






Probabilmente tutti coloro che si occupano di stampa 3D orientata alla pratica hanno pensato di migliorare le proprietà fisiche e meccaniche delle loro stampe. Si potrebbero provare alcuni materiali speciali, ma di solito sono sia costosi che difficili da stampare. L’unica altra opzione ovvia è quella di modificare le impostazioni di stampa, che ha i suoi limiti. Sicuramente ci deve essere un modo migliore! Beh… certo che c’è, altrimenti questo articolo finirebbe proprio qui. 🙂
La ricottura è il processo che consiste nell’aumentare la temperatura per migliorare la resistenza, la forza di trazione e la resistenza al calore di un determinato oggetto. È una procedura ben nota quando si creano parti in metallo o in plastica ad iniezione. Con la stampa 3D è solo meno conosciuta – ma è comunque applicabile. Vediamo come funziona.
Come funziona?
In poche parole, stiamo parlando di riscaldare la plastica ad un punto in cui le sue molecole sono in grado di riorganizzarsi, rendendo così la loro struttura più solida, stabile e con minore tensione interna. Vogliamo raggiungere una cosiddetta “temperatura di transizione vetrosa”. A tale temperatura, un oggetto stampato mantiene ancora la sua forma ma si ammorbidisce e si verificano continui cambiamenti a livello molecolare, migliorando la sua stabilità strutturale.
Nel capitolo seguente spiegheremo la natura di base di questo processo dal punto di vista fisico. Questo ci aiuterà a capire perché esattamente la ricottura aiuta a migliorare la resistenza meccanica e termica e perché è così importante trovare la temperatura ottimale.
Se non siete molto appassionati di teoria, sentitevi liberi di saltarla e passare direttamente alla parte pratica, dove presentiamo i risultati effettivi della ricottura, utilizzando vari materiali a diverse temperature.
Struttura macromolecolare
La maggior parte dei materiali di stampa 3D comunemente usati sono polimeri, cioè lunghe catene molecolari ripetitive. I polimeri hanno due tipi di strutture molecolari: amorfa (caotica) o semi-cristallina (parzialmente organizzata). Non c’è una linea di divisione esatta, tuttavia, le molecole potrebbero avere vari livelli di disposizione. Le strutture cristalline sono di solito più dure e rigide (simili a quelle di un diamante, anche se non è un polimero), i polimeri amorfi sono più elastici e flessibili.
Se si riscalda un polimero plastico all’interno di un ugello, è probabile che la sua struttura sia amorfa. Immaginate gli spaghetti, ma con catene di polimeri al posto della pasta. La plastica viene poi rapidamente raffreddata a temperatura ambiente, quindi la sua struttura rimane invariata. Poiché una parte stampata in 3D è per lo più amorfa, la sua resistenza al calore, la fermezza e la resistenza alla trazione sono inferiori ai materiali cristallini con catene molecolari organizzate.
Temperatura di transizione vetrosa
Per migliorare le proprietà delle nostre stampe dobbiamo riorganizzare le loro catene molecolari per renderle più ordinate, ergo, più simili ai polimeri cristallini. Il livello più alto di disposizione potrebbe essere raggiunto riscaldando, o più precisamente, raggiungendo la corretta temperatura di transizione vetrosa. “Ok, allora io fondo un po’ quella plastica e si cristallizza, giusto?” Beh, sì… Ma in realtà no. Se riscaldiamo i materiali cristallini, ad un certo punto si liquefanno (cioè raggiungono la liquefazione, o semplicemente un punto di fusione). Ma c’è una differenza tra un punto di fusione e la temperatura di transizione vetrosa. I polimeri amorfi non hanno un punto di fusione esatto. Invece di liquefarsi subito, si ammorbidiscono gradualmente. Questo intervallo tra uno stato completamente solido e uno stato liquido è chiamato temperatura di transizione vetrosa.
![]()
Materiale Temperatura di transizione vetrosa Temperatura di stampa (~fusione)
PLA 65 °C (149 °F) 215 °C (419 °F)
PET(G) 75 °C (167 °F) 230 °C (446 °F)
ABS 105 °C (221 °F) 255 °C (491 °F)
Trasformazione dei polimeri amorfi in struttura semicristallina
La formazione di cristalli (cioè l’organizzazione molecolare) all’interno dei polimeri può avvenire solo quando la temperatura raggiunge la transizione vetrosa, ma rimane anche al di sotto del punto di fusione. Per i polimeri amorfi, il loro punto di fusione è quando termina la transizione vetrosa. A quel punto, la struttura molecolare si frantuma e le molecole iniziano a muoversi liberamente. Al contrario, a temperature al di sotto della transizione vetrosa, le molecole sono troppo “intorpidite” per muoversi sufficientemente.
Come scegliere la temperatura giusta?
Di solito i polimeri amorfi hanno un margine abbastanza ampio tra l’inizio della transizione vetrosa e il punto di fusione. Ad esempio, con il PLA si parla di un intervallo compreso tra 65 e 170 °C (149-338 °F). Ma quale temperatura esatta dobbiamo scegliere per ottenere risultati ottimali?
