






PrusaSlicer 2.6 est arrivé et apporte de nombreuses améliorations importantes, non seulement dans l’expérience utilisateur globale et en introduisant plusieurs nouveaux outils, mais aussi en affinant le cœur de notre logiciel, la génération de G-code.
Les améliorations apportées à la génération de G-code se traduisent souvent par des temps d’impression plus courts, et ont un impact positif sur la qualité d’impression et fiabilité de vos impressions. Nous avons écouté attentivement les commentaires et essayé de répondre aux demandes les plus courantes de nouvelles fonctionnalités ou d’amélioration. Avant de plonger dans les détails, voici un aperçu des nouveautés :
- Supports organiques
- Peinture de supports FDM automatique et vérificateur d’impression
- Outil d’embossage de texte
- Outil de coupe amélioré
- Outil de mesure
- Vitesse de surplomb dynamique
- Ancrage automatique du remplissage de pontage
- Amélioration du maintien de l’épaisseur de paroi verticale
- Améliorations du découpage multi-outils
Supports organiques
Jusqu’à présent, PrusaSlicer utilisait une approche basée sur une grille 2D pour générer des supports. Bien que cette méthode ait donné des résultats décents dans de nombreuses situations, elle avait ses limites. Les supports consommaient souvent beaucoup de filament, mettaient beaucoup de temps à s’imprimer, se retrouvaient dans des espaces difficiles à retirer et laissaient des marques visibles sur le modèle une fois retirés. Surtout lorsque les réglages n’étaient pas ajustés correctement. Nous avons amélioré certains de ces inconvénients en introduisant les supports « Ajustés » dans PrusaSlicer 2.4, mais ils ne sont toujours qu’une version améliorée de l’ancienne approche.

Une approche alternative, qui a été mise au point par divers logiciels de modélisation 3D et slicers, sont les « supports de type arbre » – des structures de support conçues pour économiser autant que possible du matériau et du temps d’impression. Des branches de supports en expansion progressive sont générées là où elles sont nécessaires et les zones de contact avec le modèle sont limitées au minimum nécessaire.
Nous avons d’abord implémenté ces supports pour le découpage SLA dans PrusaSlicer 2.0 (2019) et avons reçu de nombreux commentaires depuis pour les intégrer également au découpage FDM. Malheureusement, après quelques tests, il était clair qu’une simple modification de l’implémentation existante n’était pas compatible avec les imprimantes 3D FDM.
Dans cette version, nous présentons notre implémentation considérablement améliorée des supports de type arbre, que nous avons décidé d’appeler ‘Supports organiques‘. Nous avons choisi un nouveau nom pour nos supports en raison de leur forme nettement lisse et de plusieurs différences dans leur comportement. Notre implémentation est une évolution des supports de type arbre de Thomas Rahm, qui sont des supports de type arbre considérablement améliorés provenant à l’origine de Cura. Nous tenons à remercier Ultimaker Cura et Thomas Rahm pour les efforts qu’ils ont investis dans le problème.
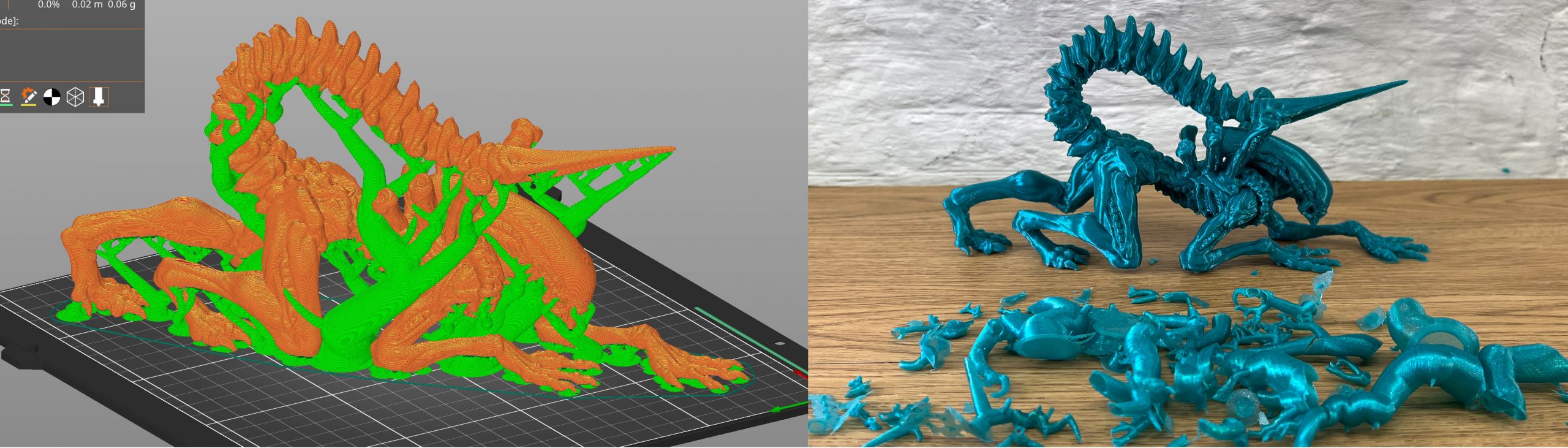

Alien – Xenomorph – Full Figure – 25 CM, modèle par Printed Obsession, imprimé par Filament Frenzy
Par rapport à l’implémentation précédemment courante des supports de type arbre, les supports organiques sont très différents. La ramification est plus intelligente et nous les avons rendus plus droits (plus courts), plus lisses et plus stables. La section transversale perpendiculaire à l’axe de la branche est garantie circulaire, et l’algorithme utilise automatiquement des parois de périmètre doubles pour les arbres si nécessaire (cela est configurable).
Les supports organiques sont facilement détachables, ne marquent pas la surface et sont rapides et bon marché à imprimer. D’après nos tests alpha/bêta internes et externes, nous avons constaté que l’ajout de supports organiques change notre façon de penser l’impression 3D FDM et même la modélisation 3D. Les modèles peuvent désormais être imprimés dans des orientations qui étaient auparavant impensables (reflétant les capacités d’impression SLA) et les supports, même pour les formes les plus complexes, sont généralement faciles à retirer.
Les supports organiques peuvent être générés ou bloqués manuellement à l’aide de l’outil de Supports peints. Cela nous amène à une autre fonctionnalité clé de PrusaSlicer 2.6.
