






Objekt vytištěný na 3D tiskárně nemusí být nutně finálním produktem. S pomocí 3D tisku lze vytvářet i nejrůznější šablony, nádoby nebo i odlévací formy. Právě na poslední jmenovanou možnost se zaměříme v tomto článku a ukážeme si, jak v domácích podmínkách vytvářet odlévané výrobky například z vosku nebo mýdla.
Cílem tohoto článku je ukázat, že odlévání ze silikonových forem není tak složité, jak se může na první pohled zdát. Sám jsem během svého snažení postupoval spíše metodou pokus-omyl, doufám tedy, že jsem trochu prošlapal cestu těm, kteří chtějí formy využívat, aniž by se správné postupy museli učit za pochodu a za cenu plýtvání časem a materiálem.
U videa si nezapomeňte zapnout české titulky!
Materiál pro výrobu forem
K výrobě forem použijeme dvousložkový kondenzační silikon. My jsme použili Lukopren N Super, který vytvrzuje při pokojové teplotě pomocí kondenzační reakce. Skládá se ze složky A (samotný silikon) a složky B (tvrdidlo). Samozřejmě můžete použít i jakýkoliv jiný silikon pro výrobu forem, například Smooth-on, ACC Silicones, RTV atd. V našem případě je forma plně vytvrzená za 24 hodin. Dobu zpracování a vytvrzení lze ovlivnit množstvím tvrdidla a teplotou prostředí. Výsledná forma drží tvar, je teplotně i chemicky odolná. Lze ji použít také k malosériové výrobě forem určených pro odlitky z polyuretanu, epoxidu, polyesteru, sádry, betonu, cementu, vosku, nízkotavících kovů, mýdla apod. Materiál je vhodný jak pro výrobu malých forem s jemnými detaily, tak i dělených forem určených naopak k odlévání rozměrných objektů, soch, apod. Vzhledem k vysoké zatékavosti a nízké viskozitě není nutná vývěva. Silikon je možné použít jako licí, nebo po zahuštění i jako natírací (jsou však silikony pro tento účel vhodnější než náš Lukopren, například výše zmíněný Smooth-on).
Odlévání kovů se budeme podrobně věnovat až v našem dalším připravovaném článku. V něm se zaměříme na výrobu šperků a dentálních aplikací.
Model
Základním předpokladem kvalitního odlitku je kvalitní „master” – model, ze kterého budeme odlévat. Ten nemusíte nutně tisknout, ale faktem je, že zapojení 3D tisku do celého procesu před vámi otevře nové možnosti a master si vytvoříte přesně podle vašich potřeb. A navíc se nemusíte bát, že jej při odlévání zničíte, snadno si totiž vytisknete nový. Každopádně, nakreslení kvalitního modelu může být zdlouhavé a vyžaduje velkou trpělivost a pečlivost, zvláště pokud s modelovacími programy teprve začínáte. Starosti s touto fází si můžete ušetřit tím, že stáhnete hotový model z internetové databáze, jako je například www.prusaprinters.org.
Model by měl být co nejméně „podmodelovaný“, to znamená, že jeho stěny nesmí svírat s dělící rovinou mezi polovinami formy ostrý úhel (vetší než 90°). Jinými slovy, pokud se do formy podíváme kolmo shora, musíme vidět kompletní tvar, nic by nemělo být „za rohem“. Taková místa by později mohla zapříčinit zaseknutí odlitku ve formě.
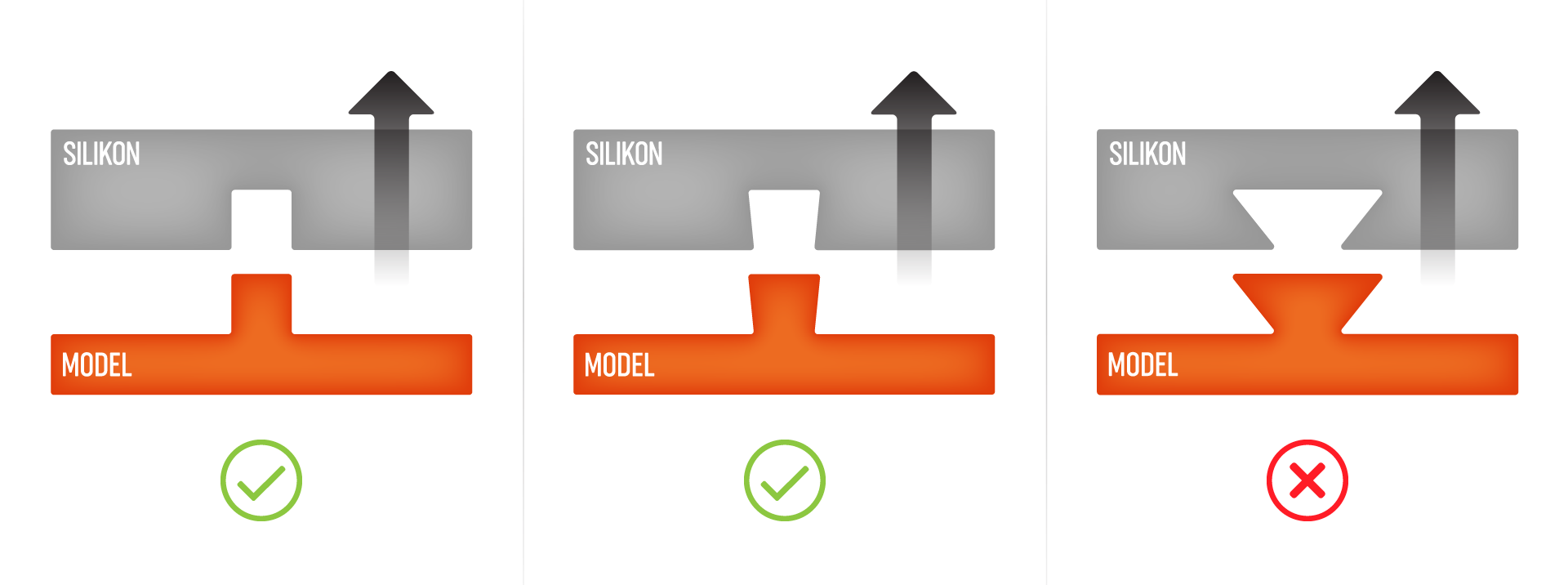
Velká výhoda silikonových kaučuků spočívá v jejich pružnosti. Díky ní můžeme formu různě ohýbat a vyjmutí odlitku si tak usnadnit. Proto si určitou míru podmodelování můžeme dovolit. Správně zalitý objekt by měl po lehkém prohnutí formy vypadnout samovolně nebo za použití zcela minimální síly. Pokud použijeme casting resin metodou ztraceného vosku, samozřejmě podmodelování nemusíme řešit vůbec, protože fáze vyjmutí modelu z formy úplně odpadá.
Pro výrobu forem ze silikonových kaučuků, jako je například námi používaný Lukopren, může být model vytištěný z jakéhokoliv neporézního materiálu. To znamená, že výtisky z filamentu nebo resinu jsou vhodné k odlévání, přičemž tiskové vrstvy při zaformovávání nejsou vyloženě na překážku – i když se samozřejmě přenesou i na povrch finálního odlitku. Vhodnější je proto tisk z pryskyřice. Proto jsem tiskl z resinu na tiskárně Original Prusa SL1. Pro výrobu formy pomocí vytavitelného modelu (tzv. metodou ztraceného vosku) máme k dispozici speciální odlévací (casting) resiny, které lze z formy beze zbytku vytavit, respektive vypálit. O této metodě se dozvíte více v příštím článku.
Povrch modelu je nutné před zaformováním důkladně zkontrolovat, upravit a začistit, jinak by se všechny vady a nečistoty otiskly do formy a objevily se pak i na odlitcích. Nejde jen o větší vady (například zbytky tiskových podpor), ale i o různé škrábance nebo dokonce i pouhé otisky prstů.

