





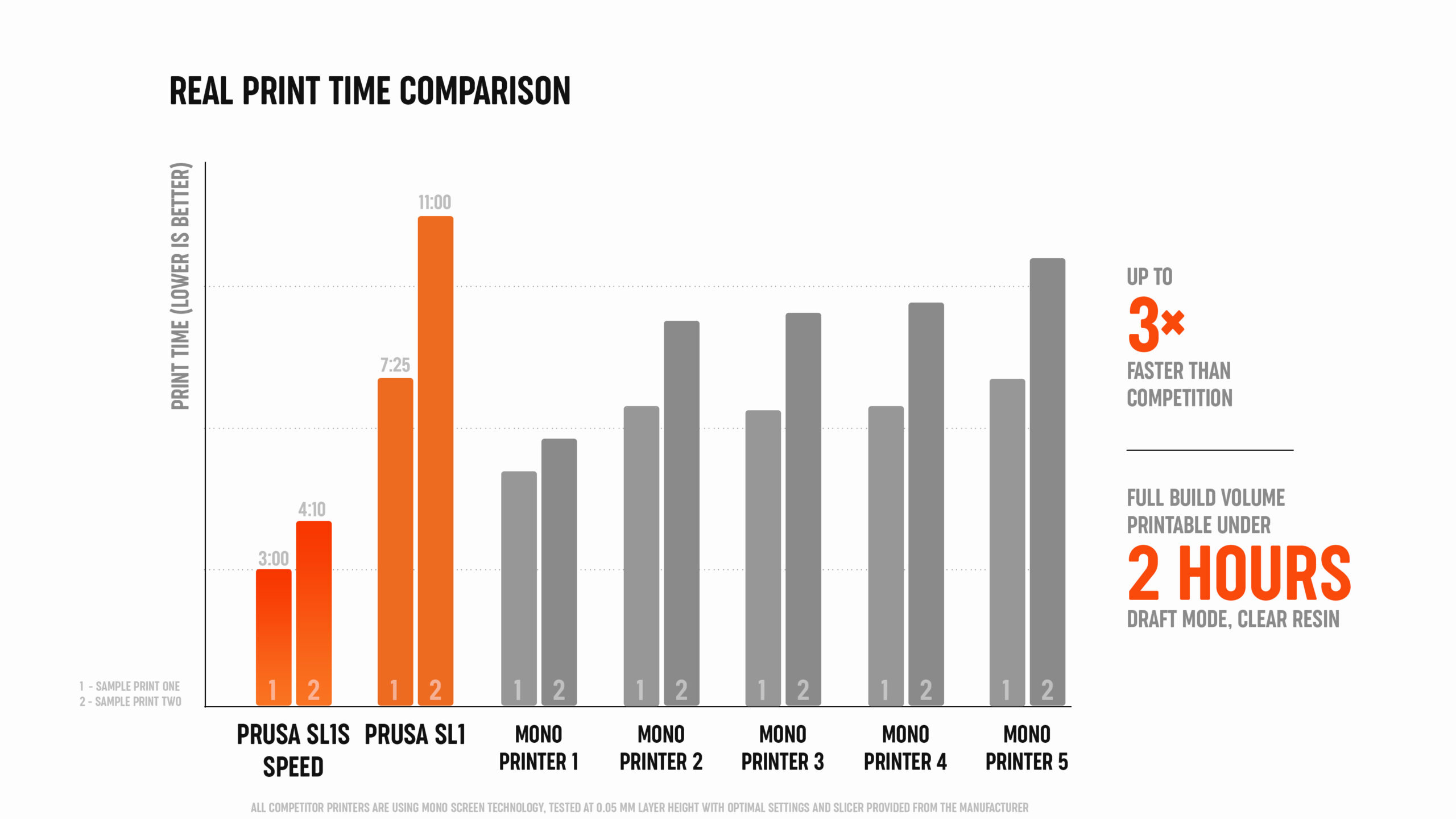
Im heutigen Entwicklertagebuch erkunden wir die Welt der Pixel und Subpixel. Außerdem beleuchten wir, wie wir es geschafft haben, UV-Licht zu zähmen, und vor allem, wie wir es geschafft haben, den Original Prusa SL1S zum schnellsten Desktop MSLA 3D-Drucker zu machen.