Peinture de supports FDM automatique et vérificateur d’impression
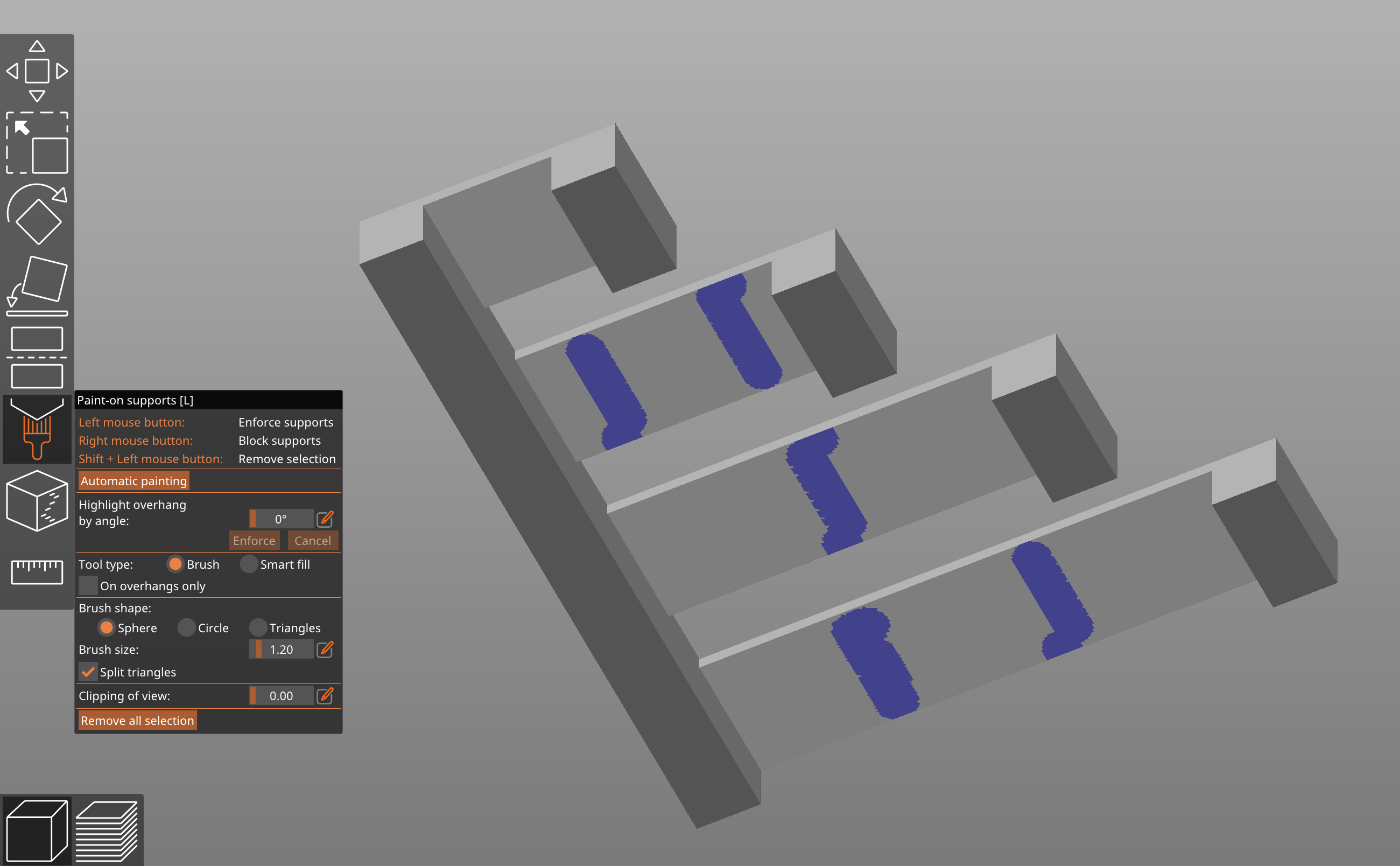
Pendant longtemps, PrusaSlicer vous a permis de peindre manuellement les zones nécessitant des supports. Il s’agit d’une fonctionnalité très appréciée qui permet à l’utilisateur de personnaliser les supports rapidement et facilement. Dans le cadre d’un vaste effort visant à créer une création de support plus intelligente, l’outil de supports peints FDM inclue désormais une option pour la peinture automatique des générateurs de supports sur le modèle.
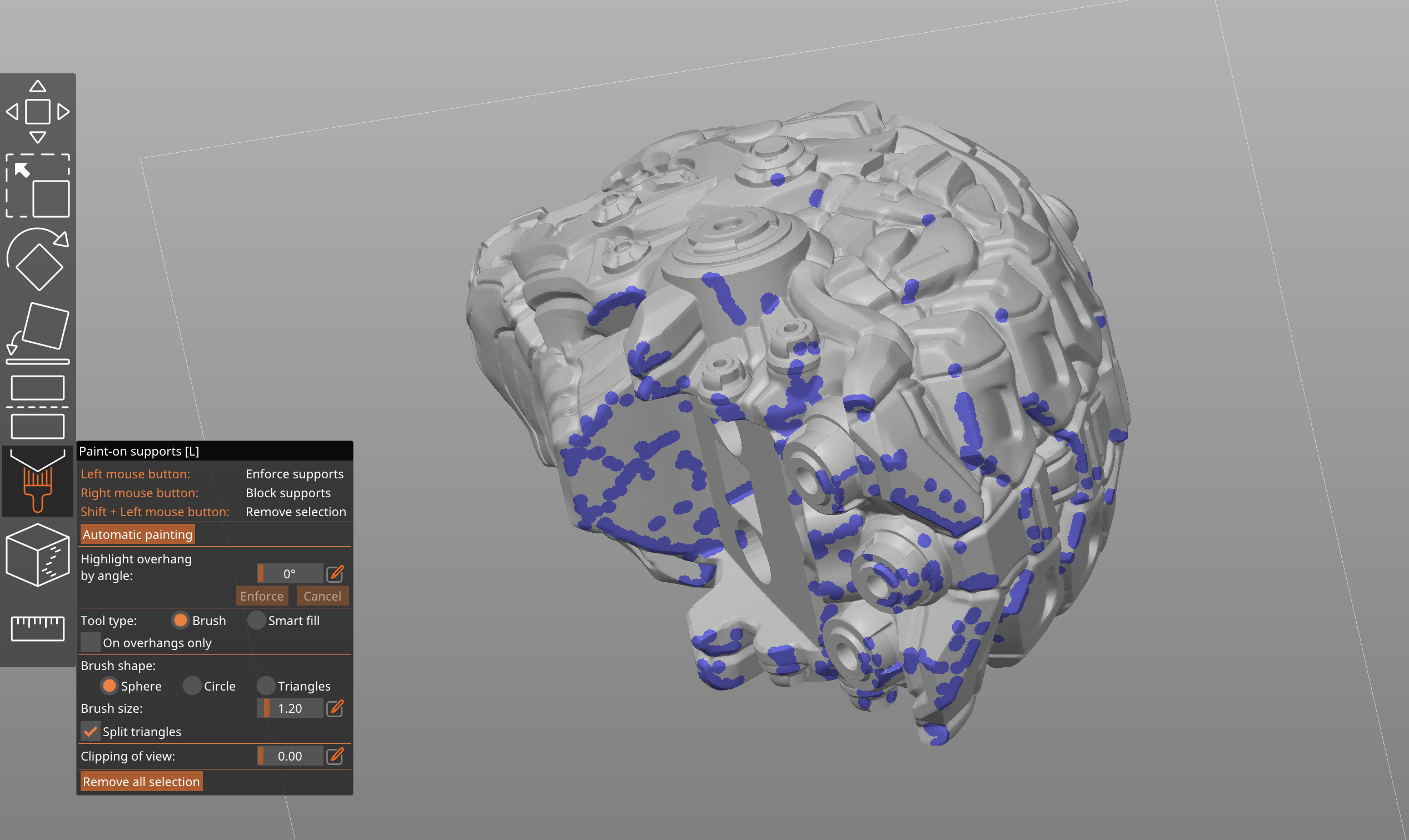
Notre algorithme de pointe derrière cet outil inspecte l’impression extrusion par extrusion, en tenant compte d’une multitude de facteurs tels que le centre de masse, le poids de la pièce supportée, le mouvement du plateau, la collision potentielle de l’extrudeur, l’adhérence du plateau, le matériau, et le pontage. Le résultat est un placement plus efficace des supports. Par exemple, les ponts ne sont soutenus que par des piliers régulièrement espacés au lieu de toute leur longueur.
L’outil est également automatiquement activé lors du découpage, pour vous avertir si une impression a besoin de support. Comme les utilisateurs experts peuvent trouver un tel avertissement gênant, l’avertissement peut être désactivé dans les préférences. Notez que lorsque vous activez simplement « Supports partout », ce nouvel algorithme n’est actuellement pas utilisé pour la génération de support. Vous devez ouvrir l’outil de Supports peints et utiliser la peinture automatique, puis sélectionner les supports « Pour les générateurs de supports uniquement ».
Outil d’embossage de texte
Le nouvel outil Texte vous permet d’insérer, de manipuler et de modifier du texte en tant qu’objet 3D. Cela offre un moyen pratique de personnaliser les modèles et d’ajouter des éléments tels que des notes, des signes ou des numéros de série directement dans le slicer.
