






À chaque fois, c’est un peu comme résoudre un puzzle : on commence avec un objet 3D, puis on se demande comment le faire pivoter, où ajouter des supports et enfin quelques réglages on peut faire pour obtenir le meilleur résultat possible. Ce processus s’appelle le découpage et c’est une compétence qu’il faut absolument acquérir si vous voulez faire de belles impressions 3D. Même si les imprimantes 3D Original Prusa i3 et la SL1 sont basées sur le même concept, la fabrication additive, elles produisent des objets de façons différentes. La MK3S et ses prédecesseurs extrudent du plastique fondu, tandis que la SL1 fait durcir de la résine liquide afin de créer des objets solides, qui sont en fait imprimés à l’envers. Le découpage pour la SL1 est différent, il utilise plus de supports que les imprimantes 3D FFF/FDM, mais ils sont également plus faciles à retirer. https://www.youtube.com/watch?v=8cSbzlVpbIA
Table des matières
- Règles de base
- Qu’est-ce qui affecte le temps d’impression
- Orientation de l’objet
- Supports de type arbre et socles
- Édition du support manuel
- Imprimer de grands objets fins
- Découper des modèles géométriquement précis
- Évider des objets 3D
- Prévisualisation de l’objet
- La pratique est la clé de la réussite
Les règles de base
Avant d’évoquer en détail la description de chaque étape, voyons quelques règles générales qu’il vous faudra respecter lorsque vous découpez des objets avec des imprimantes 3D SLA.
- Découvrez ce qui affecte les temps d’impression
- L’orientation de l’objet est importante
- Ajout de supports – auto-générés ou placés manuellement
- Demandez-vous s’il faut évider l’objet
- Vérifiez l’objet avant de l’exporter
Qu’est-ce qui affecte les temps d’impression ?
Si vous avez une imprimante 3D FFF/FDM comme notre MK3S, vous savez probablement déjà que la complexité de l’objet combinée à d’autres aspects (taille, remplissage, hauteur de couche, diamètre de la buse, etc…) définit le temps nécessaire pour terminer l’impression. Les temps d’impression de la SL1 sont définis par une simple multiplication : nombre de couches x (temps d’exposition + temps de bascule). Peu importe le nombre d’objets (et leur complexité) sur la plateforme d’impression, les temps d’exposition sont constants au cours de l’impression – sauf pour les dix premières couches, qui prennent un peu plus de temps. En d’autres mots l’impression d’un grand objet prendra moins de temps, si vous le mettez à plat sur la plateforme. Par ailleurs, peu importe s’il y a un seul objet sur la plateforme – ou une douzaine. Le temps d’impression correspondra toujours au nombre de couches multiplié par le temps d’exposition d’une seule couche. 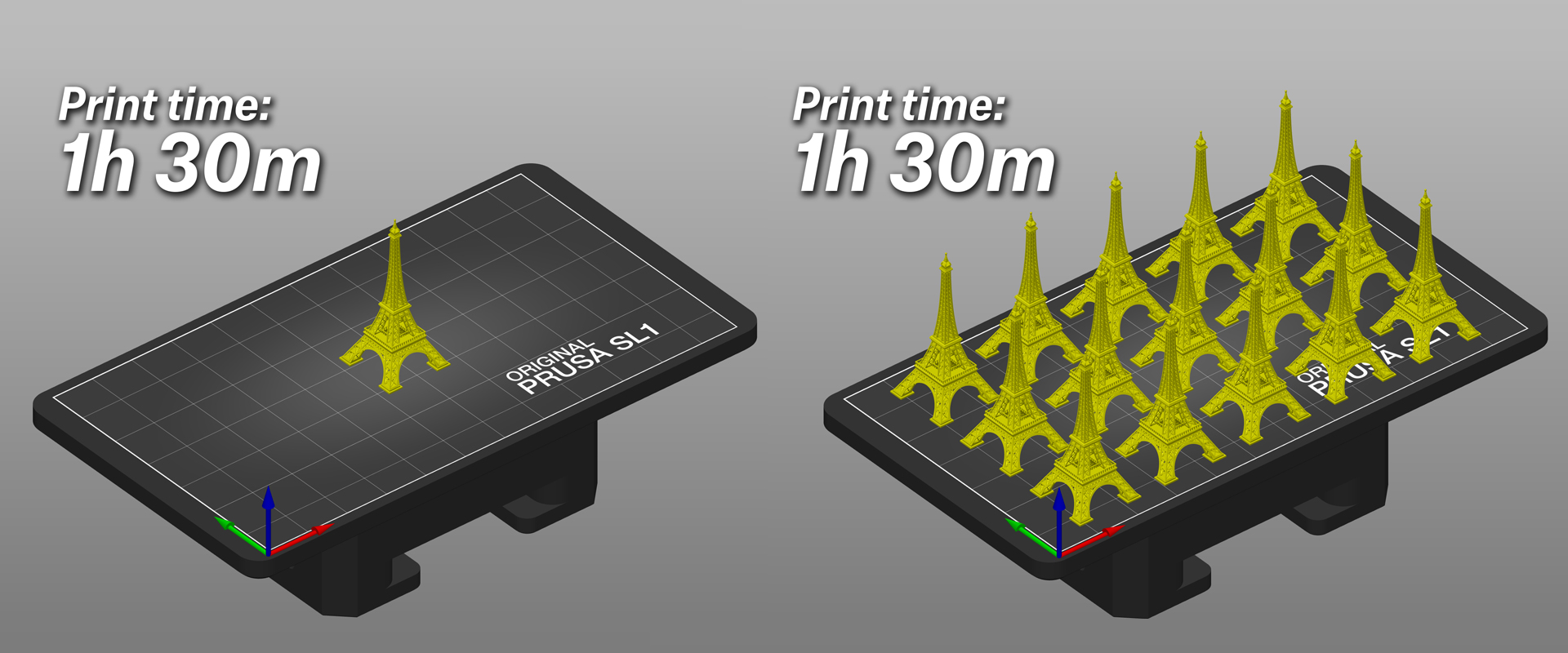 Vous pouvez également réduire le temps d’impression en augmentant la hauteur de couche – des couches plus épaisses permettent d’obtenir un nombre de couche moins important par objet. Il n’y a pas toujours besoin d’avoir le moins grand nombre de couches – le bénéfice est tout à fait moindre pour des impressions 3D « ordinaires ». Nous vous conseilons de conserver des couches de 0,05 mm pour avoir des impressions bien détaillées et de passer à des couches de 0,1 mm pour une qualité « brouillon » (qui reste néanmoins meilleure que les imprimantes 3D FFF/FDM) Les couches de 0,035 mm et 0,025 mm sont destinées à des objets très détaillés. Toutes les résines ne conviennent pas à toutes les hauteurs de couche – PrusaSlicer contient une base de données des résines testées et compatibles avec chaque hauteur de couche. Vous pouvez consulter notre sélection de résines dans notre E-boutique.
Vous pouvez également réduire le temps d’impression en augmentant la hauteur de couche – des couches plus épaisses permettent d’obtenir un nombre de couche moins important par objet. Il n’y a pas toujours besoin d’avoir le moins grand nombre de couches – le bénéfice est tout à fait moindre pour des impressions 3D « ordinaires ». Nous vous conseilons de conserver des couches de 0,05 mm pour avoir des impressions bien détaillées et de passer à des couches de 0,1 mm pour une qualité « brouillon » (qui reste néanmoins meilleure que les imprimantes 3D FFF/FDM) Les couches de 0,035 mm et 0,025 mm sont destinées à des objets très détaillés. Toutes les résines ne conviennent pas à toutes les hauteurs de couche – PrusaSlicer contient une base de données des résines testées et compatibles avec chaque hauteur de couche. Vous pouvez consulter notre sélection de résines dans notre E-boutique. 