Im Mai 2019 brachten wir den Original Prusa SL1 auf den Markt – einen robusten maskierten SLA-3D-Drucker mit einem schweren Aluminiumrahmen, hochwertigen Komponenten, RGB-Belichtungsanzeige und einem 64-Bit-Motherboard. Die Belichtungszeiten lagen bei 6-7 Sekunden, die Bewegung der Plattform und des Kippmechanismus dauerte etwa fünf bis sieben Sekunden. Im Laufe der zwei Jahre haben wir uns darauf konzentriert, den SL1 immer besser zu machen, vor allem durch neue Firmware und Zubehör wie den Display-Kalibrierungsadapter. Und wir wollten ihn schneller machen. Sehr viel schneller. Ein monochromes LCD war der richtige Weg.
Der seltsame Fall von Pixeln und Subpixeln
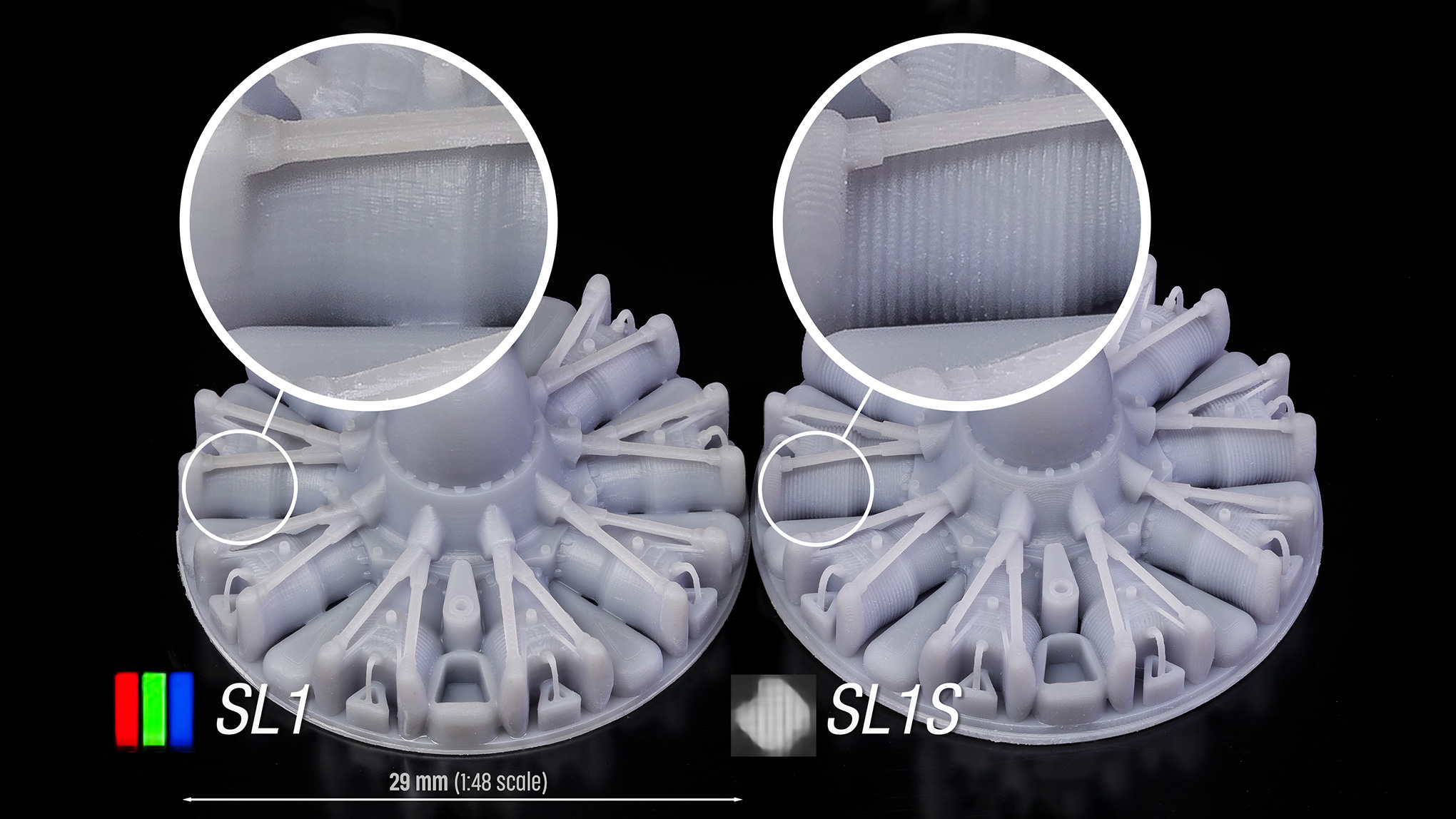
Wir lernten jedoch schnell, dass der einfache Austausch des RGB-Displays gegen ein monochromes Gegenstück nur der Anfang eines komplexeren Falles war. Der Drucker funktionierte, klar. Aber alle Modelle zeigten plötzlich wenig Details und wirkten unscharf im Vergleich zu den Ausdrucken des SL1. Also begannen wir, die Ursache für diesen Effekt zu untersuchen. Das neue Display hat so ziemlich die gleiche Auflösung – warum also die plötzliche Veränderung der Qualität?