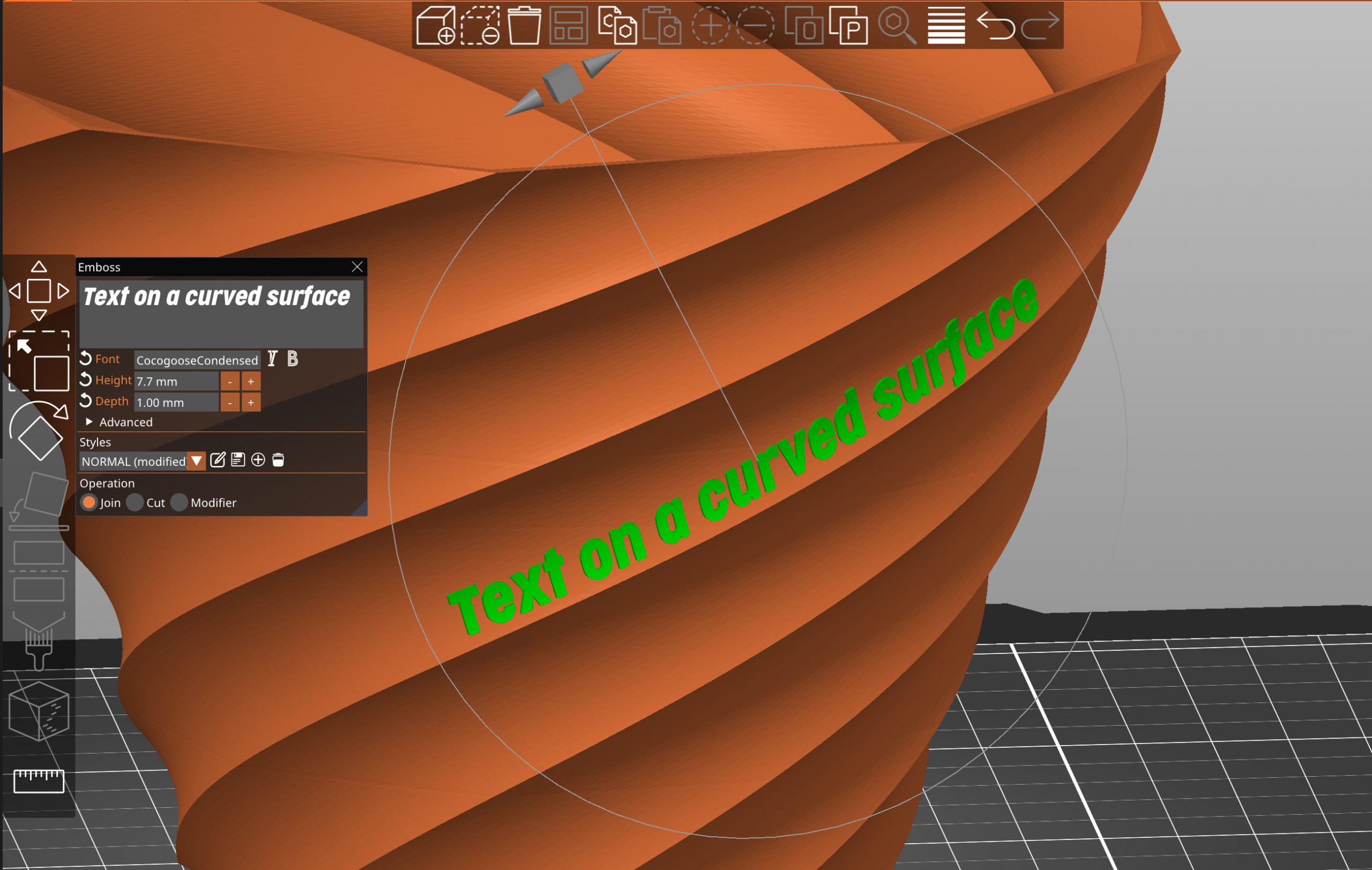 Modèle – 9 Sided Twisted Planter par DubMFG
Modèle – 9 Sided Twisted Planter par DubMFG
Les textes peuvent être embossés, en creux ou même utilisés comme modificateurs. Cependant, ce qui change vraiment la donne est la possibilité de faire en sorte que le texte suive les surfaces courbes en un seul clic ! Pour modifier la position du texte, vous pouvez simplement le faire glisser sur la surface de l’objet. L’éditeur de texte importe automatiquement la bibliothèque de polices installée sur votre appareil (toutes les polices TrueType devraient fonctionner).
Même après la fermeture de l’outil Texte, le texte reste entièrement modifiable. Il en va de même pour la réouverture des fichiers de projet 3MF. Vous pouvez également créer et enregistrer des styles de texte pour les réutiliser dans de futurs projets.
Outil de coupe amélioré
L’outil de Coupe Plan est disponible dans PrusaSlicer depuis longtemps. Il est pratique pour prétraiter d’énormes modèles qui ne correspondent pas au volume de construction ou qui sont trop compliqués à imprimer en une seule pièce. Avec cette version, nous étendons ses fonctionnalités.
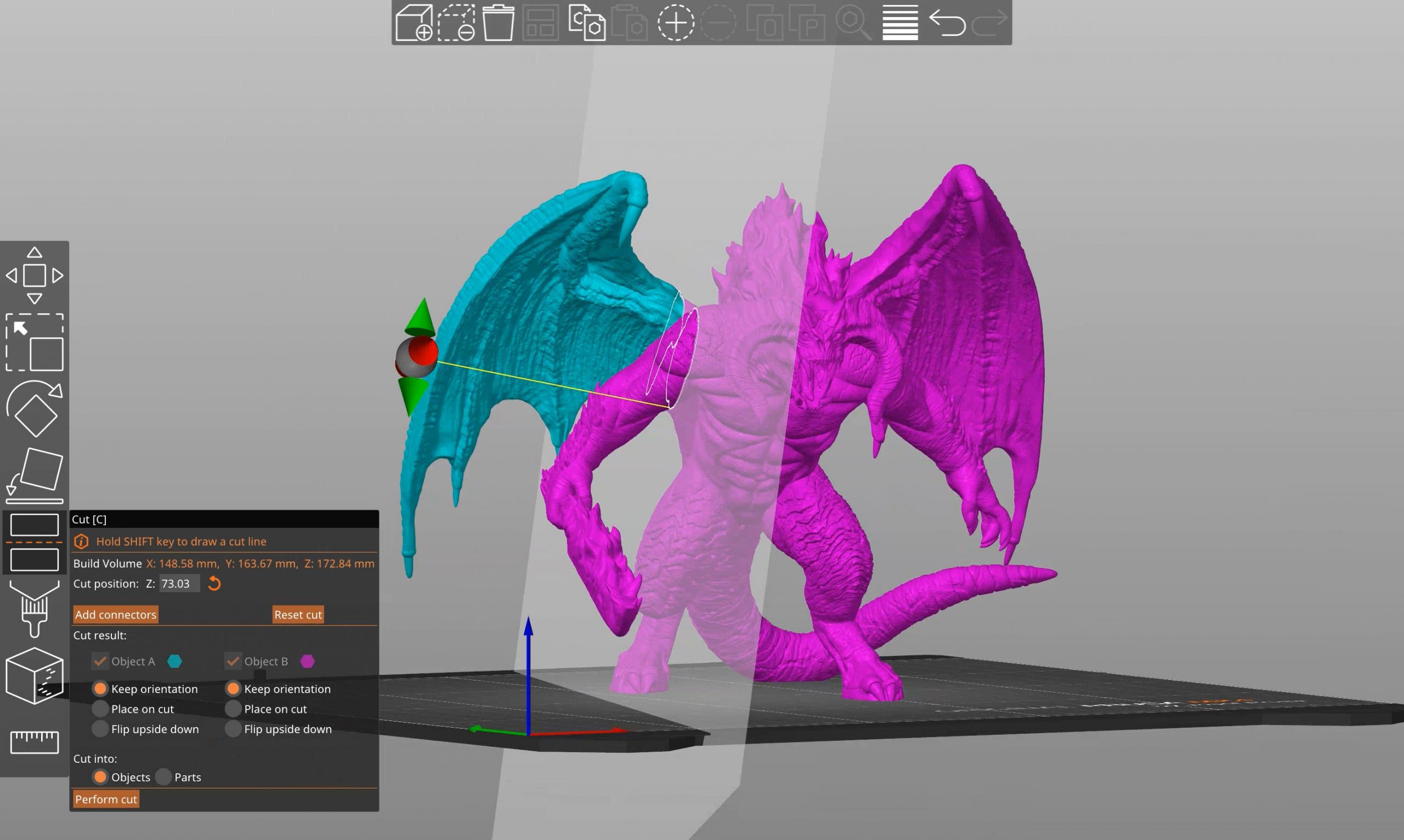 Modèle – Balrog Figure par Fotis Mint
Modèle – Balrog Figure par Fotis Mint
Vous pouvez maintenant couper le modèle à n’importe quel angle. La définition de l’angle de coupe précis peut être effectuée à la fois par un gizmo 3D ou simplement en dessinant un plan de coupe en faisant glisser le bouton gauche de la souris tout en maintenant la touche Maj enfoncée. Si le plan de coupe coupe le modèle dans plusieurs régions différentes, vous pouvez sélectionner les parties à couper et celles à garder connectées en cliquant dessus avec le bouton droit de la souris.