Příprava modelu pro zaformování
Před samotným zaformováním je nutné rozvrhnout dělící roviny vícedílných forem. Umístění nálitku a systému odtokových kanálků vyřešíme až před samotným odléváním, tím, že je vyřežeme do silikonové formy.
Doporučovaný postup vytvoření dělící roviny je následující: Model zahlubte do sochařské hlíny nebo modelíny až po dělící rovinu (která samozřejmě nemusí být vodorovná).

Do té se pak udělejte vodící body pro přesné slícování obou polovin forem na sebe.

Tyto body můžete vytvořit různými způsoby, stačí například vytlačit drobné otvory násadou štětce, vyrýt drážky apod. – cokoliv, čím narušíme hladký povrch, aby po sobě poloviny formy neklouzaly.
Nedílnou součástí výroby každé formy je také tzv. ohrádka. Jedná se o stěny formy, které zadrží vlévaný silikon, aby se neroztekl po celém stole. Po všelijakých pokusech s Lego kostičkami nebo různými destičkami lepenými tavnou pistolí jsme nečekaně přišli na úplně jednoduché a čisté řešení: ohrádku prostě vytiskneme na Original Prusa i3 MK3S (pod svícnem je nejvíc tma :). Použít samozřejmě ale můžete jakoukoliv FFF 3D tiskárnu. Pro dostatečně pevnou ohrádku stačí tloušťka stěn 4 perimetry.