Orientation de l’objet
La première chose à faire est de bien orienter l’objet. La SL1 peut gérer les surplombs importants ainsi que les zones commençant dans le vide grâce à des supports fins et solides, qui sont facles à retirer une fois que l’impression est terminée. Donc même si vous ne parvenez pas à trouver l’orientation parfaite pour votre objet à chaque fois, les supports seront là pour vou aider. Il y a certains bénéfices à bien orienter l’objet, néanmoins, comme la réduction du temps d’impression (voir le chapitre au dessus).  Par ailleurs, vous aurez remarqué que les impressions SLA sont souvent positionnées selon un angle de 45°. Plusieurs raisons expliquent cela – certaines sont liées à la technologie (meilleur anti-aliasing), certaines sont purement pratiques (les objets inclinés couvrent une plus grande surface, donc les supports sous ces objets sont répartis de façon plus harmonieuse). Certains fabricants utilisent des films à base de silicone dans le fond du réservoir, ce qui oblige l’utilisateur à ne pas toujours imprimer au même endroit car cela peut abimer le film rapidement. La SL1 utilise un film FEP, qui dure bien plus longtemps – même si cela reste un consommable. Il est également important de bien orienter l’objet pour une autre raison : il faut éviter les grandes surface plates horizontales – Il faut forcer bien davantage pour séparer une large surface plate du fond du réservoir que pour retirer une petite couche. Il vous faudrait ajouter des douzaines de supports sous un surface de ce type. En bref : laisser l’objet se construire progressivement selon un angle permet généralement d’obtenir les meilleurs résultats d’impression. Cela aide également à dissimuler le raster (lignes) de l’écran d’exposition qui peut, dans certains cas, apparaitre à la surface de l’objet. Néanmoins, comme vous l’avez vu dans le chapitre précédent, certains objets peuvent être placés directement sur la plateforme d’impression afin d’obtenir de meilleurs résultats. Contradictoire ? Pas vraiment – il s’agit de considérer chaque objet au cas par cas. Passons en revue plusieurs exemples d’orientations d’objets. Il est facile de trouver la bonne orientation avec le nouveau PrusaSlicer 2.0 – vous pouvez utiliser les outils Déplacer, Pivoter, Redimensionner et Positionner sur la Surface pour positionner l’objet rapidement et efficacement. Certains objets peuvent être positionnés de telle manière qu’aucun support ne sera nécessaire.
Par ailleurs, vous aurez remarqué que les impressions SLA sont souvent positionnées selon un angle de 45°. Plusieurs raisons expliquent cela – certaines sont liées à la technologie (meilleur anti-aliasing), certaines sont purement pratiques (les objets inclinés couvrent une plus grande surface, donc les supports sous ces objets sont répartis de façon plus harmonieuse). Certains fabricants utilisent des films à base de silicone dans le fond du réservoir, ce qui oblige l’utilisateur à ne pas toujours imprimer au même endroit car cela peut abimer le film rapidement. La SL1 utilise un film FEP, qui dure bien plus longtemps – même si cela reste un consommable. Il est également important de bien orienter l’objet pour une autre raison : il faut éviter les grandes surface plates horizontales – Il faut forcer bien davantage pour séparer une large surface plate du fond du réservoir que pour retirer une petite couche. Il vous faudrait ajouter des douzaines de supports sous un surface de ce type. En bref : laisser l’objet se construire progressivement selon un angle permet généralement d’obtenir les meilleurs résultats d’impression. Cela aide également à dissimuler le raster (lignes) de l’écran d’exposition qui peut, dans certains cas, apparaitre à la surface de l’objet. Néanmoins, comme vous l’avez vu dans le chapitre précédent, certains objets peuvent être placés directement sur la plateforme d’impression afin d’obtenir de meilleurs résultats. Contradictoire ? Pas vraiment – il s’agit de considérer chaque objet au cas par cas. Passons en revue plusieurs exemples d’orientations d’objets. Il est facile de trouver la bonne orientation avec le nouveau PrusaSlicer 2.0 – vous pouvez utiliser les outils Déplacer, Pivoter, Redimensionner et Positionner sur la Surface pour positionner l’objet rapidement et efficacement. Certains objets peuvent être positionnés de telle manière qu’aucun support ne sera nécessaire.
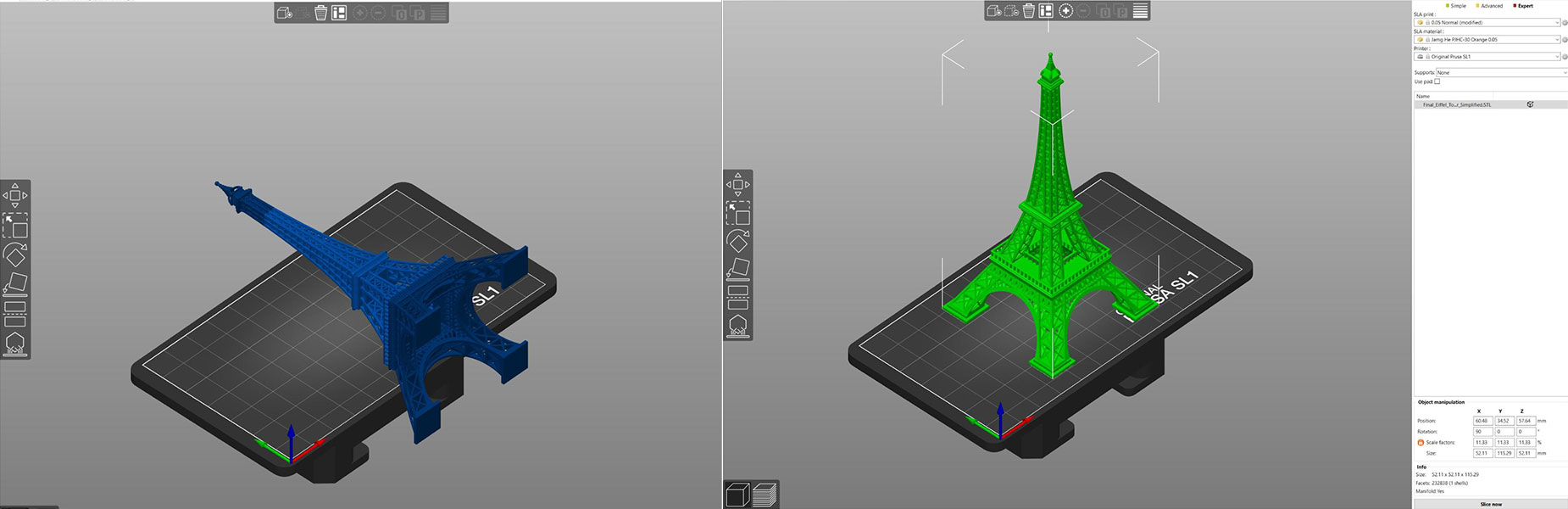
Utilisez Positionner sur la Surface pour positionner rapidement l’objet sur la plateforme d’impression.
