





Mise à jour du 18 décembre 2023 : Nous mettons à jour l’article avec les informations sur deux nouvelles versions mineures v5.1.2 du firmware (notes de version complètes) et PrusaSlicer 2.7.1 (notes de version complètes). Veuillez toujours vous assurer de télécharger la dernière version de notre logiciel.
Article original :
Outre les promotions en cours du Black Friday et du Cyber Monday, nous avons bien d’autres nouvelles pour vous. Nous avons une mise à jour majeure du firmware pour les MK4, MK3.9, XL et MINI, il y a une nouvelle version stable de PrusaSlicer, nous avons des nouvelles concernant la MK3.5 (le moyen le plus simple d’avoir l’Input Shaper sur votre MK3) et plus encore. Jetons un coup d’œil à un bref résumé pour nous assurer que vous ne manquez rien d’important !
Et avant de faire cela, juste une petite mention d’une chose : si vous aimez ce que nous faisons (MK4, XL, PrusaSlicer, Prusament et plus), nous serions plus qu’heureux si vous décidiez de nous soutenir avec votre vote dans les 3D Printing Industry Awards (Prix de l’industrie de l’impression 3D). Cela ne prend qu’une minute pour remplir les réponses et nous apprécierons vraiment ! 🙂

Le firmware 5.1.0 est là – Input Shaper pour les XL et MINI, annulation d’objet et bien plus encore !
Le mois dernier, nous vous avons donné un aperçu détaillé du firmware alpha 5.1.0 avec plusieurs améliorations majeures.
Le firmware 5.1.0 est maintenant disponible en tant que version stable pour les imprimantes 3D MK4, MK3.9, XL et MINI et vous pouvez le télécharger ici. Veuillez noter que dans le cas de la MINI/MINI+, vous devez mettre à jour vers le firmware 4.4.1 d’abord si vous ne l’avez pas encore. Ensuite, vous pouvez flasher le 5.1.0 et transformer votre bête de somme en cheval de course. 🙂
Le plus grand point fort de la nouvelle version est l’Input Shaper et la Pressure Advance pour les imprimantes 3D XL et MINI/MINI+. Vous pouvez désormais profiter d’une impression 3D ultra-rapide aussi bien sur l’imprimante grand format que sur notre bête de somme compacte qui est toujours aussi performante même des années après sa sortie – elle est tout simplement si populaire et si performante que nous ne pouvions pas la laisser de côté ! Et au passage, vous pouvez obtenir la MINI+ dans un lot spécial avec 5 filaments lors des promotions du Black Friday et du Cyber Monday.

Veuillez garder à l’esprit que le G-code de votre imprimante doit être découpé avec les derniers profils d’impression compatibles IS dans PrusaSlicer. Les G-code plus anciens sont compatibles, mais l’Input Shaper sera désactivé lors de leur impression. Nous vous recommandons fortement de vous mettre à jour vers la dernière version stable de PrusaSlicer2.7.0 qui a été publiée hier – nous entrerons dans les détails dans une seconde.
Améliorations majeures du code réseau et impression instantanée
Nous avons passé beaucoup de temps à améliorer diverses parties du code réseau pour vous offrir des options d’impression via le réseau plus simples, plus pratiques et plus rapides. Une fois que vous transférez un G-code dans Prusa Connect, notre système de gestion d’impression à distance, vous pourrez démarrer le processus d’impression en quelques secondes sans avoir besoin d’attendre que l’intégralité du fichier soit transférée sur la clé USB. Vous pouvez commencer à imprimer à peu près immédiatement.

Pour y parvenir, nous avons dû implémenter quatre choses.
Tout d’abord, nous avons imaginé un système de streaming de G-code. Vous n’êtes pas obligé de télécharger l’intégralité du fichier en une seule fois. Au lieu de cela, lorsque vous téléchargez un fichier G-code dans Prusa Connect et lancez une impression à distance, le système commence à envoyer (diffuser) le G-code sur l’imprimante petit à petit. Une fois l’en-tête et quelques lignes de données supplémentaires reçues par l’imprimante, l’impression commence. Même avec des fichiers volumineux, cela ne prend pas plus de quelques secondes. Petit à petit, l’intégralité du fichier est envoyée sur la clé USB de l’imprimante et est stockée là-bas pour les futurs travaux d’impression.
