






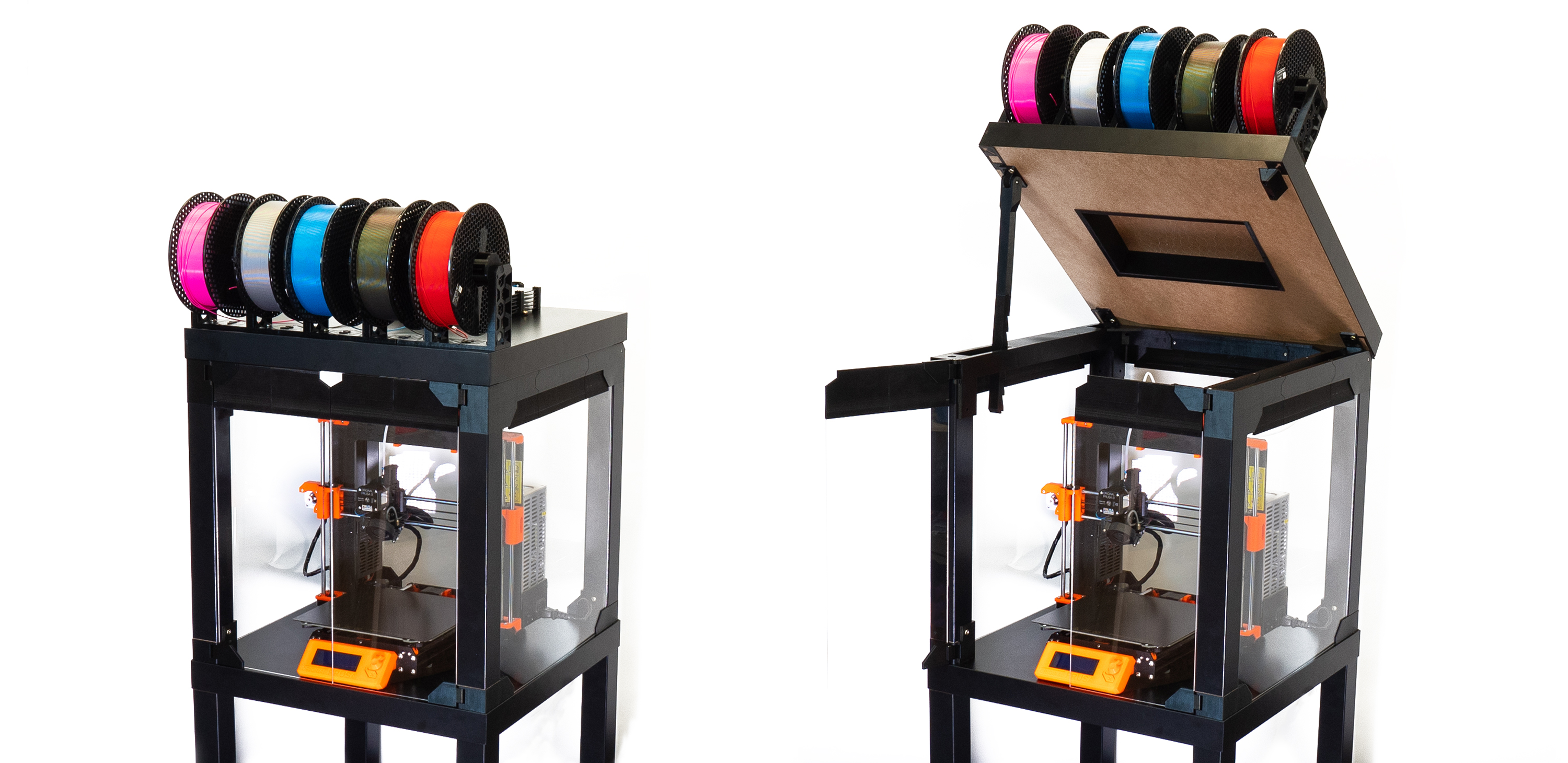
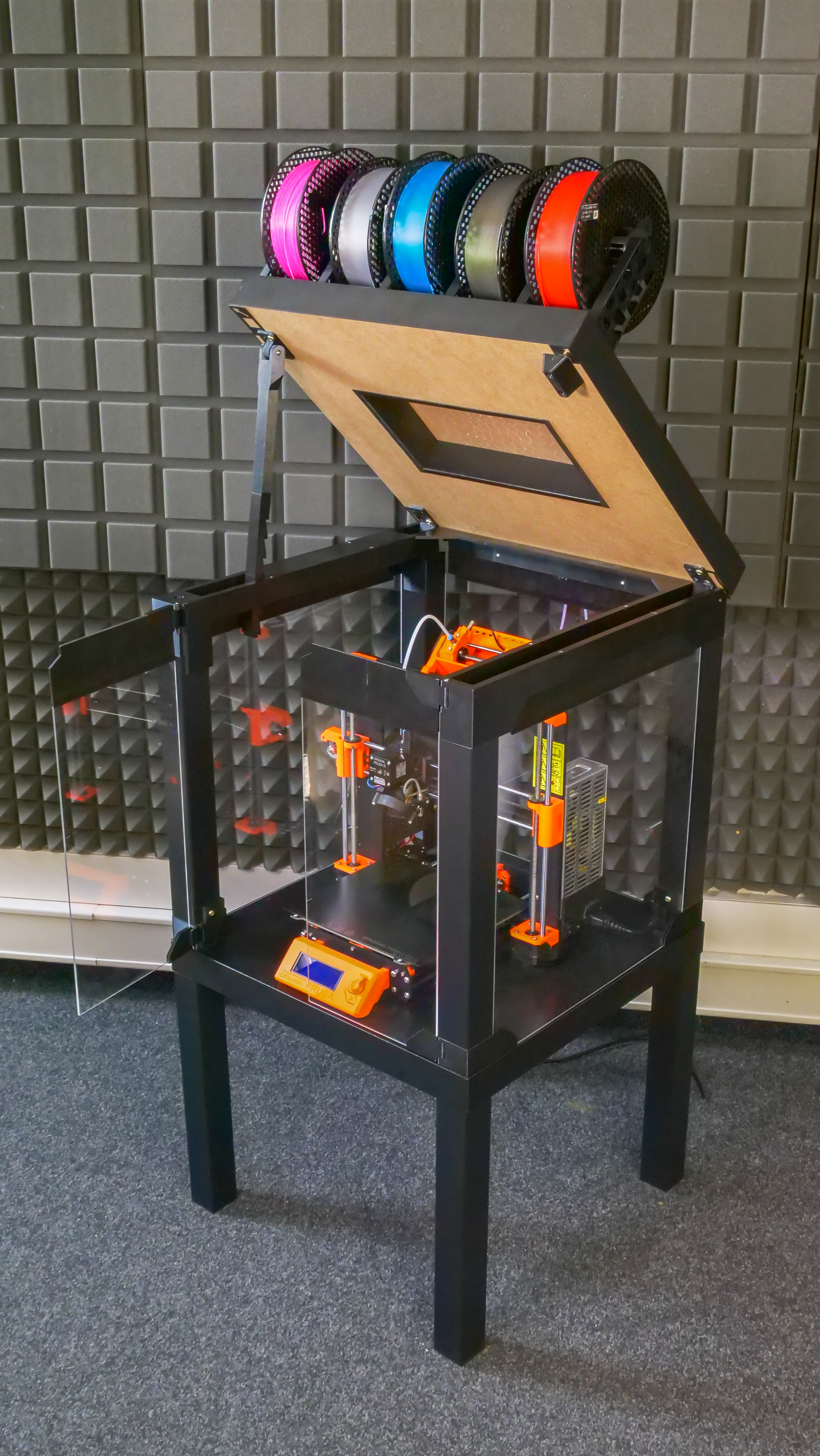
La nostra prima enclosure per stampante 3D è diventata incredibilmente popolare – e naturalmente, una volta lanciato il nostro nuovo Multi Material Upgrade 2.0 e 2S, la gente ha iniziato a chiederci un’enclosure aggiornata che potesse ospitare la stampante 3D Prusa i3 MK3S (e 2.5S) insieme all’unità MMU2S. Quindi, eccolo qui – ed è più bella che mai!
Se non avete esperienza con le enclosure delle stampanti 3D, permetteteci di mostrarvi rapidamente alcuni dei loro vantaggi:
- Condizioni di stampa stabili – improvvise correnti d’aria fredda e spifferi in generale possono avere un impatto negativo sulla stampa. L’involucro (enclosure) garantirà una temperatura più alta e stabile attorno alla stampante 3D. Differenze significative tra la temperatura della stanza e quella del piano riscaldato possono avere effetti indesiderati – oggetti che si staccano dal piano di stampa, deformazione degli strati e scarsa adesione degli strati, specialmente quando si stampa con ABS e ASA
- Odori meno evidenti – alcuni materiali possono produrre odori sgradevoli. L’involucro conterrà questi vapori durante la stampa. Una volta terminato il lavoro, è possibile aprire questa enclosure, ad esempio accanto a una finestra aperta per sfogare rapidamente gli odori indesiderati
- Riduzione del rumore – se, per qualche ragione, pensate ancora che l’MK3S sia rumorosa, potete isolare la stampante nell’enclosure per ridurre ulteriormente il rumore. Questo può essere utile, ad esempio, se volete posizionare la macchina direttamente accanto alla vostra scrivania.
- Riduzione della polvere – la struttura di contenimento contribuirà a diminuire la quantità di polvere nei cuscinetti e sulle aste della macchina
- Configurazione compatta – La stampante 3D MK2.5S/3S, l’unità MMU2, il buffer, cinque bobine e porta bobine, tubi in PTFE… ci sono un sacco di cose intorno alla stampante. Tutto sarà organizzato in modo ordinato.
- È un bel progetto fai da te 🙂
Tuttavia, prima di iniziare, vorremmo ricordare che l’enclosure non giova veramente alla qualità di stampa quando si stampa con PLA – in realtà, se si decide di stampare con PLA (ad esempio Prusament), si consiglia vivamente di tenere le ante parzialmente aperte per dare all’ugello (o più specificamente – al dissipatore di calore) un flusso d’aria sufficiente per un raffreddamento sufficiente. Le alte temperature combinate con il PLA possono causare l’intasamento parziale dell’ugello. Vedrete il vantaggio reale dell’enclosure quando si stampa con ABS e ASA. Aumentare la temperatura intorno alla stampante e creare un ambiente stabile all’interno della scatola migliorerà l’adesione del piano di stampa ed eviterà la deformazione del layer. In entrambi i casi, apprezzerete sicuramente la configurazione compatta di tutti i componenti.
La nostra enclosure IKEA Lack è diventata incredibilmente popolare (quasi 150.000 download di parti stampate!), soprattutto perché è una soluzione elegante ed economica. Inoltre, la dimensione del tavolino Lack è praticamente perfetta per le nostre stampanti 3D. Se da un lato siamo davvero orgogliosi di aver realizzato qualcosa di così popolare, dall’altro ha anche reso più difficile affrontare la nuova versione. E se avete già realizzato un’enclosure? E se avete già acquistato i pannelli in acrilico? Non vogliamo che partiate da zero. Invece, abbiamo deciso di modificare il concetto originale e migliorarlo. Manteniamo le dimensioni dei pannelli acrilici, e se non avete danneggiato troppo i tavoli Lack, dovreste poterli riutilizzare. Però tutte le parti stampate sono diverse,. D’altra parte, l’enclosure viene dotata di una serie di nuove caratteristiche utili, come un meccanismo di chiusura semiautomatico del coperchio, cerniere magnetiche e un piccolo scomparto per vari utensili.
L’obiettivo primario è stato quello di progettare l’enclosure in modo tale che chiunque sia in grado di costruirla in casa, utilizzando parti stampate, fissaggi regolari e materiali facilmente reperibili in linea generale. Gli elementi non standard sono ridotti al minimo.
Quindi, queste erano le sfide che dovevamo superare. Ora, per i vantaggi della nostra soluzione:
- Abbiamo mantenuto le dimensioni originali per i pannelli acrilici (440×440 mm). Se avete già costruito la versione precedente, potete riutilizzare i vostri attuali pannelli acrilici
- Abbiamo integrato il buffer di filamento (parte dell’aggiornamento MMU2S) per evitare che i filamenti si aggroviglino durante le retrazioni
- L’enclosure può essere posizionata in un angolo o tra due mobili – è richiesto solo l’accesso alla parte anteriore e alla parte superiore
- L’unità MMU2S è facilmente accesibile aprendo il coperchio superiore
- Sono presenti 5 porta bobine sopra l’enclosure, avendo così la possibilità di posizionare 5 bobine – ciascuna larga fino a 89 mm
- Vengono riutilizzate parti della confezione MMU2S, come ad esempio le aste dei porta bobina
- Il coperchio superiore può essere aperto facilmente – c’è un meccanismo di chiusura semi-automatico che tiene aperto il coperchio. Per chiuderlo, basta sollevare leggermente il coperchio e tirare il braccio di bloccaggio verso di voi, quindi chiudere il coperchio
- Spazio sufficiente per il tubo di PTFE arancione che va dall’unità MMU2S all’estrusore
- Cerniere robuste con magneti integrati che tengono chiusa lo sportello anteriore
- Il braccio del meccanismo di bloccaggio di supporto è nascosto nel telaio quando il coperchio è chiuso
- Un piccolo scomparto di stoccaggio nel telaio – utile per riporre piccoli utensili
Cosa vi servirà?




Parti stampate:
- 1× set di parti stampate o nel caso di lastre di acrilico da 1/8 di pollice (3.175 mm) sostituirne alcune con queste stampe
- 1× Coperchio di montaggio a 60° dei cavi del piano riscaldato
Componenti base
- 2× tavolino IKEA Lack
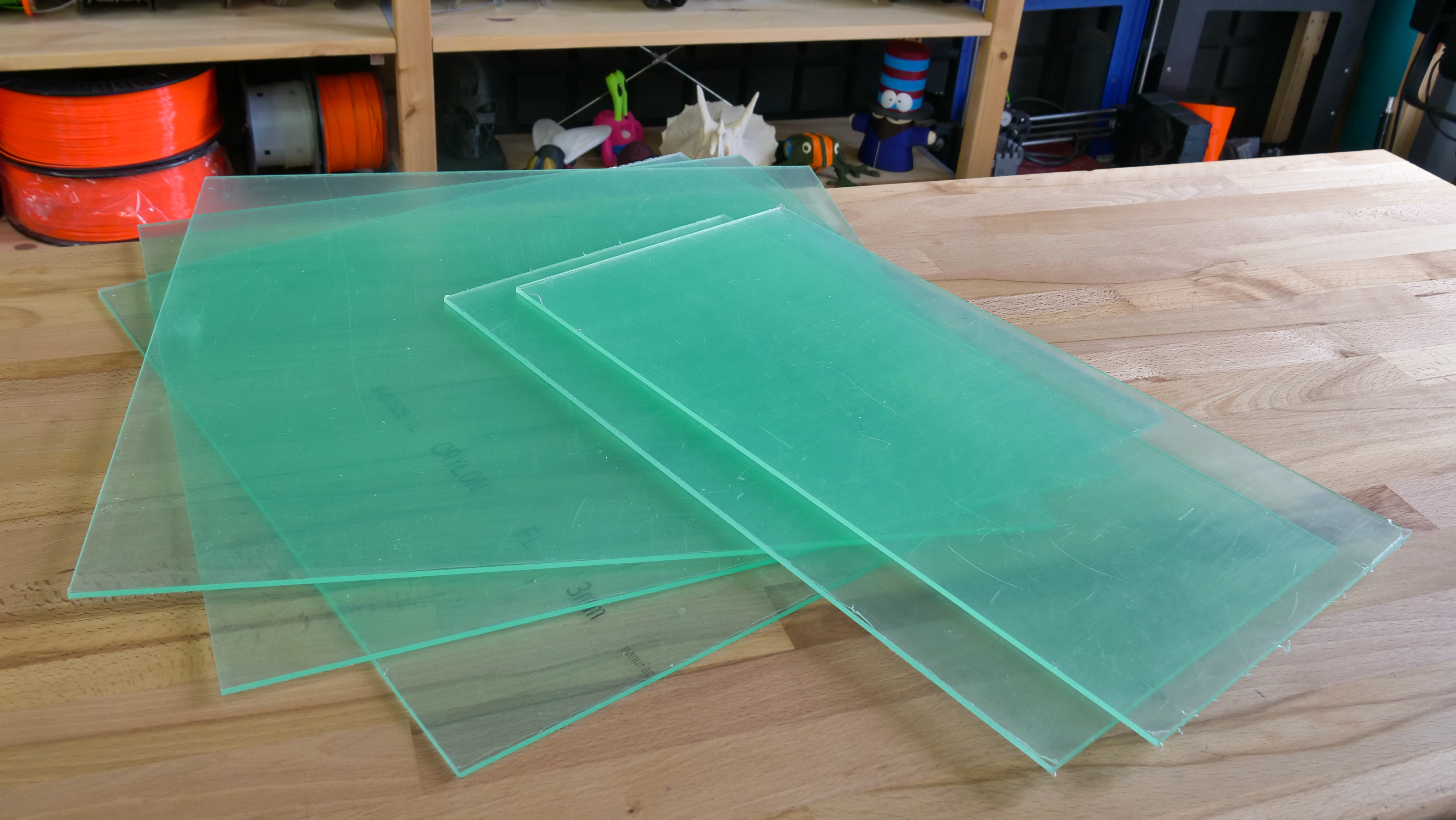
- 3× Foglio acrilico trasparente 440×440 mm, spessore 3 mm – riutilizzato dalla enclosure V1. Se non avete ancora questi fogli, potete ordinare un formato più grande che non necessita di estensioni stampate in 3D, le dimensioni sono 440×473 mm, 3 mm di spessore
- 2× Foglio acrilico trasparente 220×440 mm, spessore 3 mm – riutilizzato dalla enclosure V1. Se non avete ancora questi fogli, potete ordinare un formato più grande che non necessita di estensioni stampate in 3D, le dimensioni sono 220×505 mm, 3 mm di spessore
Nota a margine: in tutta questa guida, continueremo ad utilizzare il termine “foglio acrilico trasparente”, ma è anche possibile utilizzare il Plexiglass/Plexiglass/Plexi glass/Plexiglas senza problemi, a seconda delle vostre preferenze.
Viteria
- 35× vite a testa piatta, 5×20 mm
- 4× vite 6×50 mm
- 4× vite 6×30 mm
- 12× vite M3×30
- 4× vite M3×10
- 4× vite M3×18
- 8× magneti al neodimio, 20×6×2 mm
Inoltre, se si desidera posizionare l’alimentatore all’esterno dell’enclosure:
- PSU Argentato: 3× vite a testa piatta 5×20, 1× vite 3×10 mm, 2× M4 dado
- PSU Nero: 3× vite a testa piatta 5×20, 1× vite 3×10 mm, 2× vite M3×12, 2x M3 dado
Attrezzi
- Cacciavite a stella
- Chiave esagonale – 2,5mm
- Supercolla / Locktite
- Trapano + punte per legno ø 2 mm, 5 mm, 8 mm e 10 mm
- Metro a nastro
- Taglierino a scatto
- Righello
- Matita o pennarello
Inoltre, se si desidera posizionare l’alimentatore all’esterno dell’enclosure:
- punta per legno ø 12 mm
Stampa di parti plastiche
Si consiglia di stampare le parti in plastica con filamento PETG – ad es. Prusament PETG Jet Black. Potete utilizzare i nostri G-code pronti, che sono già testati e, naturalmente, lo slice è fatto con le impostazioni ottimali. Or download the .3MF files from the same link and slice them yourselves. Several parts come with a mounting bracket, that will help you position these components and secure them in place. Please, do not remove the mounting brackets before you secure the parts in place. However, do not forget to remove the support material, so the parts can be put together.
Costruire la scatola – tavolo inferiore
La scatola di solito consiste di due tavolini IKEA Lack. Anche se è possibile posizionare l’intero setup su un altro tavolino Lack, renderà più difficile l’accesso all’unità MMU2S e al buffer.
Lista delle parti in plastica necessarie per questa fase:




Posizionare l’alimentatore – AGGIORNAMENTO
È necessario decidere se rimuovere l’alimentatore dalla stampante (e metterlo fuori dall’enclosure) o lasciarlo montato sulla stampante (all’interno dell’enclosure), a seconda dell’uso previsto della macchina. Se non si prevede di eseguire stampe lunghe con materiali che richiedono temperature più elevate (ASA, ABS, PETG), è possibile lasciare l’alimentatore sulla stampante e lasciare socchiusa la porta anteriore durante la stampa. Tuttavia, se si stampa a temperature più elevate, il piano riscaldato scalda l’aria all’interno dell’involucro a circa 40°C (quando la temperatura ambiente è di 27°C). In questo caso, si consiglia di posizionare l’alimentatore all’esterno dell’involucro. L’uso prolungato dell’alimentatore ad alte temperature (oltre 45°C) può ridurre la sua durata. D’altra parte, lasciando l’alimentatore sulla stampante, sarà più facile rimuovere la stampante dall’enclosure. Avete deciso di tenere l’alimentatore all’interno dell’involucro? Salta la prossima fase di montaggio. Altrimenti, seguite le istruzioni riportate di seguito.
La procedura di montaggio e le parti stampate variano a seconda del tipo di PSU della stampante.
Lista delle parti in plastica per questa fase:

Alimentatore argentato
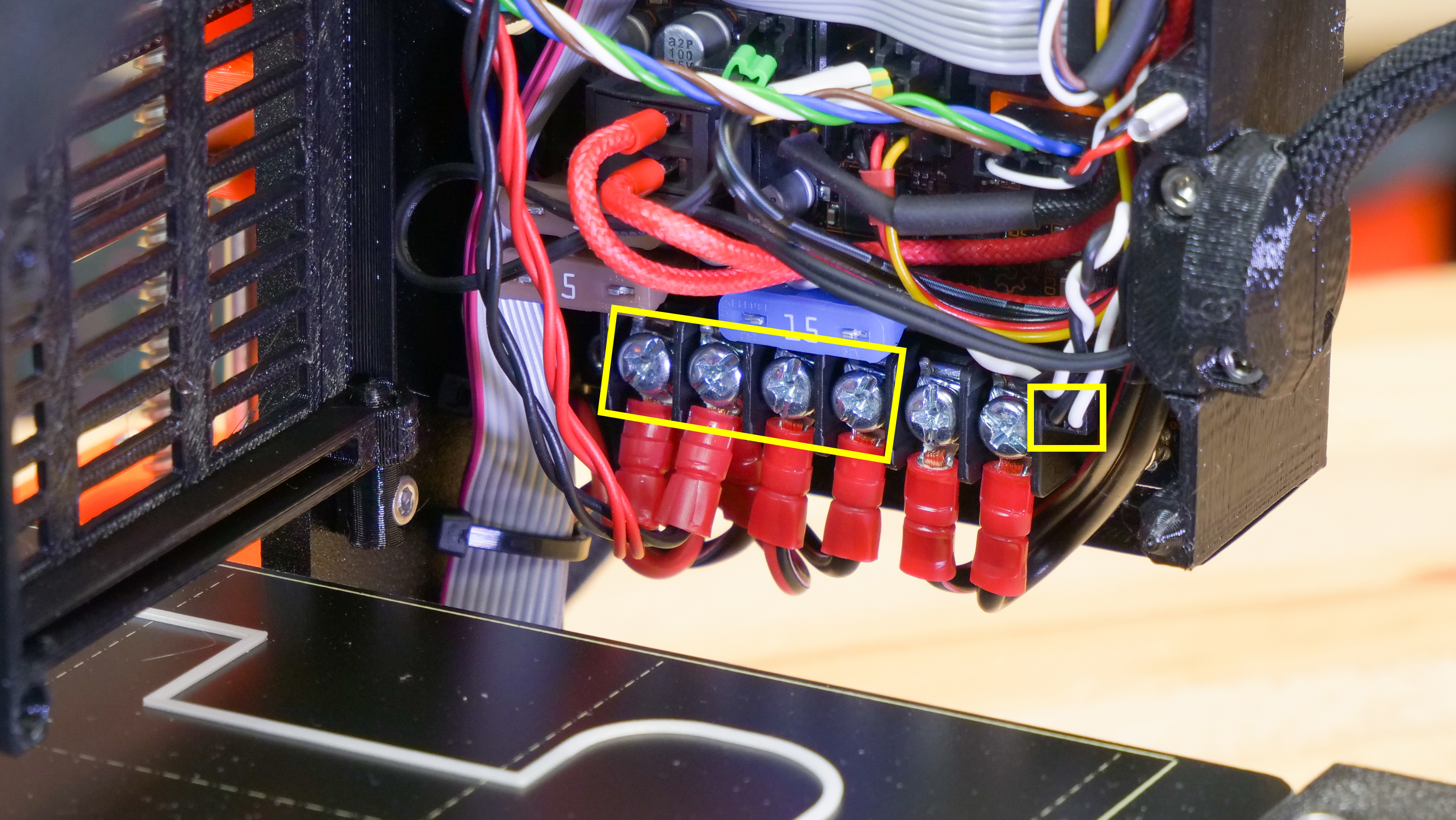
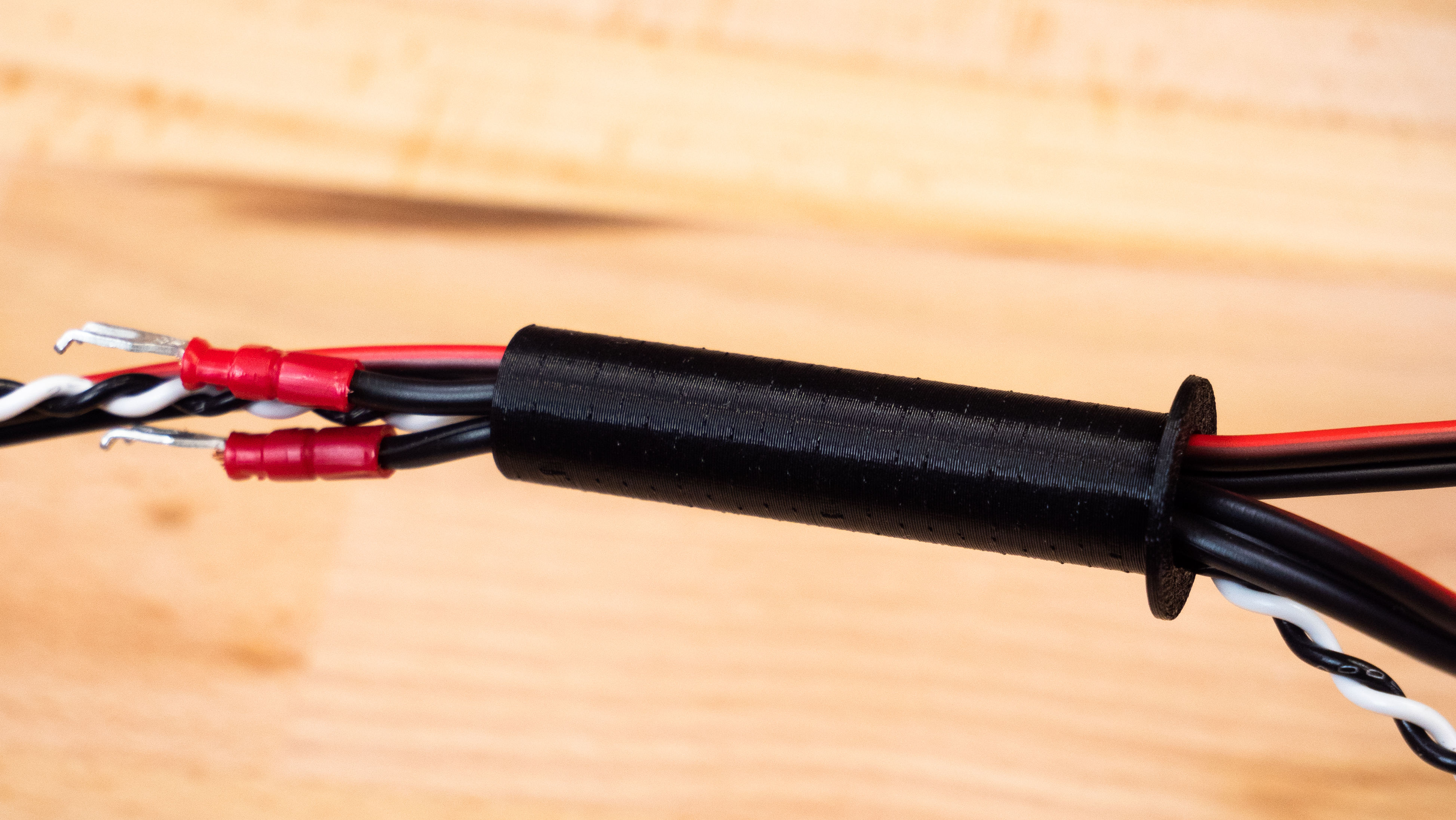
- Aprire il coperchio dell’elettronica Einsy e scollegare i cavi di alimentazione e il cavo Power Panic dal morsetto della scheda Einsy (2x cavi neri con la forcella, 2 cavi rossi con la forcella, 1 coppia intrecciata bianca e nera).
- Tagliare con attenzione le fascette che tengono i cavi, svitare l’alimentatore e rimuoverlo insieme ai cavi dalla struttura.
- Montare il supporto del telaio al posto dell’alimentatore.
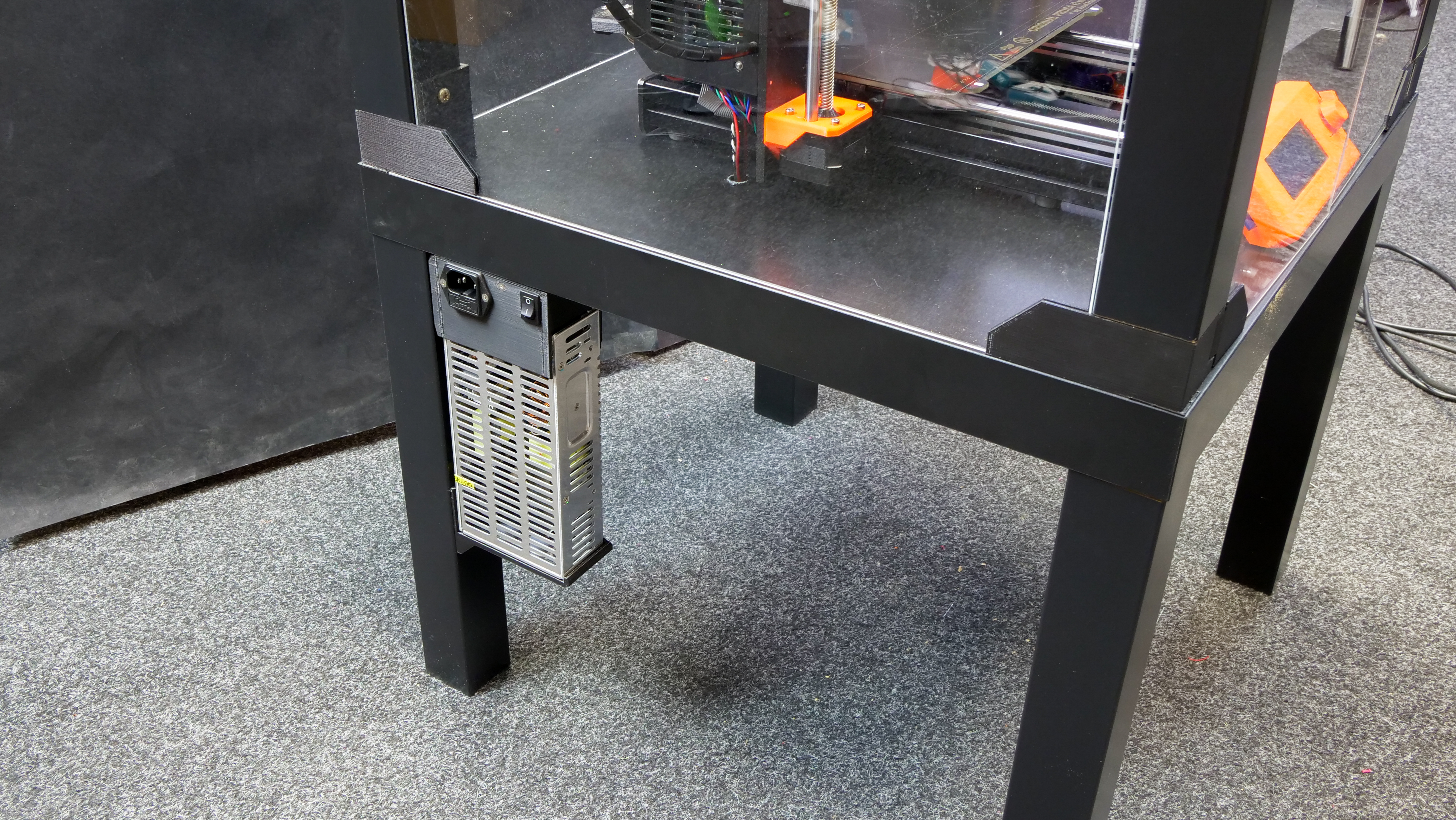
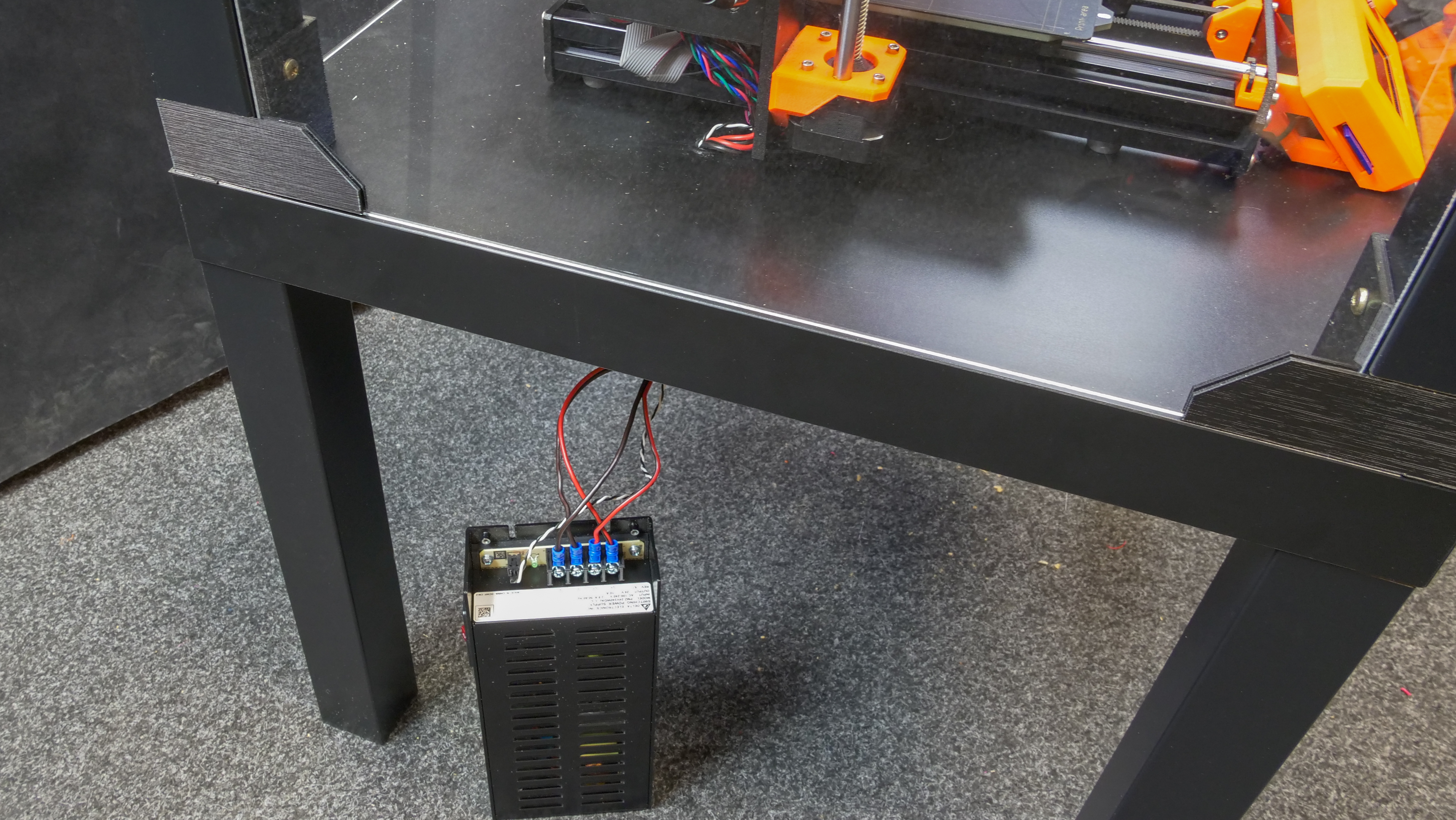
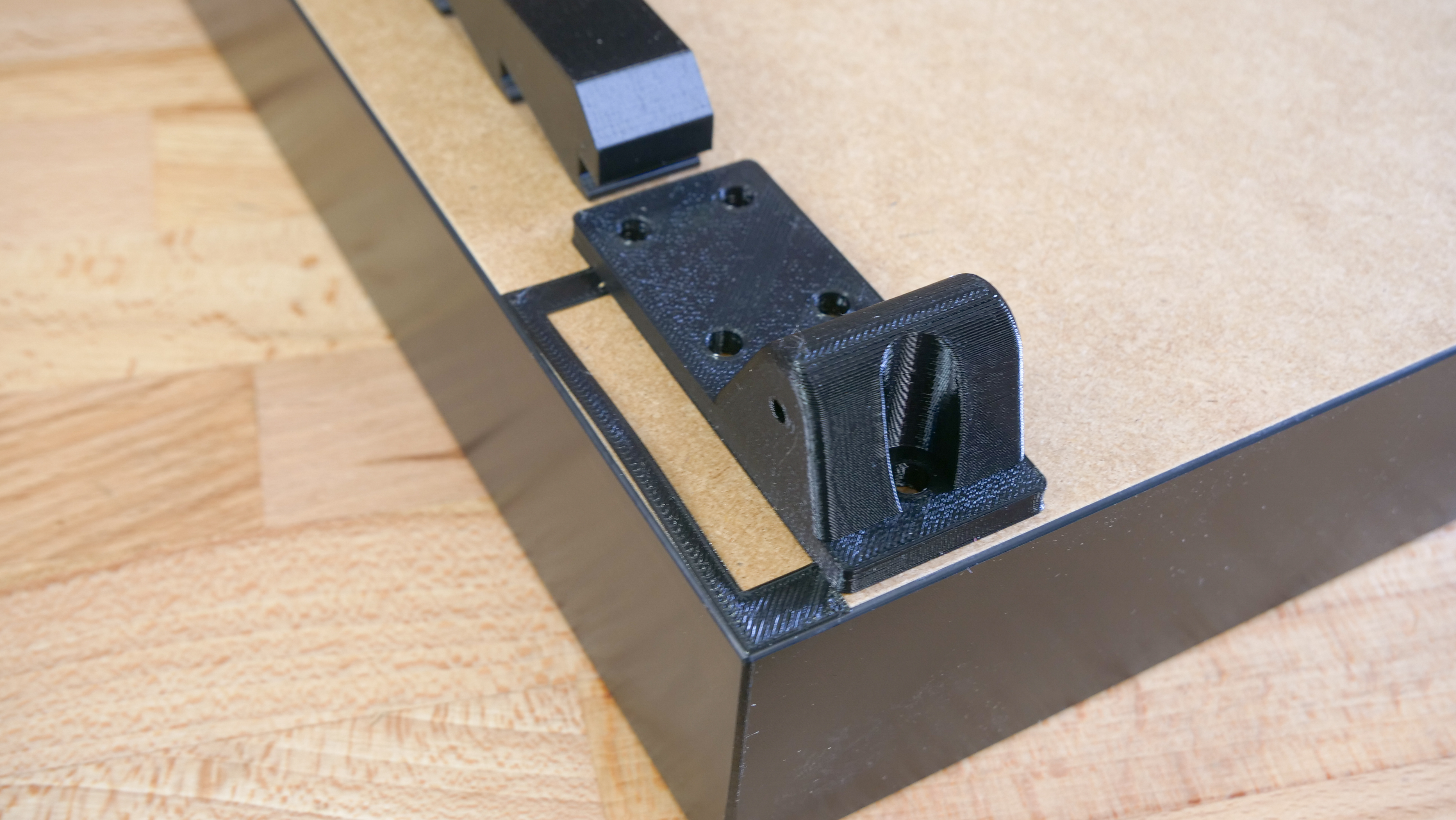
- Montare il supporto dell’alimentatore stampato sulla gamba posteriore sinistra del tavolo inferiore. Vedere la foto qui sotto.
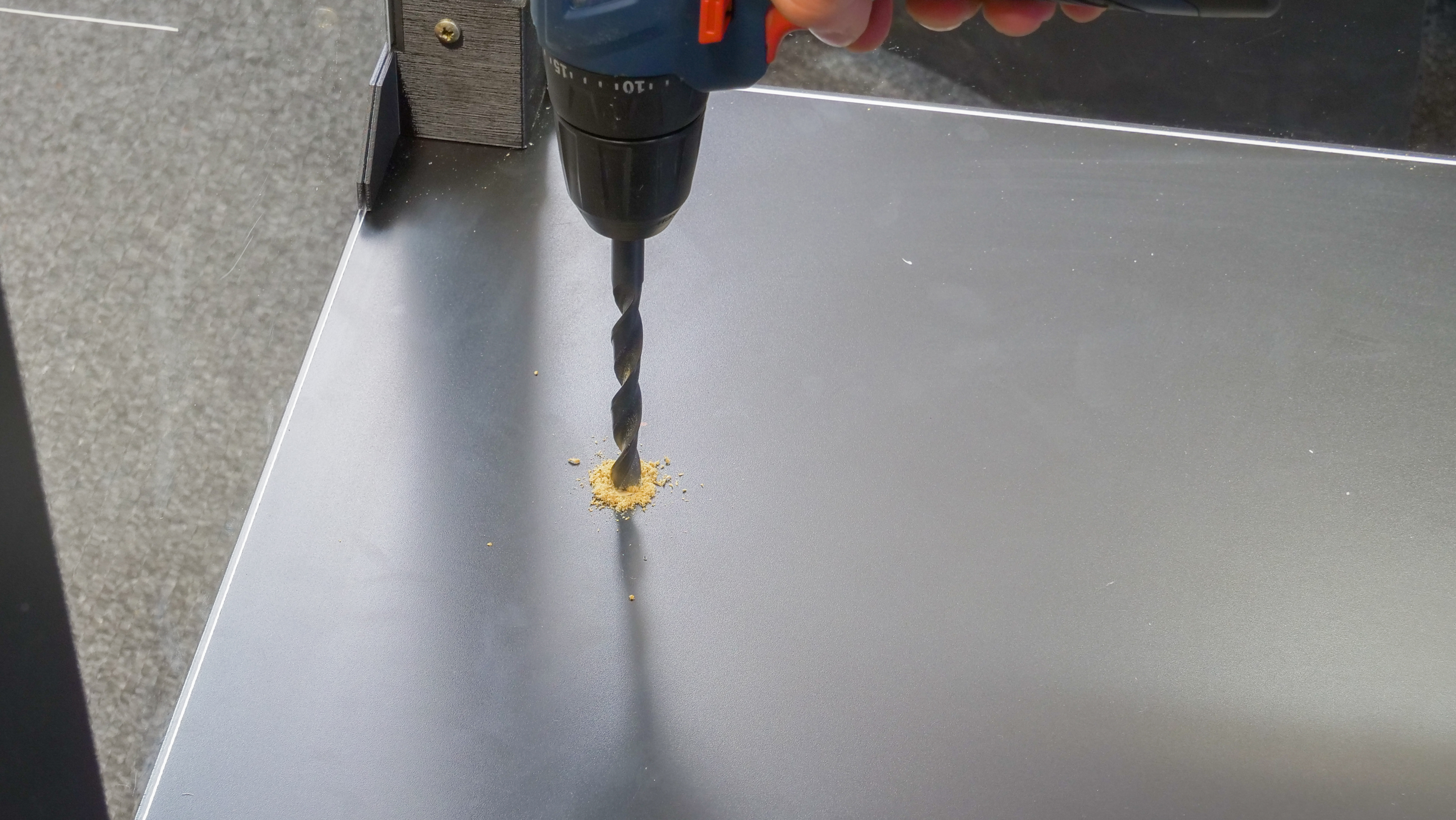
- Praticare un foro di 12 mm di diametro nel tavolo inferiore. Il foro deve essere posizionato direttamente sotto l’elettronica Einsy (120 mm dal bordo sinistro e 220 mm dal bordo posteriore). Inserire il tubo del cavo nel foro.
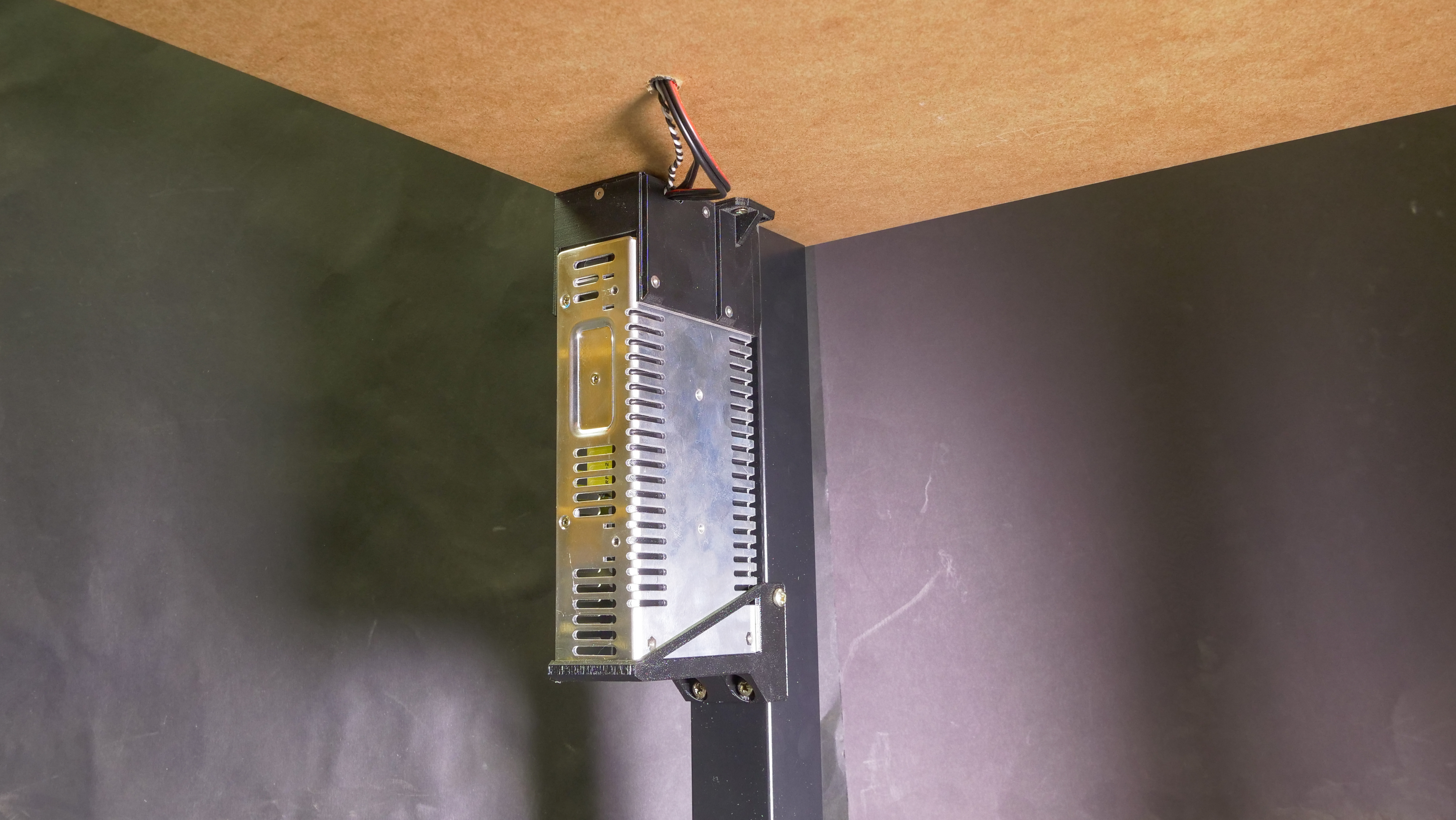
- Far scorrere l’alimentatore nel supporto e fissarlo con una vite per evitare che si sposti.
- Far passare i cavi attraverso il tubo del cavo. I cavi devono essere tirati gradualmente e deve essere seguito lo schema corretto. Per prima cosa, tirare il cavo attorcigliato bianco e nero . Poi continuare con il primo paio di cavi neri e rossi. Infine, tirare la seconda coppia di cavi neri e rossi. Può risultare leggermente difficile tirare i cavi – provate a regolarli e a trovare la posizione ottimale dei terminali per creare un passaggio. Se non è possibile tirare i cavi, separare l’inizio del cavo nero da quello rosso e spingerli separatamente.
- Collegare i cavi all’elettronica Einsy. Ricordare la corretta polarità dei cavi. Se non siete sicuri, consultate il manuale di assemblaggio.