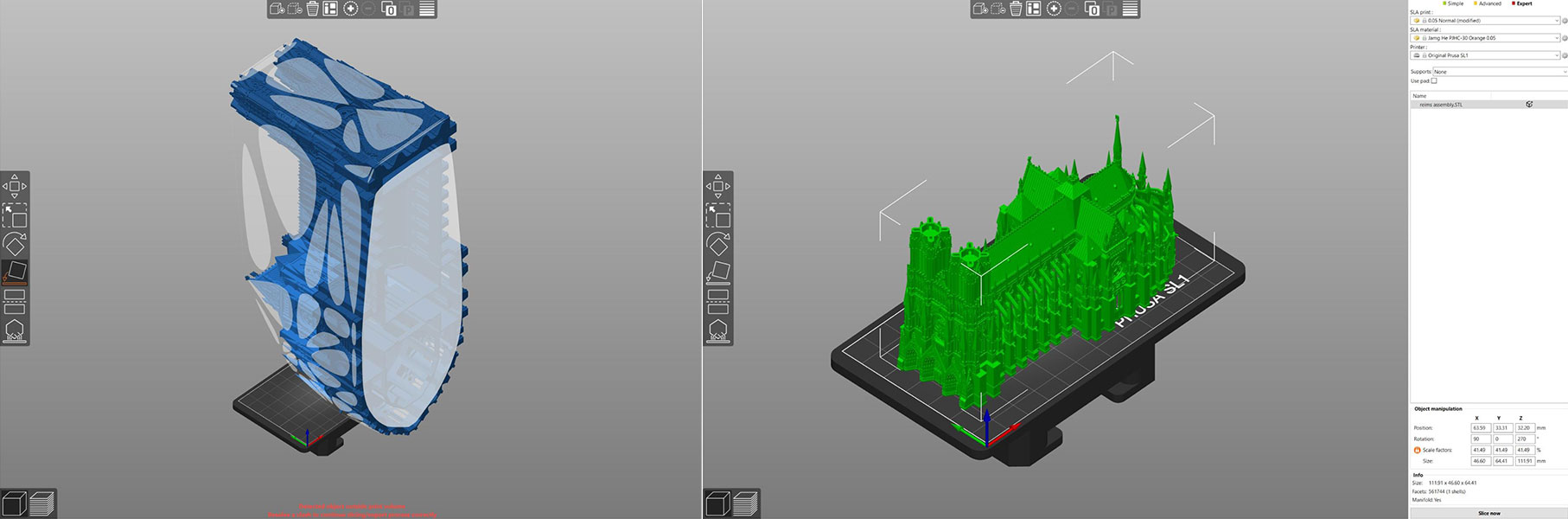
Les bâtiments ont rarement besoin de supports et peuvent être imprimés directement sur la plateforme d’impression. Faites attention en les retirant néanmoins !
Supports de type arbre et socles
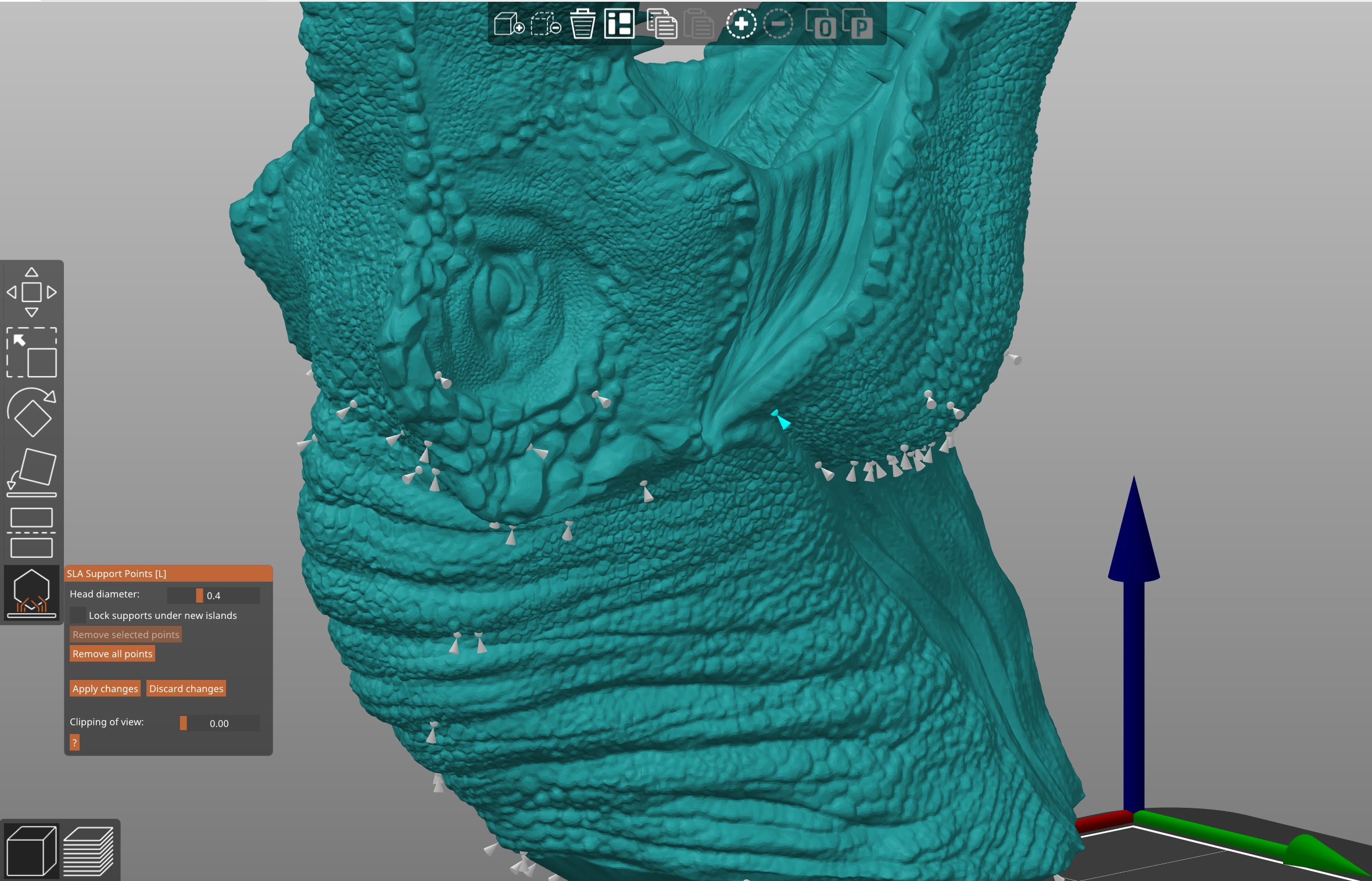
Les supports de la SL1 sont différents de ceux des imprimantes 3D FFF/FDM, comme l’Original Prusa i3 MK3S. Les supports pour SLA sont des structures en échaffaudage avec des extrémités très fines, qui sont faciles à retirer et ne laisse quasiment pas de trace sur la surface de l’objet imprimé lorsqu’on les retire. Cela signifie que vous pouvez obtenir des effets indésirables s’il n’y a pas assez de supports – p. ex. les gros objets peuvent se détacher en cours d’impression. Les supports sont liés à l’orientation de l’objet – vous pouvez limiter le besoin de supports en pivotant l’objet dans une position optimale. Par ailleurs, gardez à l’esprit que l’impression de ponts n’est pas recommandée avec les imprimantes 3D SLA – les couches situées au dessus d’une zone sans supports auront tendance à se courber, à se déformer ou à se séparer.