Wir haben schnell herausgefunden, dass alles darauf hinausläuft, wie die Lichtstrahlen durch den Bildschirm geworfen werden. Das ist eine ziemlich komplizierte Angelegenheit, daher ist es am besten, die Auswirkungen anhand einer Illustration zu demonstrieren.
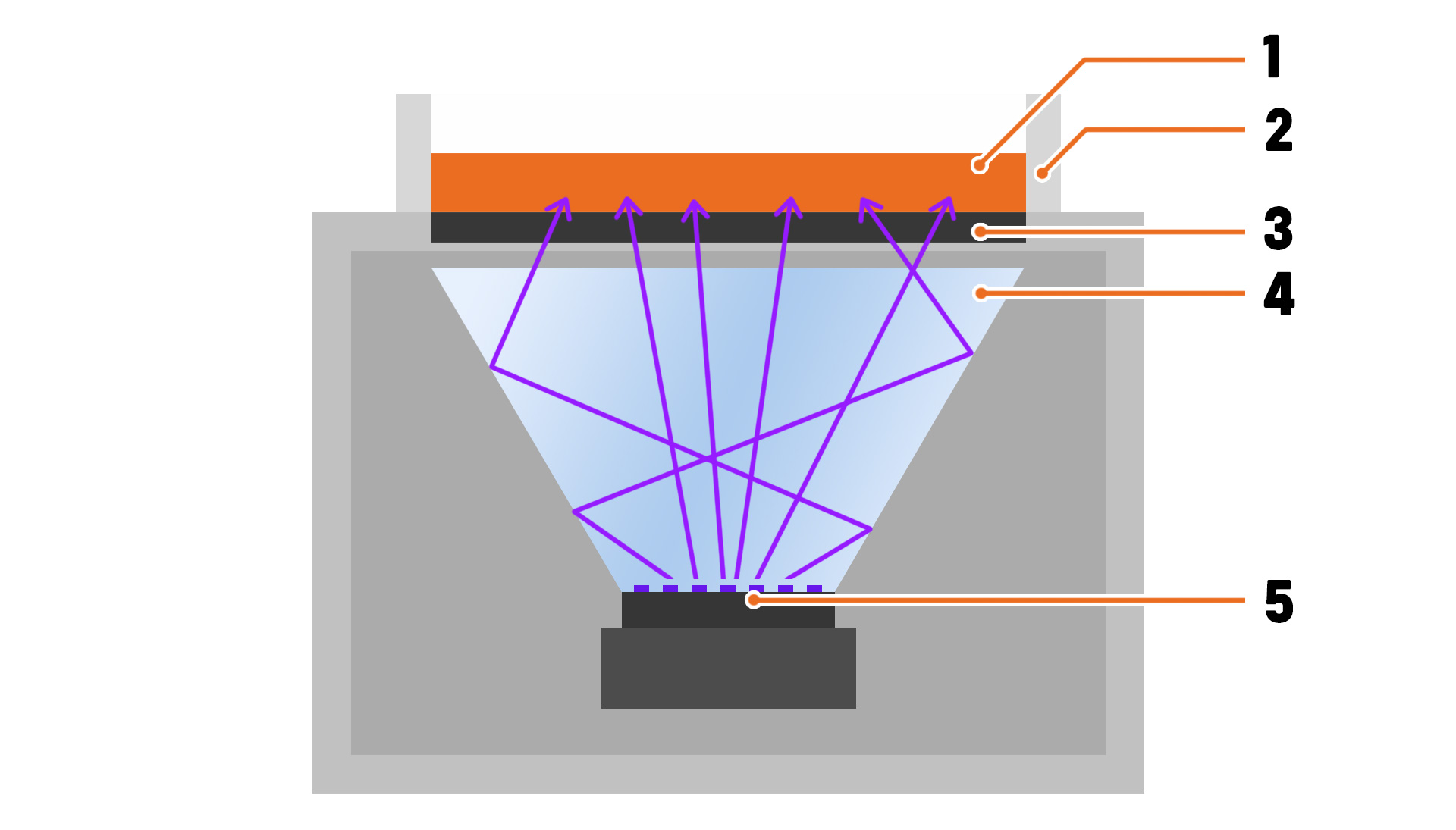
1 – Harz | 2 – Tank | 3 – Belichtungsdisplay | 4 – V-förmiger Reflektor | 5 – UV-LED-Panel
Diese Abbildung zeigt den originalen Lichtreflektor des SL1. Er besteht aus einem UV-LED-Panel an der Unterseite und einem reflektierenden rechteckigen Trichter. Die LEDs werfen UV-Lichtstrahlen, die unter verschiedenen Winkeln an der reflektierenden Oberfläche abprallen. Diese Strahlen durchdringen dann die auf dem LCD angezeigte Maske: dunkle Bereiche (ausgeschaltete Pixel) blockieren das UV-Licht, helle Bereiche (eingeschaltete Pixel) lassen das UV-Licht durch. Das ist das allgemeine Prinzip, wie ein maskierter SLA-3D-Drucker funktioniert. Das ist nichts Ungewöhnliches. Um zu sehen, wo es wirklich interessant wird, müssen wir genau hinsehen. Sehr genau.

1 – Harz | 2 – verfestigtes Harz | 3 – UV-Licht, das durch ein Subpixel fällt | 4 – Belichtungsdisplay | 5 – UV-Licht