Vous pouvez sélectionner si la pièce coupée doit être placée sur le plateau avec la surface plane nouvellement créée. Vous pouvez également choisir de conserver l’alignement des pièces, par exemple pour une impression avec une imprimante multi-outils.
Ajout de connecteurs et de goujons
Nous comprenons à quel point il est important d’assembler les pièces finales en mettant l’accent sur la précision et la simplicité. C’est pourquoi nous avons ajouté une option pour définir différents types de connecteurs. Vous pouvez contrôler la profondeur, la taille et les tolérances de chaque connecteur et du trou négatif.
Outil de mesure
L’outil de mesure est une autre fonctionnalité demandée depuis longtemps par notre communauté. Vous pouvez désormais facilement mesurer les distances entre les sommets, les arêtes et les plans. Cependant, l’outil dispose également d’un algorithme de détection de géométrie intelligent qui reconnaît les cercles et leurs diamètres, même sur des modèles assez low-poly.
Si vous sélectionnez deux arêtes, deux plans, ou une arête et un plan, qui ne sont pas parallèles, vous pouvez mesurer l’angle entre eux. Vous pouvez également mesurer la distance entre les centres de deux trous.
Outre la mesure des dimensions et des angles, l’outil vous offre également une option pratique pour mettre à l’échelle uniformément les objets à la taille souhaitée, sans avoir à effectuer de calculs à côté.
Vitesse dynamique du surplomb (et vitesse dynamique du ventilateur sur les surplombs)
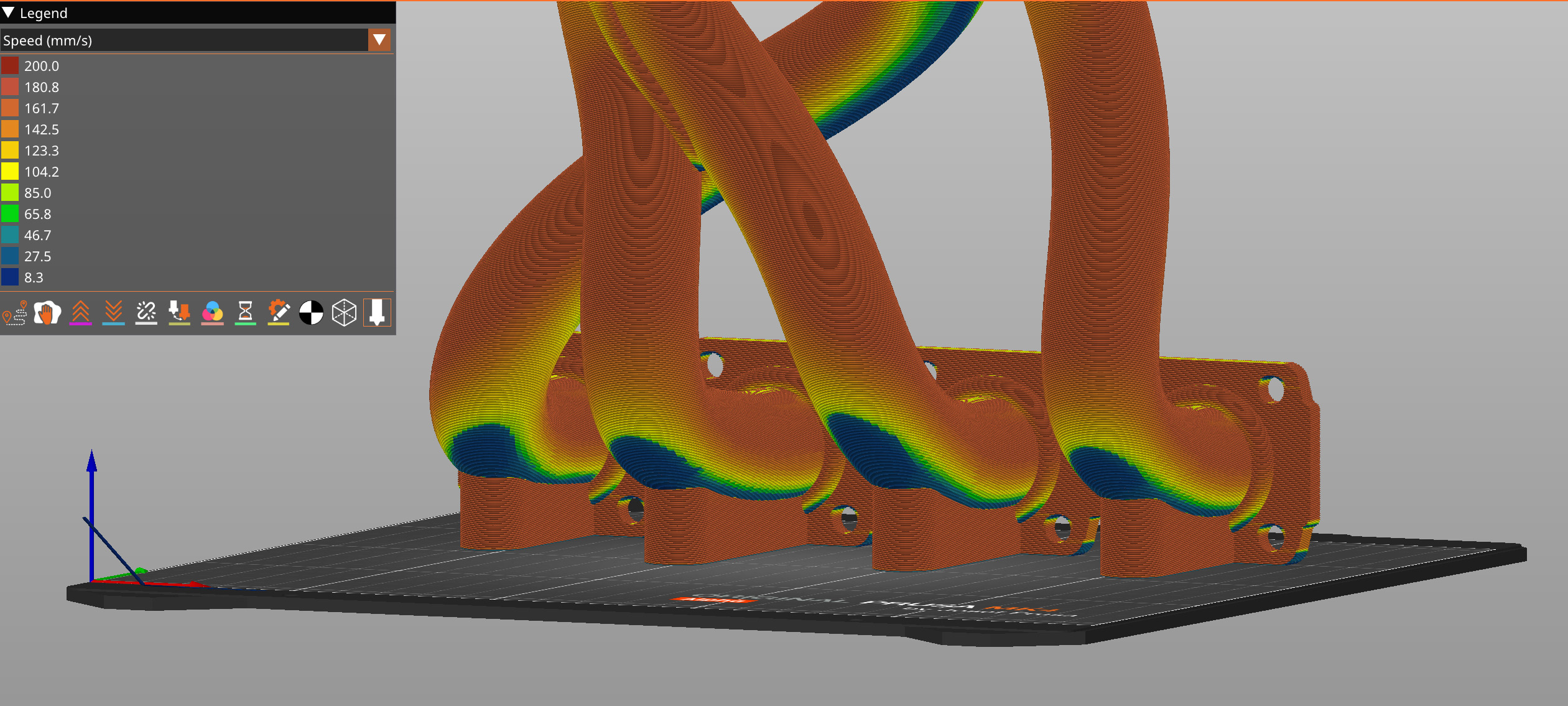
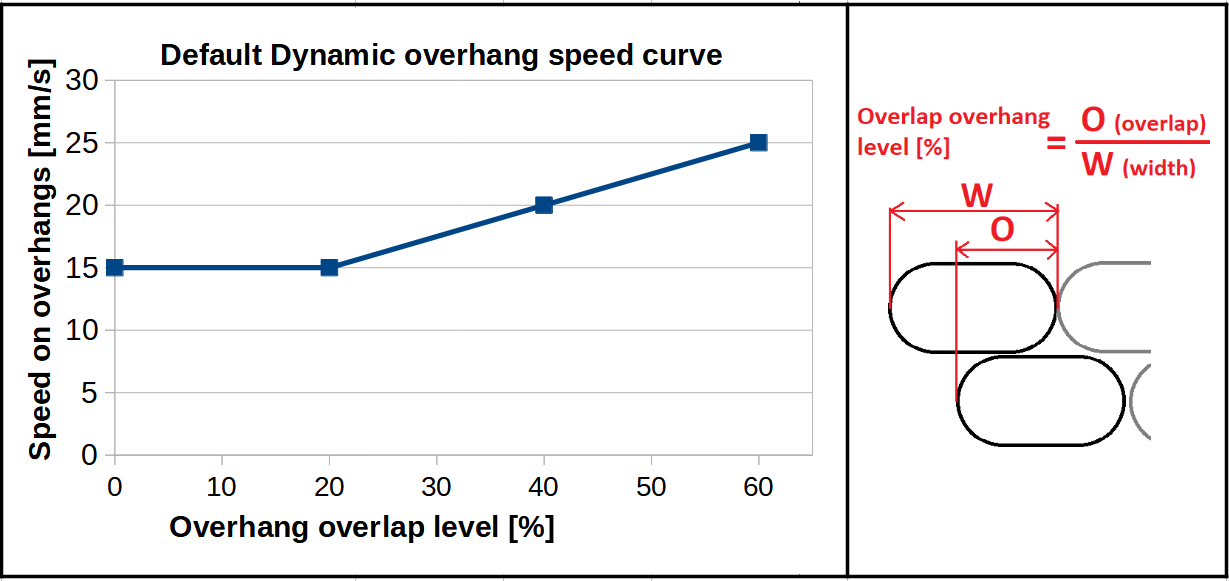
Il s’agit d’une fonctionnalité que nous avons trouvée lors des tests de notre firmware Input Shaper pour la MK4. Comme son nom l’indique, elle vous permet de ralentir la vitesse d’impression lors de l’impression de surplombs, ce qui permet un meilleur refroidissement en cas de besoin. L’algorithme calcule le chevauchement de l’extrusion avec la couche précédente et applique la vitesse calculée à partir de la fonction de ralentissement du surplomb.
Les utilisateurs peuvent contrôler la forme de la fonction de ralentissement du surplomb via quatre points d’entrée – chaque point a une valeur de chevauchement d’extrusion exprimée en pourcentage de la largeur totale et la vitesse souhaitée sur ce chevauchement. Les vitesses entre les points de contrôle sont calculées par interpolation linéaire.