Alimentatore nero
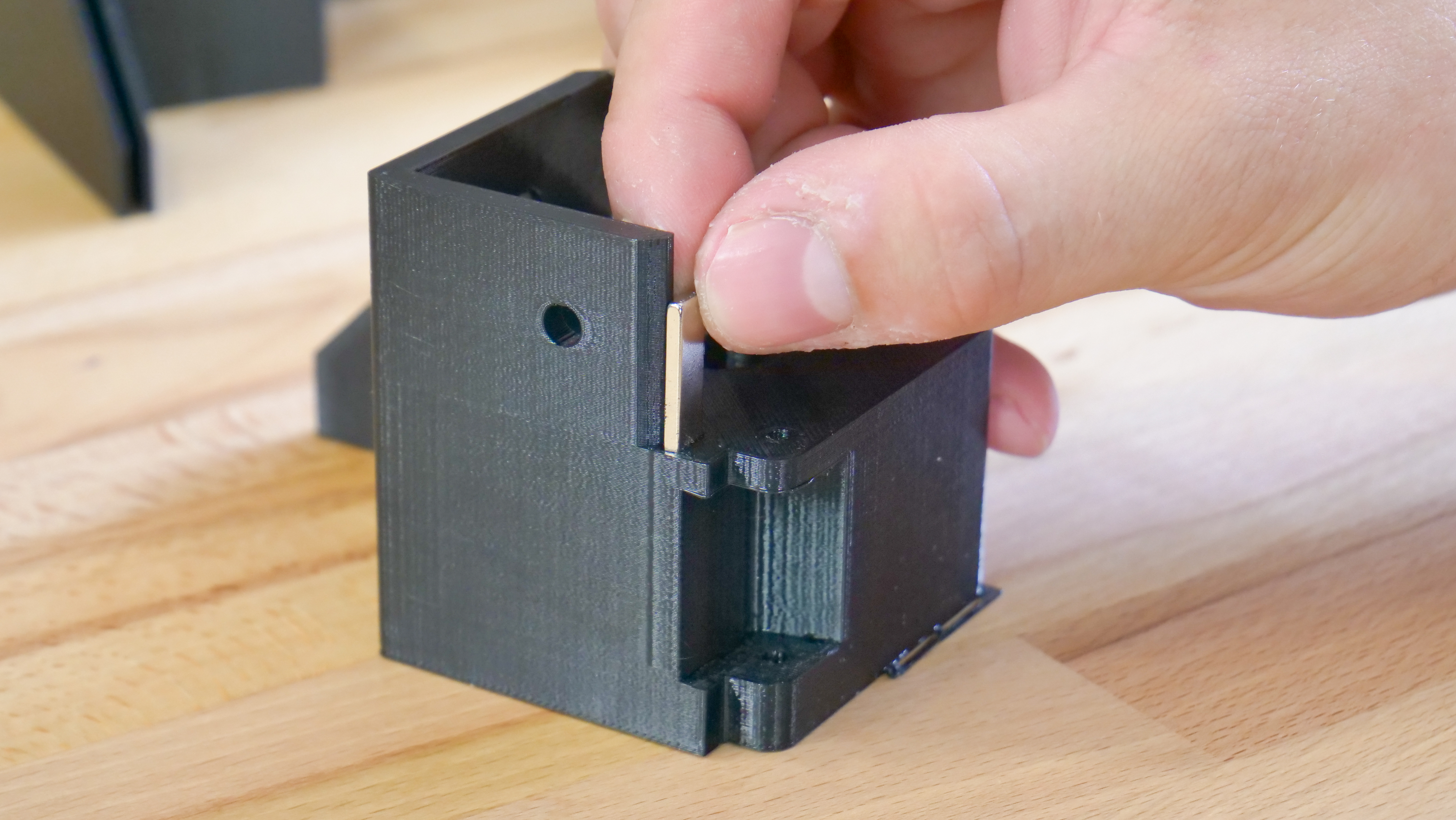
- Rimuovere il coperchio di plastica dell’alimentatore etichettato “PRUSA”. Scollegare tutti i cavi collegati all’alimentazione.
- Svitare l’alimentatore e rimuoverlo dal telaio.
- Rimuovere le fascette che tengono i cavi sulla struttura e rimuovere i cavi dell’alimentatore dal fascio. Tuttavia, non scollegare i cavi dalla scheda Einsy!
- Fissare i cavi rimanenti con una fascetta.
- Montare il supporto della struttura al posto dell’alimentatore.
- Montare il supporto dell’alimentatore stampato sulla gamba posteriore sinistra del tavolo inferiore.
Guardate la foto qui sotto. - Praticare un foro di 12 mm di diametro nel tavolo inferiore. Il foro deve essere posizionato direttamente sotto l’elettronica Einsy (120 mm dal bordo sinistro e 220 mm dal bordo posteriore). Inserire il tubo del cavo nel foro.
- Far passare i cavi attraverso il tubo del cavo. I cavi devono essere tirati gradualmente e deve essere seguito lo schema corretto. Per prima cosa, tirare il cavo attorcigliato bianco e nero . Poi continuare con il primo paio di cavi neri e rossi. Infine, tirare la seconda coppia di cavi neri e rossi. Può risultare leggermente difficile tirare i cavi – provate a regolarli e a trovare la posizione ottimale dei terminali per creare un passaggio. Se non è possibile tirare i cavi, separare l’inizio del cavo nero da quello rosso e spingerli separatamente.
- Collegare tutti i cavi all’alimentazione. Prestare attenzione alla corretta polarità dei cavi. Se non siete sicuri, consultate il manuale di assemblaggio.
- Posizionare l’alimentatore nella staffa e fissarlo sul lato della morsettiera con una vite al tavolo.
- Rimontare il coperchio dell’alimentatore contrassegnato con “PRUSA”.





Costruire la scatola – coperchio superiore
Elenco delle parti in plastica per la parte superiore:

Svuotare il coperchio superiore
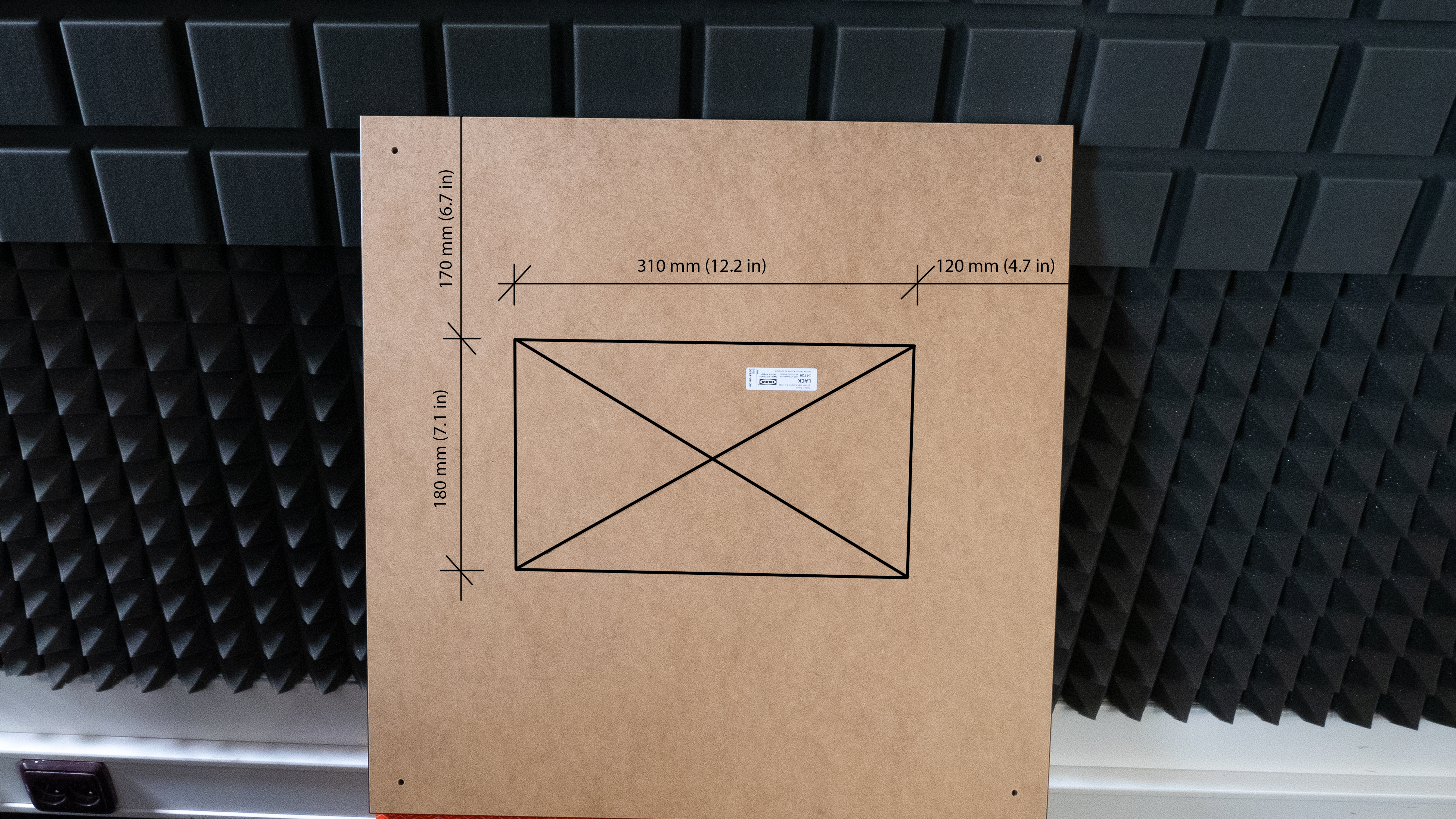
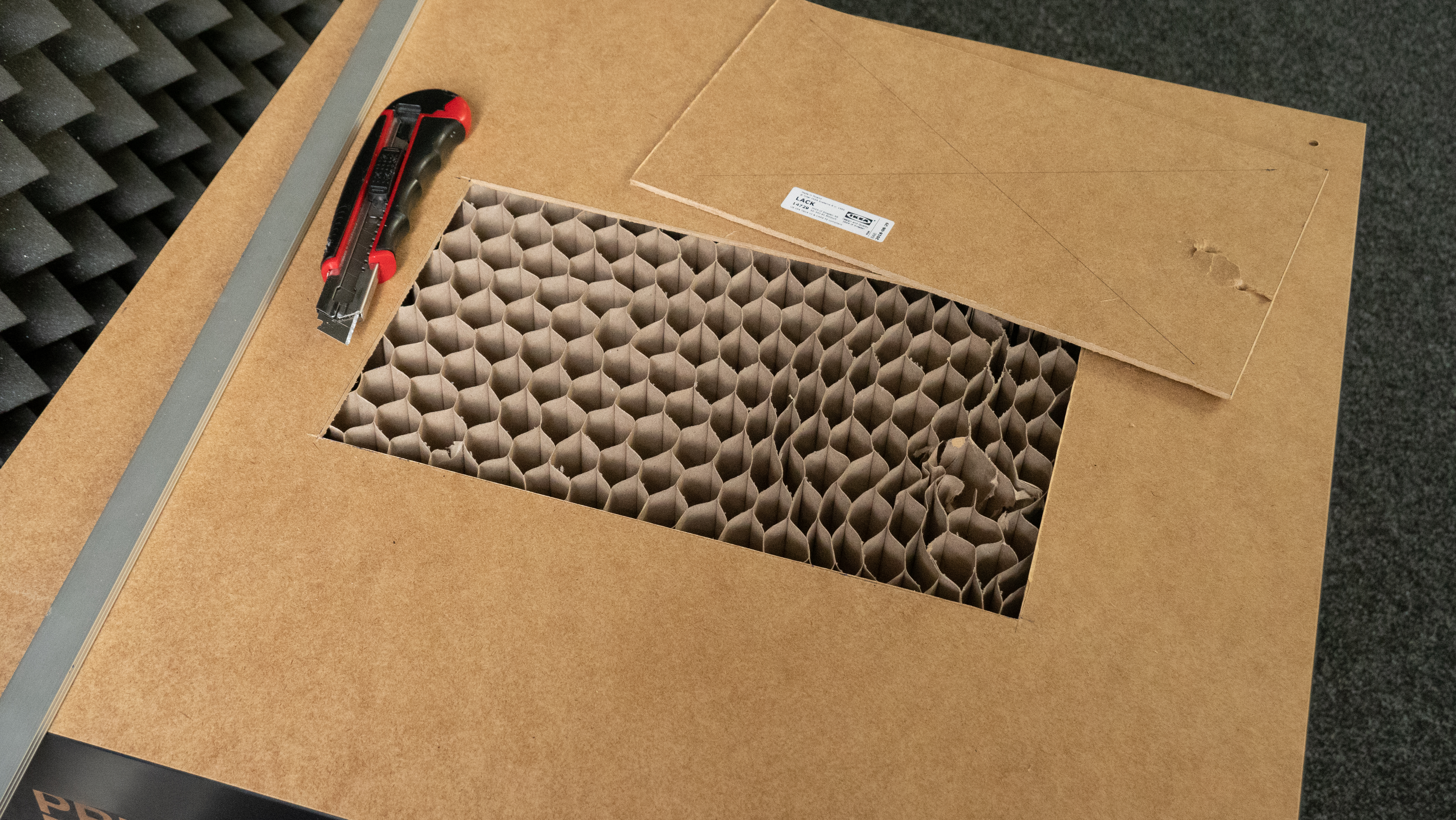
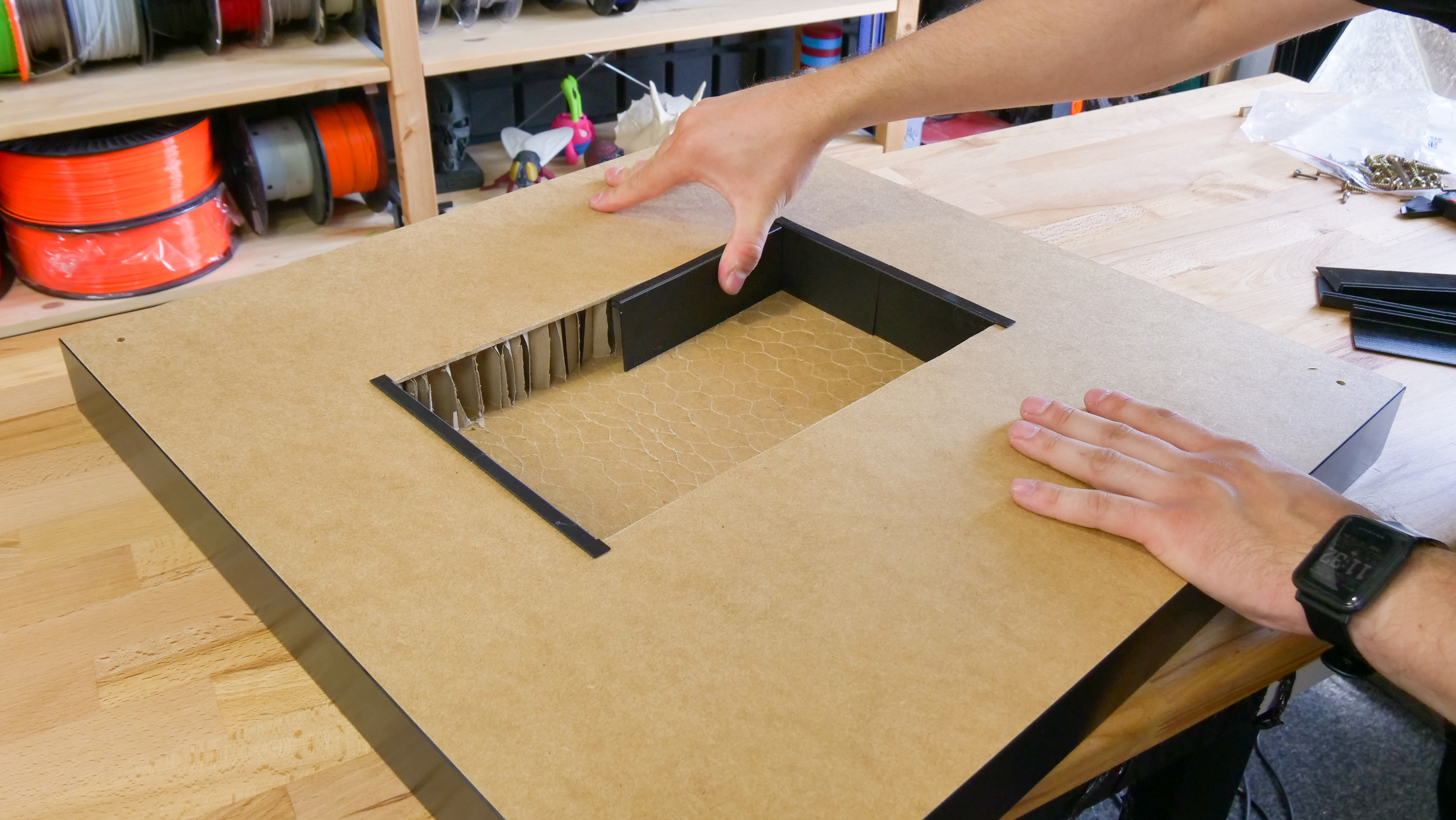
Per alloggiare il tubo di PTFE arancione che porta dall’unità MMU2 all’estrusore, dobbiamo tagliare via un po’ di materiale dal piano del tavolo. Capovolgerlo, in modo da avere accesso al fondo (colore marrone chiaro). Usate un righello e una penna per disegnare una forma rettangolare con le dimensioni e la posizione secondo la foto qui sopra. Prendete un taglierino e un righello e iniziate tagliando un’apertura rettangolare. Poi, usate il taglierino per rimuovere il motivo a nido d’ape di carta all’interno del piano del tavolo – lasciate il piano superiore intatto, non è necessario bucare attraverso tutto il pannello (vedi la terza foto sopra). Prendete le parti stampate e mettetele intorno all’apertura per evitare che il riempimento di carta cada sulla stampante.
Braccio di supporto per il coperchio superiore
Elenco delle parti in plastica per questo passo:

Cerniere, bracci di supporto e calotta di centraggio
Elenco delle parti in plastica per questo passo:
1× Prusa_MMU_enclosure_centering_part
1× Prusa_MMU_enclosure_top_desk_hinge_right
1× Prusa_MMU_enclosure_top_desk_hinge_left
tutte incluse nel file Prusa_MMU_enclosure_4.3mf


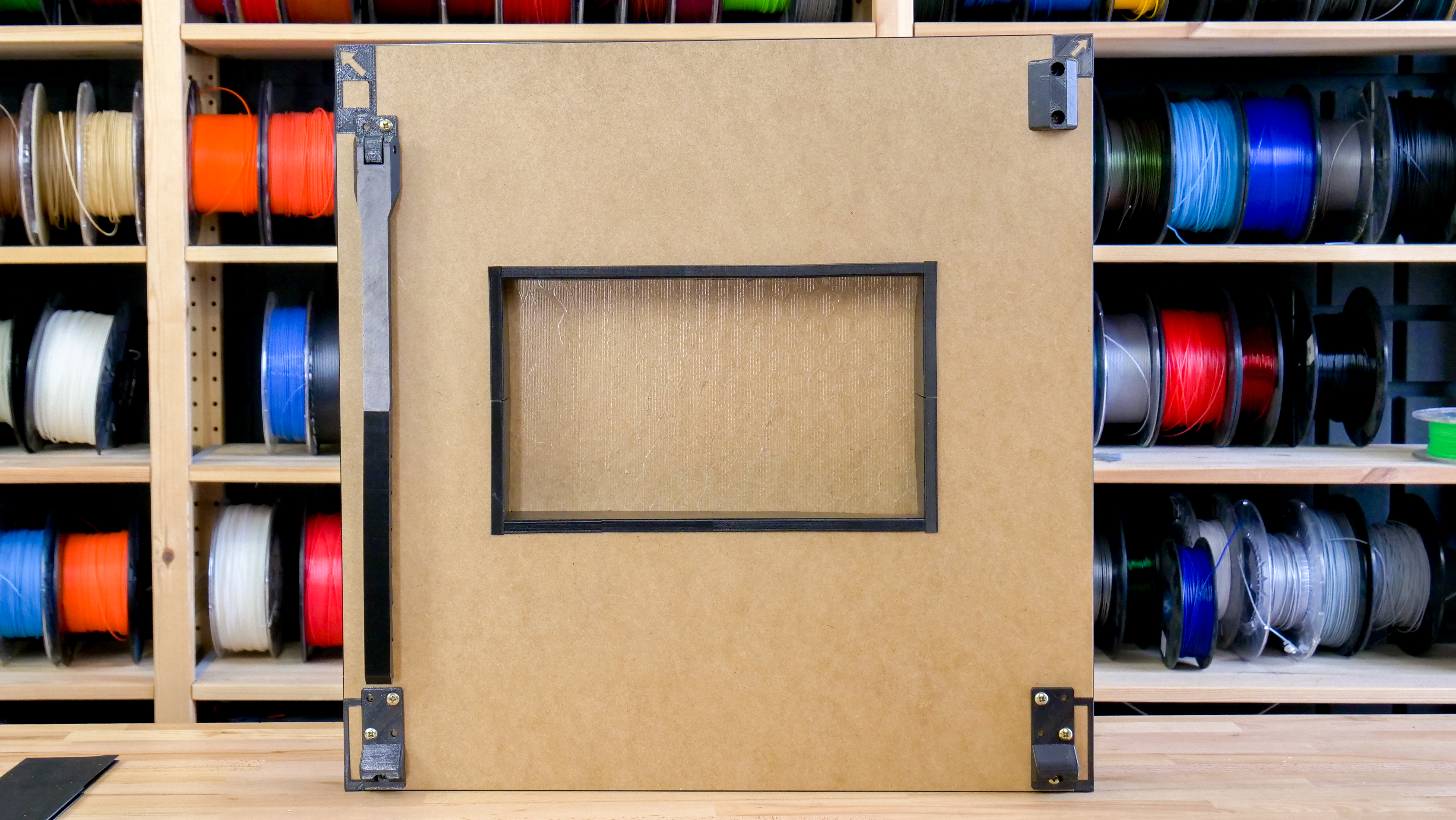
Durante questa fase, assicurarsi che il piano del tavolo sia rivolto nella giusta direzione. Il ritaglio non è situato direttamente al centro! Il bordo del piano del ritaglio è quello che si trova a 170 mm dal bordo del tavolo.
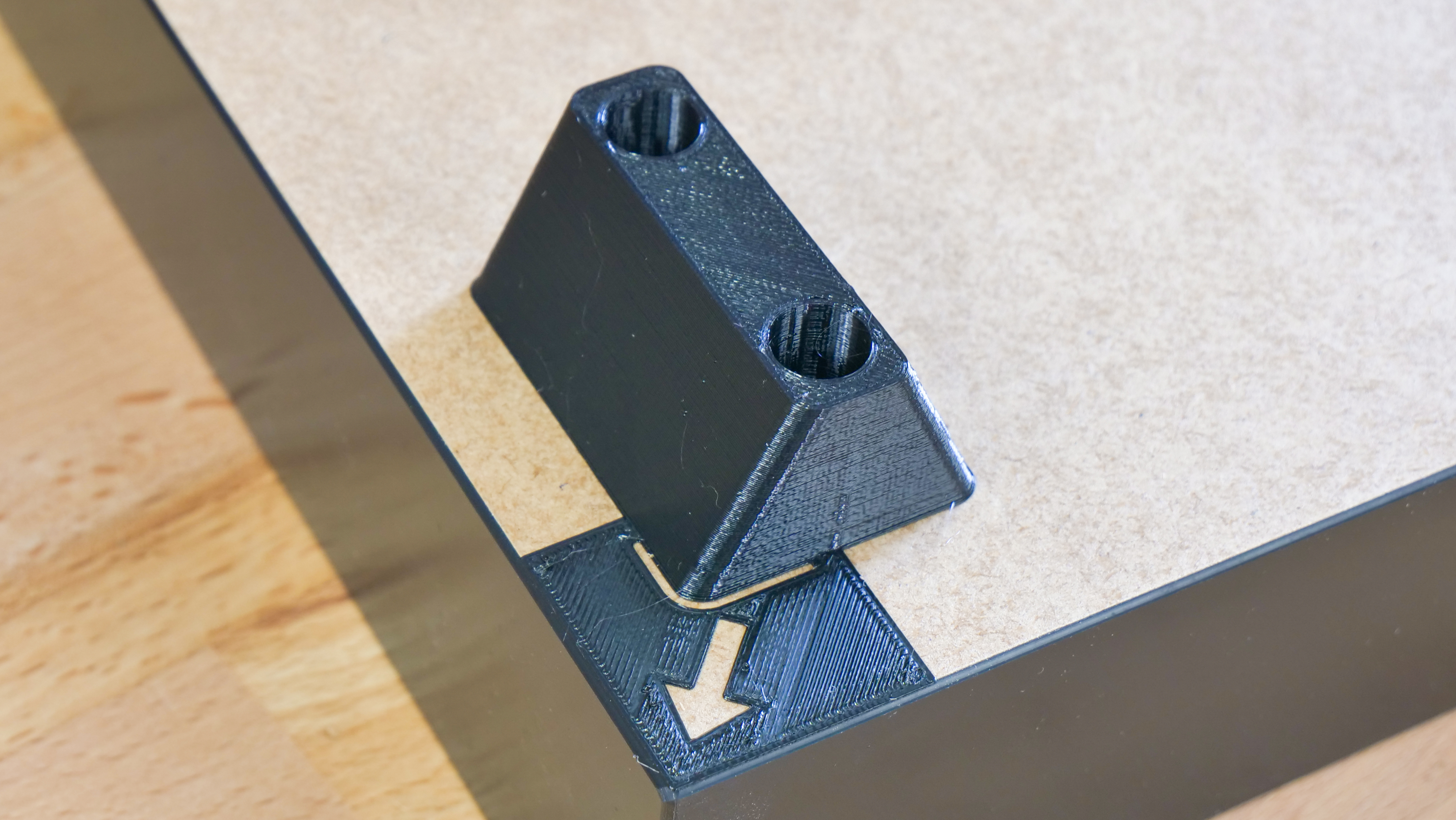
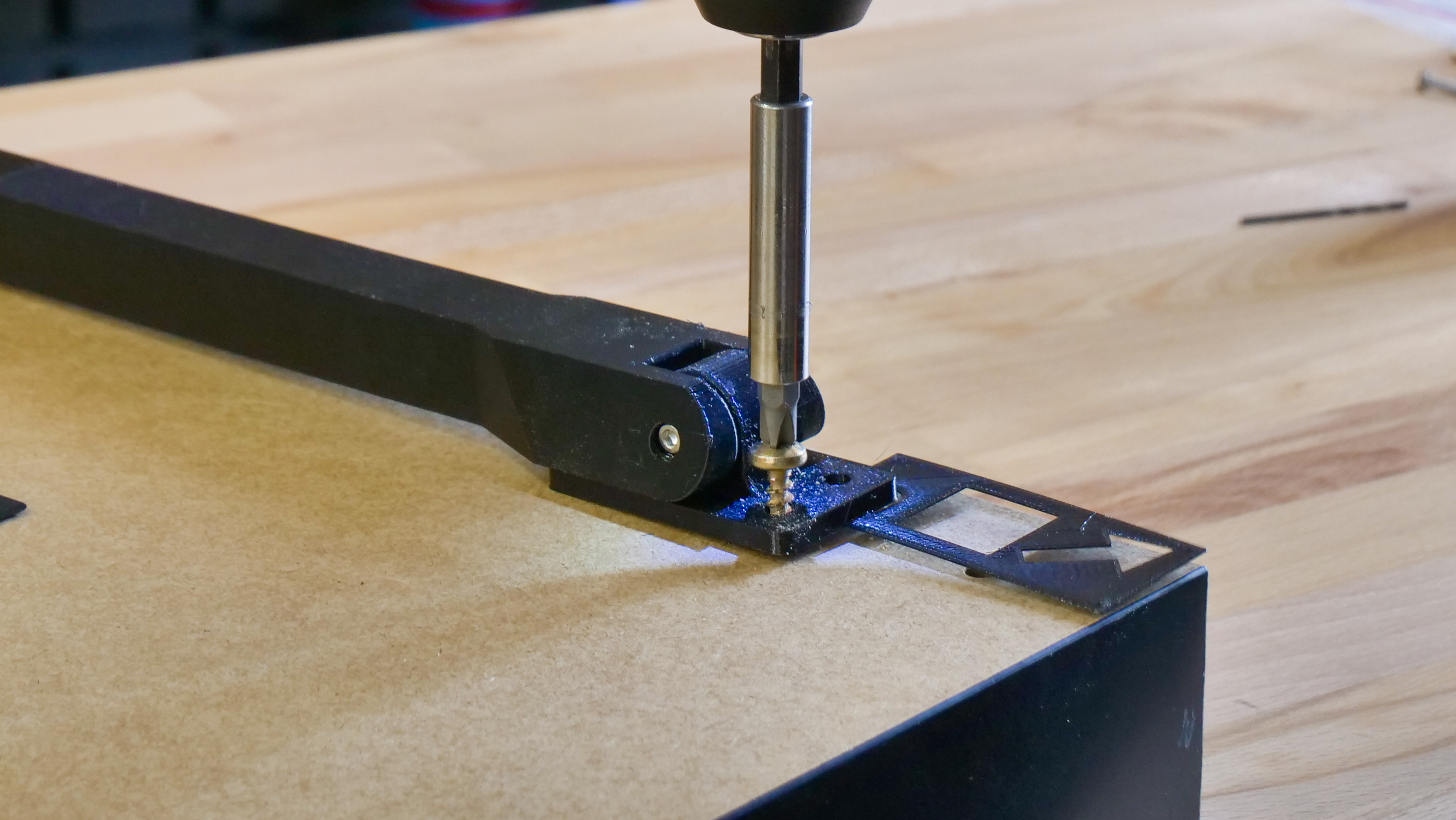
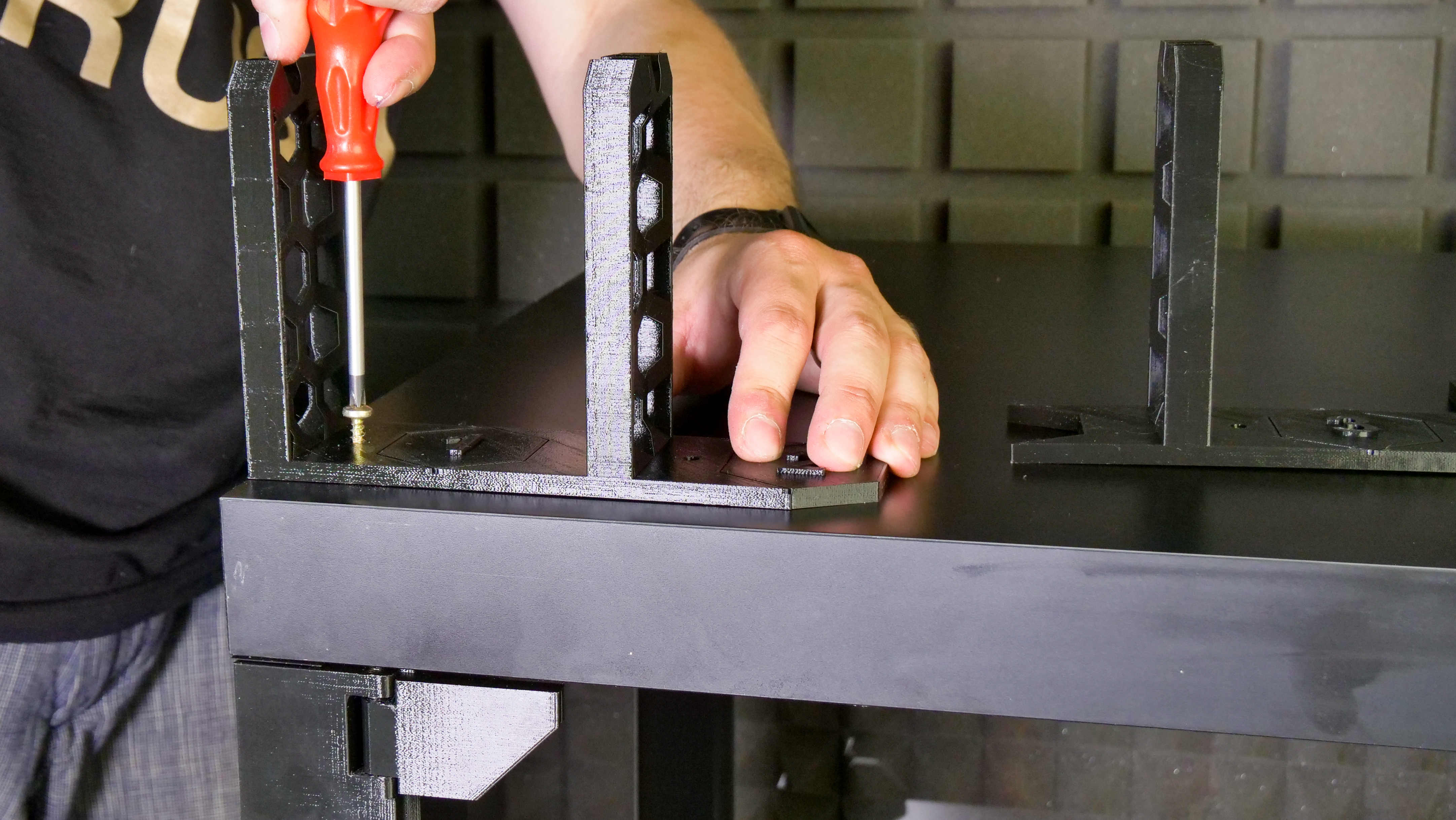
Ogni parte che deve essere fissata al piano del tavolo è dotata di una staffa di montaggio che vi aiuterà ad allinearla e a fissarla in posizione. Prima di fissare le parti con le viti, si consiglia di praticare prima i fori – utilizzare una punta da 2 mm. Quindi, fissare le parti con viti 5×20mm.
L’angolo anteriore sinistro è dove va il braccio di supporto. L’angolo anteriore destro è il punto in cui va la calotta di centraggio. Le cerniere vanno verso la parte posteriore.
Preparazione della finestra posteriore in acrilico