Es gibt einen einfachen Grund, warum ein RGB-Display RGB heißt: Jedes Pixel besteht aus drei Subpixeln – Rot, Grün und Blau. Nur das blaue Subpixel kann eine beträchtliche Menge an UV-Licht durchlassen, was immer noch nur ein Prozent ist! Es reicht aber aus, um das Harz zu härten. Rot lässt nur eine vernachlässigbare Menge durch, während Grün das UV-Licht fast vollständig blockiert. Stellen Sie sich der Einfachheit halber vor, dass das blaue Subpixel ein schmaler Spalt ist. Das UV-Licht springt dank der reflektierenden Wände um den Reflektor herum, was bedeutet, dass es unter verschiedenen Winkeln durch den Spalt hindurchgeht – deshalb ist die wirkliche Fläche, die dem UV-Licht ausgesetzt ist, etwas größer als das blaue Pixel selbst.
Das monochrome LCD hat keine drei Subpixel pro Pixel – es ist nur ein großes Pixel, das man ein- oder ausschalten kann. Das verursacht dies:
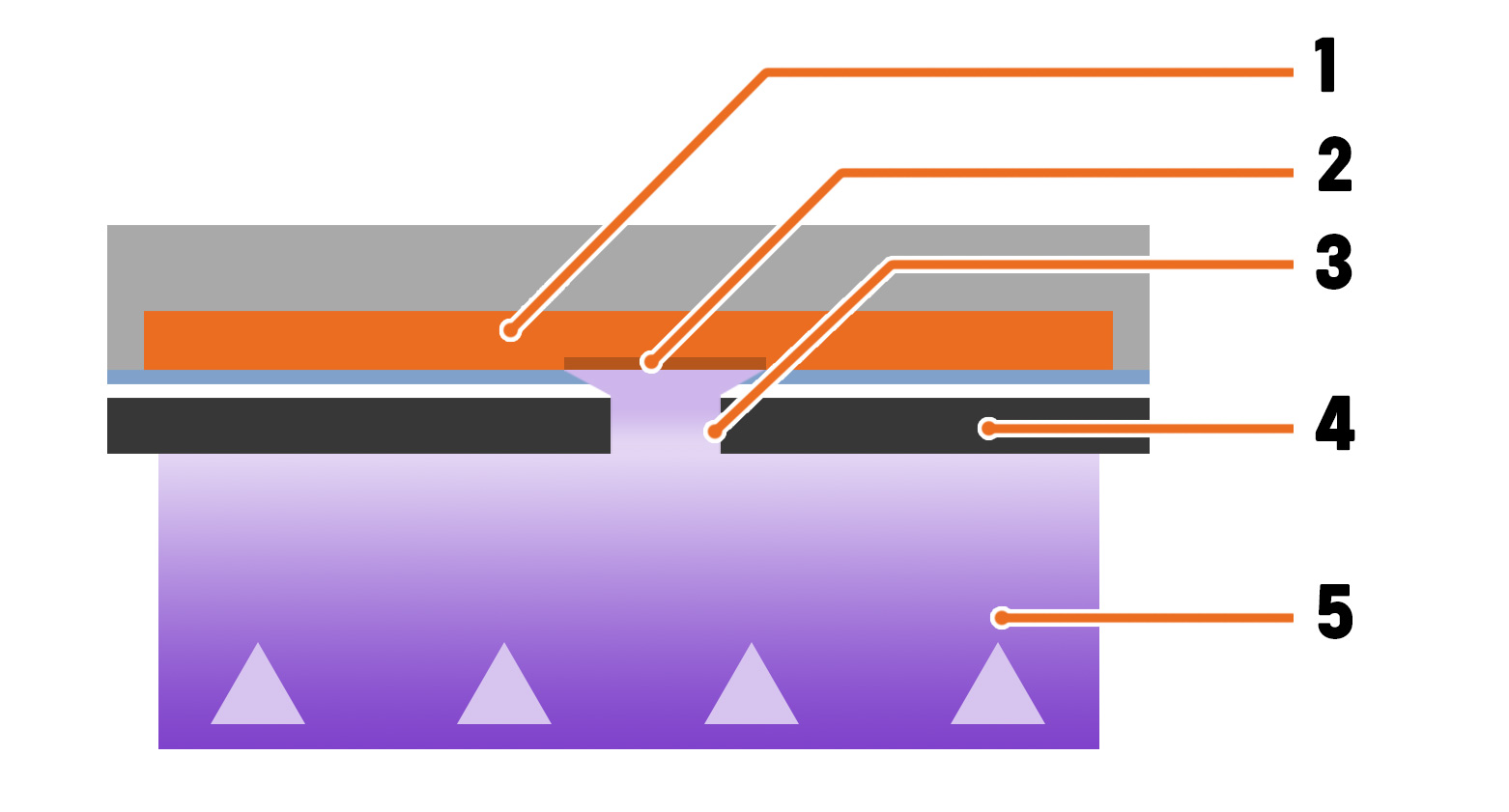
1 – Harz | 2 – verfestigtes Harz | 3 – UV-Licht, das durch ein Pixel dringt | 4 – monochromes Belichtungsdisplay | 5 – UV-Licht
Das Licht, das durch das größere Pixel fällt, belichtet eine Fläche, die noch größer ist als das Pixel selbst. Ein Pixel auf der monochromen Anzeige ist größer als ein Subpixel in einer RGB-Anzeige. Das ist der Grund, warum unsere erste Kombination aus einem monochromen LCD und einem Reflektor zu einem Verlust von Details führte! Und noch etwas: In den Bereichen, in