De même, les utilisateurs peuvent créer des courbes de vitesse de ventilateur personnalisées, de sorte que les surplombs extrêmes bénéficient d’un refroidissement accru. Bien sûr, avec certains polymères, un refroidissement trop important aura un impact négatif sur les propriétés mécaniques.
Extension du remplissage épars
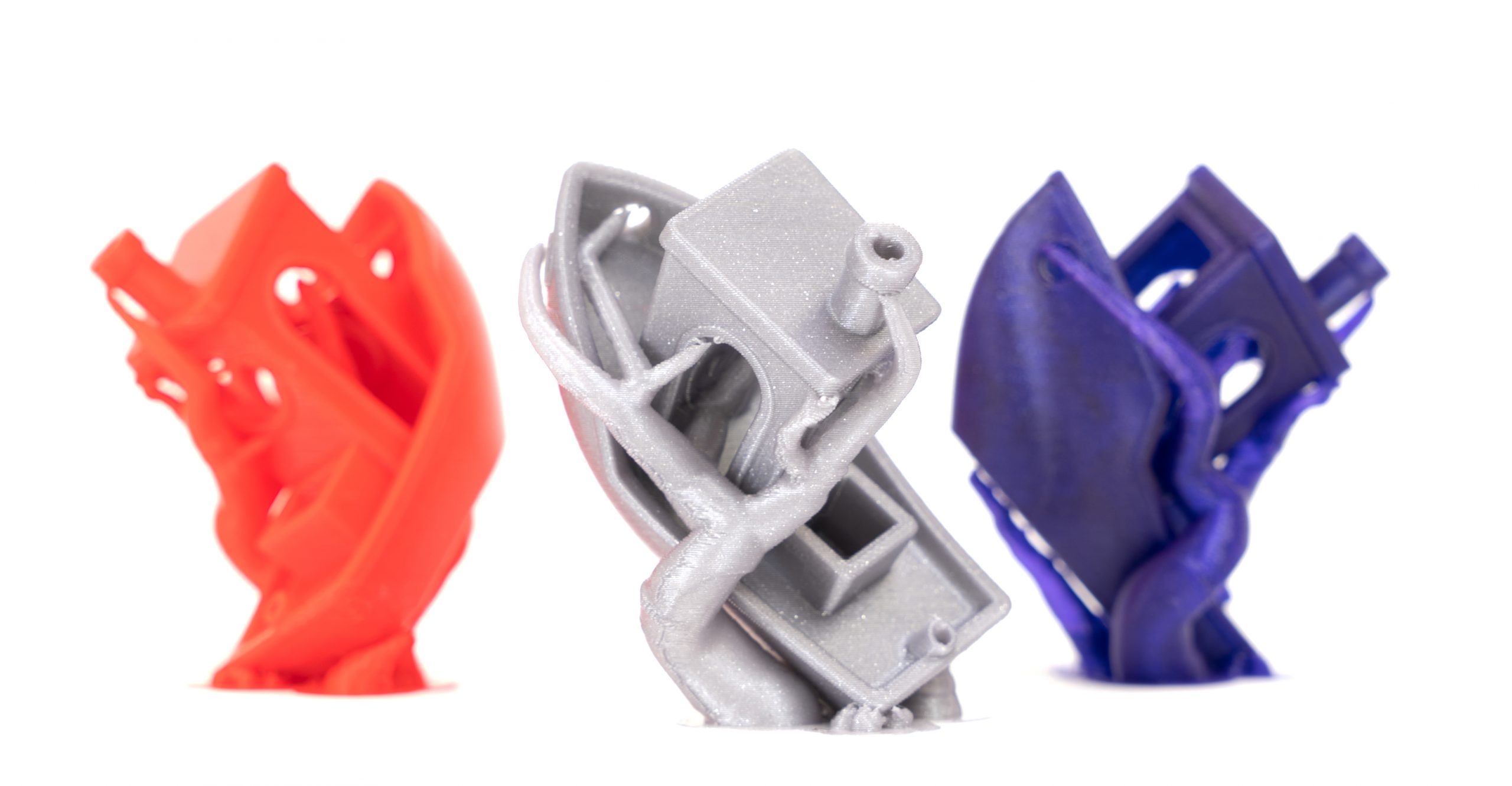
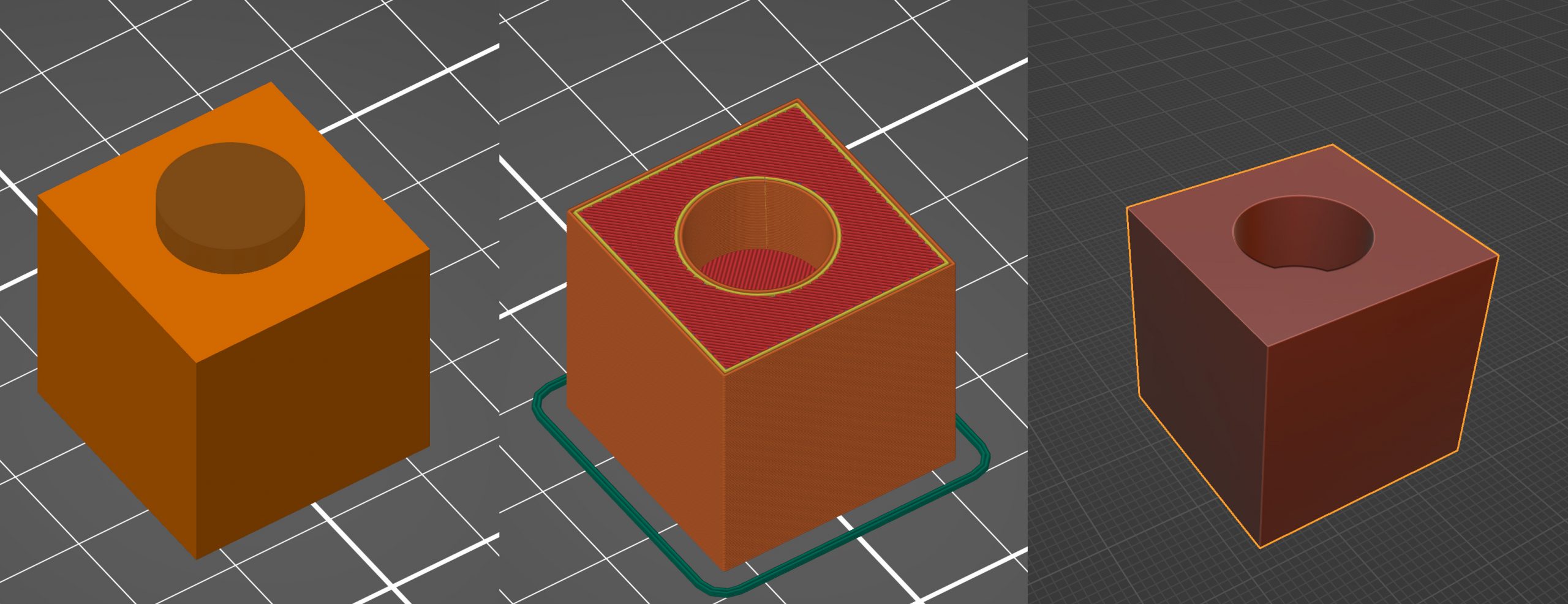
Un problème de longue date était lié au remplissage solide de pontage imprimé sur un remplissage épars. La forme de ces îlots de remplissage n’était déterminée que par ce qui se trouvait au-dessus, et les lignes de remplissage étaient souvent insuffisamment soutenues, ce qui entraînait des extrusions en l’air et éventuellement des échecs d’impression. PrusaSlicer étend maintenant les lignes du remplissage du pont afin que leurs extrémités soient soutenues par le remplissage épars sur la couche en dessous. Le remplissage du pont utilise désormais toujours des « ponts épais ». Le nouvel algorithme fonctionne pour tous les types de remplissage. L’image de comparaison ci-dessous montre exactement le même modèle (un cube avec un trou contre-alésé sur la face supérieure).