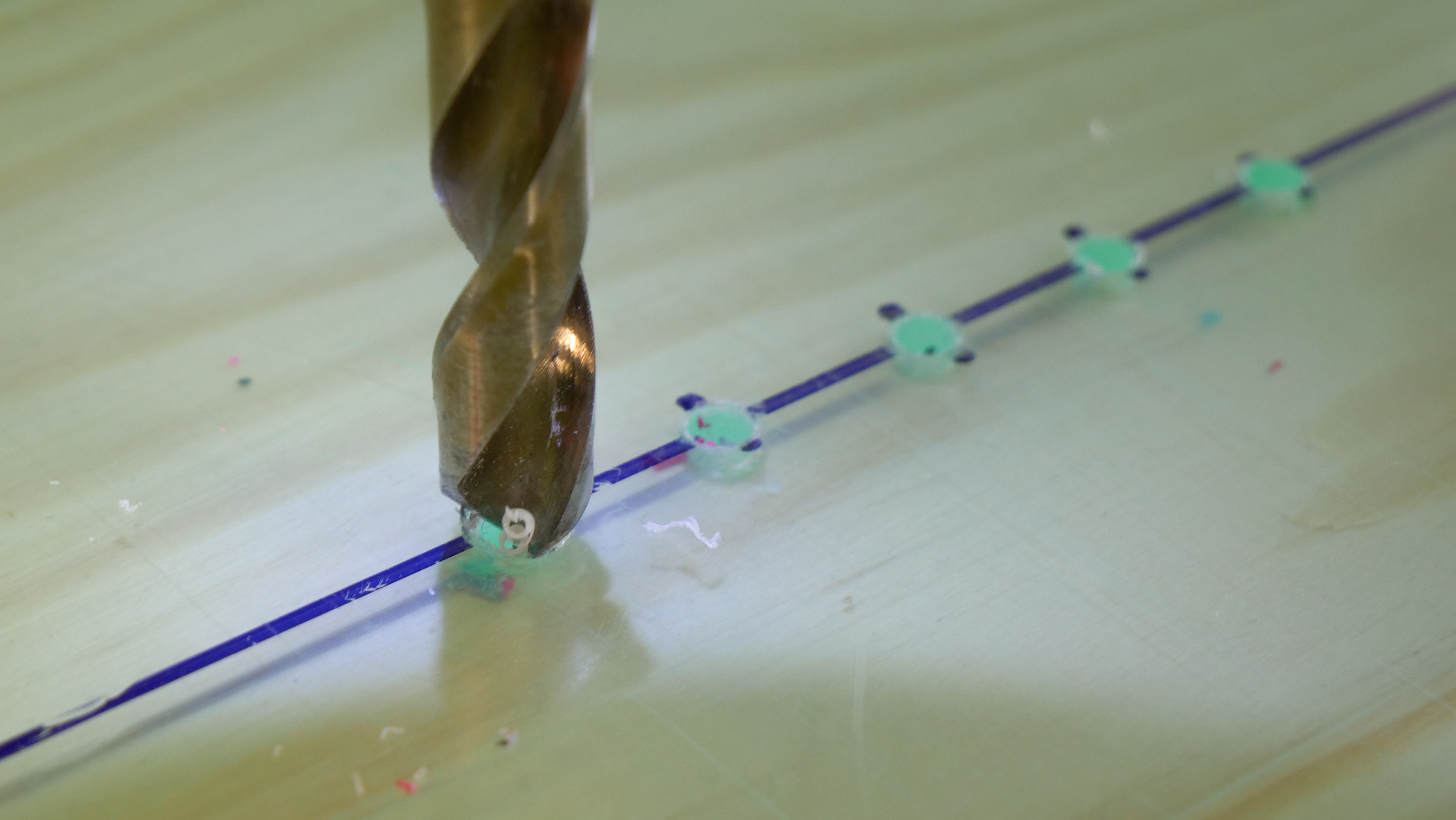
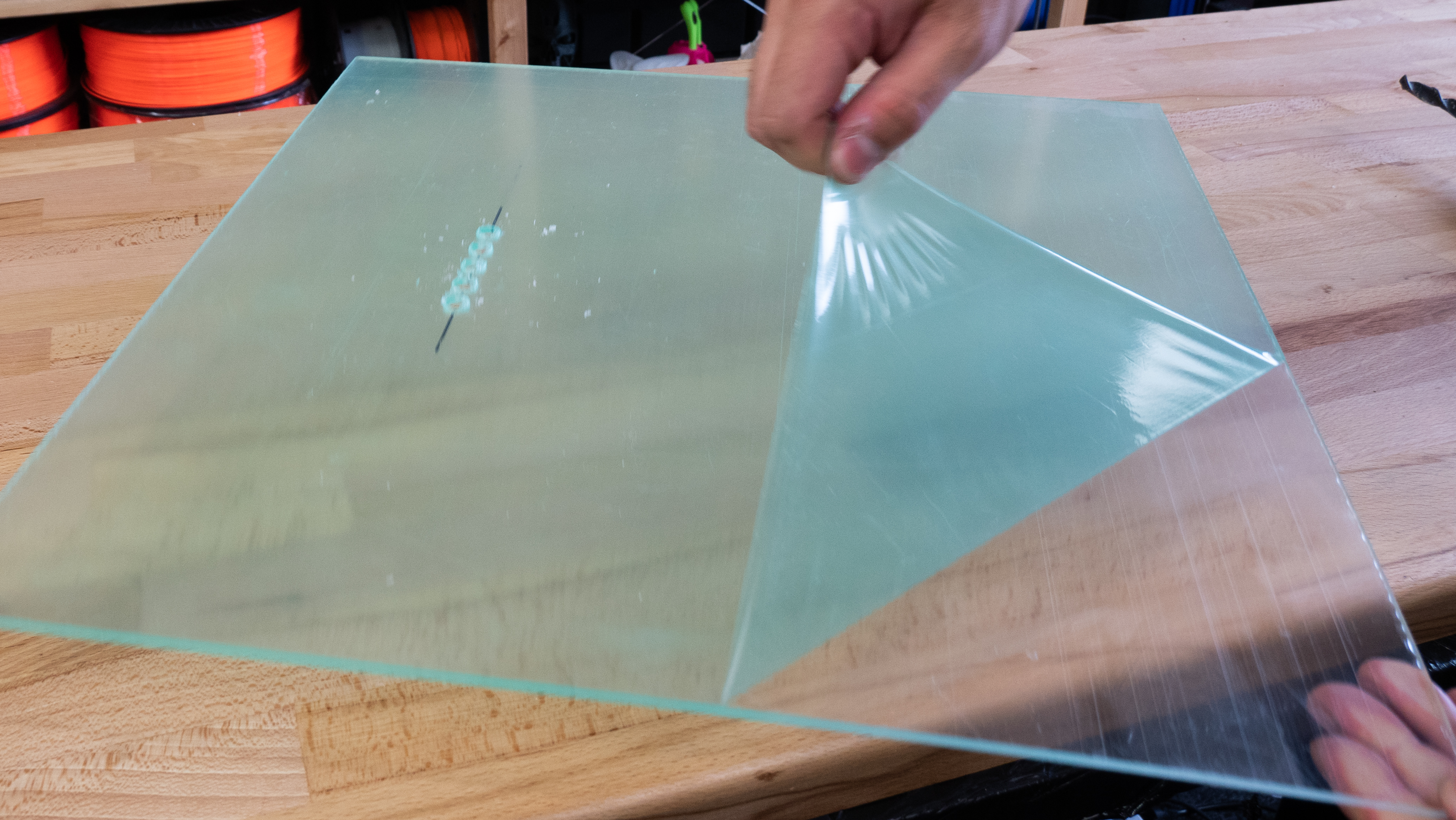
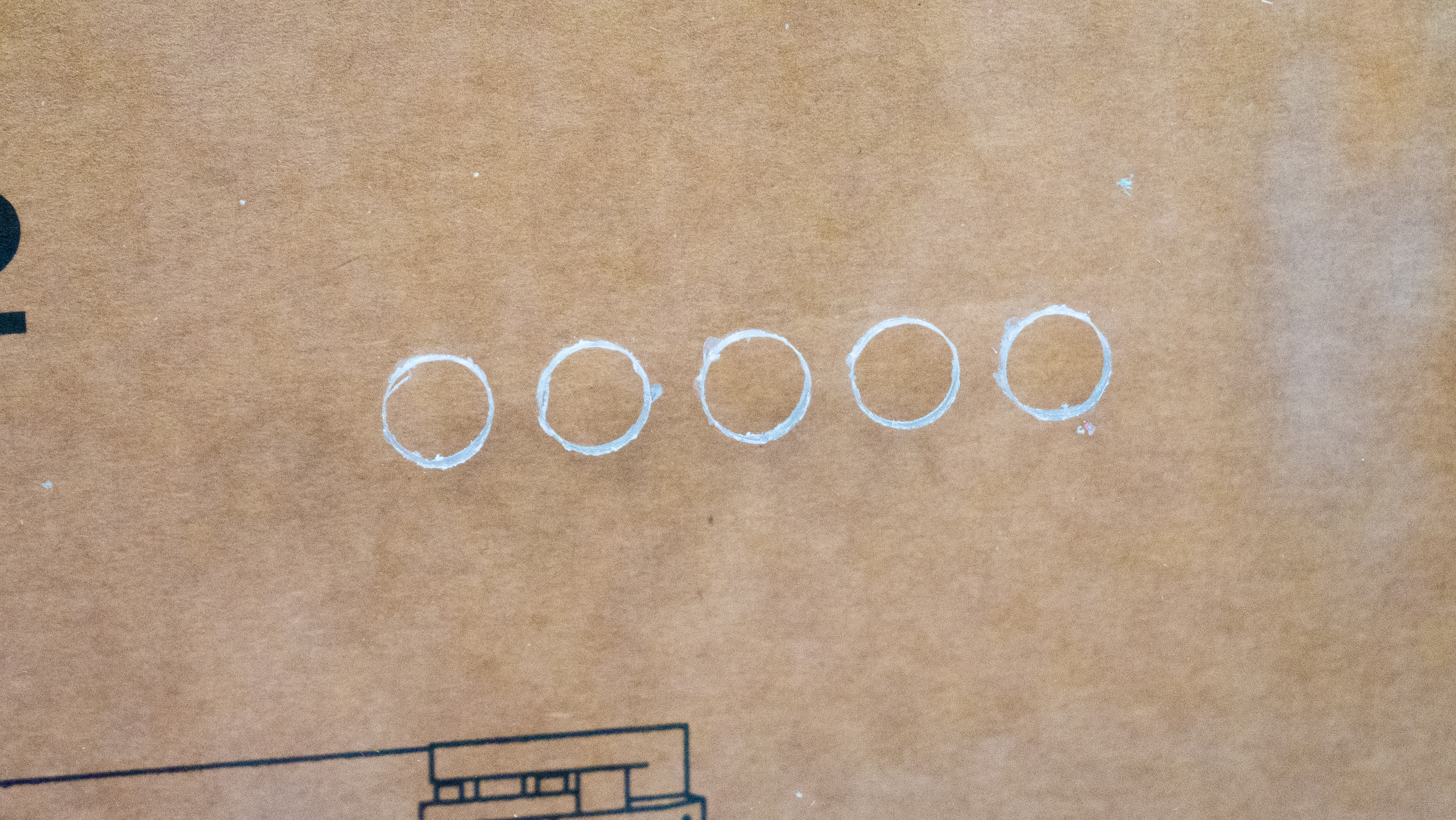
Successivamente, ci servono cinque fori circolari nel foglio acrilico posteriore – questi sono per i tubi in PTFE. Se non avete ancora i fori lì, è necessario farli – si possono praticare con con attrezzi standard, ma non esercitare una forza eccessiva. I fori devono essere posizionati a 320 mm dal bordo inferiore della lastra e centrati orizzontalmente. La distanza tra i centri dei fori è 15 mm. Per garantire che i tubi di PTFE possano muoversi liberamente attraverso i fori, si dovrebbe utilizzare una punta da 10 mm – fori più piccoli potrebbero causare problemi con il movimento del filamento all’interno dei tubi di PTFE.
Per praticare questi fori, iniziare con un righello e un pennarello. Segnare i punti centrali di tutti i fori e usare prima una punta da 2mm. Poi passare ad una punta leggermente più grande (p.es. 4-5 mm). Aumentare poi di nuovo le dimensioni della punta fino a raggiungere la punta da 10 mm. È necessario avanzare con piccoli incrementi per evitare che la lastra acrilica si rompa. Inoltre, durante questo processo, assicurarsi che il pannello acrilico poggi su una superficie di legno – anche in questo caso, per evitare che si rompa.
Assemblare la cornice a U
Elenco delle parti in plastica per questo passo:

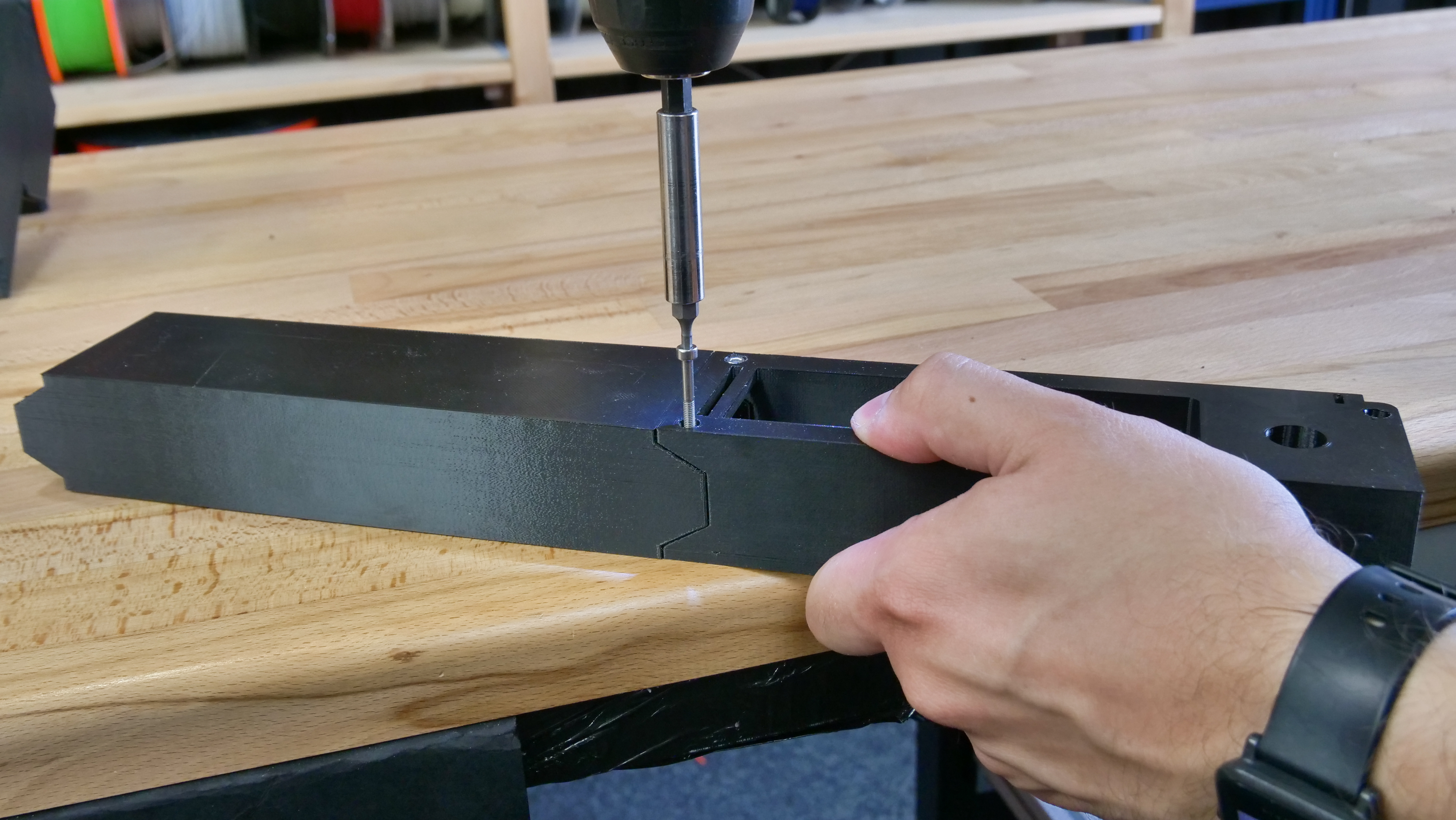

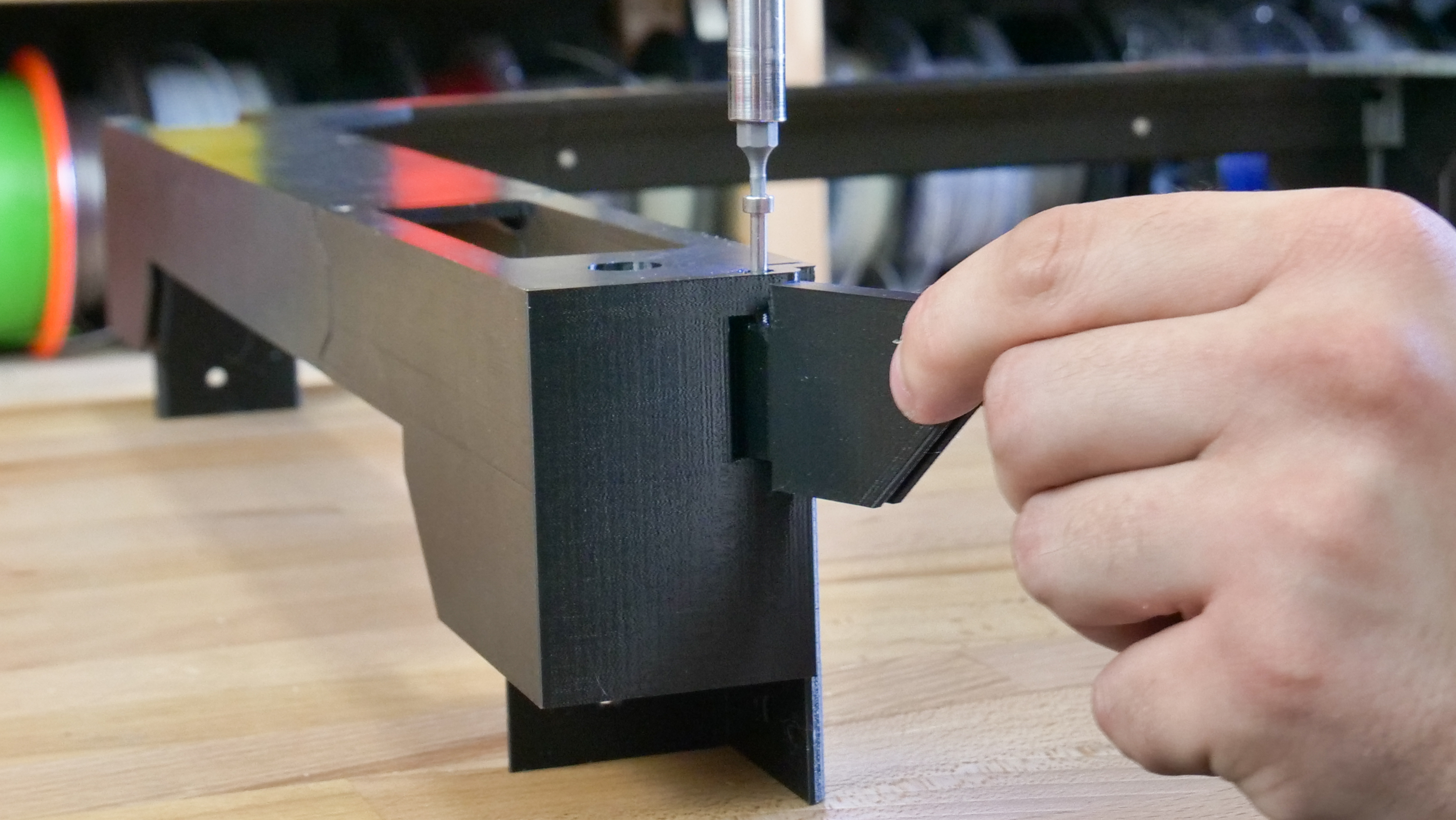

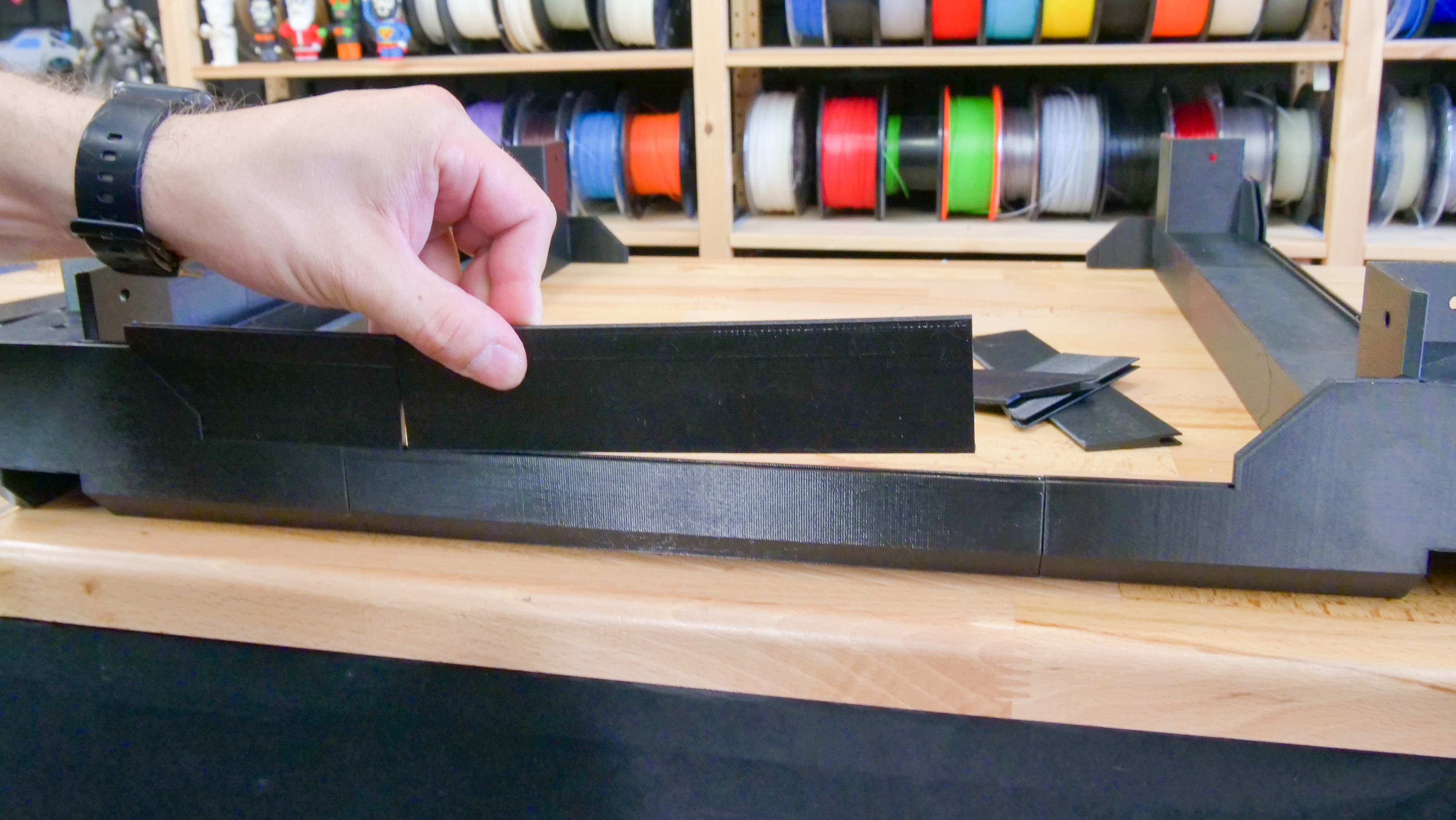
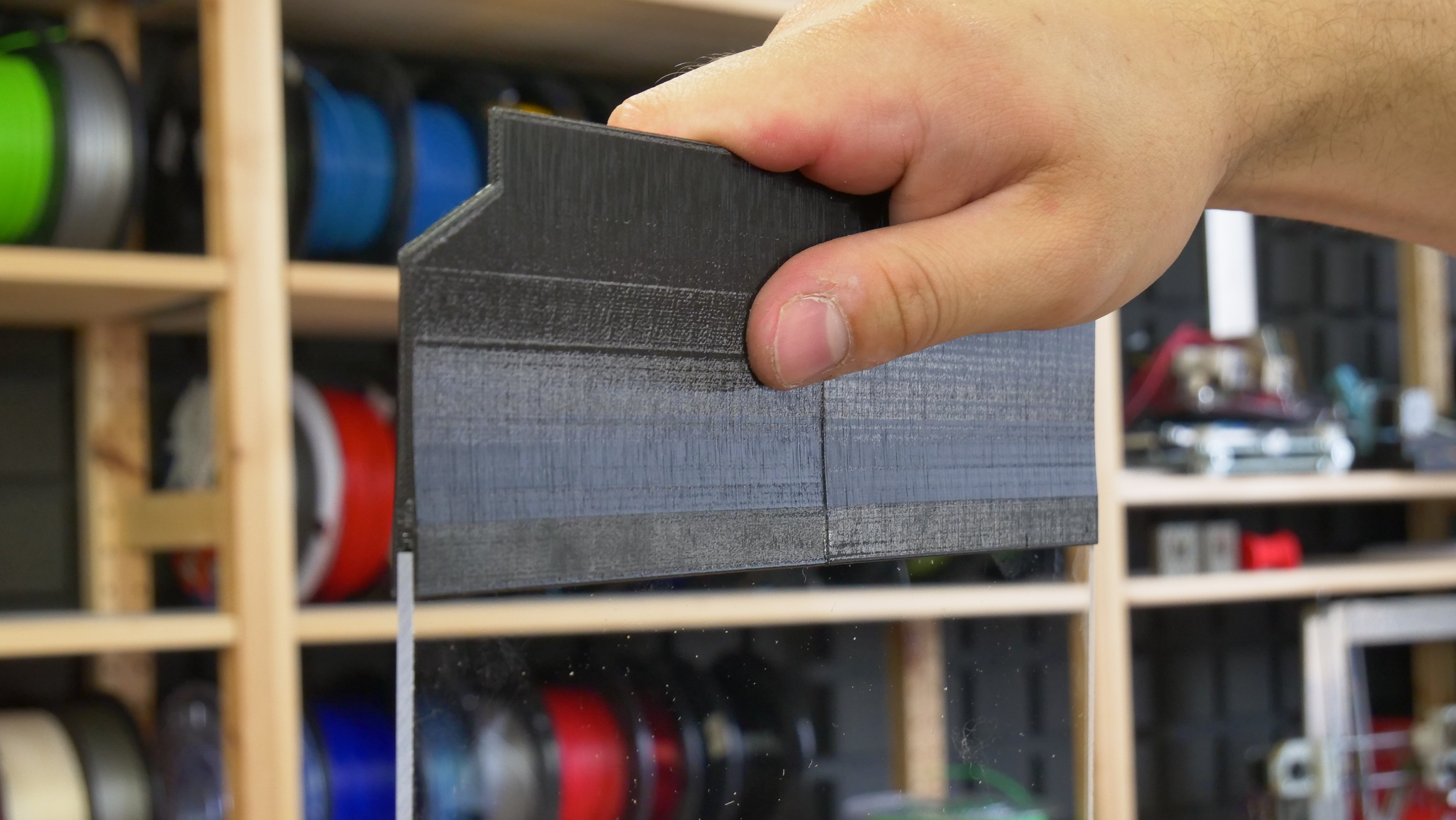
Per garantire che la parte superiore dell’enclosure sia resistente e solida, la cornice a U deve essere robusto. Il lato sinistro della cornice U contiene una fessura per il braccio di supporto, il lato destro contiene uno scomparto per vari piccoli utensili.
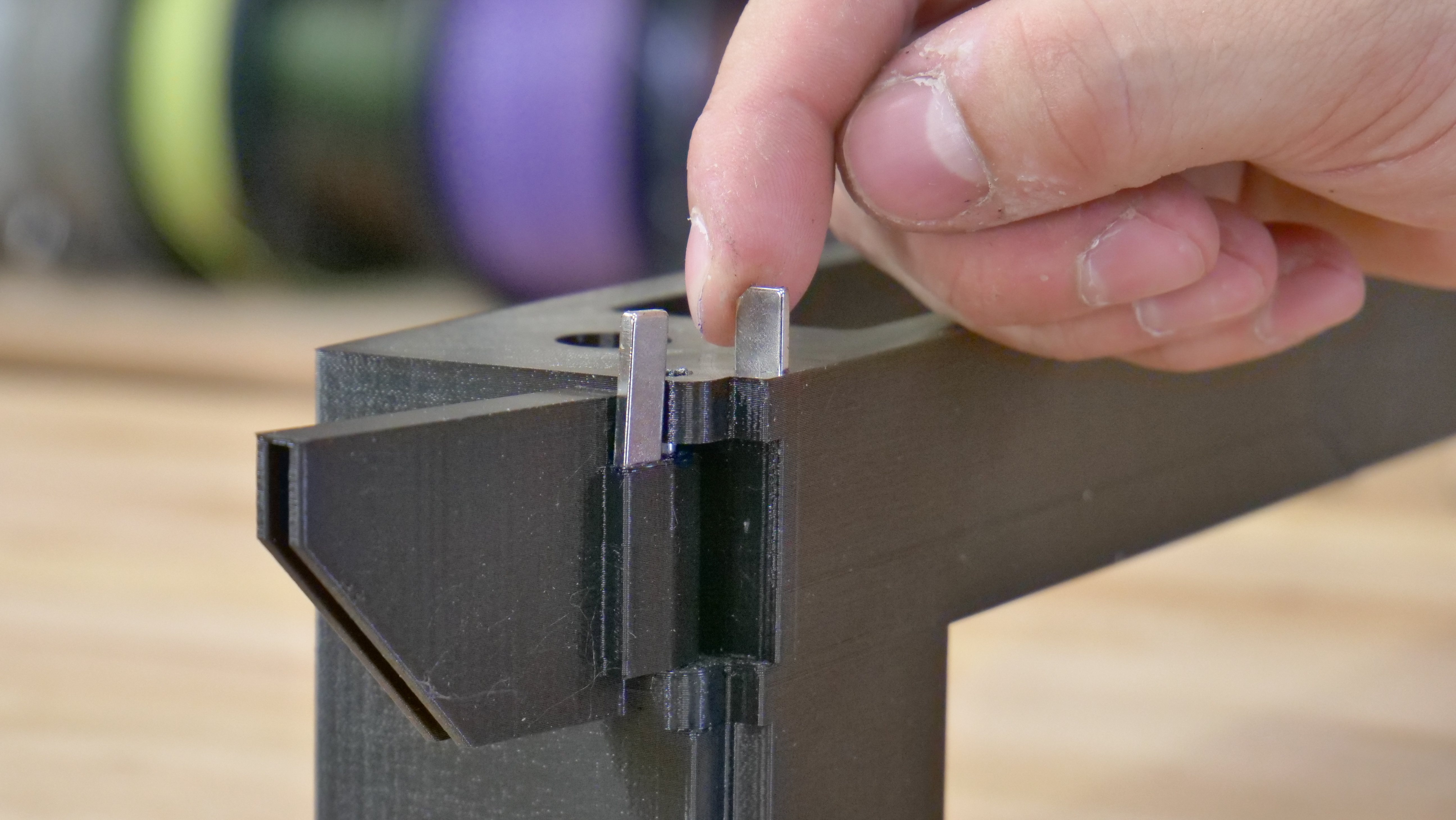
Posizionare i magneti al neodimio negli angoli anteriori e fissare la cerniera alla parte angolare con una vite M3×30. Montare il telaio per terra, quindi capovolgerlo a testa in giù. I lati sono fissati con 4 viti M3x30 e il lato posteriore è avvitato con due M3x10. Prestare attenzione quando si sposta il telaio, in modo da non danneggiare le parti stampate.
Collegare il foglio acrilico alla cornice a U
Elenco delle parti in plastica per questo passo:

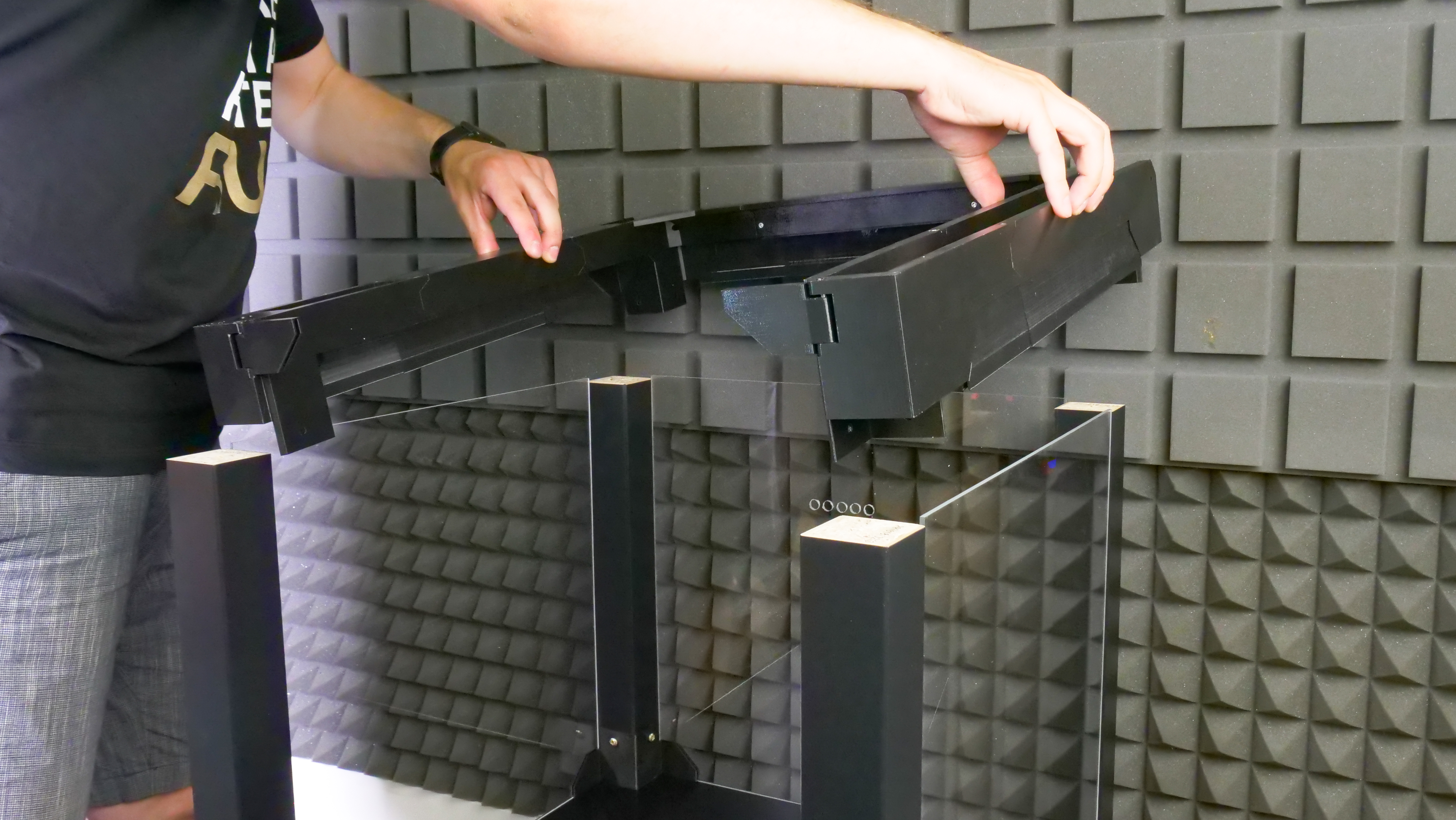

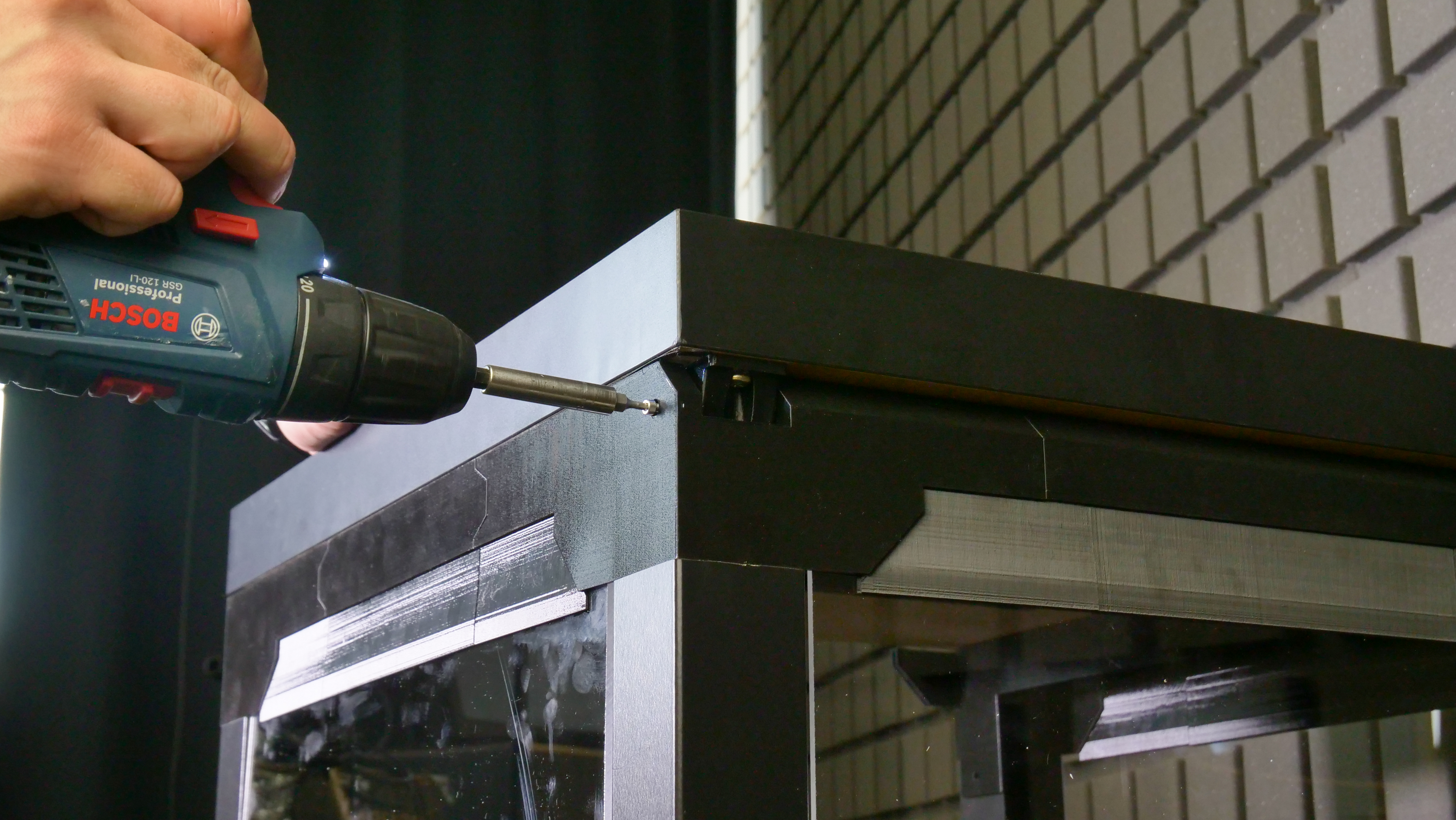
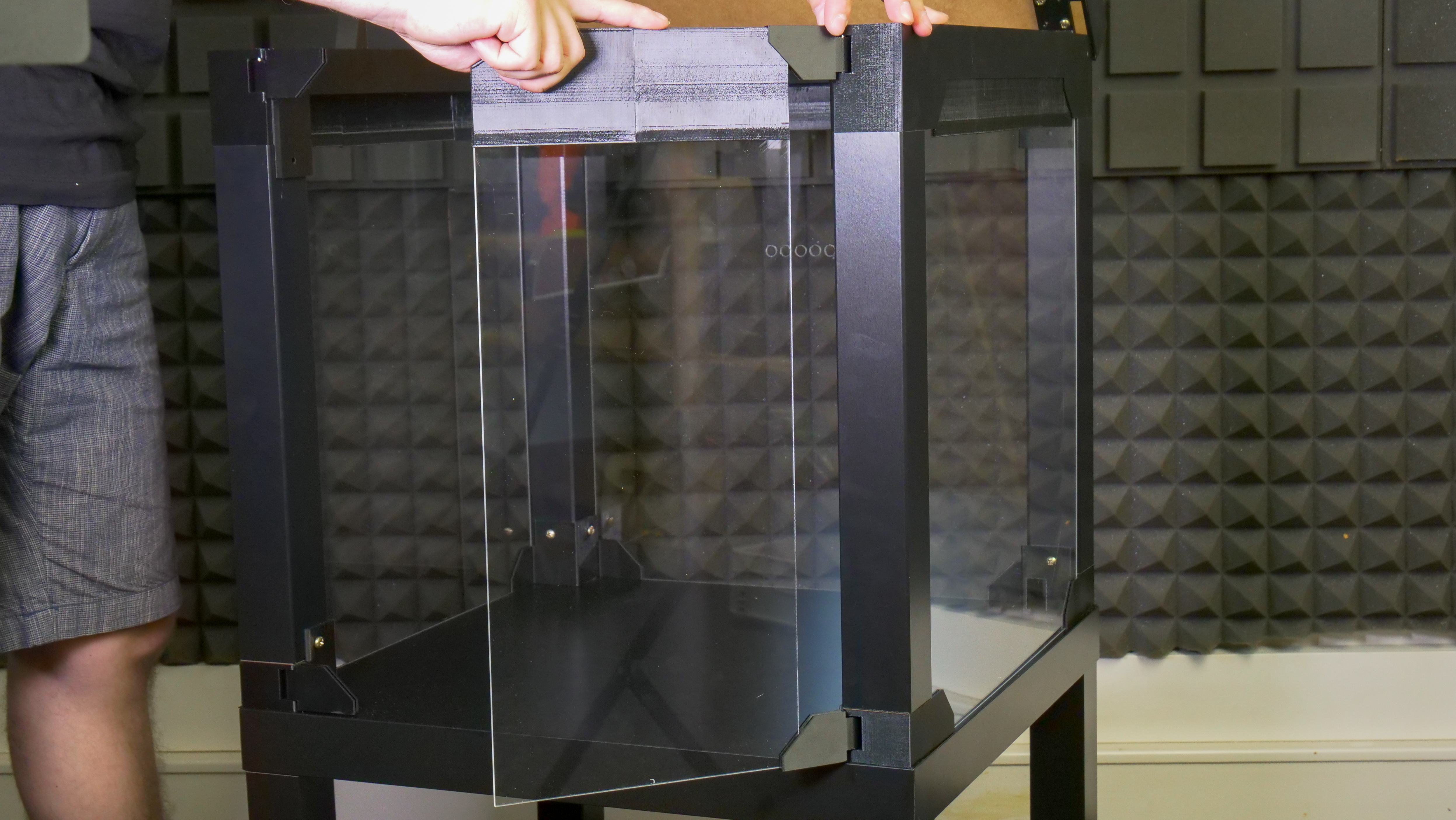
Se avete i fogli di acrilico nelle dimensioni 440×440mm, cominciate ad attaccare le estensioni alla cornice a U. Se avete le nuove lastre acriliche trasparenti (440×473 mm), non avrete bisogno delle estensioni. Inserire le lastre acriliche posteriori e laterali tra le gambe del tavolo superiore. Assicurarsi che il vetro posteriore abbia i cinque fori per i tubi di PTFE nella parte superiore.. Infine, fissare il telaio a U sulla parte superiore dell’enclosure. Ogni parte angolare deve essere fissata con una vite 6×50mm (dall’alto). In alternativa, è possibile fissare il telaio dall’interno utilizzando due viti 5×20mm.
Fissaggio del coperchio superiore
Inserire il braccio di supporto nel foro nell’angolo superiore sinistro e posizionare il coperchio (piano del tavolo) sull’involucro. Ci sono due aperture per due viti M3×18mm sui lati. Dopo aver stretto queste viti, è possibile aprire il coperchio e aggiungere due viti dall’interno.