Ensuite, nous nous sommes concentrés sur le format du G-code lui-même. Un format de fichier G-code est une chose assez simple. Vous pouvez l’ouvrir dans le Bloc-notes et voir la liste complète de chaque instruction. Ils sont faciles à lire et à modifier. Mais cela signifie aussi que le format est très peu efficace en taille. Nous avons commencé à étudier cette situation et nous avons proposé un nouveau format .bgcode open source, peu encombrant (taille réduite jusqu’à 70 %), conçu pour les plateformes embarquées. Nous y reviendrons dans un chapitre dédié car il s’agit d’un changement majeur.
La troisième chose que nous avons faite : nous avons remplacé les vignettes PNG dans le fichier G-code par un format d’image QOI beaucoup plus performant, économisant encore une fois une quantité substantielle d’espace. Le seul inconvénient est qu’il n’y avait aucun moyen d’assurer la compatibilité ascendante – c’est pourquoi les vignettes ne fonctionneront correctement qu’avec le firmware 5.1.0 et PrusaSlicer 2.7.0 (et les versions plus récentes). Nous pensons que c’est un petit prix à payer compte tenu des avantages que cela apporte. De plus, le format de fichier .bgcode ne peut être lu que par les imprimantes 3D exécutant le firmware 5.1.0 et plus récent.
Enfin, nous avons mis en œuvre un certain nombre de mécanismes de sécurité pour garantir que les transferts réseau sont sûrs et fiables. En cas de panne réseau fatale, l’impression est suspendue une fois qu’elle détecte que le G-code n’est plus diffusé. Lorsque la connexion n’est pas sur le point d’être rétablie de sitôt, vous pouvez reprendre manuellement l’impression. Prenez la clé USB de l’imprimante, branchez-la sur votre PC et remplacez le fichier .gcode partiellement téléchargé (affiché sous forme de dossier) par le fichier .gcode complet habituel. Lorsque vous rebrancherez la clé USB à l’imprimante, le système reconnaîtra le fichier et trouvera exactement la partie du code où l’impression s’est arrêtée et le travail d’impression reprendra.
Une petite cerise sur le gâteau est le fait que vous pouvez désormais flasher le firmware de vos imprimantes à distance via Prusa Connect (en d’autres termes – les Mises à jour du firmware OTA sont désormais possibles).
Proposition d’un nouveau format de G-code binaire
Trouver un nouveau format de fichier est toujours un défi. Les gens sont généralement habitués à travailler avec un type de fichier spécifique et l’introduction de quelque chose de nouveau peut être considérée comme indésirable ou redondante.
C’est pourquoi nous avons passé beaucoup de temps à réfléchir à différentes options et planifié soigneusement nos étapes. Finalement, nous avons abouti à un format de fichier .bcode entièrement ouvert (l’intégralité de la spécification peut être trouvée ici). Il est open-source, optimisé pour les plates-formes embarquées, et il peut être facilement reconverti de .bgcode en .gcode (et inversement), vous ne manquerez donc pas l’occasion de modifier le code manuellement. Son utilisation est bien entendu facultative. L’exportation du G-code binaire dans PrusaSlicer peut être activée ou désactivée dans Paramètres d’impression -> Options de sortie -> Exporter sous forme de G-code binaire. Une option pour convertir le G-code ASCII en binaire (ou l’inverse) a été ajouté au menu Fichier.