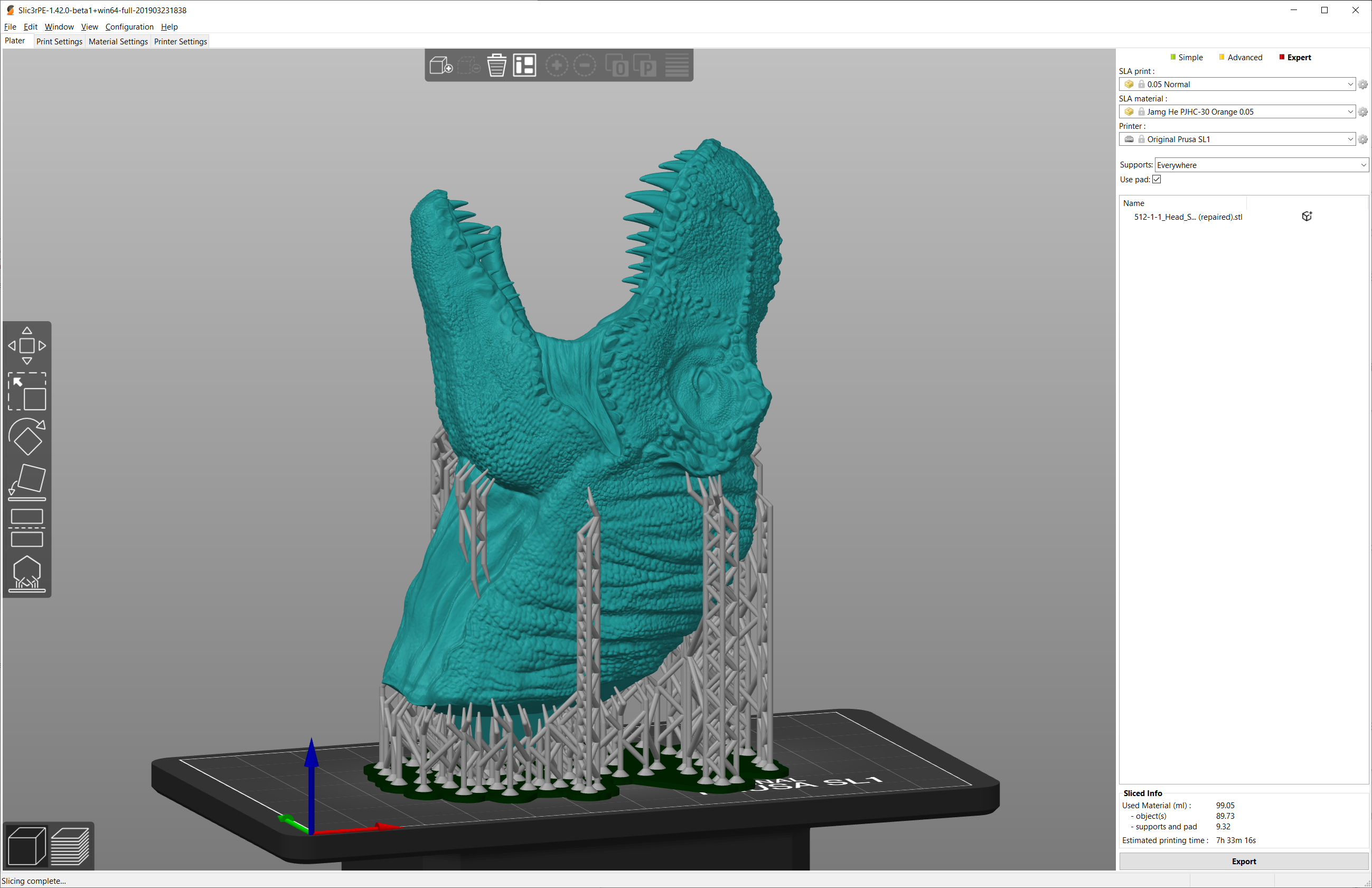
Vous pouvez éviter beaucoup de supports en pivotant l’objet de façon optimale. Les dents de ce T-rex peuvent être imprimées sans supports
- Sélectionnez l’objet qui a besoin de supports
- Cliquez sur l’icône points de support SLA
- Choisissez la densité du point de support et la distance minimale des points (les valeurs par défaut devraient fonctionner correctement pour la plupart des objets)
- Cliquez sur Générer automatiquement les points et attendez que le processus se termine
- Utilisez le mode Prévisualisation pour vérifier si tous les « îlots » sont supportés – si ce n’est pas le cas, vous pouvez ajuster manuellement les supports.
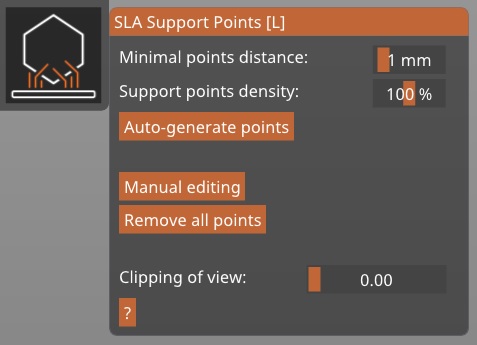
Menu support SLA dans PrusaSlicer
Édition du support manuel
Dans certains cas, la génération automatique de supports ne donne pas un résultat parfait à 100% – c’est normal car les objets importés peuvent être infiniment complexes. Nous améliorons constamment nos sous-routines de génération de support afin que ces situations ne se présentent pas. Quoi qu’il en soit, parfois, les supports doivent être ajoutés manuellement – Cela peut être fait même lorsque des supports auto-générés sont déjà en place.
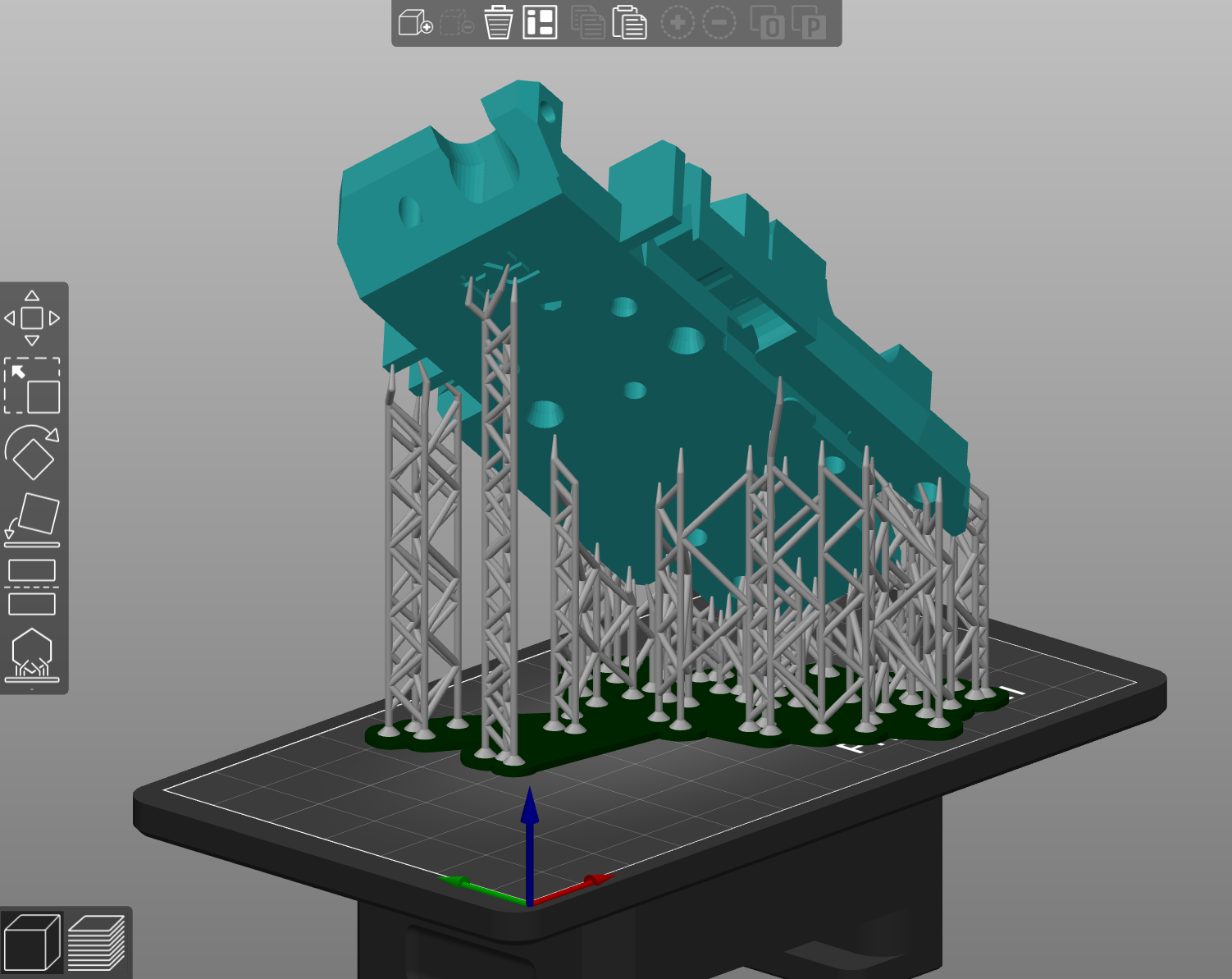
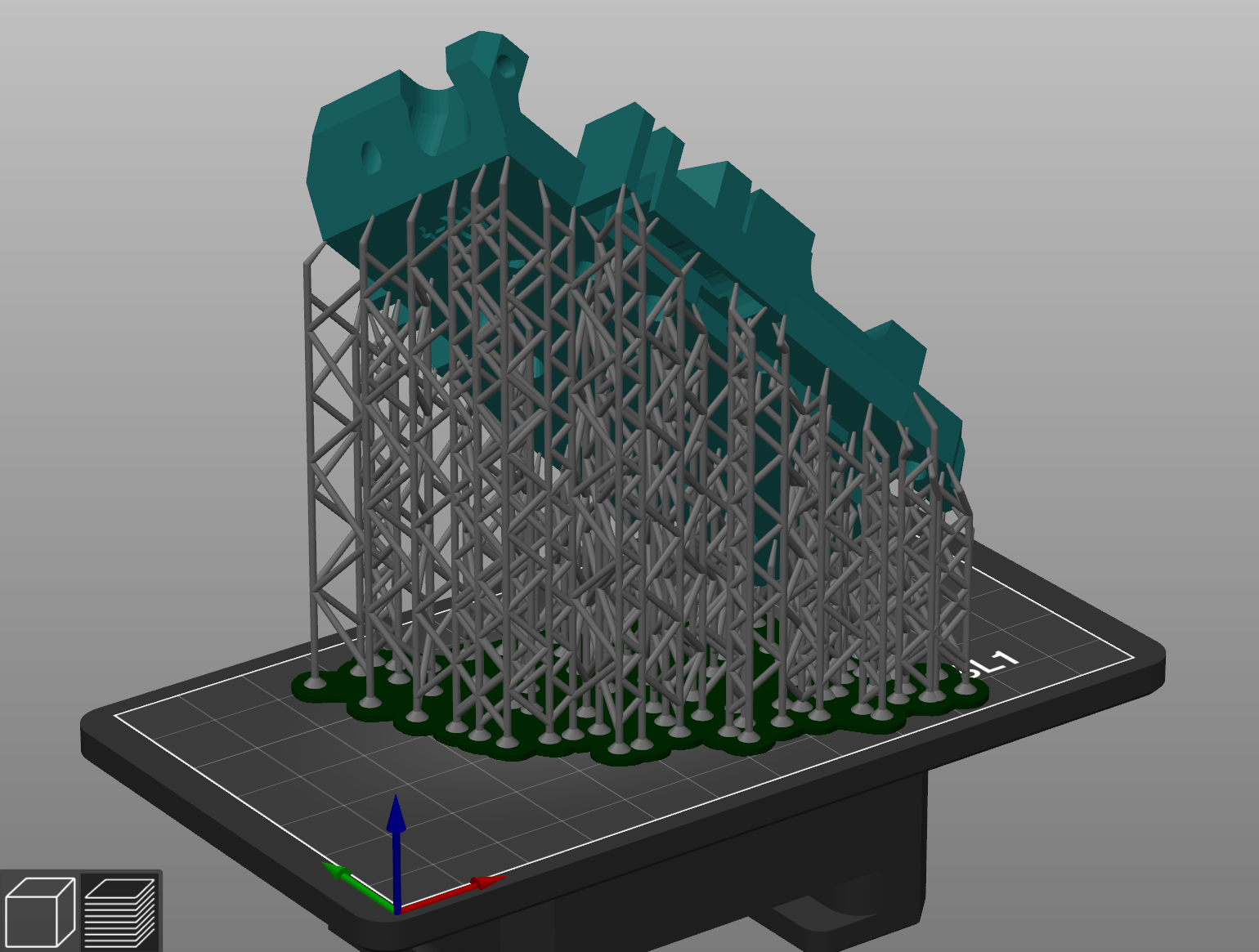
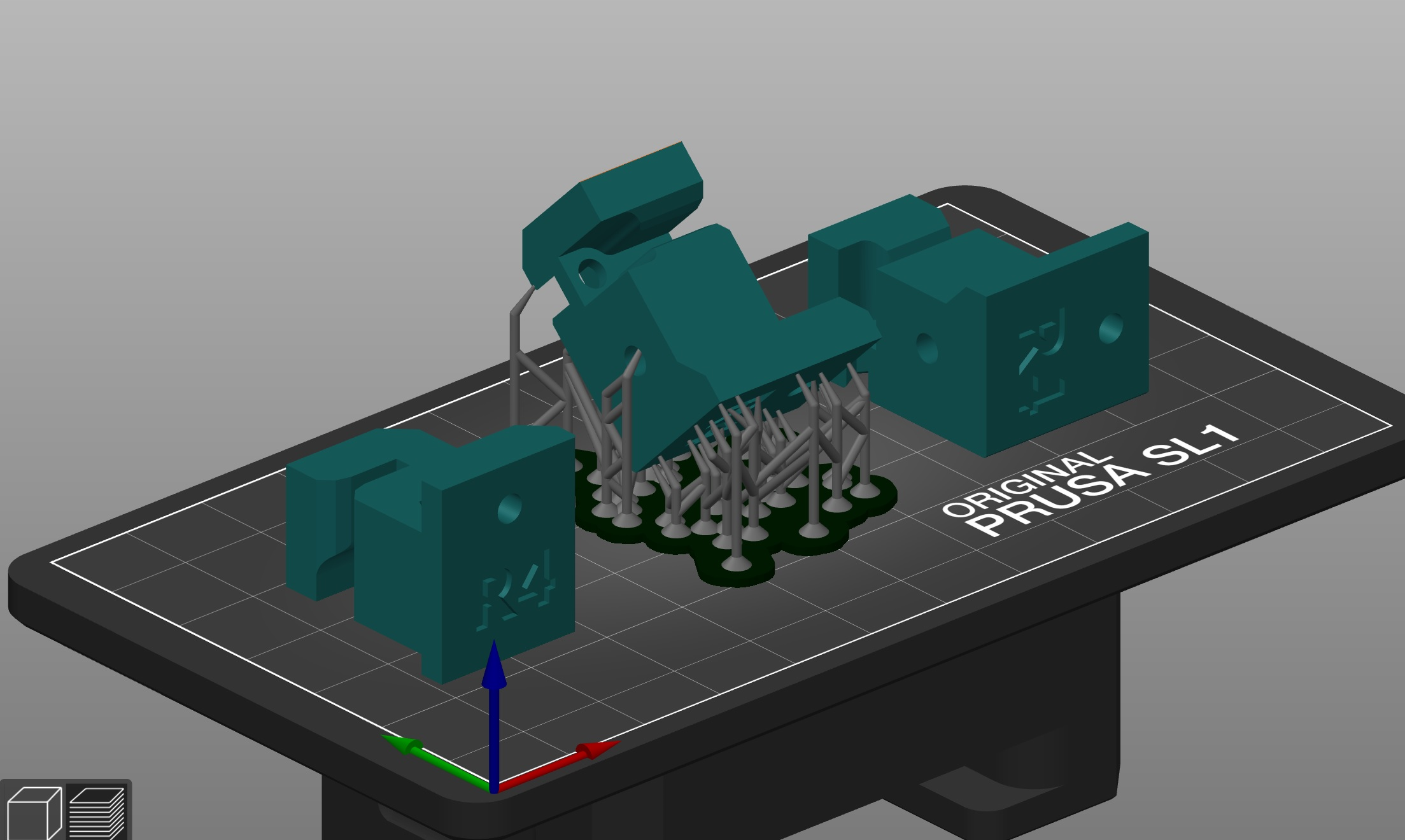