Collegare gli sportelli
Elenco delle parti in plastica per questo passo:

Prima di tutto, fissare le estensioni sui pannelli della porta, quindi inserire le lastre acriliche nelle cerniere. In alternativa, utilizzare la supercolla per fissare le parti.
Montaggio del buffer di filamento e dei portabobine
Elenco delle parti in plastica per questo passo:
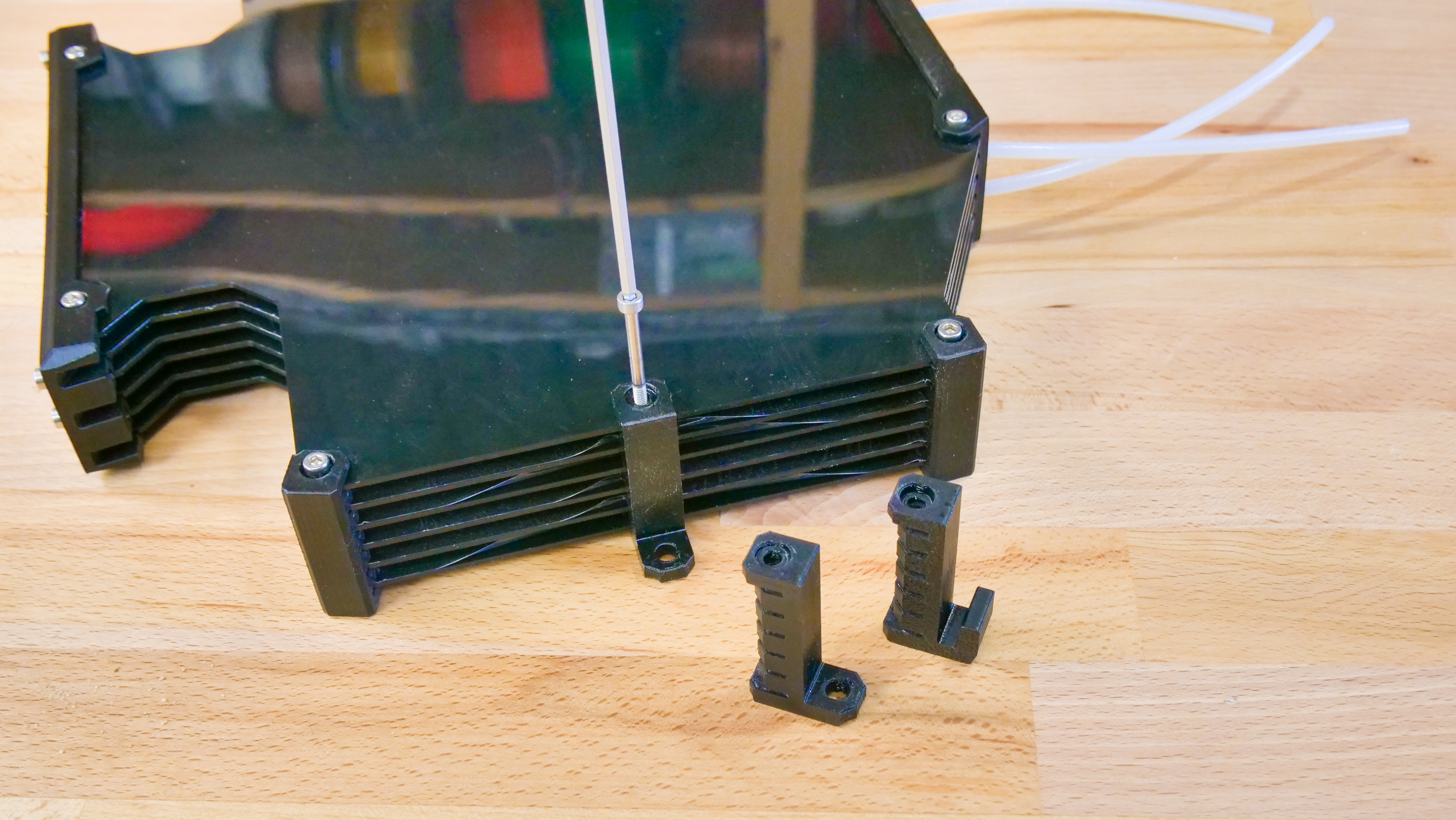
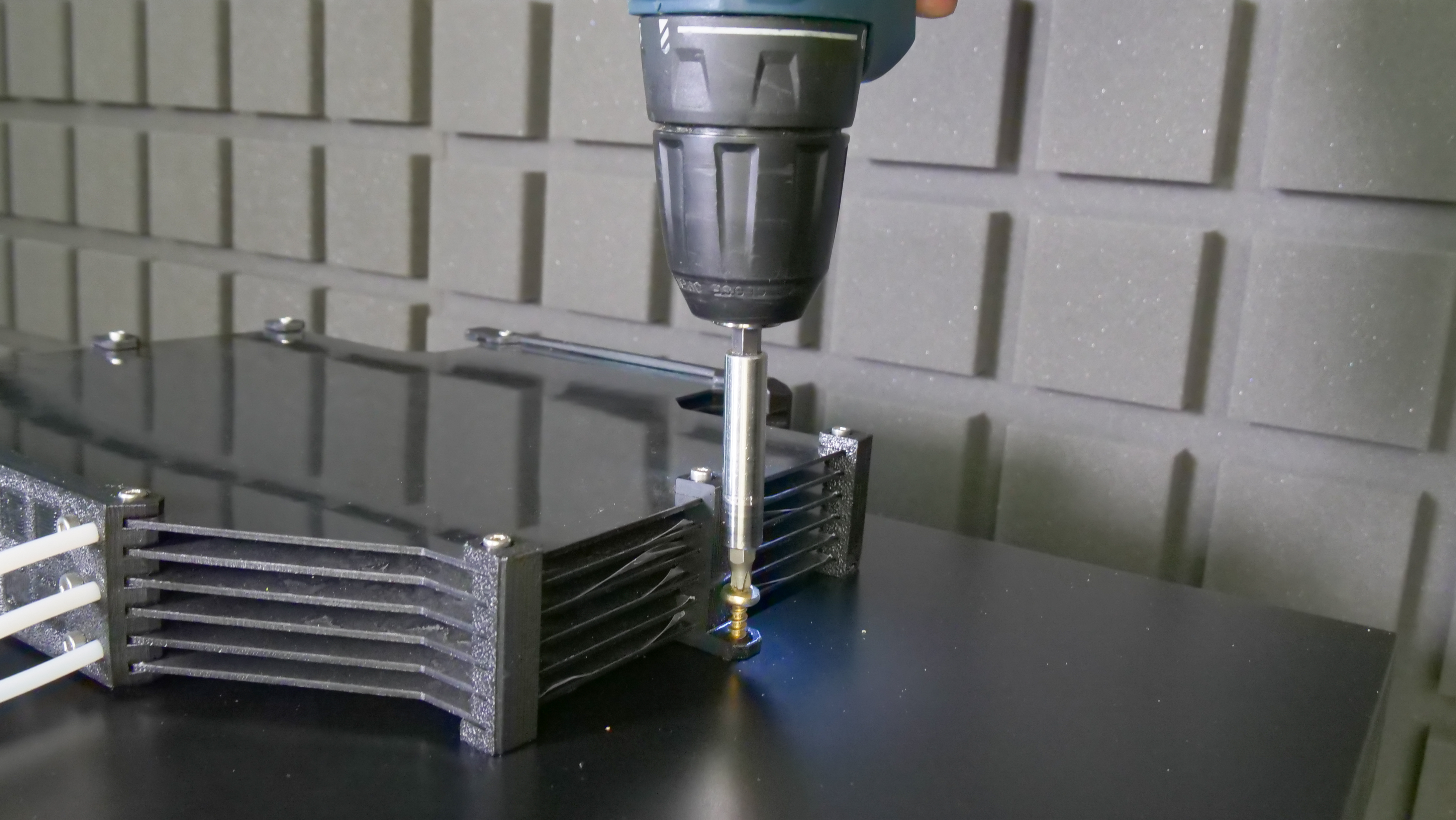
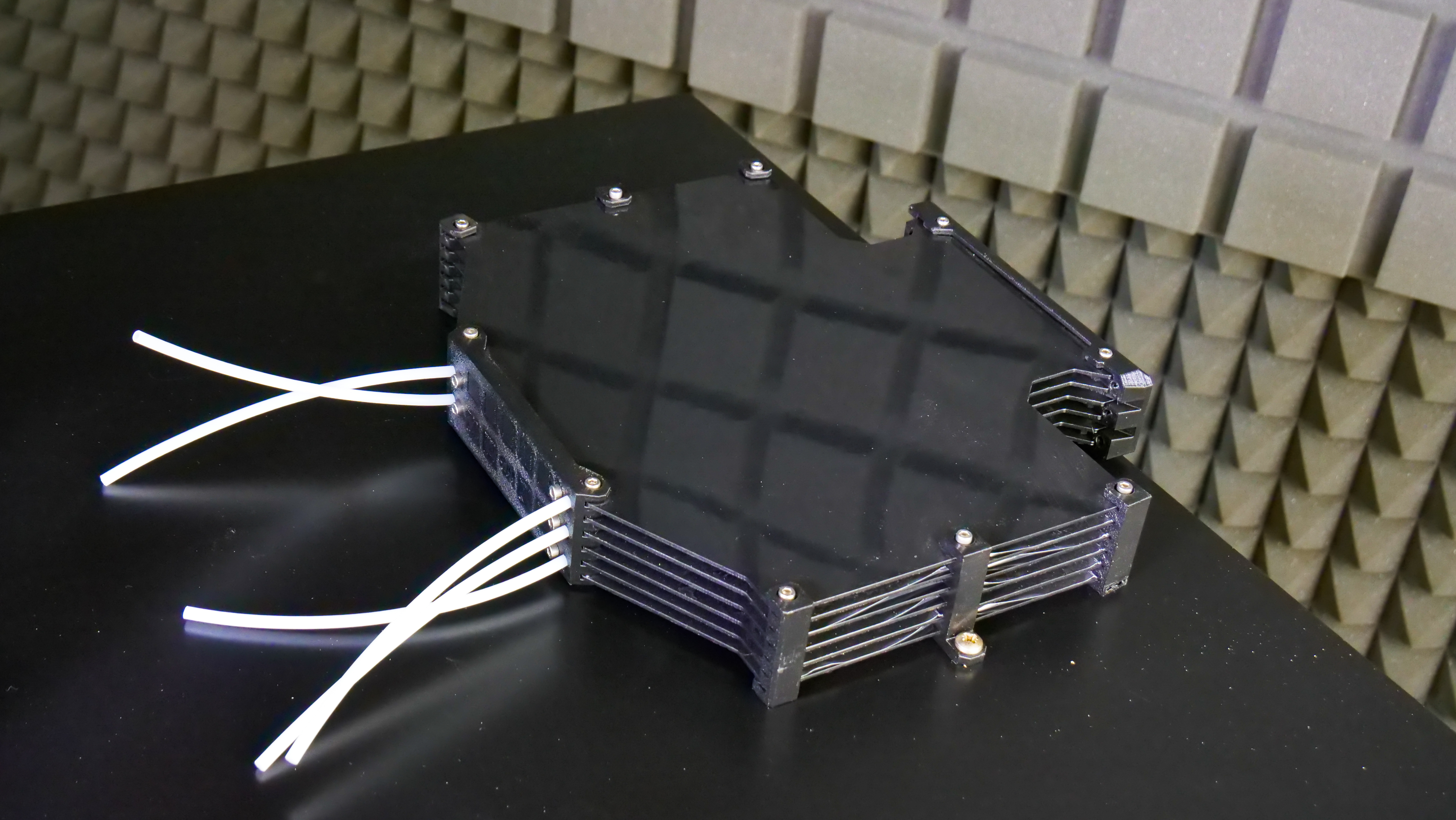
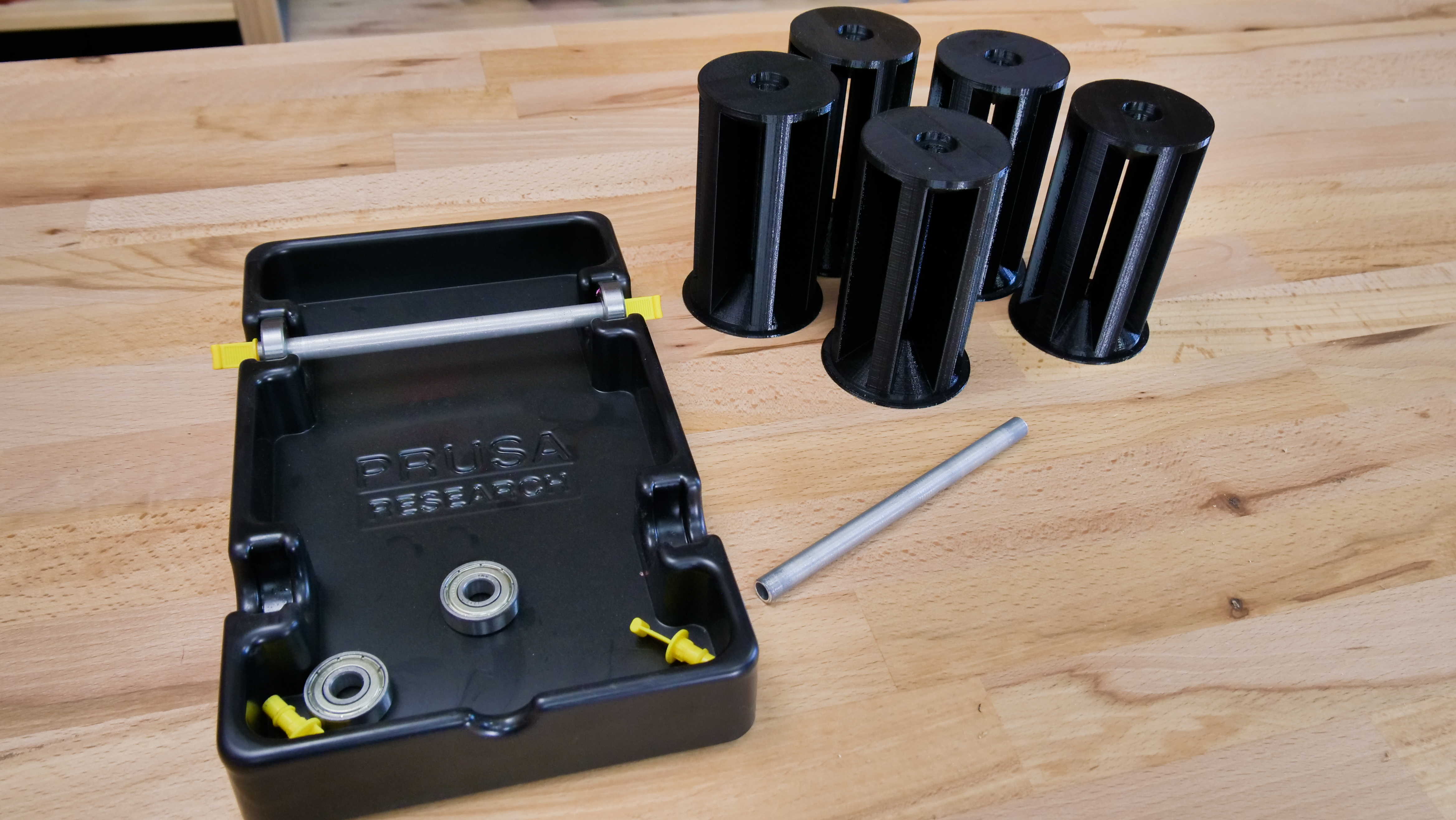