denen sich das Licht von zwei Pixeln überschneidet, wird das Modell durch Überbelichtung verzerrt. Kein einfaches Problem. Aber die Vorteile eines monochromen Displays überwiegen bei weitem die negativen Aspekte – wir mussten nur herausfinden, wie wir das Licht durch das Display führen können.
Zähmung der Lichtstrahlen
Unser Ziel war es nicht nur, die für die Aushärtung einer Schicht benötigte Zeit zu verkürzen. Wir wollten die Druckqualität noch weiter steigern und gleichzeitig unseren selbst entwickelten Kippmechanismus für einen schnelleren und zuverlässigeren Druck nutzen. Das war einer der Gründe, warum wir keine Lösung von der Stange verwenden wollten.
Wir hatten das neue Monochrom-Display bereits in den SL1-Rahmen eingebaut. Das war eine recht einfache Aufgabe, denn der SL1 wurde wie alle unsere Maschinen mit Blick auf die Aufrüstbarkeit gebaut. Dann mussten wir eine Lichtquelle finden, die einen gerichteten Lichtstrahl erzeugt – das bedeutet, dass sich die Lichtstrahlen nicht in die Seiten ausbreiten, sondern parallel bleiben. Der andere wichtige Aspekt ist die Homogenität der Lichtquelle. Wenn es einen Unterschied in der Stärke des Lichts über den Druckbereich gibt, können einige Teile des Drucks über- oder unterbelichtet sein, ein unerwünschter Effekt in beiden Fällen.