Comparaison entre des supports générés automatiquement et des supports édités manuellement
Cliquez sur le bouton Édition manuelle Les supports générés auparavant vont temporairement disparaitre pour vous permettre de mieux voir le modèle. Faites un clic gauche pour ajouter de nouveaux points de support. Vous pouvez ajuster l’épaisseur du support en mode édition manuelle en utilisant le curseur « diamètre de la tête », ou vous pouvez aller dans les Paramètres d’impression et modifier les paramètres suivants afin d’augmenter l’épaisseur des supports :
- Diamètre avant d’une tête de support : 0,6 mm
- Pénétration d’une tête de support : 0,6 mm
- Diamètre d’un pilier de support : 1,3 mm
Raccourcis utiles Maj. + Glisser clic gauche = ajout de points multiples à la sélection CTRL + Clic gauche = ajout d’un unique point de support à la sélection ALT + Clic gauche = supprimer un unique point de support de la sélection ALT + Glisser clic gauche = supprimer plusieurs points de la sélection CTRL + A = Sélectionner tous les points CTRL + Molette souris = déplacer le plan de découpage
Imprimer de grands objets fins
Les objets grands et fins ont tendance à se déformer car les parois fines sont flexibles. Cela concerne en général les étuis, les boites, ou encore les trains modèle réduit. La solution consiste à utiliser des