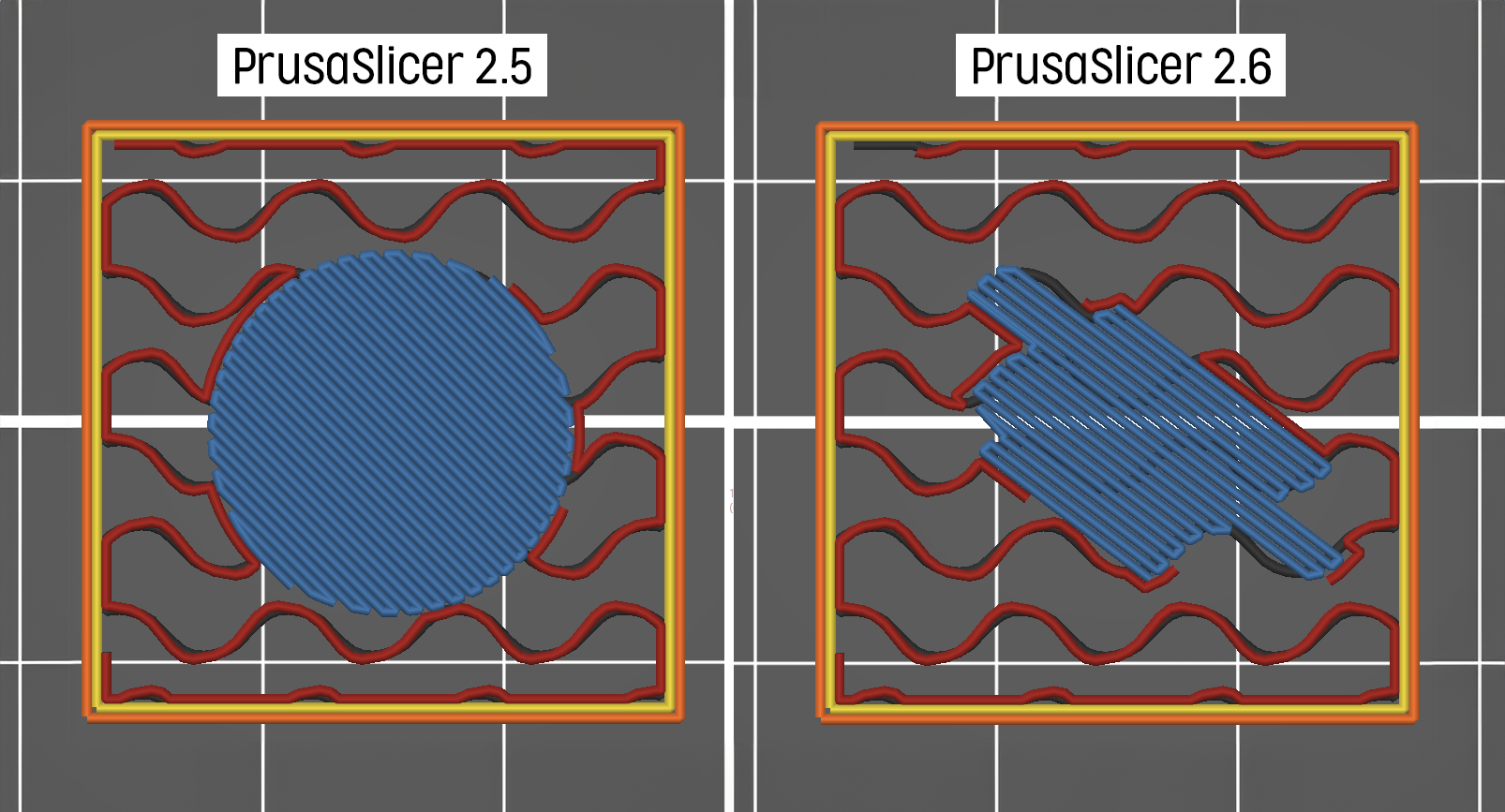
Ce changement a permis d’utiliser moins de couches solides supérieures, car même la première couche supérieure est maintenant beaucoup plus fiable, et il permet également de diminuer l’expansion des couches de pontage. Cela permet d’économiser beaucoup de temps d’impression et de consommation de matériau.
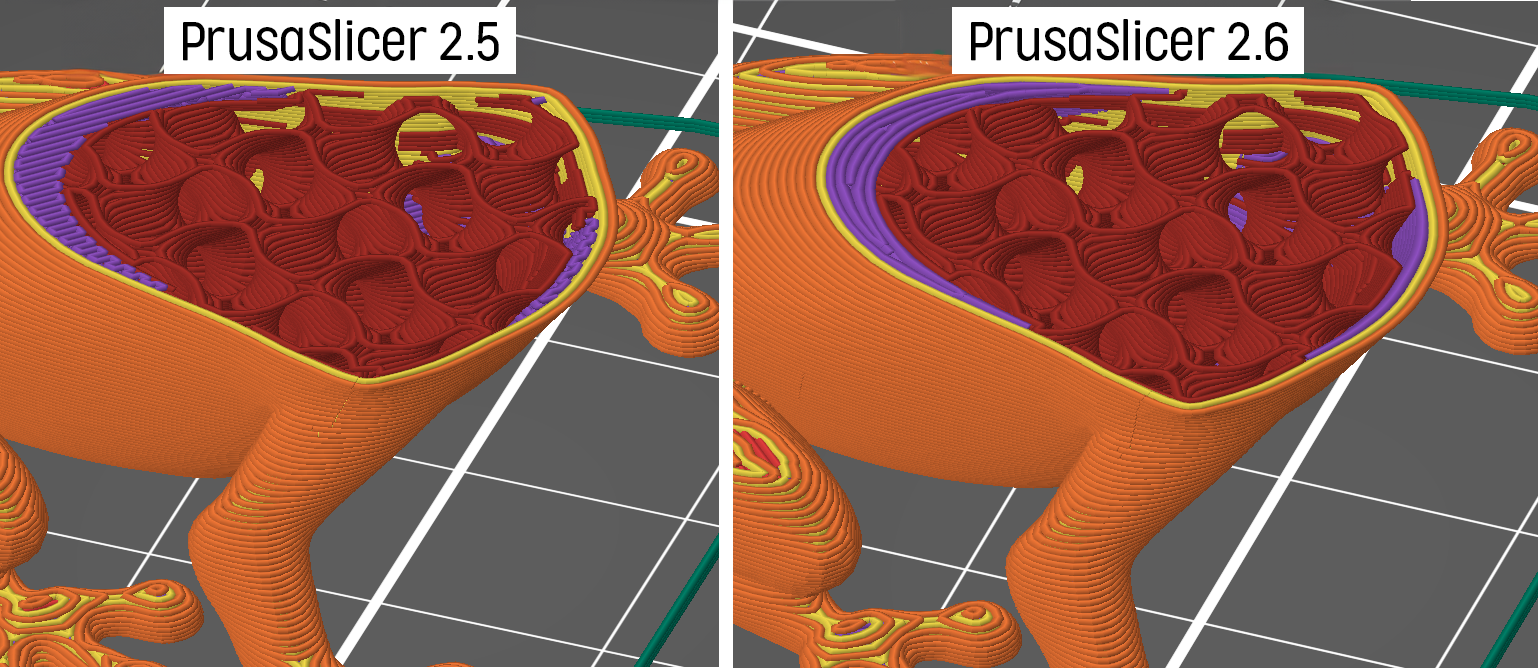
Ancrage automatique du remplissage de pontage
PrusaSlicer détecte désormais les zones où les ponts internes nécessitent un ancrage aux périmètres et l’améliore en ajoutant une ligne supplémentaire touchant les périmètres dans la couche précédente. Cet ajout fournit un support et améliore la stabilité structurelle des ponts.
Nous avons également amélioré la gestion des ponts internes lors de l’utilisation du remplissage Lightning. Elle étend le remplissage Lightning autour des surfaces pontées, assurant un ancrage amélioré pour un plus grand nombre de ponts.
Amélioration du maintien de l’épaisseur de paroi verticale
Le problème et son historique sont les suivants : lors de l’impression de surfaces inclinées, la paroi résultante s’amincit (pour des raisons géométriques évidentes). Dans le cas où la pente est très raide, cet effet peut même produire des trous dans ces parois. Slic3r dans sa version originale appliquait un remplissage rectiligne pour combler ces trous, PrusaSlicer a ajouté une logique supplémentaire pour garantir l’épaisseur de la paroi verticale, qui essayait de garantir que la paroi ne serait pas plus fine qu’une paroi verticale.