Celý vnitřní prostor, tedy ohrádku, hlínu i model, nesmíme zapomenout před samotným zalitím silikonem vymazat separátorem, abychom po zatuhnutí silikonu mohli snadno vyjmout formu z ohrádky i model z formy.
Odlijeme první polovinu formy tak, že připravený silikon s tvrdidlem (které jsme přidali podle návodu) pomalu vléváme z dostatečné výšky (alespoň 10 cm) do rohu připravené ohrádky se zaformovaným modelem a necháváme silikon samovolně zatékat do prostoru formy.
Po zatuhnutí vyjmeme odlitou první polovinu silikonové formy z ohrádky a odstraníme z modelu i silikonu veškerou hlínu.

Po odstranění veškeré hlíny je potřeba model, povrch silikonu i ohrádku důkladně přetřít separátorem, aby se nám obě části formy neslepily dohromady. Poté opět vlijeme připravený silikon a vytvoříme tak druhou polovinu formy.


Po vyjmutí zatuhnutého silikonu z ohrádky můžeme model kompletně vyjmout z formy.
Nálitek
Nálitek je otvor, kterým se nalévá materiál do formy a je důležitý pro kvalitu odlitku. Pro kvalitní odlitek, pokud není lito odstředivě, by měl být nálitek alespoň 3-5 cm vysoký (neplatí pro kov). Průměr nálitku závisí na použitém materiálu pro odlévání. Na materiály jako je sádra, beton, vosk a další méně zatékavé materiály je potřeba mít nálitek širší, (>3 cm), naopak na resin stačí nálitek úzký (zhruba 1 cm).


Odvzdušňovací kanálky slouží k rychlejšímu odvodu vzduchu z formy. V každé uzavřené formě by měl být alespoň jeden odvzdušňovací kanálek. Odvzdušňovací kanálek je nutné umístit i do míst, které jsou nad úrovní styku nálitku s modelem a všude tam, kde hrozí nebezpečí vzniku vzduchové kapsy. Dobrý odlitek se mimo jiné vyznačuje dokonalým odlitím všech odvzdušňovacích kanálků.

Proces odlévání
Poté, co jsme připravili formu včetně odvzdušňovacích kanálků a nálitku, můžeme přejít k samotnému odlévání. Formu nejprve pečlivě vytřeme separátorem, aby se nám samotný odlitek k formě nepřilepil a mohli jsme ho snadno vyjmout. Odlévat budeme z mýdlové hmoty a vosku.
Formu lze bez problémů použít opakovaně. Z jedné formy můžete získat 30 až 50 odlitků – přesný počet závisí na tom, jak složité a detailní tvary odléváme.
Pro odlévání mýdla potřebujeme mýdlovou hmotu rozehřát, aby přešla do tekutého stavu. Doporučujeme použít mikrovlnnou troubu na nejvyšší výkon a to po dobu zhruba jedné minuty (vždy záleží na hmotě samotné a na výkonu mikrovlnné trouby).
Silikonovou formu si oblepíme lepící páskou, aby nám obě její poloviny držely u sebe. Následně pomalu vlijeme rozehřátou hmotu do formy.


Hmota ztuhne samovolně za 1-3 hodiny podle teploty v místnosti (můžete urychlit vložením do lednice).


Vosk na svíčku odlijeme stejným způsobem jako mýdlo, jen je potřeba na opačném konci formy než je nálitek vytvořit drážku pro knot.

Vložíme knot a vosk, opět rozehřátý v mikrovlnné troubě, vlijeme do formy.
Vosk tuhne rychleji nežli mýdlo a je připravený na vyjmutí z formy v rozmezí 30-60 minut (opět záleží na teplotě v místnosti). Pozor, vosk má tendenci při svém tuhnutí ztrácet objem, takže opravdu naplňte nálitek až po okraj.
Slovo závěrem
Výroba forem není nijak složitá a pomůže vám vytištěné modely snadno reprodukovat do různých materiálů. Není problém tímto způsobem dokonce rozjet malosériovou výrobu odlitků.
Takže hodně úspěchů při bastlení a jako vždy, tisku zdar!

Pro přidávání komentářů se musíte nejdříve přihlásit.