supports plus denses et plus épais en complément d’un positionnement manuel des supports. En général, les technologies d’impression 3D FFF/FDM conviennent mieux pour imprimer de grandes formes géométriques, comme les boitiers Arduino ou autres objets de ce genre.
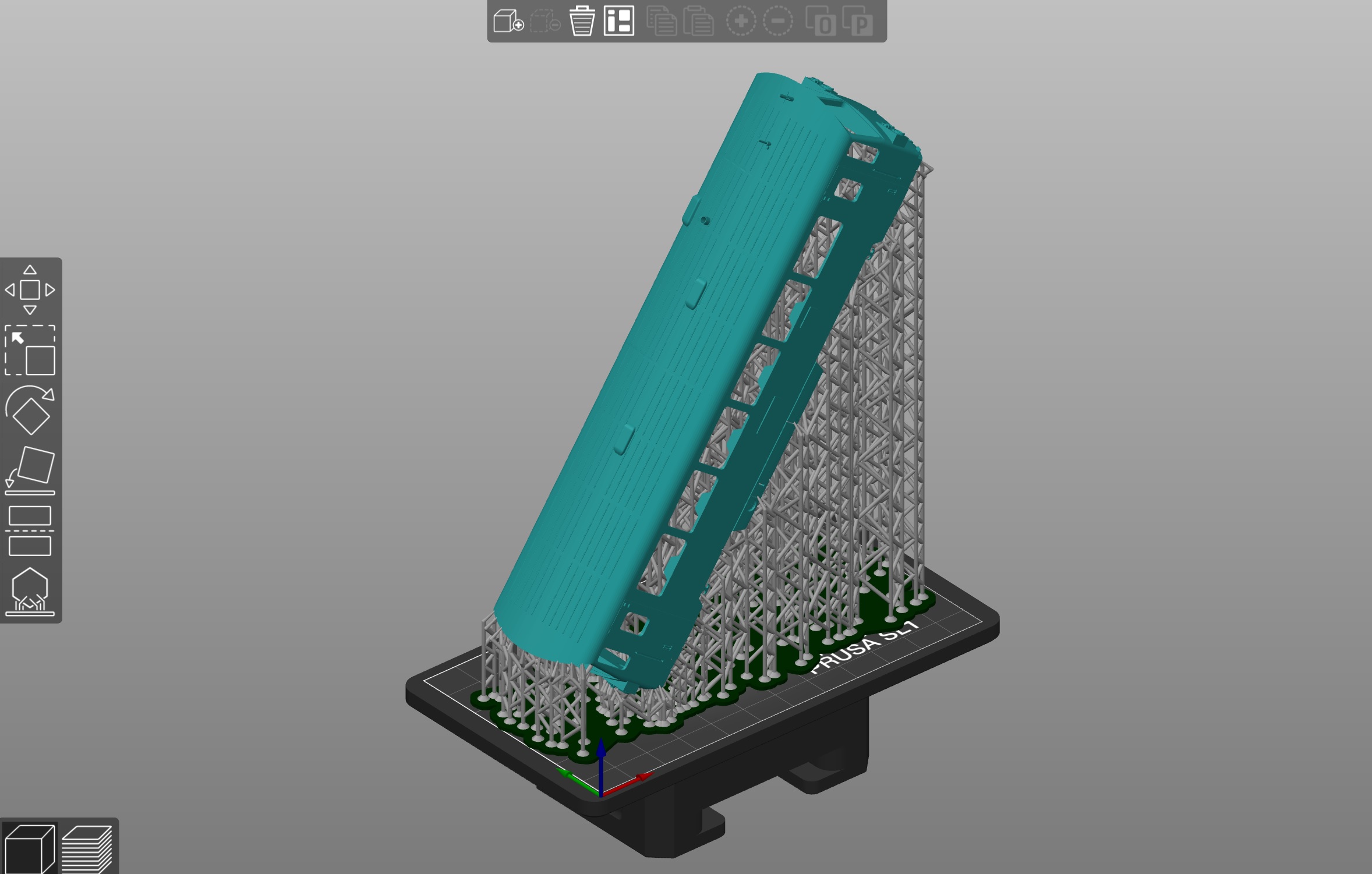
N’ayez pas peur d’ajouter beaucoup de supports lorsque vous imprimez de grands objets avec des parois fines
Découpage d’objets géométriquement précis
Les pièces mécaniques, les objets qui doivent s’emboiter, les articulations, les fixations, et autres objets similaires ont besoin d’être imprimés avec précision. Les imprimantes 3D SLA sont particulièrement fiables pour l’impression de formes organiques, mais il est également possible d’imprimer des formes géométriques ainsi que des élements d’assemblage. Le secret est de positionner les supports stratégiquement sur les bords de l’objet. L’explication est simple : quand vous imprimez de la résine liquide, le matériau durci reste relativement mou, ce qui signifie que l’objet peut se déformer légèrement dufait des mouvements de la plateforme. Par ailleurs, la plupart des résines ont tendance à rétrécir un peu après avoir été durcies par la lumière UV, ce qui peut générer de légères déformations sur les bords de l’objet imprimé. une fois encore, la quantité de supports est la clé.