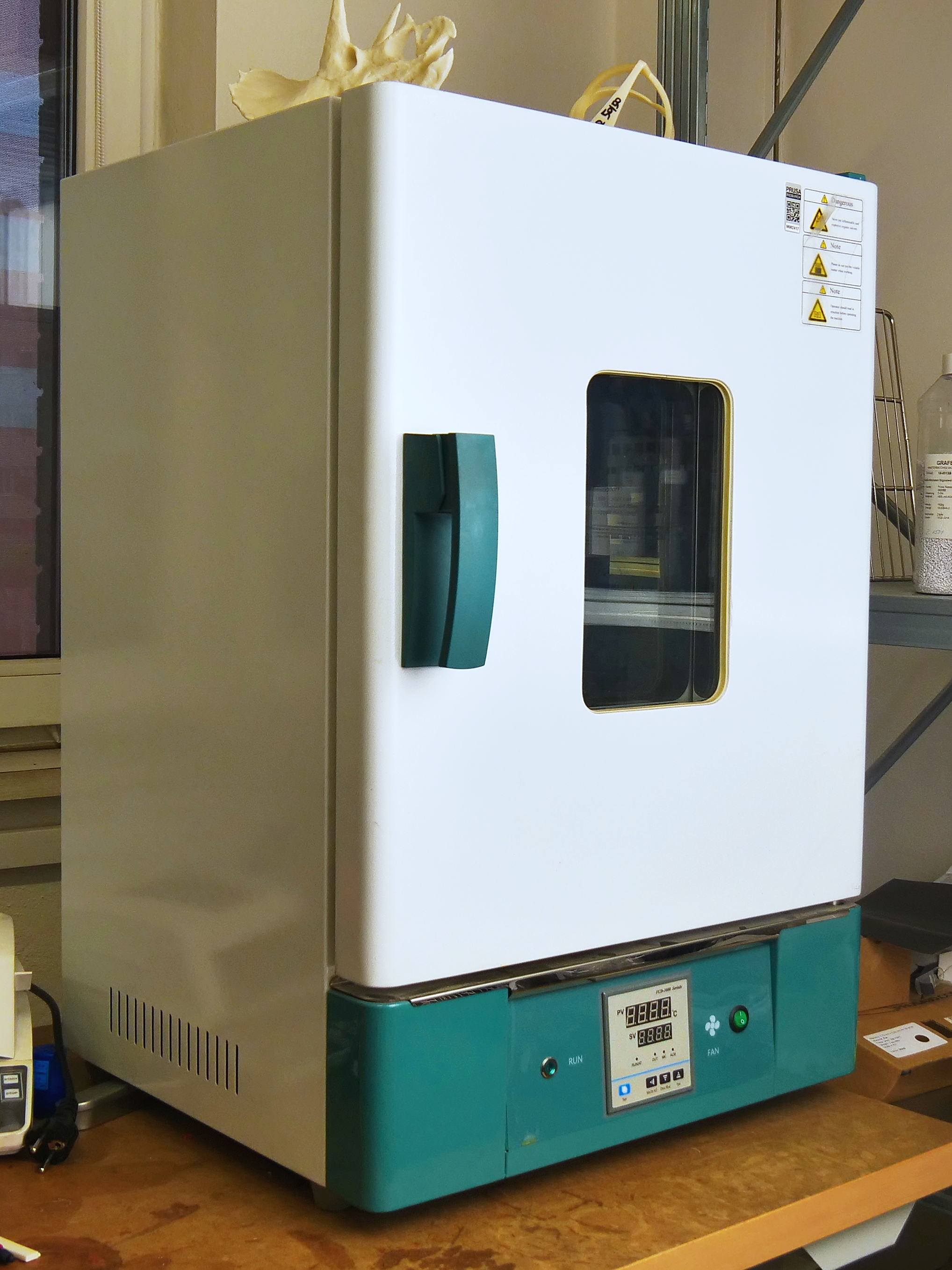
È abbastanza semplice. Più alta è la temperatura, più i singoli strati si fondono insieme, aumentando così la compattezza dell’oggetto. Tuttavia, il materiale si restringe pure, si deforma e ad un certo punto, si ammorbidisce così tanto che l’oggetto semplicemente collassa. Ovviamente, per ottenere il miglior risultato, dobbiamo trovare un punto focale tra il mantenere le dimensioni e la forma corrette e rendere l’oggetto il più solido possibile. Il corretto tempo di ricottura dipende dalle dimensioni e dalla forma dell’oggetto. Per esempio, i campioni che abbiamo usato per i test sono stati riscaldati per 30 minuti con un forno elettrico.
Campioni ricotti
Come reagiscono i diversi filamenti alla ricottura?
Abbiamo deciso di testare 4 diversi materiali (PLA, PETG, ASA, ABS), 3 dei quali provenienti dalle nostre linee di produzione (vedi il nostro sito web). Abbiamo stampato tutto con un riempimento al 100% (questo è importante per preservare la stabilità dimensionale). Sono state effettuate 4 diverse configurazioni sperimentali, per trovare il materiale e la temperatura migliori per la ricottura:
Confronto tra il campione non trattato e quello ricotto di PLA; Autore: Jiří Kmošek. Metodo: Microscopio elettronico a scansione. Laboratorio della facoltà di Chimico-tecnologia del restauro, Università di Pardubice
Confronto di un campione di PETG non trattato e ricotto; Autore: Jiří Kmošek. Metodo: Microscopio elettronico a scansione. Laboratorio della facoltà di Chimico-tecnologia del restauro, Università di Pardubice
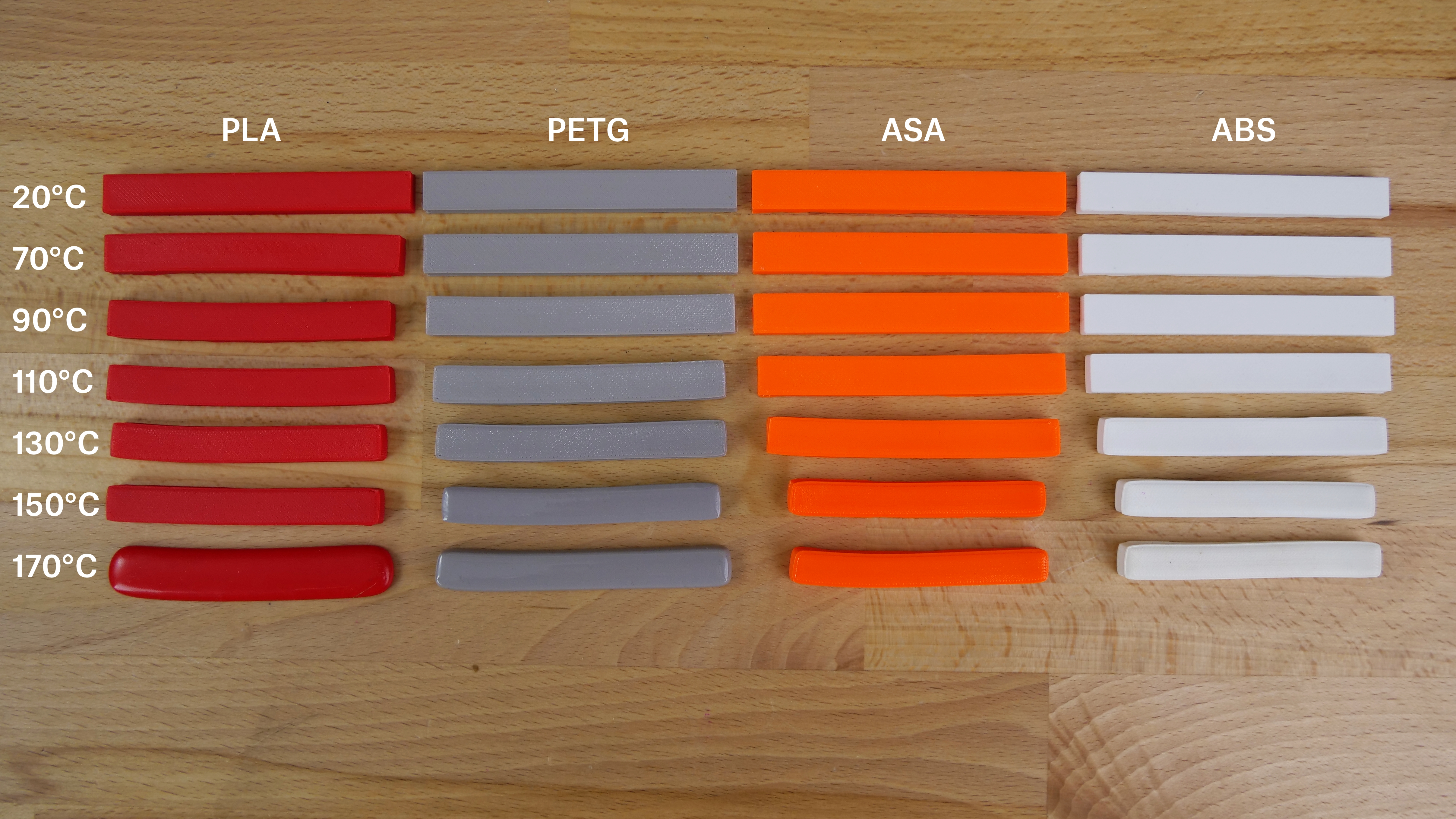
1) Variazioni dimensionali – Abbiamo preparato un totale di 560 oggetti a forma di prisma, ciascuno delle dimensioni 80×10×4mm, che abbiamo ricotto utilizzando varie temperature. Più precisamente, questi oggetti sono stati divisi in 4 lotti (uno per ogni materiale), suddivisi in 20 pezzi per ogni livello di temperatura. 20 pezzi sono stati lasciati a temperatura ambiente, altri sono stati riscaldati a 70, 90, 110, 130, 150 e 170 °C (158, 194, 230, 230, 266, 302 e 338 °F) e lasciati raffreddare lentamente. Successivamente, abbiamo misurato tutte le dimensioni e determinato la variazione media di ogni asse a temperature diverse, per quantificare l’impatto sulla forma dell’oggetto.
