneten Filament auch nach längerer Zeit praktisch kein Nässen/Auslaufen aus der Düse und damit keine Fadenbildung gibt. Wir hielten die Düse auf 220 °C erhitzt und ließen sie mit geladenem Filament dort sitzen. Selbst nach mehreren Minuten trat nichts aus der Düse aus. Tatsächlich kann sogar die große 0,6-mm-Düse mit einem ordnungsgemäß getrockneten Filament so resistent gegen das Auslaufen sein, dass Sie theoretisch einen Multimaterialdruck auf dem XL ganz ohne jede Art von Priming oder Wischturm drucken können!
Falls Sie also sichtbare Fäden auf Ihren Drucken feststellen, bitte denken Sie daran, Ihre Filamente zu trocknen (auch frische), bevor Sie weitere Probleme beheben!
Neue fantastische Materialien sind da!
Falls Sie es verpasst haben sollten, wir haben gerade vier neue fantastische rPLA-Filamente veröffentlicht – sie sind alle aus recycelten Materialien hergestellt und enthalten einzigartige Pigmente auf natürlicher Basis, die aus Nebenprodukten der Lebensmittel- und Pharmaindustrie gewonnen werden. Rotalgen, Wein, Mais und sogar Essensreste sind einige der Produkte, die wir verwenden, um unseren Filamenten schöne gedeckte Farben zu verleihen, die perfekt zu Holzmöbeln und modernen Wohnaccessoires passen. Erfahren Sie mehr über den Prozess und die rPLA-Filamente in unserem aktuellen Artikel hier.

Und wir erweitern auch weiterhin unser Angebot an hochwertigen Harzen! Der jüngste Neuzugang ist Model Neutral Beige, das sich perfekt für alle möglichen Bereiche eignet: Modell- und Hobbyanwendungen, Rapid Prototyping, Gussformen… was auch immer Sie wollen. Wir bemühen uns auch, stark riechende, gesundheitsgefährdende und hochgiftige Chemikalien sowie Bisphenol-A-haltige Mischungen zu vermeiden, um die Verwendung unserer Harze so einfach und sicher wie möglich zu machen.

So, das war’s mit den neuesten Entwicklungen bei Prusa Research. Wir hoffen, Sie finden etwas Interessantes in unseren jüngsten Veröffentlichungen! 🙂
Viel Spaß beim Drucken!
Du musst angemeldet sein, um einen Kommentar abzugeben.