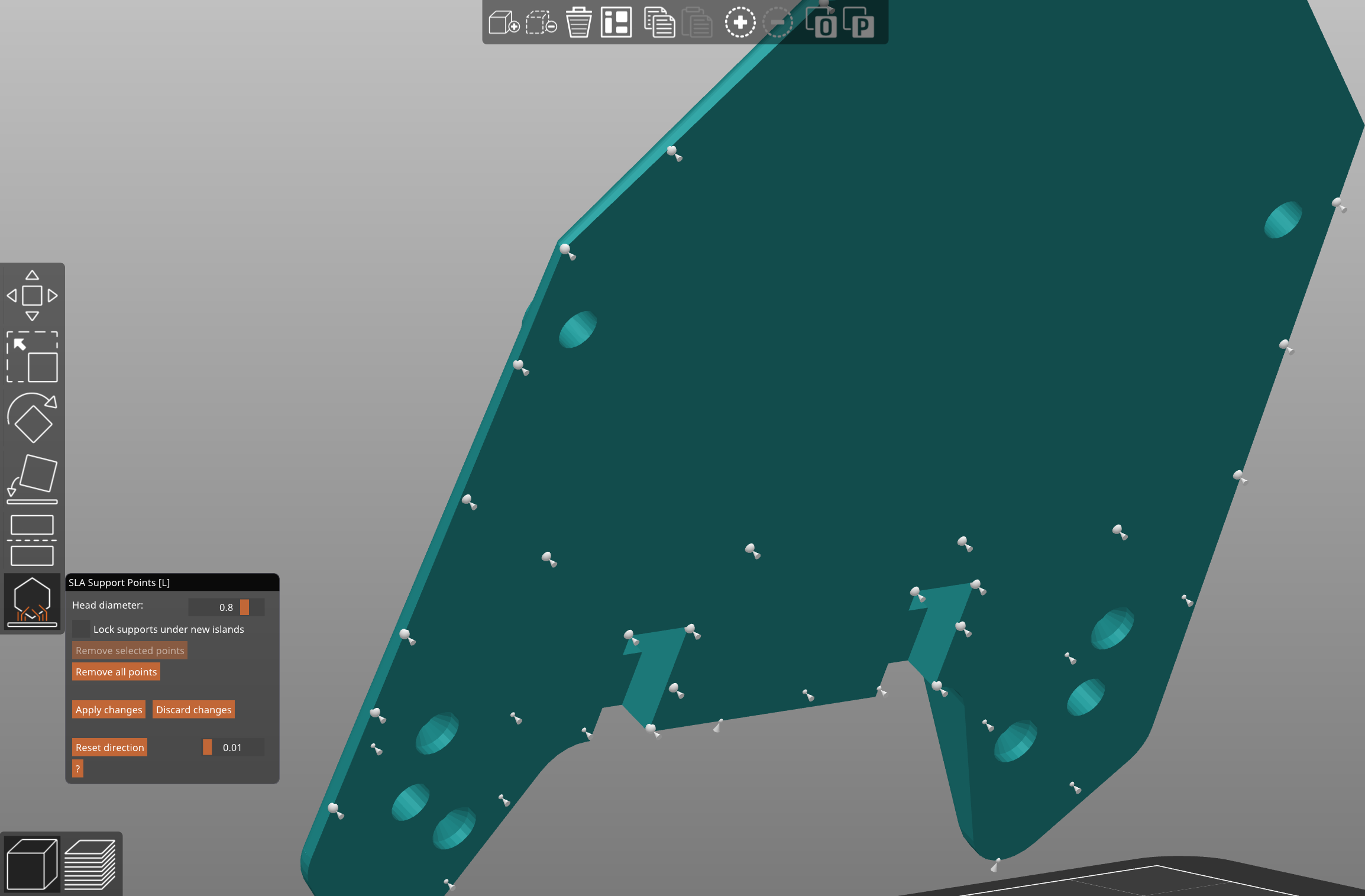
Lorsque vous imprimez des formes non-organiques, utilisez l’outil de positionnement de supports manuel pour positionner des supports sur les bords de l’objet.
Imprimez l’objet en le faisant pivoter de différentes façons pour trouver rapidement son orientation optimale – le temps d’impression restera le même.
Évider des objets 3D
Tous les objets découpés pour la SL1 sont complètement solides par défaut. Il n’y a pas de motif de remplissage comme pour l’impression 3D FFF/FDM. Les objets imprimés en résine liquide peuvent être lourds et robustes, mais la consommation de résine est plus importante, surtout lorsqu’on imprime des modèles volumineux. Cela veut dire qu’il faut ajouter plus de supports, et /ou les rendre plus épais, de façon à ce qu’ils puissent supporter le poids de l’objet. Vous pouvez pratiquer un évidage directement dans PrusaSlicer – consultez la documentation pour plus d’informations. 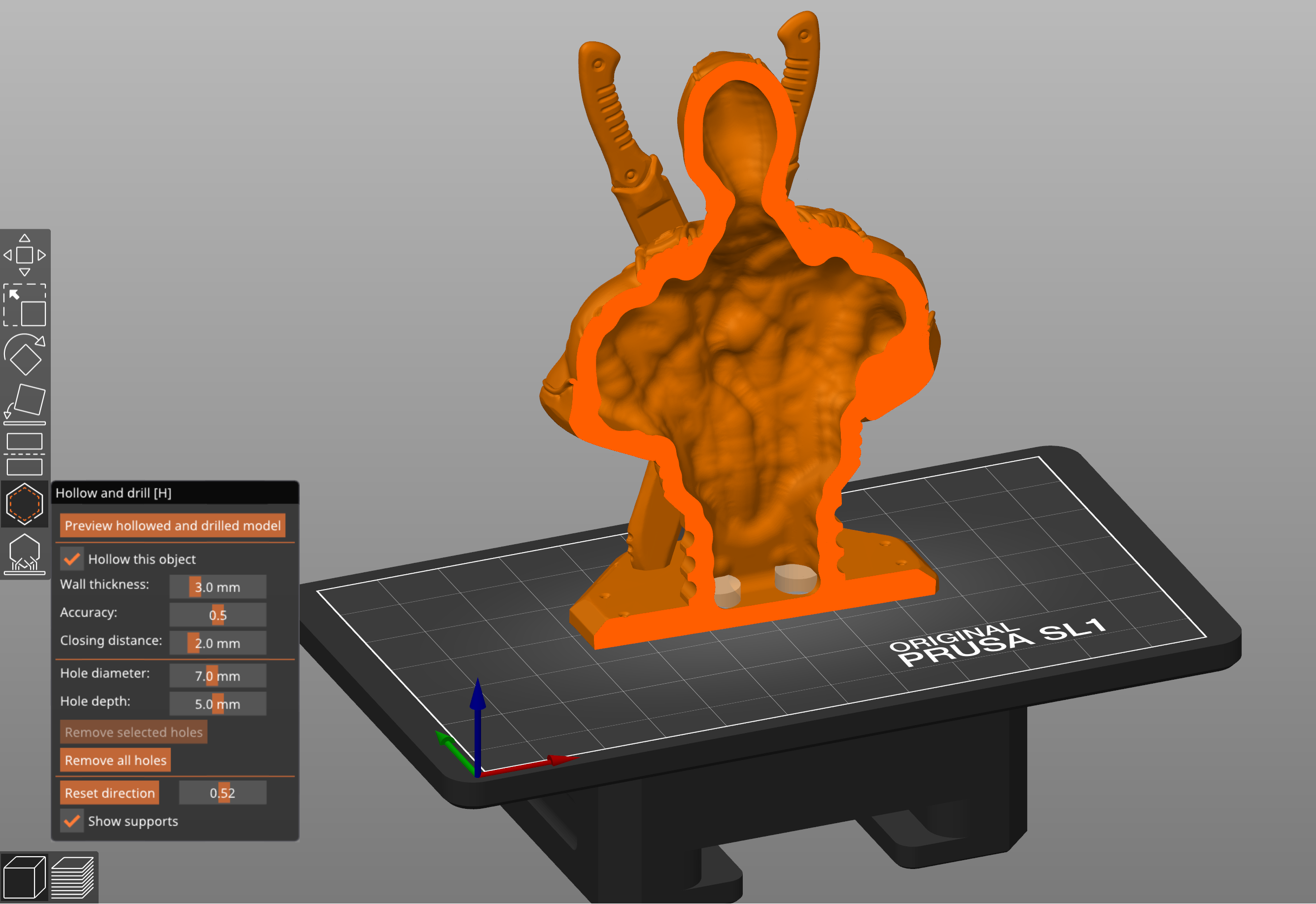 La petite subtilité c’est l’ajout de trous de drainage. Il faut positionner deux trous de drainage sur l’objet, sinon, la résine liquide restera à l’intérieur. Si vous le cassez par accident, la résine va s’écouler. Évidemment, l’un des trous doit être positionné sur la partie supérieure de l’objet. Souvenez-vous, les objets sont imprimés tête en bas, donc le trou sera, en fait, dans le bas de l’objet et la résine liquide s’en écoulera. Cependant, le second trou est nécessaire pour compenser le vide/la succion qui va être générée dans cet espace vide, donc il doit se trouver du côté opposé du modèle. Essayez de placer les trous stratégiquement de façon à ce que aspect général de l’objet imprimé n’en souffre pas trop.