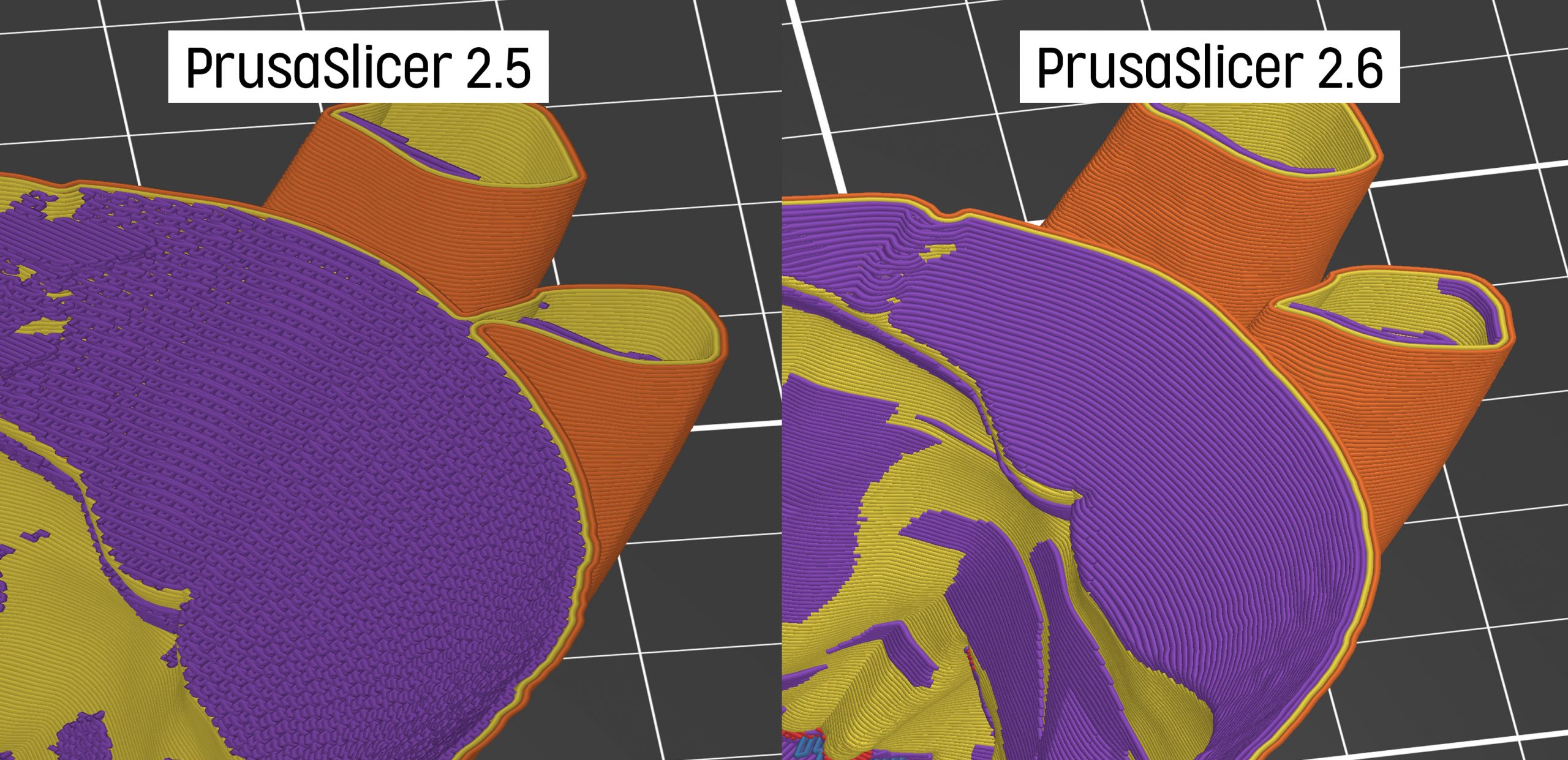
À partir de cette version, PrusaSlicer détecte automatiquement les régions où les lignes rectilignes sont très courtes (ce qui provoque des vibrations et des artefacts de surface près des surplombs) et remplit les zones avec un remplissage concentrique à la place. Le calcul des surfaces est également retravaillé, de sorte que le matériau n’est ajouté que là où il est vraiment nécessaire. Le nouvel algorithme implémenté dans PrusaSlicer 2.6 est nettement meilleur que l’un ou l’autre des deux anciens algorithmes, nous avons donc complètement supprimé le bouton « Assurer l’épaisseur verticale de la paroi ». Les modèles avec des surfaces inclinées découpés à l’aide du nouvel algorithme de PrusaSlicer 2.6 obtiennent souvent des temps d’impression 10 à 15 % plus courts sans aucun compromis sur la qualité d’impression.
Éviter de traverser des surplombs recourbés
Le filament extrudé près des surplombs abrupts a tendance à se recourber. Si la buse se déplace sur ces zones à grande vitesse et touche l’impression (si le soulèvement est supérieur au levage de l’axe z), cela peut entraîner des sauts de pas ou la rupture d’une partie de l’impression.
La nouvelle fonction Éviter de traverser les surplombs recourbés utilise notre algorithme d’estimation de la qualité de l’extrusion, qui tient compte principalement de sa courbure et des chevauchements avec la couche précédente. À partir de ces données, nous déduisons le soulèvement possible du filament (ainsi que le besoin de supports et le ralentissement dynamique de surplomb). Il planifie alors les déplacements de manière qu’il évite les régions avec une forte probabilité de filament recourbé.
Export d’un objet STL avec des opérations booléennes
La fonction ‘Exporter en STL/OBJ’ est désormais capable de soustraire les maillages négatifs. Notez que l’algorithme peut échouer sur des géométries non-manifold (par exemple, celles contenant une auto-intersection, etc.). Dans ce cas, l’utilisateur est averti et seuls les volumes positifs sont exportés.
Découpage multi-outils / multi-extrudeurs
Attribution des têtes d’outils à différents éléments
Si vous utilisez une imprimante avec plusieurs têtes d’outils ou extrudeur, vous pouvez désormais sélectionner l’outil à sélectionner pour imprimer :
- Périmètres
- Remplissage
- Remplissage solide
- Supports
- Périmètres externes de la tour de nettoyage
Température de repos
Les utilisateurs peuvent désormais régler la température d’inactivité des outils qui ne sont pas utilisés pendant de longues périodes. Cela empêche à la fois le suintement du filament de la buse et la dégradation du polymère à l’intérieur de la buse.