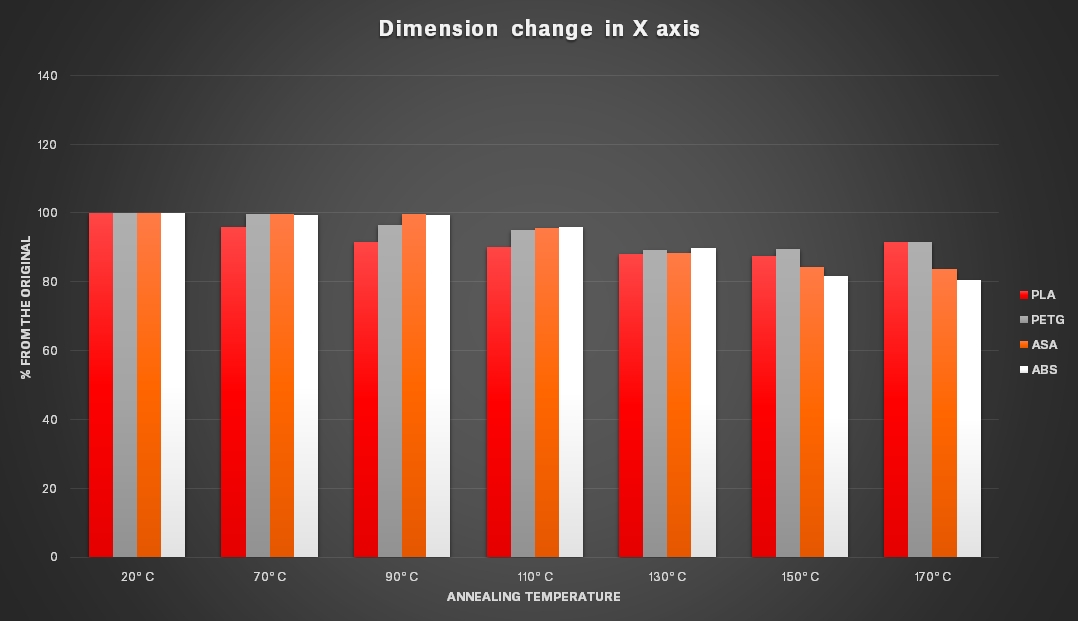
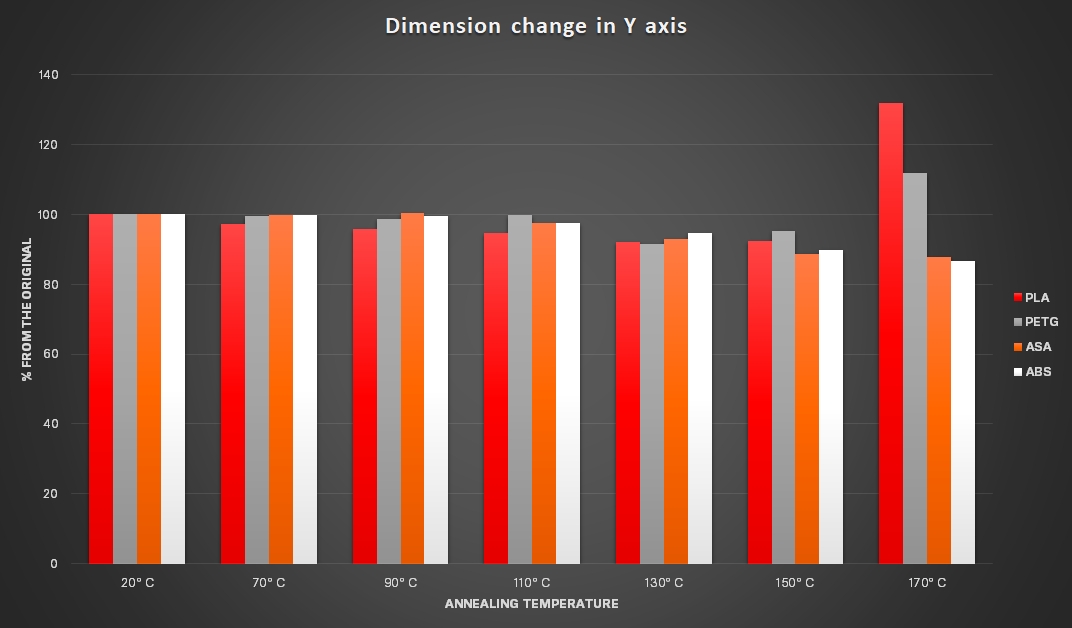
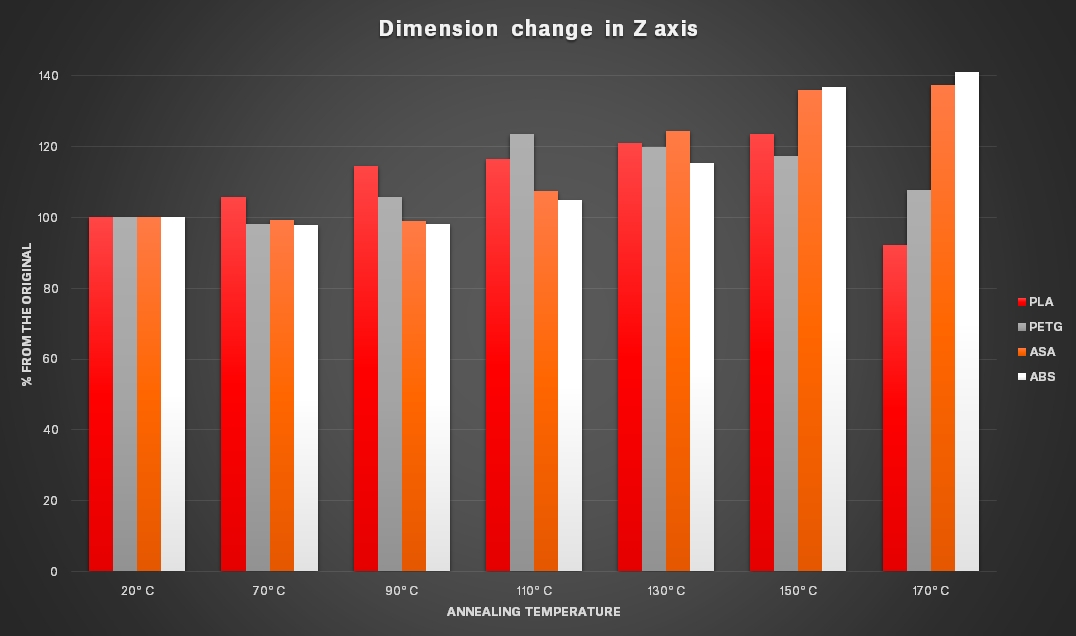
I grafici sopra riportati mostrano che tutti i campioni si restringono maggiormente nell’asse X (cioè nella loro dimensione più lunga). Anche la dimensione dell’asse Y si è ridotta, ma di solito in misura molto minore. Al contrario, nell’asse Z le dimensioni si sono effettivamente estese. Per quanto riguarda i vari materiali, il PLA subisce variazioni dimensionali piuttosto significative anche a 70 °C (158 °F). Le temperature più elevate hanno causato la deformazione e a 170 °C (338 °F) l’oggetto è completamente collassato (fuso). Per il PETG, la temperatura adatta è di circa 90-110 °C (194-230 °F). In questo intervallo, né la deformazione né le variazioni dimensionali sono troppo significative. A temperature più elevate, il PETG si deforma gradualmente, fino a 170 °C (338 °F), quando si fonde proprio