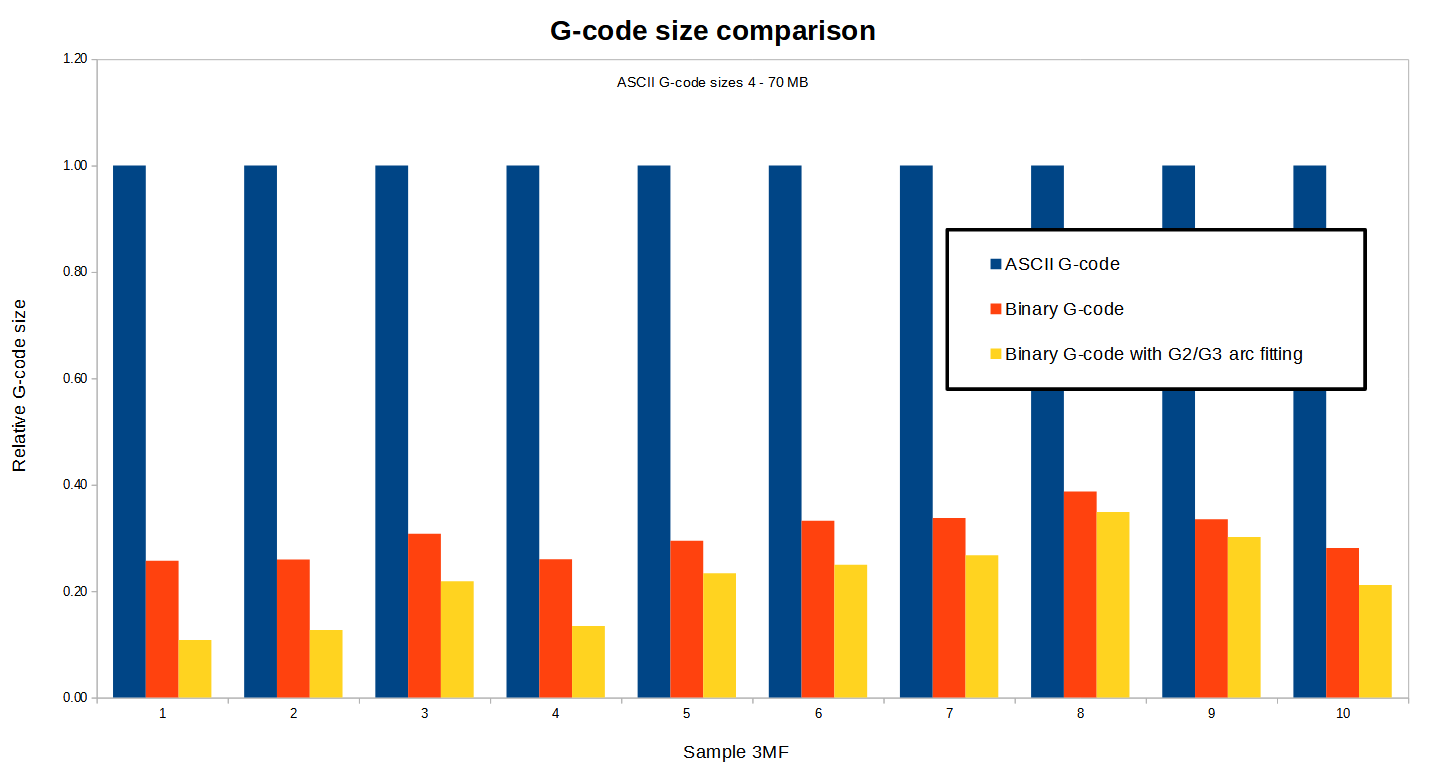
Si vous décidez de l’utiliser, vous obtiendrez des fichiers d’impression incroyablement petits. La différence de taille entre les G-codes ASCII (les « standards ») et les G-codes binaires dépendra du contenu du fichier. Cependant, nos tests montrent que l’utilisation de G-codes binaires réduit la taille du fichier de 70 % en moyenne. De plus, nous introduisons également de nouvelles techniques d’optimisation dans PrusaSlicer 2.7.0 telles que le Raccord d’arc.
Lors de l’élaboration du format, nous avons examiné les solutions proposées par les membres de notre communauté, telles que l’encodage MeatPack (en utilisant le fait que le jeu de caractères d’un G-code typique est très limité) ou l’algorithme de compression thermorétractable (conçu pour avoir de très petits besoins en mémoire).
Puisque nous voulons que le format soit entièrement ouvert et facile à implémenter, nous fournissons également une bibliothèque libbgcode qui contient les routines pour convertir le G-code ASCII en binaire et vice versa. Nous pensons que passer à l’open source avec ce nouveau format est la voie à suivre. Vous pouvez en savoir plus sur le format de G-Code binaire, les différents algorithmes de compression et plus de détails techniques dans les notes de version ici.