Wir haben über ein Dutzend Technikfirmen kontaktiert und sind ein Jahr lang eine lange Liste verschiedener Lichtquellen durchgegangen. Wir testeten Linienlaser, LED-Scanner, getrennte Reflektoren, TIR-Linsen, maßgeschneiderte LED-Lichtleiter und natürlich maßgeschneiderte Linsen in Kombination mit einem großen LED-Array. Keiner von ihnen konnte alle Anforderungen erfüllen – nur die maßgeschneiderten Linsen kamen dem nahe. Unser erster Versuch basierte auf den Fresnel-Gleichungen.
Wir verwandelten eine plan-konvexe Linse in eine Fresnel-Linse, die entweder durch Gießen eines UV-beständigen optischen Harzes in einen SLA-Druck oder durch Pressen einer Inversionsmatrix in geschmolzenes Plexiglas hergestellt wurde. Es erwies sich jedoch als nahezu unmöglich, das erforderliche Qualitätsniveau zu erreichen. Schließlich erhielten wir ein Linsenarray, das uns die erforderliche Qualität in Bezug auf Lichtbündelung und Homogenität bot. Es war jedoch kein typischer „Heureka-Moment“, wir hatten noch eine Menge Arbeit vor uns.
Lasst es uns schneller machen!
Es ist schwer zu sagen, wie wir auf die Idee gekommen sind, den SL1S nicht nur so schnell wie möglich zu machen, sondern einfach den schnellsten. Ich glaube, es war etwa vier Monate vor der Markteinführung. Wir hatten alles auf dem Tisch: ein monochromes LCD mit einem Wirkungsgrad/Lichtdurchlässigkeit von etwa 5 % (im Vergleich zu 1 % beim RGB-Bildschirm), brandneue Linsen und eine neue LED-Anordnung waren in Arbeit. Wir erreichten beträchtliche Geschwindigkeitssteigerungen (auch dank der verbesserten Geschwindigkeit des Kippmechanismus), sogar die Druckqualität stieg an. Ich denke, es war einer der „Was wäre wenn…“-Momente. Was wäre, wenn wir die Leistung der UV-LEDs massiv erhöhen würden? Zwei Mal? Das Vierfache?
„Wie viel schneller wollen Sie es?“
„Ja.“
Bevor ich Ihnen den Rest der Geschichte erzähle, lassen Sie mich hier einen kleinen Umweg machen – Lassen Sie uns über den Kippmechanismus und die Druckzeiten sprechen. Wenn Sie sich verschiedene SLA-3D-Drucker ansehen, ist die allgemein veröffentlichte Information die Belichtungszeit pro einzelner Schicht, die alles von zwei bis acht Sekunden betragen kann. Dies ist jedoch nur ein Teil der tatsächlichen Leistung. Der Drucker muss außerdem die Plattform nach dem Aushärten einer Schicht nach oben bewegen, damit das Harz unter die Plattform zurückfließen und sich gleichmäßig verteilen kann. Dann wird die Plattform zurück in den Harztank gesenkt und der Druck wird fortgesetzt. Dieser Vorgang nimmt einige Zeit in Anspruch – mindestens einige Sekunden. Die Gesamtdruckzeit ist also nicht nur die Belichtung einer einzelnen Schicht multipliziert mit der Anzahl der Schichten, sondern die Belichtung einer Schicht plus die gesamte Auf- und Abwärtsbewegung multipliziert mit der Anzahl der Schichten. In den allermeisten Fällen ist unser Kippmechanismus erheblich schneller. Beurteilen Sie also einen 3D-Drucker nicht nur anhand der Belichtungszeiten.