La petite subtilité c’est l’ajout de trous de drainage. Il faut positionner deux trous de drainage sur l’objet, sinon, la résine liquide restera à l’intérieur. Si vous le cassez par accident, la résine va s’écouler. Évidemment, l’un des trous doit être positionné sur la partie supérieure de l’objet. Souvenez-vous, les objets sont imprimés tête en bas, donc le trou sera, en fait, dans le bas de l’objet et la résine liquide s’en écoulera. Cependant, le second trou est nécessaire pour compenser le vide/la succion qui va être générée dans cet espace vide, donc il doit se trouver du côté opposé du modèle. Essayez de placer les trous stratégiquement de façon à ce que aspect général de l’objet imprimé n’en souffre pas trop.
Prévisualisation de l’objet
Avant d’exporter l’objet en tant que fichier SL1, inspectez-le attentivement dans la fenêtre de prévisualisation. Cela ne vous prendra qu’une minute, et vous éviterez bien des problèmes. Utilisez la la barre de défilement de prévisualisation des couches sur le côté droit de la fenêtre et commencez avec la première couche. Déplacez le curseur et observez comment l’objet se construit. Y-a-t’il des parties de l’objet qui commencent dans le vide ? Y-a-t’il des bandes longues et fines qui ne sont soutenues que par un support ? Retournez dans le mode édition et ajoutez quelques supports, puis re-découpez le modèle.
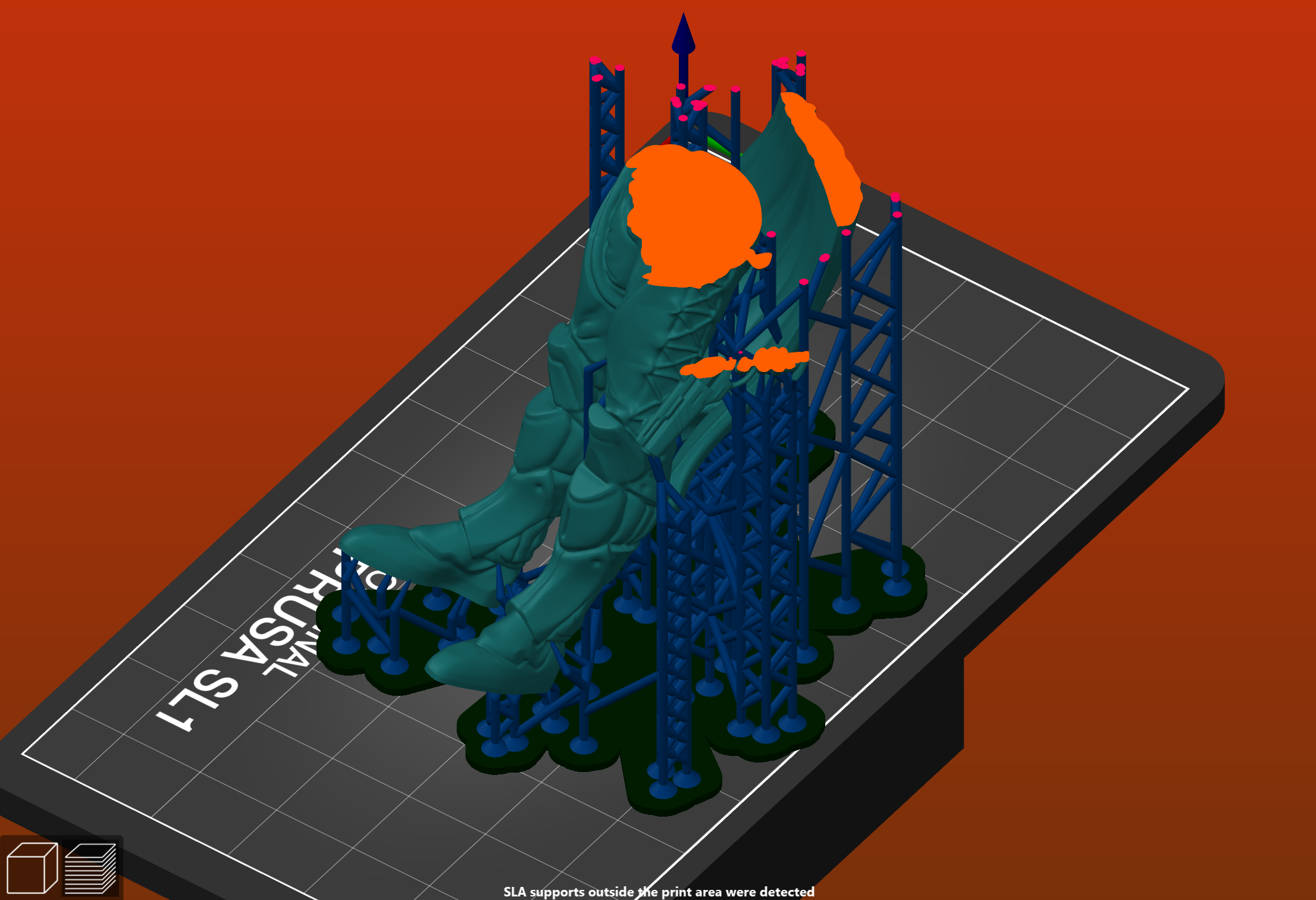
La fenêtre de prévisualisation de PrusaSlicer vous aidera à détecter les zones problématiques, comme les objets hors-limites.
La pratique est la clé de la réussite
S’il s’agit de votre première imprimante 3D, vous trouverez peut-être le processus de découpage intimidant au début, mais en fait c’est plus facile qu’il n’y parait. Bien entendu, il vous faudra peut-être quelques essais pour comprendre toutes les subtilités, mais le mode Prévisualisation est votre meilleur atout pour réussir vos impressions.

Il est même possible d’imprimer des objets plutôt gros – en utilisant l’outil Couper dans PrusaSlicer afin de diviser les gros modèles en plus petits éléments.
Vous devez vous connecter pour publier un commentaire.