Nous tenons à remercier Scott Vokes (@objetatomique) pour son travail sur heatshrink et Scott Mudge (@scottmudge) pour développer et maintenir MeatPack.
Annulation d’objet dans le menu de l’imprimante
Parfois, il n’y a pas que ces heureux petits accidents, mais des choses plus graves peuvent se produire – comme lorsque vous imprimez plusieurs modèles différents en même temps et que l’un d’eux n’est pas découpé comme vous le souhaitiez, ou peut-être qu’un objet s’est détaché pendant l’impression. Annuler l’intégralité du travail d’impression est un gaspillage.
C’est pourquoi nous introduisons la fonction d’Annulation d’un objet qui est disponible directement dans le menu de l’imprimante. Lors d’une impression en cours, sélectionnez simplement l’élément de menu Annuler l’objet, puis sélectionnez dans la liste des objets celui qui doit être ignoré. Vous pouvez bien entendu utiliser cette fonction plusieurs fois si nécessaire.
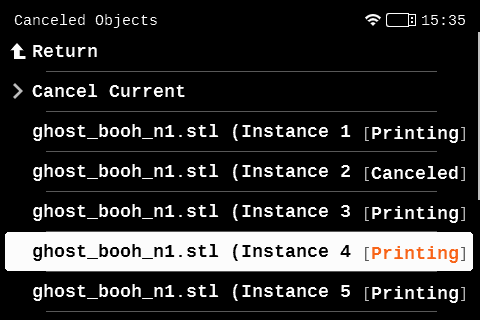
Puisque dans de nombreux cas, les objets sont des instances et que leurs noms peuvent prêter à confusion (par exemple, Instance 1, Instance 2, Instance 3), il pourrait devenir difficile de reconnaître quel nom appartient à quel objet. C’est pourquoi nous avons également ajouté l’action « Annuler l’objet actuel ». Attendez que la buse atteigne l’objet que vous souhaitez ignorer et sélectionnez Annuler object actuel. Le système reconnaîtra automatiquement la partie correcte du G-code et la désactivera. L’utilisation d’Annuler l’objet actuel est la méthode recommandée. Et si vous avez sélectionné un objet incorrect, vous pouvez utiliser les actions du menu pour continuer à l’imprimer.
Ajustements et mises à jour de l’interface utilisateur
Nous améliorons également constamment le design et la fonctionnalité du menu à l’écran. Par exemple, nous avons mis à jour les écrans liés à l’impression pour afficher plus d’informations. L’écran de progression de l’impression présente une nouvelle présentation, l’écran de fin d’impression affiche désormais plus de statistiques : temps d’impression total, consommation de matériau et consommation de matériau de la tour d’amorçage. L’écran d’impression affiche désormais plus d’informations – à côté des informations de progression en pourcentage.
Nous avons également inclus une énorme mise à jour pour tous les propriétaires de XL Multi-Outils qui améliore grandement l’expérience d’impression : un tout nouvel écran de pré-impression. Pour l’expliquer un peu plus : lorsque vous découpez un objet multi-matériaux, le G-code résultant contient des informations sur la manière dont chaque matériaux/extrudeurs sont attribués aux différentes parties de l’objet. Habituellement, vous devez prendre note de cette configuration et vous assurer que les réglages de PrusaSlicer et les matériaux réels chargés dans la XL sont synchronisés. Le nouvel écran vous permet de réassigner les extrudeurs/matériaux sur différents emplacements. Par exemple, vous pouvez changer les extrudeurs un et trois si vous découvrez que les couleurs chargées ne correspondent pas à la disposition du G-code.

Cela rend également, par exemple, le partage des G-codes beaucoup plus facile, car vous n’êtes pas limité par la configuration matérielle « câblée » à l’intérieur du G-code, mais vous pouvez modifier les matériaux attribués sur cet écran. En outre, cela rend très facile la configuration de la très utile fonction Spool Join – cette fonctionnalité vous permet de consommer facilement tout filament restant à partir de bobines à moitié vides.
Prise en charge améliorée d’Octoprint
Cette version du firmware inclut également des améliorations pour les utilisateurs utilisant OctoPrint pour l’impression à distance. Il est important de noter que cette implémentation est toujours en cours, certaines fonctionnalités seront ajoutées (corrigées) dans les prochaines versions.