come il PLA. Sia l’ASA che l’ABS si sono rivelati inadatti alla ricottura (di questo parleremo più avanti). Per quanto riguarda le variazioni dimensionali, questi materiali si deformano più degli altri, anche a basse temperature.
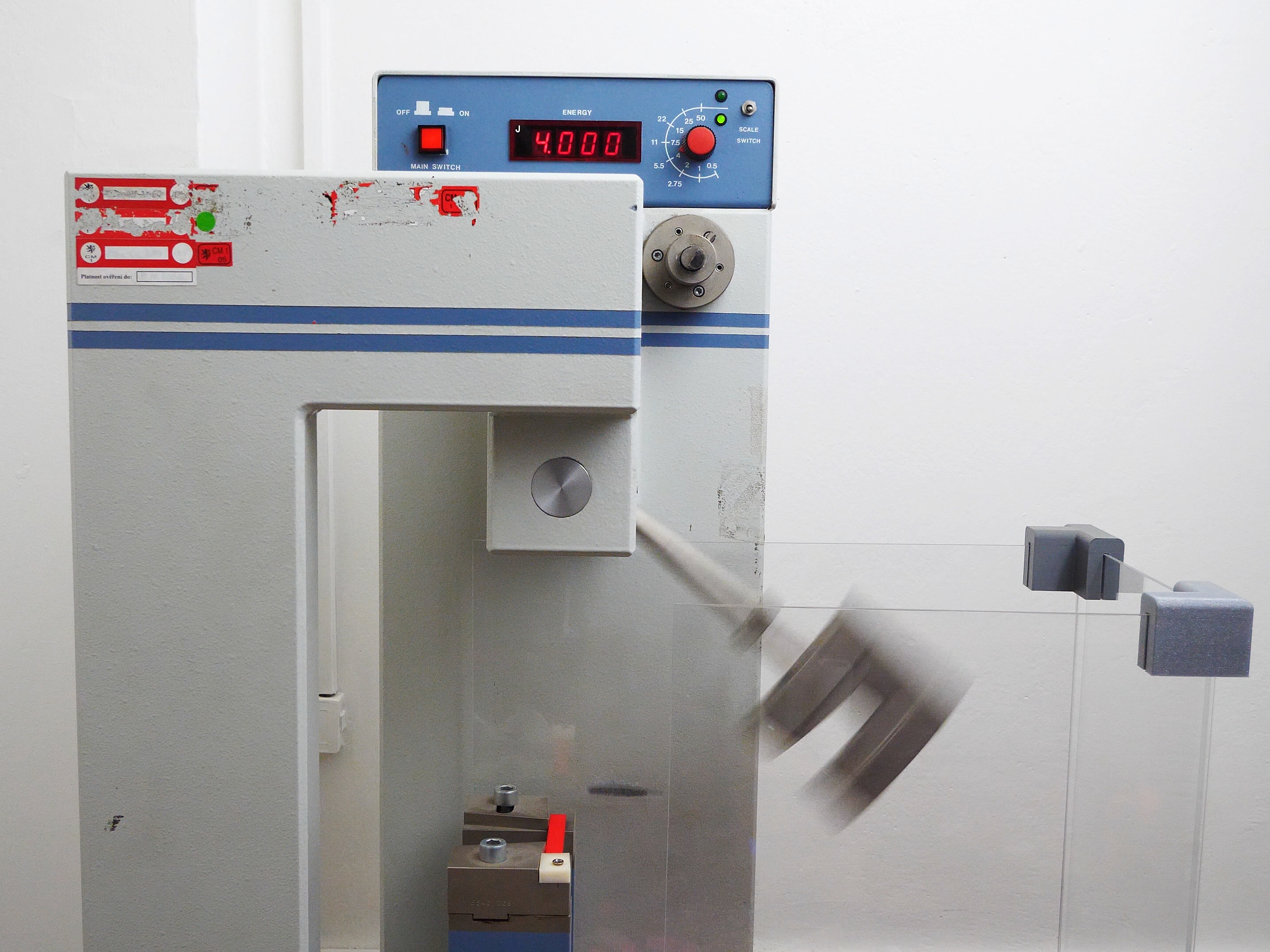
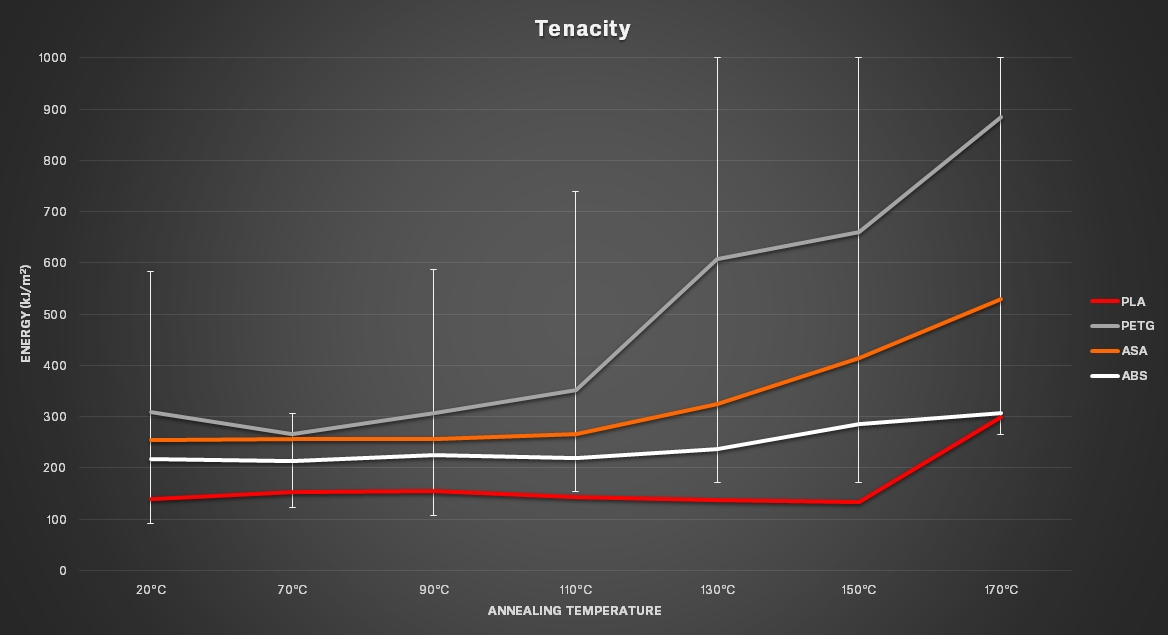
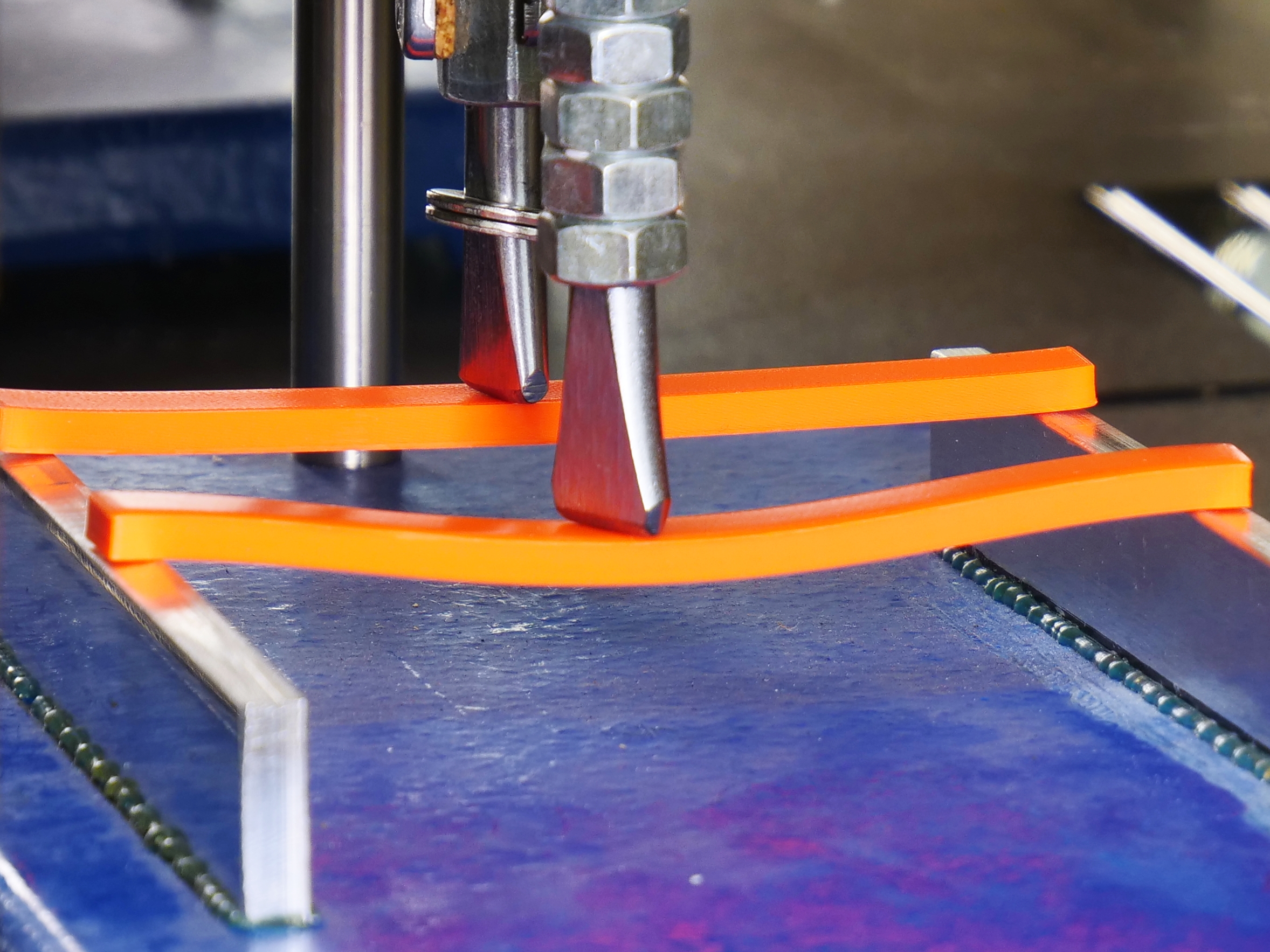
2) Prova d’impatto Charpy, noto anche come “4J, non buono, non terribile” – Il motivo principale per cui abbiamo preparato così tanti oggetti è stato quello di utilizzarli successivamente per il test d’impatto di Charpy. In questo esperimento abbiamo usato un pendolo Charpy per misurare la quantità di energia necessaria per rompere ogni oggetto, confrontando vari materiali a diverse temperature di ricottura. A questo punto è importante menzionare il nostro pendolo non poteva misurare una quantità di energia superiore a 4J, quindi alcuni dei risultati sono sottostimati. Per quanto riguarda la durata meccanica, il PETG è il chiaro vincitore. Quando ricotto sopra i 130 °C (266 °F), questi sono stati gli unici campioni in grado di resistere ripetutamente a 4J. Questo test rafforza ulteriormente le nostre ipotesi sulla temperatura di ricottura adeguata per il PETG, che è probabilmente superiore a 90 °C (194 °F). Sia l’ASA che l’ABS rimangono sostanzialmente invariati fino ad un punto in cui iniziano a deformarsi male (110 °C [230 °F] e oltre). Il PLA si è rivelato troppo fragile a qualsiasi temperatura. A 170 °C (338 °F) la sua resistenza è simile a quella degli altri materiali, ma solo al costo di deformazioni di forma inaccettabili. Naturalmente, un tale test comporta deviazioni di misura piuttosto significative (si possono vedere i massimi nel grafico del PETG). Per questo motivo abbiamo utilizzato 20 campioni di ogni materiale e temperatura per raggiungere un ragionevole livello di oggettività.