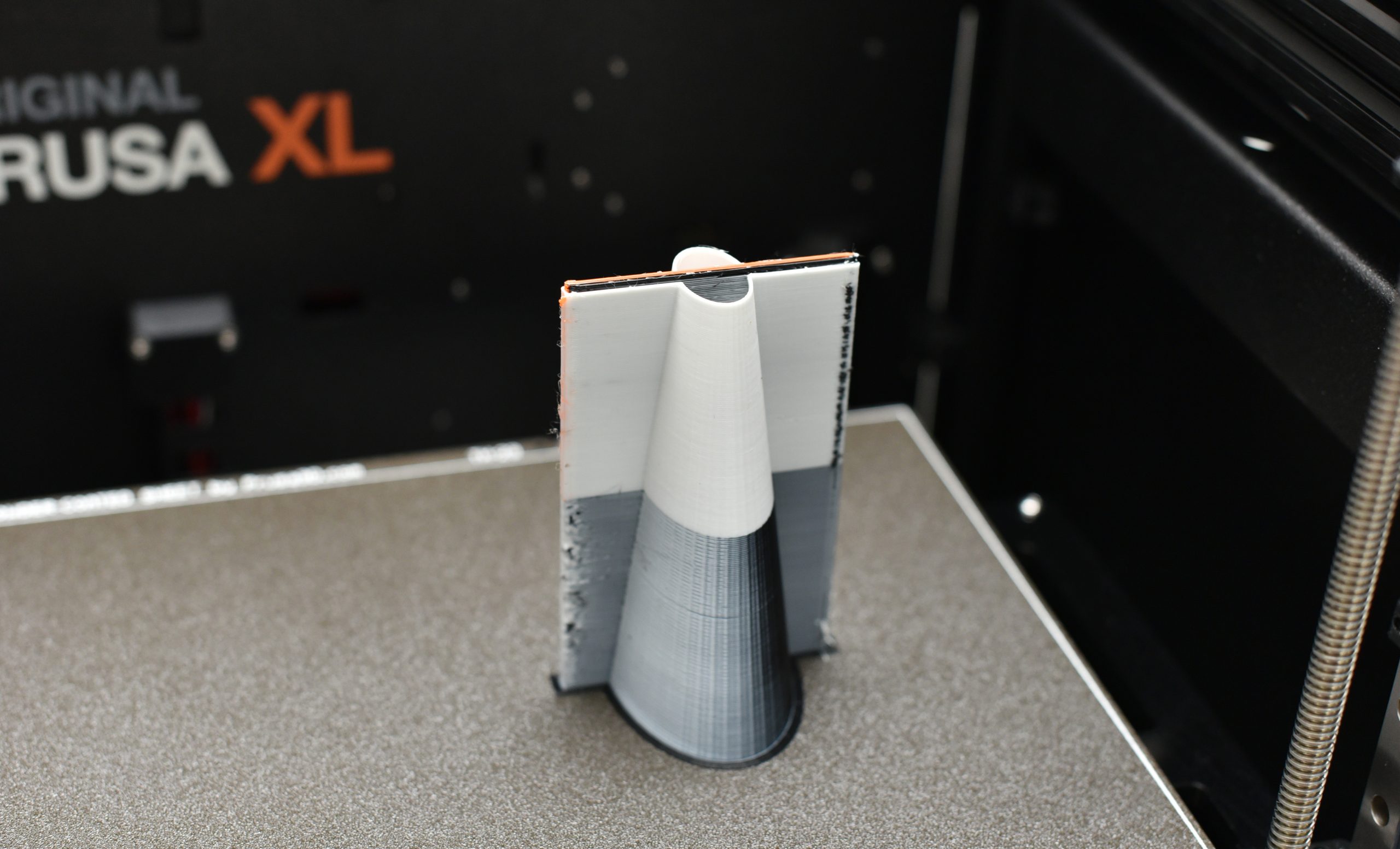
Cône de stabilisation
La tour de nettoyage peut éventuellement être imprimée avec un « cône de stabilisation », qui l’empêche de basculer. Cette fonctionnalité est particulièrement utile lorsque la tour de nettoyage/de purge est très petite, mais peut atteindre de grandes hauteurs, comme sur l’Original Prusa XL.
L’angle au sommet du cône est réglable dans les Réglages d’impression-Extrudeurs multiples-Tour de nettoyage. Définir la valeur sur zéro désactive le cône.
Importation en un clic depuis Printables.com
La nouvelle fonctionnalité de téléchargement permet à l’utilisateur d’accéder facilement aux modèles et de les télécharger directement à partir de Printables.com. En cliquant sur le logo PrusaSlicer sur Printables.com, une nouvelle instance de PrusaSlicer s’ouvrira et le modèle sélectionné sera enregistré dans le dossier de l’utilisateur. Les utilisateurs peuvent s’enregistrer sur à l’outil Téléchargeur et sélectionner le dossier cible via l’assistant de configuration ou le menu Préférences.
Modèles de profils de filaments
Nous avons ajouté un profil supplémentaire qui définit la plupart des matériaux et marques de filaments couramment utilisés. Il est possible de les utiliser avec n’importe quelle imprimante 3D. Cependant, ces modèles universels, créés et ajustés pour les imprimantes Original Prusa, peuvent ne pas offrir des performances optimales par rapport aux profils spécifiquement réglés pour votre modèle d’imprimante.
En général, nous ne recommandons pas d’imprimer directement avec ces profils. Ils constituent un excellent point de départ si vous êtes en train de créer des profils de filament pour votre modèle d’imprimante (s’il n’y a pas déjà un intégré à PrusaSlicer).
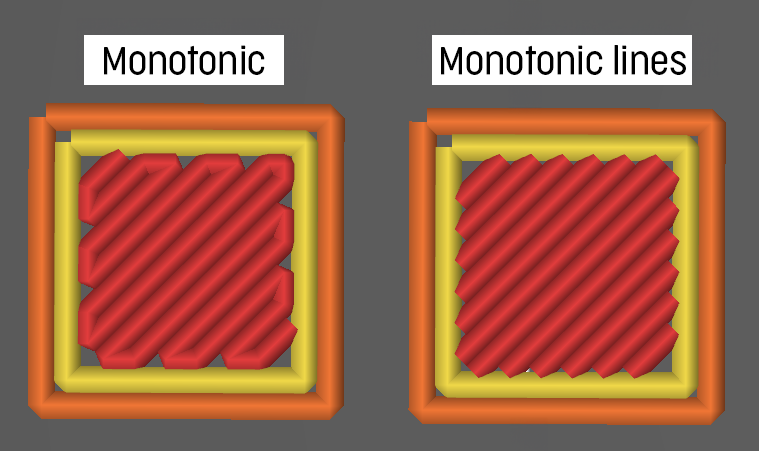
Remplissage de lignes monotones
Le nouveau remplissage avec lignes monotones est très similaire à au Monotone, sauf que les lignes adjacentes ne sont pas connectées. Cela permet un chevauchement périmètre/remplissage plus petit et se traduit par un meilleur remplissage de la couche supérieure/inférieure, moins de surextrusion et une meilleure précision dimensionnelle.
Nouveaux supports expérimentaux pour SLA
Pour rejoindre la fièvre des supports organiques, les algorithmes SLA de PrusaSlicer contiennent désormais une nouvelle stratégie expérimentale de génération de support qui construit des supports arborescents similaires à ceux introduits en mode FDM. Conséquence de notre temps passé sur les supports de type arbre en général, cette stratégie s’inspire de l’article « Supports intelligents : génération efficace de structures de support pour la fabrication numérique« . La nouvelle stratégie est appelée « supports de branchement » pour se différencier de la stratégie précédente qui est toujours la stratégie par défaut. Le plus grand avantage de ces nouveaux supports est leur capacité à économiser du matériau d’impression. Leur capacité à éviter le corps du modèle est également bien améliorée par rapport à la stratégie de support par défaut.
Ajout de nouveaux profils d’imprimante
Les fichiers d’index de profil de fournisseur (.idx) sont désormais téléchargés sous la forme d’un fichier zip. Cela permet plusieurs changements – de nouvelles imprimantes et de nouveaux fournisseurs peuvent être publiés sans publier une nouvelle version de PrusaSlicer. Des ressources telles que les vignettes d’impression ou les modèles de plateau d’imprimante peuvent également être mises à jour sans publier une nouvelle version de PrusaSlicer.
Autres nouvelles fonctionnalités
- Les vignettes de G-Code peuvent désormais être exportées aux formats JPG et QOI
- L’évidement SLA est maintenant jusqu’à 10 fois plus rapide
- L’estimation du temps pour le SLA est désormais plus précise pour l’Original Prusa SL1S Speed
- Nouveaux profils d’imprimantes tierces nouveaux et mises à jour
- Les fonctions « Agancer » et « Remplir le plateau avec des instances » prennent désormais en compte la jupe et la bordure
- Prise en charge plus intuitive du firmware Klipper
- L’ouverture de fichiers 3MF donne désormais la possibilité d’importer uniquement la géométrie
- Nouveau type d’hôte « PrusaConnect » avec URL pré-remplie
- Il est désormais possible de définir l’accélération séparément pour les périmètres externes, le remplissage solide et le remplissage solide supérieur
- « Définir le nombre d’instances » fonctionne désormais lorsque plusieurs objets sont sélectionnés
La documentation de PrusaSlicer est continuellement mise à jour pour refléter les modifications apportées à cette version.
Si vous souhaitez lire la liste complète des modifications, consultez le journal des modifications de chaque version sur notre GitHub. Nous avons une variété de fonctionnalités en développement, qui n’étaient pas prêtes à temps pour cette version. Nous les introduirons probablement dans une version 2.6.1 plus petite. Comme toujours, si vous avez des questions ou des suggestions d’améliorations, n’hésitez pas à nous en faire part. Bonne impression !
Bonjour,
Bravo et merci à toute l’équipe pour toutes ces nouvelles fonctionnalités. C’est vraiment impressionnant.
Clément
Bonjour,
Que de changements qui vont améliorer nos impressions et nous faciliter la vie…
Il va juste falloir apprendre et apprendre encore…
Mais n’est ce pas une qualité chez l’homme que de vouloir se surpasser.
Bravo à l’équipe de développeurs
Marc