Pour vous assurer que tout fonctionne correctement, vous devez mettre à jour le profil Octoprint avec les G-codes suivants (dans la section Scripts GCODE) :
- Une fois le travail d’impression annulé : M604
- Après la pause du travail d’impression : M601
- Avant la reprise du travail d’impression : M602
Veuillez garder à l’esprit que la prise en charge d’Octoprint présente actuellement plusieurs limitations :
- La détection de crash et le Power Panic ne sont pas pris en charge
- L’écran d’absorption de chaleur sur la XL ne s’affiche pas et il n’est pas possible de le sauter
- La XL Multi-Outils n’est pas pris en charge pour le moment
- Les G-Codes binaires ne sont pas pris en charge
Vous pouvez en savoir plus sur toutes les nouvelles fonctionnalités, améliorations, correctifs et bien plus encore dans les notes de version complètes ici. Vous pouvez télécharger le firmware ici : https://help.prusa3d.com/downloads
PrusaSlicer 2.7.0 : Plein de nouveautés !
Un ajout créatif passionnant est le nouvel embossage de SVG. SVG signifie Scalable Vector Graphics – c’est un format d’image vectorielle et PrusaSlicer vous permet désormais d’importer facilement ces fichiers, de les embosser et même de les envelopper autour d’objets 3D. Habituellement, vous aurez besoin d’un logiciel de CAO pour y parvenir, mais vous pouvez désormais simplement glisser et déposer un logo SVG, un titre ou même un QRscode et le fusionner avec un modèle 3D existant. Ceci étend considérablement les capacités de PrusaSlicer et nous avons hâte de voir ce que vous pourrez faire avec cet outil !

Pour continuer l’explication de la taille réduite du G-code : nous allons plus loin dans le réduction de la taille du fichier avec les G-code G2 et G3 (mouvements d’arc et de cercle), qui est une fonctionnalité basée sur ArcWelderLib par FormerLurker qui est aussi l’auteur du célèbreplugin OctoPrint ArcWelder – nous tenons à exprimer nos immenses remerciements à FormerLurker pour tous les efforts investis dans le projet et pour l’avoir rendu open-source !
La fonction est activée par défaut, mais si vous souhaitez jouer avec, la fonction Raccord d’arcpeut être trouvée dans Réglages d’impression -> Avancé -> Découpage -> Raccord d’arc. La réduction de la taille du G-code dépendra fortement du contenu du G-code, mais cela peut, en général, économiser des dizaines de pour cent d’espace.
Ainsi, lorsque nous combinons l’encodage binaire du G-code avec le Raccord d’arc (décrit ci-dessus), la taille du fichier est considérablement réduite. Vous pouvez consulter le tableau suivant pour un meilleur aperçu.
Mais il y a bien plus encore dans la dernière version stable ! Par exemple :
- Éditeur de G-code personnalisé
- Fonctionnalité d’annulation d’objet implémentée (voir le chapitre ci-dessus)
- Interface utilisateur améliorée
- Génération des informations d’identification Wi-Fi pour votre imprimante 3D MK4 / MK3.9 / XL / MINI pour une connexion réseau plus facile
- L’hôte d’impression PrusaConnect est désormais disponible pour l’imprimante Original Prusa MINI.
- …et plus
Téléchargez PrusaSlicer 2.7.0 sur notre site Internet. Voir le journal des modifications de des 2.7.0-alpha1, 2.7.0-bêta1, 2.7.0-rc1 et 2.7.0-rc2 pour en apprendre plus!
L’Original Prusa MK3.5 arrive bientôt !
En plus de terminer le travail sur le firmware Input Shaper pour les XL et MINI, nous avons repris le développement de la mise à niveau MK3.5. Actuellement, le projet est dans la phase finale de tests internes et tout semble très prometteur. Nous prévoyons de réactiver les commandes de mise à niveau sur notre boutique en ligne en janvier 2024, les premières unités devant être expédiées simultanément.