Questa deviazione è probabilmente causata da variazioni nella qualità di stampa dei singoli pezzi. Al di sopra dei 130 °C (266 °F), nello stesso lotto abbiamo potuto osservare sia campioni che potevano resistere ai 4J (energia massima che potevamo misurare), sia campioni nettamente inferiori (ad esempio, campione PETG ricotto a 150 °C [302 °F], che sopportava appena 0,688J). La resistenza meccanica potrebbe essere influenzata da alcune piccole bolle d’aria o altri difetti interni che sopravvivono al processo di ricottura. Quando si punta a parti meccaniche durevoli, si consiglia di tenere conto di queste deviazioni..
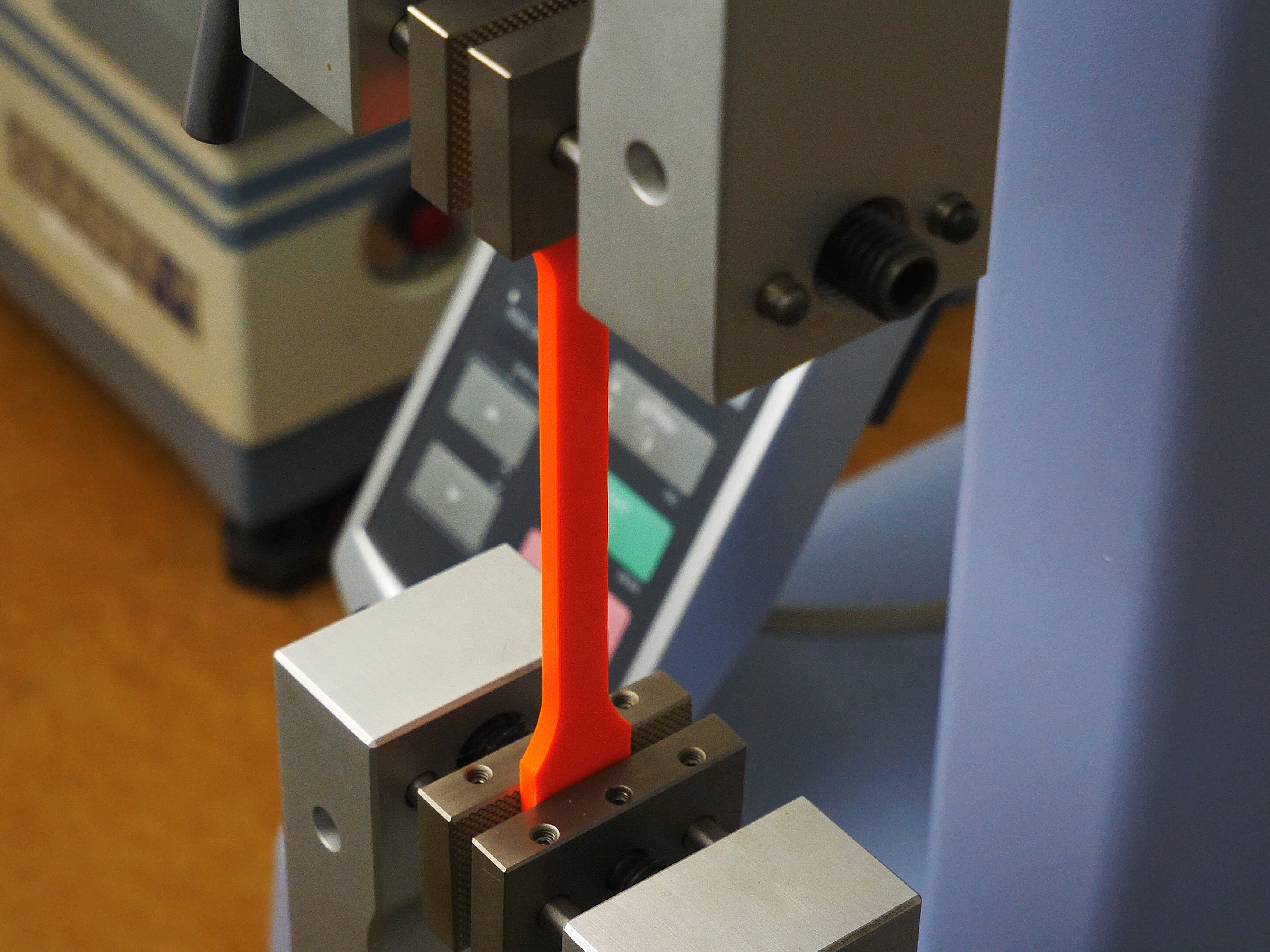
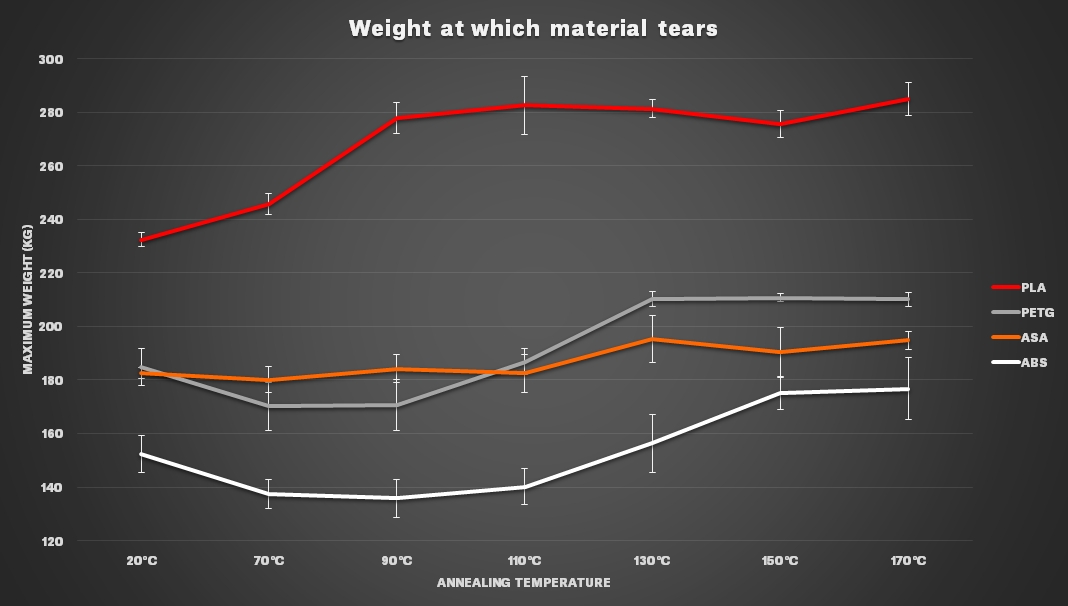
3) Prova di resistenza alla trazione – Per questo test abbiamo stampato campioni standardizzati per un Tensiometro a trazione EZ-LX. Abbiamo usato lotti di 6 pezzi ciascuno, di nuovo, uno lasciato non trattato, altri ricotti a 70, 90, 110, 110, 130, 150 e 170 °C (158, 194, 230, 266, 302 e 338 °F), poi lasciati raffreddare lentamente. Abbiamo misurato la forza necessaria per lo strappo di ogni campione e poi abbiamo calcolato una media per ogni livello di temperatura. Abbiamo convertito la forza espressa in newton (N) in chilogrammi, per darvi un’idea più precisa di che valori stiamo parlando. Senza dubbio, il PLA era il più resistente, quando ricotto a 90 °C (194 °F) e oltre. Il PETG è stato il secondo migliore, migliorando a livelli superiori a 110 °C (230 °F). Stranamente, però, la ricottura a 70-90 °C (158-194 °F) ha avuto l’effetto