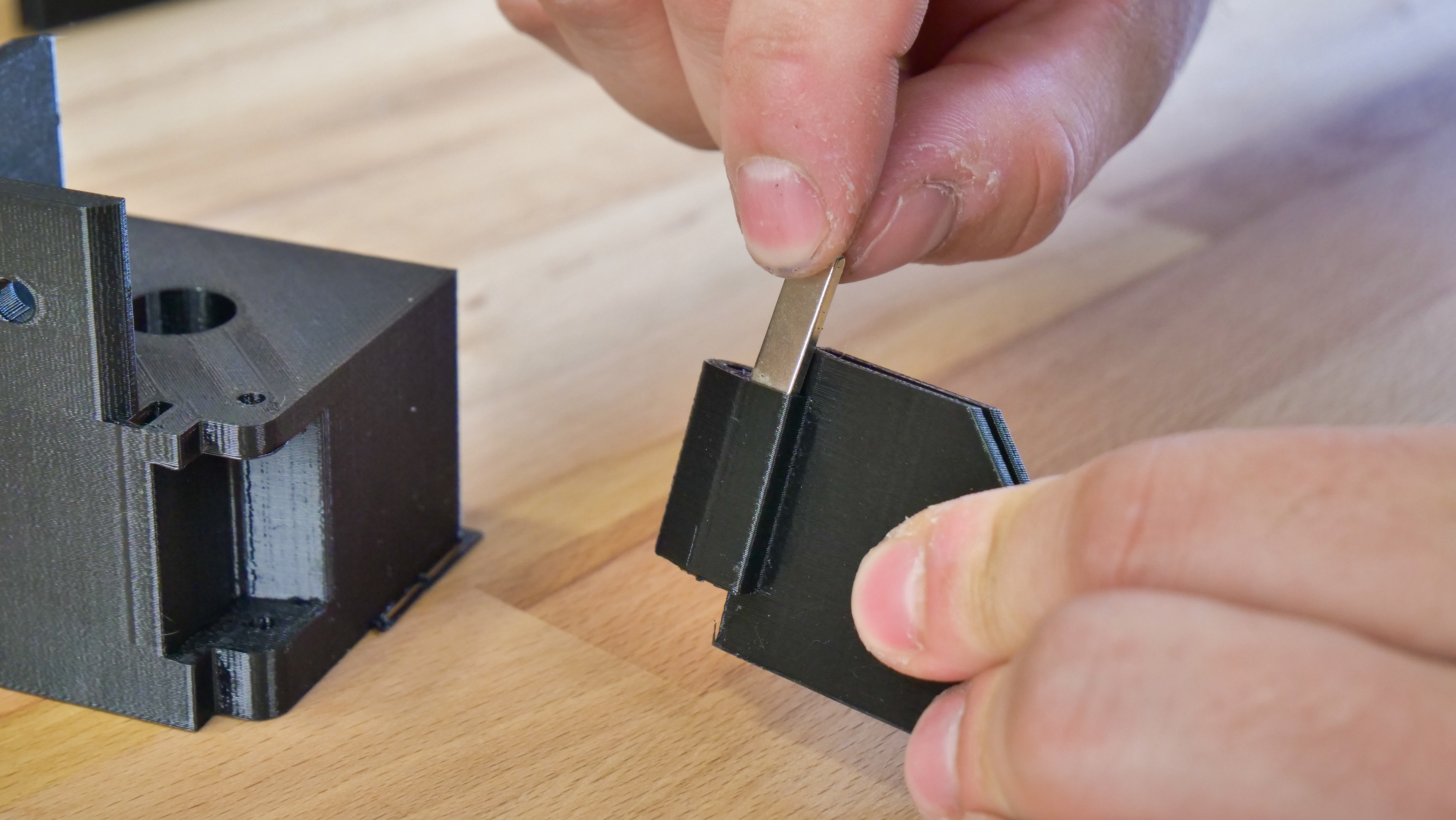
Dovrete rimuovere due distanziatori dal buffer (sui lati – vedi foto sopra), questi si chiamano s-buffer-spacers. Sostituiteli con le nuove versioni stampate (Prusa_MMMU_enclosure_s-buffer-spacer). I distanziatori buffer modificati hanno dei fori che vengono utilizzati per fissare il buffer all’enclosure. Una volta sostituiti i distanziatori, posizionate il buffer al centro del coperchio superiore e allineare il bordo posteriore del buffer con il bordo posteriore del coperchio. Non tirate ancora i tubi in PTFE attraverso i fori del vetro posteriore.
Poi – i porta bobine. Sono composti da tre parti. Posizionarli a 20 mm dal bordo anteriore del coperchio superiore. Quindi utilizzare sei viti 5×20 mm per fissarli in posizione. Prendere i tubi/barrette di alluminio dai porta bobine originali e inserirli al centro dei supporti cilindrici stampati in 3D.
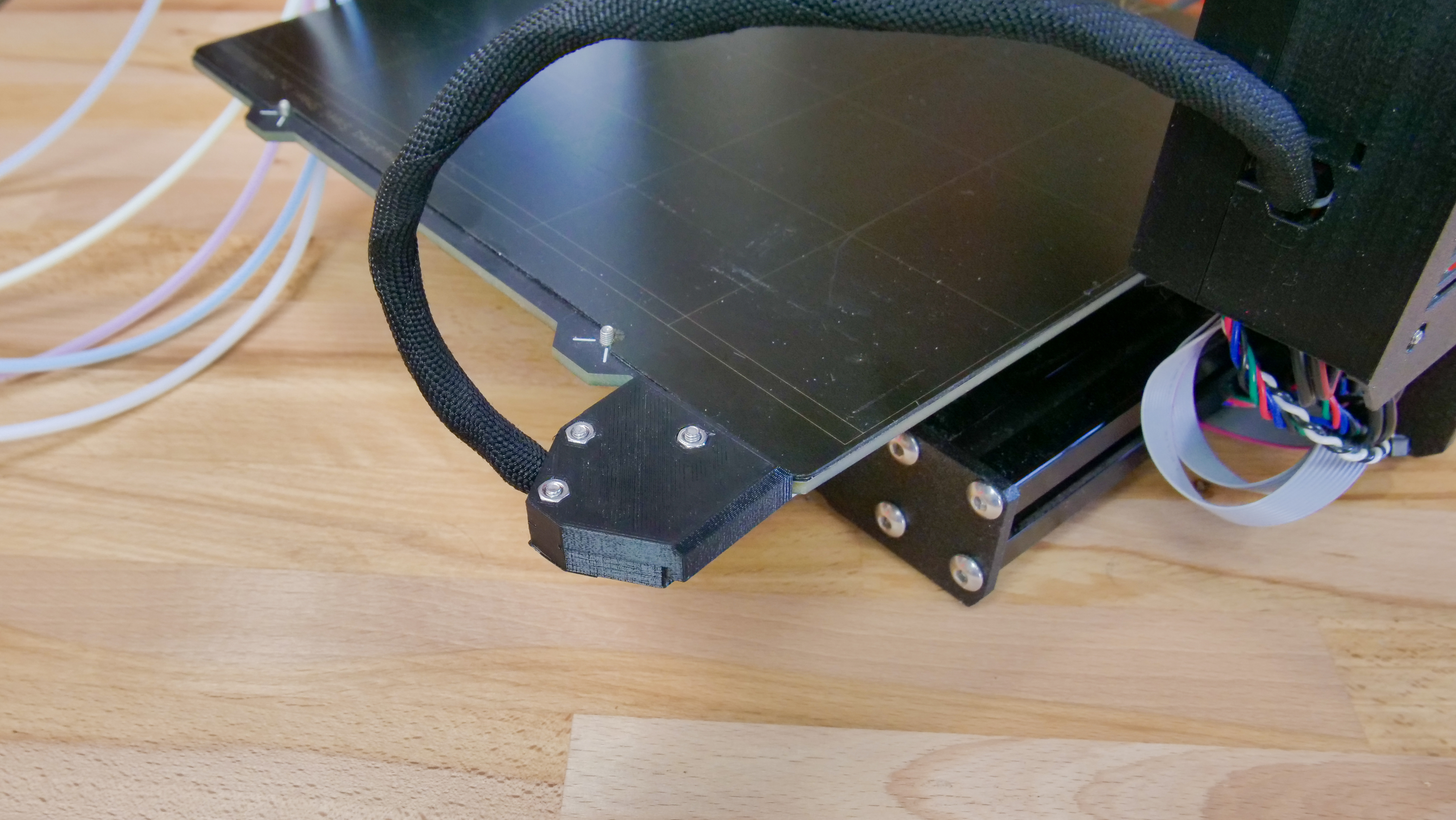
Supporto cavi del piano riscaldato alternativo
Poiché i cavi che conducono al piano riscaldato possono urtare il pannello posteriore dell’enclosure, raccomandiamo di sostituire il coperchio dei cavi del piano riscaldato – quello aggiornato vi permetterà di attaccare i cavi con un angolo di 60 gradi, risparmiando un po’ di spazio nella parte posteriore.
Posizionare la stampante, collegare i tubi in PTFE
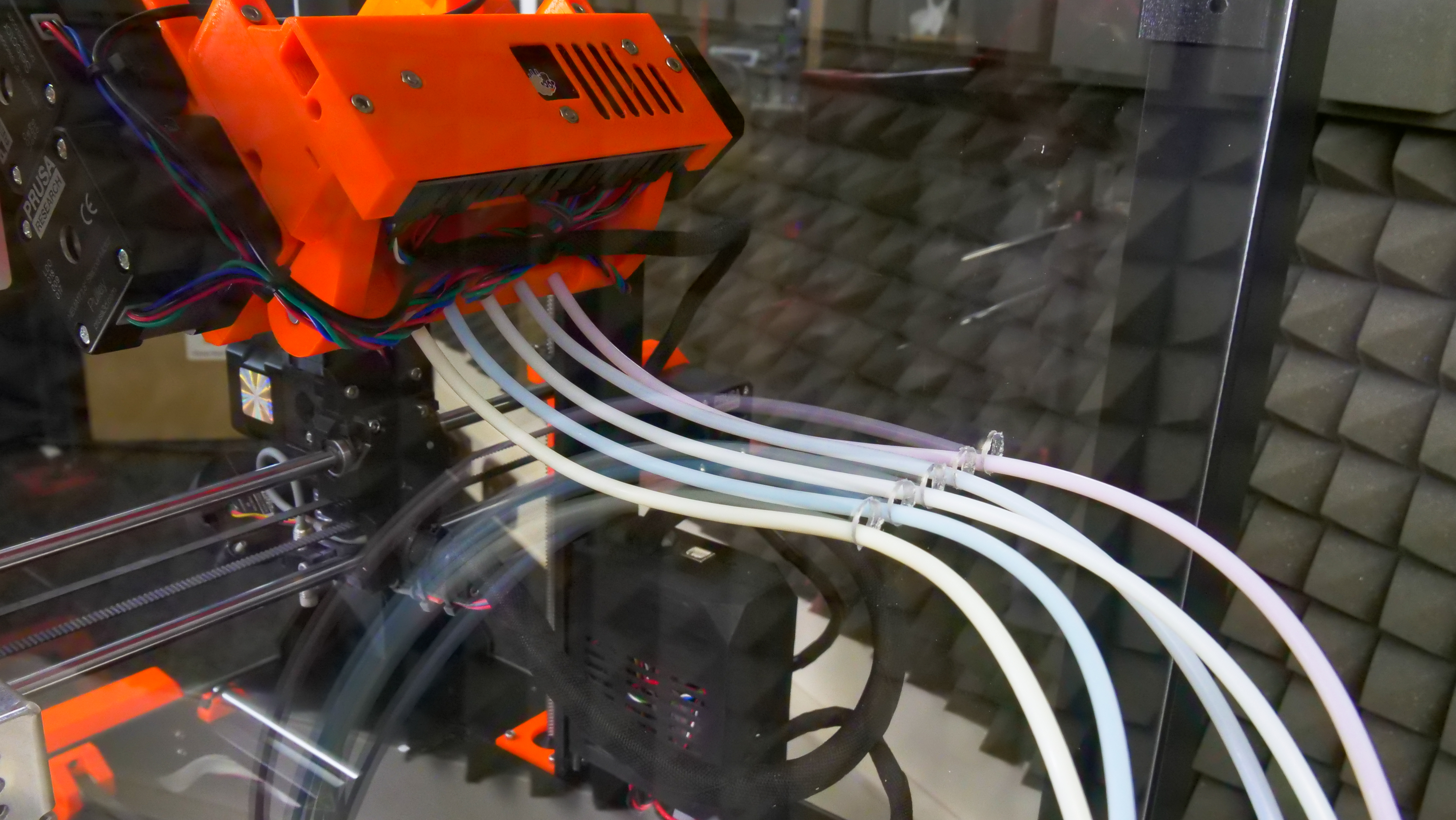
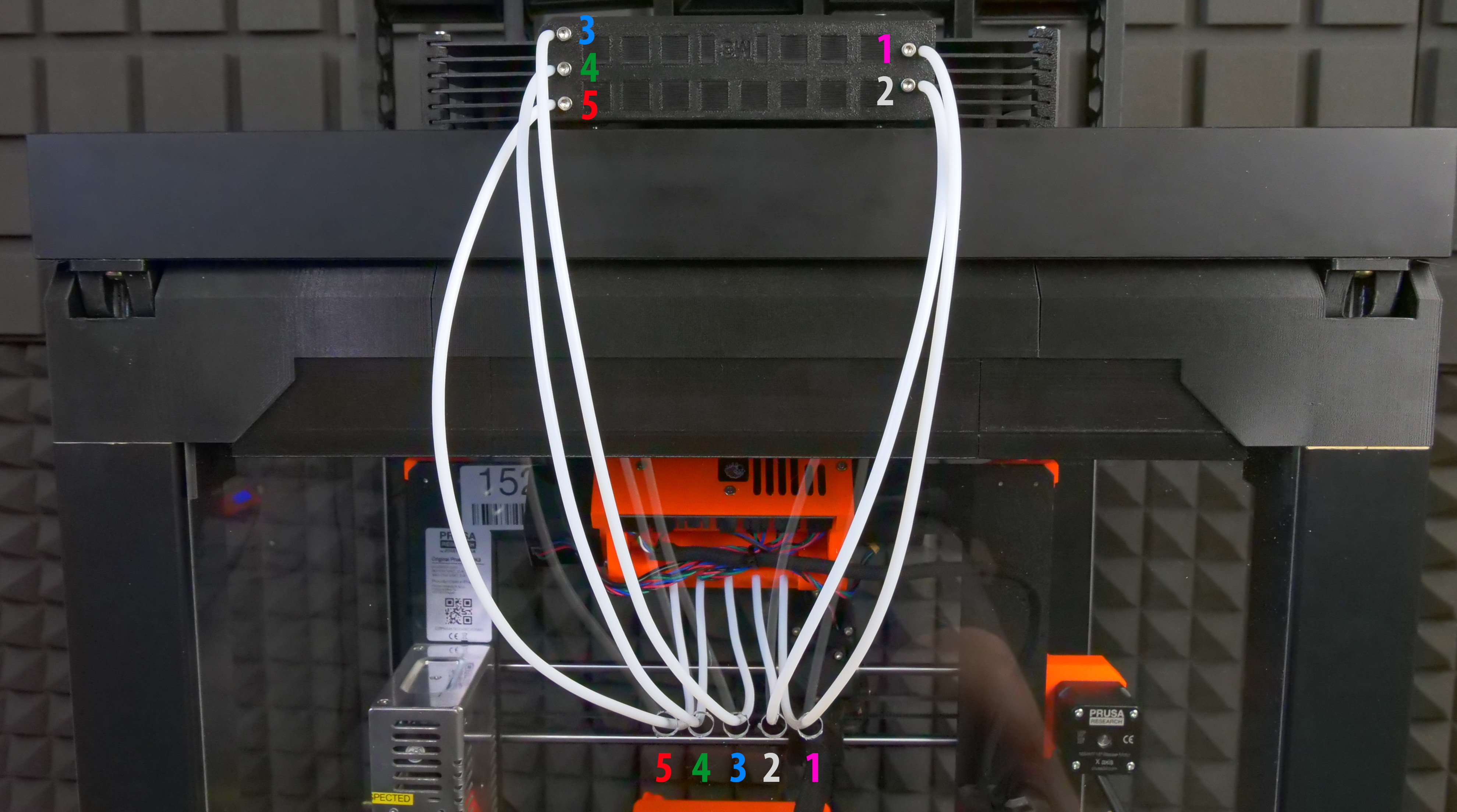
La stampante deve essere posizionata in una posizione in cui il bordo anteriore del display funga da fermo porta. Aprire il coperchio superiore e tirare i tubi in PTFE attraverso i fori del pannello posteriore nell’ordine illustrato nella foto qui sotto. Prima di attaccarli all’unità MMU2S, prendete un coltello affilato e accorciateli di 115 mm. Siate estremamente attenti a non danneggiarli/deformare. Questo potrebbe portare a seri problemi di movimento dei filamenti all’interno dei tubi. La nuova lunghezza dei tubi in PTFE dovrebbe essere di 535 mm. Una volta fatto questo, fissate i tubi nell’unità MMU2S nell’ordine corretto – vedi foto sotto per riferimento. Non dimenticate di aggiungere le viti per evitare che si sfilino.


Cavo di alimentazione e passacavi
Elenco delle parti in plastica per questo passo:
1× Prusa_MMU_enclosure_cable_bushing
incluso nel file Prusa_MMU_enclosure_4.3mf
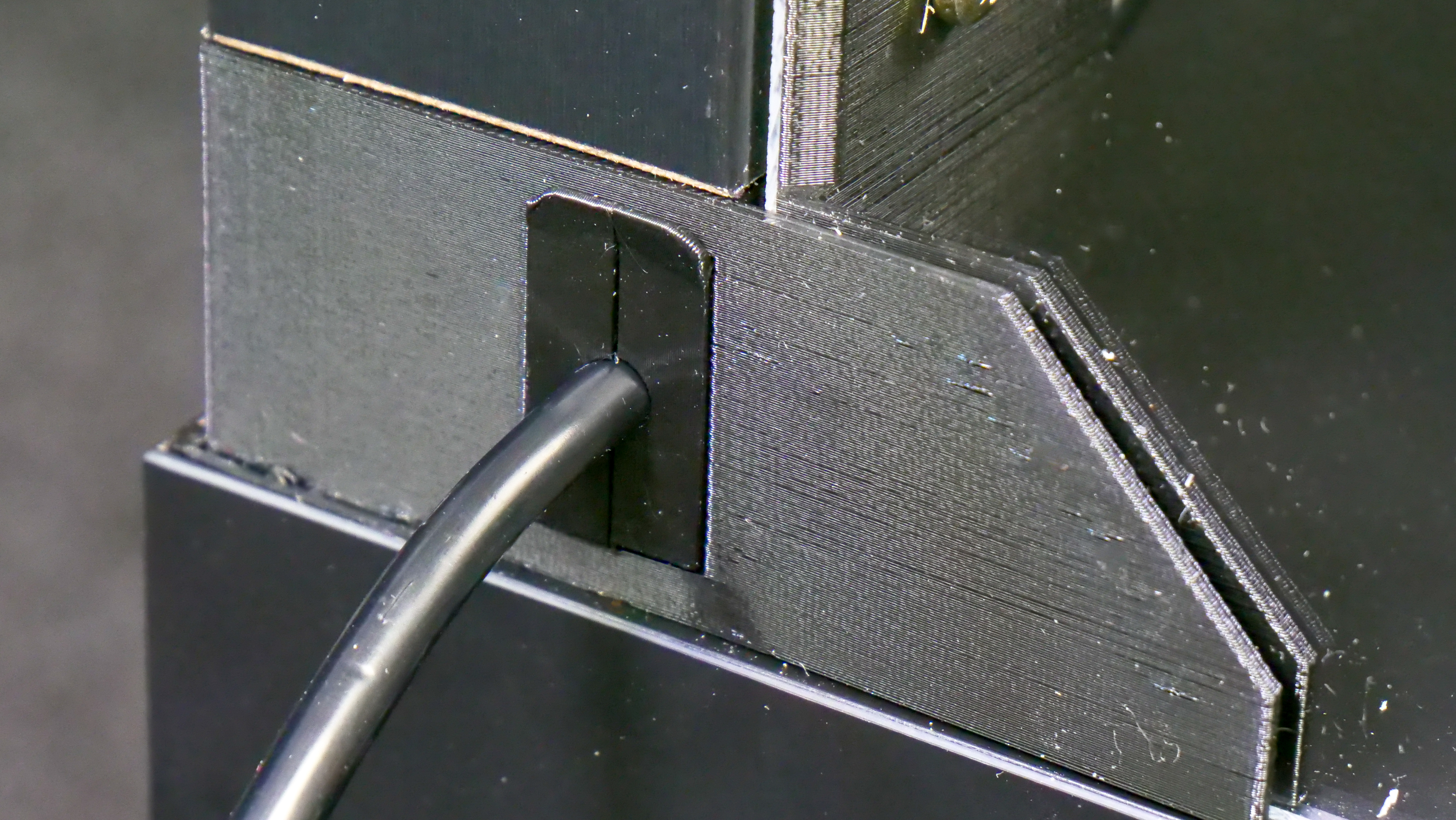
Per alleviare la tensione sul cavo, abbiamo progettato un passacavo anti-strappo. Per prima cosa, inserire il cavo di alimentazione nell’involucro attraverso l’apertura sotto la gamba posteriore destra e collegarlo alla stampante. Poi, piegare a metà il passacavo, posizionarlo sul cavo e inserirlo nel foro.

Inserire i filamenti
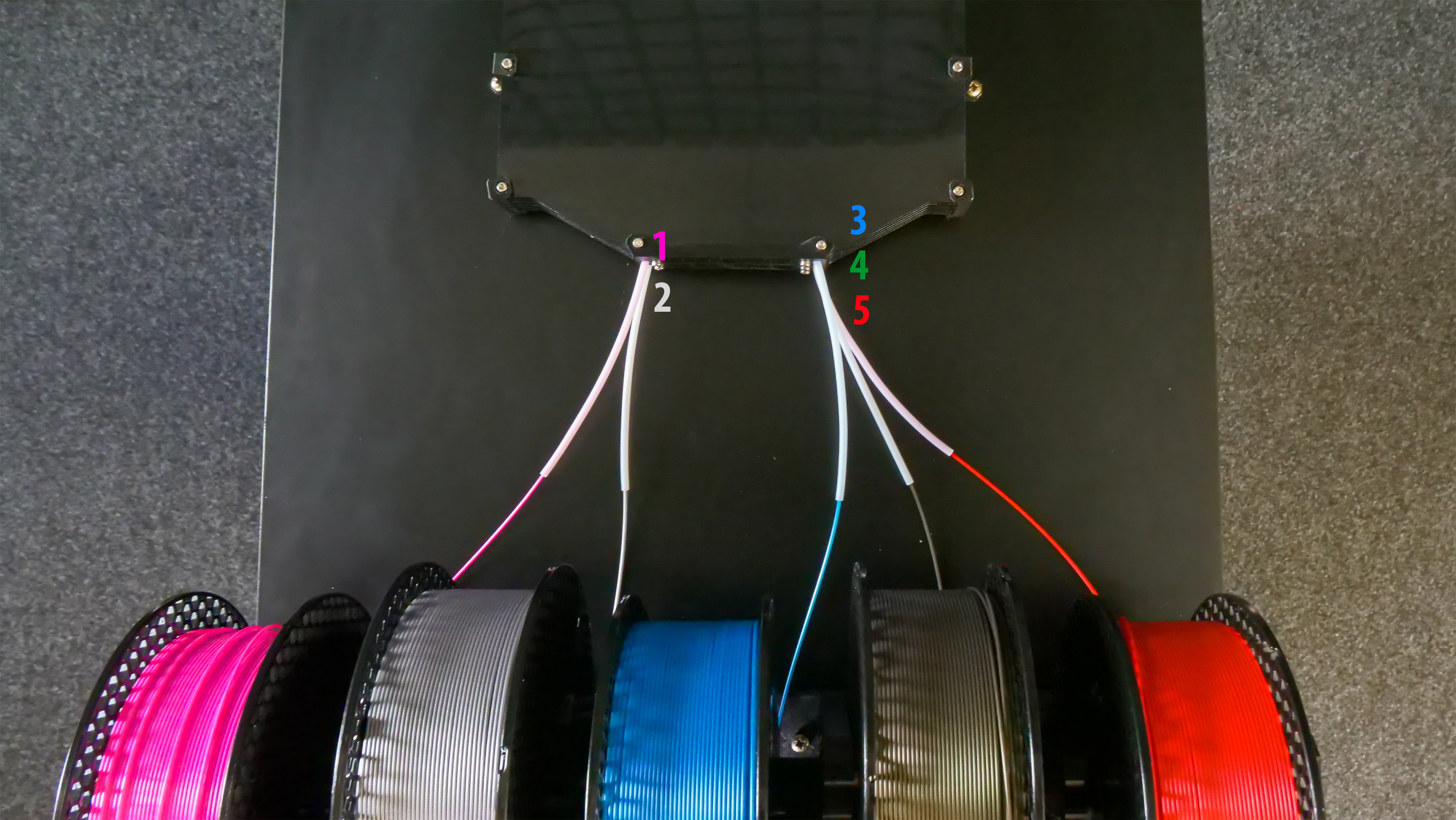
Inserire i filamenti nel buffer nell’ordine raffigurato nella foto sotto. 1 è in alto a sinistra, 2 è in basso a sinistra, 3 è in alto a destra, 4 è al centro a destra e infine 5 è in basso a destra.
…e fatto!

Adesso è il caso di trovare il posto ideale per l’enclosure. Una cosa da tenere a mente: posizionare l’enclosure ad almeno 15 cm dalla parete, altrimenti i tubi in PTFE non avranno abbastanza spazio e potrebbero deformarsi. Inserire la spina nella presa e si può iniziare a stampare! Ottimo lavoro!
E un’altra cosa – probabilmente sapete che la MMU2S è ottima per la stampa di supporti solubili. Questi materiali solubili in acqua (come il BVOH) sono però altamente igroscopici,. Devono essere mantenuti in un ambiente a bassa umidità, idealmente anche durante la stampa. Per questo motivo abbiamo progettato una drybox molto semplice, ma efficace. Vi porteremo presto una guida completa. Restate sintonizzati!

Devi essere connesso per inviare un commento.