Le kit MK3.5 vous permet de mettre à niveau votre MK3S/+ avec de nombreuses fonctionnalités nouvelles et utiles pour un prix très raisonnable – vous obtiendrez une électronique 32 bits avec un nouvel écran LCD, ainsi qu’une connectivité Wi-Fi et LAN avec prise en charge de la gestion d’impression à distance via Prusa Connect. Enfin, la vitesse d’impression sera nettement plus rapide grâce à la prise en charge de l’Input Shaper et de la Pressure Advance.
Solution pour les cheveux d’ange sur la XL
PrusaSlicer2.7.0 apporte une nouvelle fonctionnalité appelée levage de l’axe Z en rampe (Z-hop ramping) conçue pour lutter contre les cheveux d’ange sur toutes nos imprimantes 3D – cela s’applique principalement à l’Original Prusa XL, qui est une imprimante grand format avec de longues distances de déplacement et une buse de 0,6 mm. Le XL utilise à peu près le même extrudeur que le MK5, mais les distances qu’il parcourt peuvent poser problème. Nous avons apporté le changement suivant : une fois que l’extrudeur est sur le point de se déplacer vers une partie éloignée de l’impression (ou, par exemple, vers la tour d’amorçage), elle n’effectue pas le mouvement vertical habituel suivi d’un mouvement horizontal. Cette fonctionnalité est activée par défaut une fois le mouvement de déplacement en rampe utilisé et nous considérons qu’il s’agit de la première itération publique – nous continuerons à étudier ce sujet. Plus d’informations sur cette fonctionnalité se trouvent dans les notes de version ici.
La fonctionnalité peut être activée dans Réglages de l’imprimante->Extrudeur pour chaque extrudeur que vous utilisez dans la nouvelle section Levée de déplacement. Vous pouvez remplacer le réglage de chaque filament dans la section Remplacements de filament. Le déplacement en rampe est paramétré par un angle et une levée en rampe maximale :

Il faut cependant souligner une chose extrêmement importante : tout type de cheveux d’ange peut être facilement réparé par une action très simple – en séchant le filament que vous utilisez. Nous avons effectué des tests internes intensifs pendant plusieurs semaines et avons constaté qu’avec un filament correctement séché, il n’y a pratiquement aucun suintement/fuite de la buse même après de longues périodes de temps et donc aucun cheveux d’ange. Nous avons gardé la buse chauffée à 220 °C et nous l’avons laissée là avec le filament chargé. Rien ne coule de la buse, même après plusieurs minutes. En fait, même la grande buse de 0,6 mm avec un filament correctement séché peut être si résistante au suintement que vous pouvez, en théorie, imprimer une impression multi-matériaux sur la XL complètement sans aucune sorte de tour d’amorçage ou d’essuyage !
Donc, si vous rencontrez des ficelles visibles sur vos impressions, pensez à sécher vos filaments (même les plus récents) avant de poursuivre le dépannage !
De nouveaux matériaux géniaux sont là !
Au cas où vous l’auriez manqué, nous venons de lancer quatre nouveaux superbes filaments rPLA – ils sont tous fabriqués à partir de matériaux recyclés et comportent des pigments naturels uniques récupérés de sous-produits des industries alimentaires et pharmaceutiques. Les algues rouges, le vin, le maïs et même les restes de nourriture sont quelques-uns des produits que nous utilisons pour donner à nos filaments de belles couleurs douces qui se marient parfaitement avec les meubles en bois et les accessoires de maison modernes. En savoir plus sur le procédé et les filaments rPLA dans notre récent article ici.

Et nous continuons également d’élargir notre gamme de résines de haute qualité ! Le dernier ajout est la résine Model Neutral Beige ce qui est parfait pour toutes sortes de domaines : applications de modélisme et de loisirs, prototypage rapide, moules de coulée… vous l’appelez. Nous visons également à éviter les produits chimiques à forte odeur, à risque pour la santé, à haute toxicité et aux mélanges contenant du bisphénol-A afin de rendre nos résines aussi faciles et sûres à utiliser que possible.

Ceci conclut donc les derniers développements de Prusa Research. Nous espérons que vous trouverez quelque chose d’intéressant dans nos lancements récents ! 🙂
Bonne impression !
Vous devez vous connecter pour publier un commentaire.