Zurück zum UV-LED-Array! Zunächst einmal sind die neuen UV-LEDs, die wir verwenden, das Beste vom Besten. Der Hersteller, den wir ausgewählt haben, testet jede einzelne LED, die hergestellt wird, und teilt sie dann in so genannte „Bins“ ein, je nachdem, wie gut die Parameter der LED sind, also haben wir uns direkt an die Spitze gesetzt. 🙂 Die neuen LEDs sind immer noch doppelt so teuer wie die LEDs im originalen SL1 und die Qualität zeigt sich wirklich. Und auch hier war es komplizierter, als es sich anhört – die neuen LEDs benötigen einen höheren Strom (1,4 A vs. 0,7 A), den das eingebaute Netzteil im SL1 nicht liefern konnte. Deshalb entschlossen wir uns, das Netzteil aus dem Original Prusa MINI zu verwenden und es über ein speziell angefertigtes Booster Board anzuschließen, das sowohl die Hauptplatine als auch das UV-LED-Array mit Strom versorgt. Voilà – 1,4-Sekunden-Belichtungszeit und 3-Sekunden-Kippzeit waren in Reichweite.
Mit dem neuen monochromen LCD und den viel besseren LEDs konnten wir auch auf den Kalibrator für den LCD-Bildschirm verzichten. Die Transmissionsrate jedes Displays wird jetzt mit einer speziellen Prüfstation gemessen und die Daten werden direkt in die Elektronik des LCD-Moduls geschrieben, was vorher nicht möglich war. Sobald das Modul in den Drucker eingebaut ist, werden die Informationen über die Transmission vom System gelesen und die notwendigen Werte entsprechend angepasst. Dank dieses Verfahrens sind alle unsere SL1S-Drucker in Bezug auf die Leistung praktisch identisch.
Mach es möglich!
In der letzten Phase dieses kleinen Puzzles ging es darum, alles zum Laufen zu bringen. Es war ein langwieriger Prozess, der strenge Tests und ständige Anpassungen der optischen Anordnung erforderte. Mehrere Wochen lang kämpften wir einen harten Kampf gegen parasitäre Strahlen – plötzlich begannen alle unsere Drucke am Boden des Tanks festzusitzen. Sie lösten sich einfach von der Druckplattform ab. Was nun?
Wir haben es schließlich herausgefunden. Die alte Linsenanordnung ließ zu, dass sich UV-Lichtstrahlen in bestimmten Bereichen des Bildschirms kreuzen, wodurch überbelichtete Stellen entstanden. An diesen Stellen verfestigte sich das Harz schneller als der Rest des Druckbereichs, was dazu führte, dass das Objekt an der FEP-Folie (dem Boden des Tanks) klebte. Um dieses Problem zu lösen, mussten wir die Linse, das Lichttrenngitter unter den Linsen und das LED-Panel in winzigen Schritten justieren, bis wir die richtige Position gefunden hatten. Oh, und da die Kühlung des SL1 für das RGB-Display und seinen V-förmigen Reflektor entwickelt wurde, funktionierte sie mit der neuen Lösung überhaupt nicht – zurück zum Reißbrett!
Das Problem war, dass der Luftstrom, den wir speziell für den V-förmigen Reflektor und das übersichtlichere Innere des Geräts entwickelt hatten, plötzlich völlig nutzlos war und der Drucker zu überhitzen begann. Das neue LED-Panel mit der überarbeiteten optischen Baugruppe ist viel größer als die alte Lösung und aufgrund der Sperrigkeit des gesamten Blocks konnte die Luft die kritischen Komponenten nicht erreichen.
Es ist definitiv nicht so einfach, ein RGB-Display gegen ein monochromes LCD auszutauschen.
Aber am Ende haben wir es geschafft, dass alles funktioniert – und es funktioniert wunderbar! Der SL1S mag von außen gleich aussehen, aber die internen Teile wurden fast vollständig durch brandneue Komponenten ersetzt. Der SL1S kann nicht nur schnell drucken, sondern die Qualität der produzierten Modelle ist auch außergewöhnlich. Wir haben die Belichtungszeiten von 7-8 Sekunden auf nur 1,4 Sekunden erhöht und den Kippmechanismus fast dreimal so schnell gemacht. Es war eine lange Reise. Wir hatten oft das Gefühl, dass wir kurz vor einer neuen Entdeckung standen, nur um ein paar Tage später in eine Sackgasse zu geraten. Das gehört alles zum Prozess. Nach vielen Monaten Arbeit ist der SL1S nun endlich da (wir liefern ihn seit Anfang Juli aus) und ich bin sehr zufrieden mit dem Ergebnis.
Du musst angemeldet sein, um einen Kommentar abzugeben.