opposto, degradante. Un comportamento simile si è potuto osservare anche con l’ABS, sebbene il suo punto di rottura sia inferiore di circa 30 kg. L’ASA non trattato (senza ricottura) ha valori simili al PETG, anche se, a differenza del PETG, l’ASA non mostra praticamente nessun miglioramento con l’aumento delle temperature.
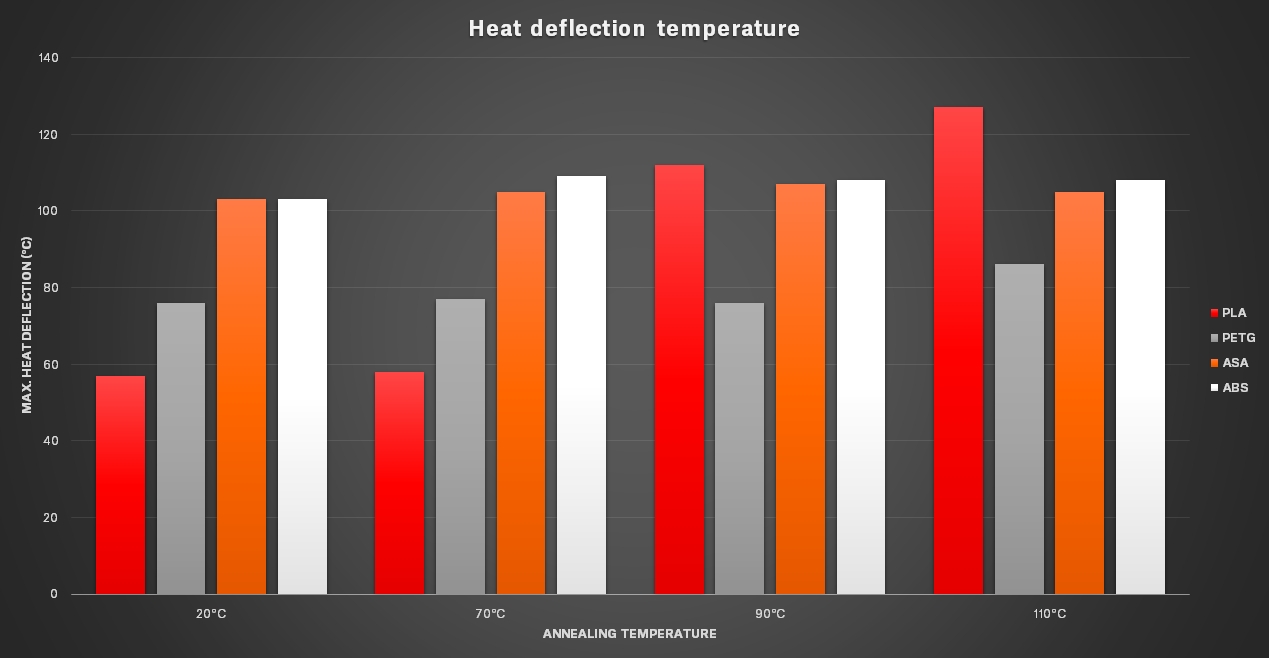
4) Prova di resistenza termica – Insieme alle parti per la prova di resistenza alla trazione, abbiamo anche ricotto lotti di due campioni standardizzati ciascuno, per una prova di resistenza al calore. Per la precisione, abbiamo testato la temperatura di deflessione termica (HDT). Abbiamo esaminato a quale temperatura una parte ricotta si ammorbidisce e si piega di un dato valore (circa 2 mm), mentre è sollecitata da un peso di 25g o 100g. A causa della deformazione e delle variazioni dimensionali che si verificano a temperature più elevate, abbiamo testato solo lotti ricotti ad un massimo di 110 °C (230 °F). Non aveva senso testare i lotti a temperature più elevate che erano già deformati, con alcuni campioni che erano anche troppo corti per il tester standardizzato. Abbiamo lentamente riscaldato l’intero setup e monitorato a quale temperatura ogni campione si è piegato di 2 mm.
Anche in questo caso, sia l’ASA che l’ABS non hanno quasi per nulla cambiato le loro caratteristiche, mentre i valori del PETG hanno iniziato a migliorare solo a 110 °C (230 °F). La resistenza al calore del PLA è aumentata drasticamente a temperature di ricottura di 90 °C (194 °F) e oltre.
Dopo aver eseguito tutti questi test, abbiamo valutato i nostri risultati e determinato il materiale e la temperatura più adatti per ottenere risultati ottimali. Il risultato migliore è il PLA ricotto a 90 °C (194 °F) e oltre. Il PLA alla stessa temperatura vince anche la prova di resistenza alla trazione. Il PETG eccelle nella prova d’urto, principalmente a 110 °C (230 °F) e oltre. Tuttavia, i campioni di PLA si deformavano male a temperature superiori a 70 °C (158 °F). Per questo motivo preferiamo il PETG ricotto a 110 °C (230 °F) come vincitore assoluto. A questa temperatura, c’è ancora una ragionevole stabilità di forma e dimensione, mentre la durata supera già quella di un campione non trattato.
Mentre la durata e la resistenza alla trazione aumentano drasticamente con temperature più elevate, non vale tutti i problemi di deformazione.
Classifichiamo l’ASA e l’ABS come assolutamente inadatti alla ricottura – in ogni test hanno sempre ottenuto risultati peggiori del PETG.
Ricottura di materiali trasparenti
Aspetta, la nostra serie di test non è ancora finita. La ricottura fondamentalmente fonde insieme i singoli strati di stampa, giusto? Quindi, se si ricuoce un materiale trasparente, lo si rende effettivamente perfettamente trasparente? Ci siamo posti questa domanda noi stessi. E la risposta è, in teoria, sì, ma in pratica… non proprio.
Abbiamo provato a ricuocere una piccola forma circolare in PETG, a 70-170 °C (158-338 °F). Quando si raggiunge (quasi) una trasparenza totale, a qualche piccola bolla dalla perfezione, collassa tutto e si scioglie completamente. Se si utilizzano temperature più basse, la chiarezza rimane la stessa di un modello non trattato, solo con l’aggiunta di una deformazione.
Se si sognava di creare sculture complicate e poi farle ricuocere per farle sembrare fatte di ghiaccio, si deve scegliere un percorso diverso. ASA o ABS levigato con acetone, stampa lenta con strati bassi, ecc. Maggiori informazioni sull’argomento qui.
![]()
Esempi pratici
Adesso comprendiamo le basi della ricottura, conoscendone sia i vantaggi che gli svantaggi. Abbiamo imparato come aumentare la resistenza meccanica e termica e come evitare deformazioni e cambiamenti dimensionali. Cerchiamo di stampare qualcosa di utile e di migliorarlo con la ricottura. Non sarà applicabile in ogni caso, quindi dimostriamo cosa funziona e cosa no.
Il nostro primo esempio sono i pezzi di ricambio per le nostre stampanti Original Prusa i3 MK3S. Come per tutti i test precedenti, tutte le parti sono state stampate con un riempimento al 100%. Sappiamo già che il PETG a 110 °C (230 °F) si comporta al meglio, ma per curiosità abbiamo anche stampato un secondo set con Prusament Lipstick Red PLA.
Il PETG è stato ricotto a 110 °C (230 °F), il PLA a 90 °C (194 °F), entrambi per 45 minuti questa volta, per assicurarsi che anche le parti più grandi si scaldassero bene. Il nostro obiettivo era un estrusore più robusto e resistente al calore. Purtroppo abbiamo scoperto che il livello di deformazione rende entrambi i materiali completamente inutilizzabili per tali parti con forme complicate e dimensioni relativamente precise.

Ricottura del coperchio dell’ estrusore Original Prusa i3 MK3S: parte non trattata a sinistra, parte ricotta a destra.
A cosa serve la ricottura, quindi? Funziona con parti semplici, che devono migliorare la loro durata meccanica e la resistenza alla trazione. Per esempio, abbiamo ricotto dei semplici ganci, che potrebbero richiedere un po’ piu’ di resistenza alla trazione. Li abbiamo stampati in PLA e ricotti a 90 °C (194 °F) per 30 minuti. Un altro esempio sono due stampe PETG: una maniglia per armadio ed un semplice misurino, nuovamente, ricotti a 110 °C (230 °F) per 30 minuti.

Ricottura in casa
Non è necessario un laboratorio o strumenti dedicati per una ricottura efficace. Un semplice forno ad aria calda andrà bene. Utilizzare un forno elettrico, però, non uno a gas! I forni a gas sono meno sicuri, inoltre non forniscono un livello di calore uniforme, spesso la reale temperatura locale potrebbe essere più alta di quella che si legge dal termometro. Mettete gli oggetti su un piatto (potete usare un tagliere), in modo che non si deformino o si attacchino ai vostri strumenti o al forno. Tenete sempre d’occhio il processo! Immaginate una pizza bruciata – beh, anche la plastica bruciata non odora di vittoria. Non ci assumiamo alcuna responsabilità per le vostre stampe (o pizze) bruciate! 30 minuti potrebbero essere una buona regola, ma assicuratevi di regolare il tempo in base alle dimensioni, alla forma e al materiale dell’oggetto in questione. Se avete bisogno di dimensioni precise, ricuocete il primo lotto, misurate la quantità di restringimento, poi stampate un secondo lotto scalato di conseguenza.
Conclusioni
Abbiamo sperimentato la ricottura di 4 diversi materiali. Mentre per PLA e PETG questo metodo è utilizzabile e ha i suoi vantaggi (in una certa misura), per ASA e ABS i vantaggi sono trascurabili, mentre la deformazione e le deformazioni raggiungono livelli inaccettabili.
D’altra parte, è quasi incredibile quanto la ricottura possa migliorare le caratteristiche del PLA o del PETG. I cambiamenti di forma e di dimensioni rappresentano ancora uno svantaggio importante, ma in questo caso, sono superati dai benefici. In particolare, il PLA ha migliorato notevolmente la resistenza alla trazione, il PETG eccelle in termini di durata all’impatto. La ricottura è una tecnica efficace, ma non per stampe complicate e dettagliate. Per esempio, si potrebbe iniziare migliorando la resistenza alla trazione degli appendiabiti in PLA. Oppure rendere le stampe in PLA più resistenti al calore (il PLA non trattato si ammorbidisce già a 60° C [140° F]). Prevedete che la vostra stampa colpisca spesso il terreno? Utilizzate il PETG ricotto per migliorarne la resistenza all’impatto.
Ricordiamo che i comuni materiali di stampa 3D mostrano la forma e le variazioni dimensionali a temperature relativamente basse (70 °C [158 °F]). Se si desidera mantenere una forma e una dimensione precise, si consiglia di ricalibrare la stampa, misurare le variazioni, scalare e stampare di nuovo. Si ottiene quindi un oggetto sia con caratteristiche migliorate che con dimensioni corrette. Tenete presente che se si utilizzano parti stampate in macchinari, che potrebbero avere una temperatura di esercizio di 80 °C (176 °F), si verificheranno alcune deformazioni nel tempo.
Avete qualche esperienza con la ricottura? Sentitevi liberi di condividerla con noi! Ci piacerebbe conoscere nuovi metodi e progetti interessanti, che potrebbero essere migliorati con questo semplice trucco.
Devi essere connesso per inviare un commento.