
Dlouho jsem pro vás neměl žádný větší update týkající se toho, co se děje v naší firmě. Nastal čas to napravit. Novinek je spousta, takže vás nebudu zdržovat dlouhým úvodem a hned se do toho pustíme.
- Odesílání objednávek a technická podpora
- Multi Material 2.0
- Slic3r PE 1.40.1
- Nekonzistentní extruze
- Firmware 3.3.1
- Lepší chlazení a vylepšený extruder
- Další novinky
Odesílání objednávek a technická podpora
Pořádně jsme vylepšili náš systém pro odesílání objednávek. Možná to zní jako drobet nudná novinka, ale věřte mi, je to změna, kterou ocení snad všichni. Každý den odesíláme přes 800 balíků do všech koutů světa – tiskárny, upgrady, filamenty, náhradní díly. V podstatě se nám tu den co den objeví pět náklaďáků, a my je naložíme až po střechu. 🙂 Věřte nebo ne, ještě před pár týdny jsme všechny objednávky zpracovávali ručně a vše se zapisovalo do gigantické tabulky v Google Docs…
V systému se často vyskytovaly chyby a celé to bylo děsně pomalé. Nyní máme náš e-shop propojený s ERP a API kurýrních služeb, takže vyřizujeme objednávky jak na běžícím pásu. Pokud svou objednávku uskutečníte do 13 hodin a zboží je skladem, odešleme jej ještě ten samý den. Jasně, tu a tam se může objevit výjimka, ale zboží chceme zkrátka odesílat ještě v den objednání.
Vylepšení systému pro odesílání objednávek ulehčilo práci našemu týmu zákaznické podpory. Všechno šlape hladce, což mimo jiné znamená, že ubylo dotazů na data doručení, protože nedochází k prostojům při odesílání zboží. Na druhou stranu, ve světě se totiž vyskytuje už více než 90 000 našich tiskáren, tudíž naši pracovníci technické podpory musí odpovídat na více otázek. Uvědomujeme si, že se naše tiskárny dostávají do všech možných koutů světa, tudíž aktivně přidáváme nové jazyky jak do softwaru, tak do dokumentace – už máme češtinu, angličtinu, němčinu, polštinu, italštinu a španělštinu. Díky SPI flash paměti můžeme do MK3 přidat podporu doslova stovek dalších jazyků.
Také jsme už rozeslali první várku tiskových plátů se zrnitým práškovým PEI povrchem! A vypadá to, že se uživatelům hodně líbí! Upřímně řečeno, finální fáze příprav byla hodně komplikovaná, ale stálo za to. Měli jsme problémy s dosažením rovnoměrné hrubosti povrchu, a pokaždé, když jsme si mysleli, že jsme to trefili správně, přišly další problémy. Bojovali jsme s kvalitou nanesení PEI na kovový podklad a velké problémy nám nadělal i bílý potisk podložky, který snižoval přilnavost. Každopádně pokud se v tuto chvíli neobjeví nějaký zásadní průšvih, budeme schopni vyrábět několik tisíc kusů měsíčně. Hurá!
První kusy tiskového plátu se zrnitým práškovým povrchem dorazily jako malé překvapení nejprve těm zákazníkům, kteří při objednávce tiskárny neměli zájem o hladký tiskový plát a na svoje zboží čekali už několik měsíců. Až vyřídíme tyto prioritní objednávky, dostaneme se i k dalším zákazníkům, kteří nechtěli čekat a pořídili si tiskárnu s hladkým PEI povrchem. Těm začneme postupně rozesílat kupóny ve výši 250 CZK na nákup plátu se zrnitým práškovým povrchem. Týká se to zákazníků, kteří neměli možnost si tiskový plát vybrat, tedy objednávek před březnem 2018. Na objednávky, kde si zákazníci mohli zvolit typ tiskového plátu, se tato sleva nevztahuje. Celá akce by se měla rozjet na konci srpna 2018.
Až dostanete svůj nový tiskový plát, nezapomeňte znovu provést kalibraci první vrstvy (First Layer Calibration), protože plát se zrnitým práškovým PEI povrchem má nepatrně jinou tloušťku, což může ovlivnit váš tisk. Kalibraci je potřeba provést při každé výměně tiskového plátu za jiný typ. Více informací si můžete přečíst v našem centru nápovědy – zatím v angličtině.
A mimochodem – čekací lhůta na MK3 s hladkým tiskovým plátem se zkrátila na pouhé 3 dny! Konečně! Takhle je to tedy aspoň v současné době, nečekejte že to vydrží dlouho. 🙂 Čekací lhůty pro různé typy tiskáren můžete najít zde.
Multi Material 2.0
Multi Material 2.0 se velmi brzy dostane k betatesterům. Ano, máme jisté zpoždění oproti původnímu plánu, na druhou stranu každý extra den vývoje se pozitivně promítne do kvality výrobku. Nedávno jsme vyměnili klasický senzor filamentu za P.I.N.D.A. sondu, protože víme, že některé typy filamentů si se senzorem úplně moc nerozumí. A jak už jsem lehce nastínil na Twitteru a pár výstavách, máme nyní implementovanou funkci „wipe to infill”, což je naprostá pecka. V podstatě jde o to, že se zbytky filamentu používají na tisk infillu, kde na barvě nezáleží. Čistící věž, tedy wipe tower, sice nelze ani tak kompletně odstranit, protože některé modely zkrátka nemohou mít dostatečný infill, ale lze ji alespoň výrazně zmenšit. A přidali jsme i malý bonus: funkci waste object. Pokud vám u nějakého předmětu nezáleží na konzistentní barvě, lze ho využít jako takovou užitečnější čistící věž 🙂
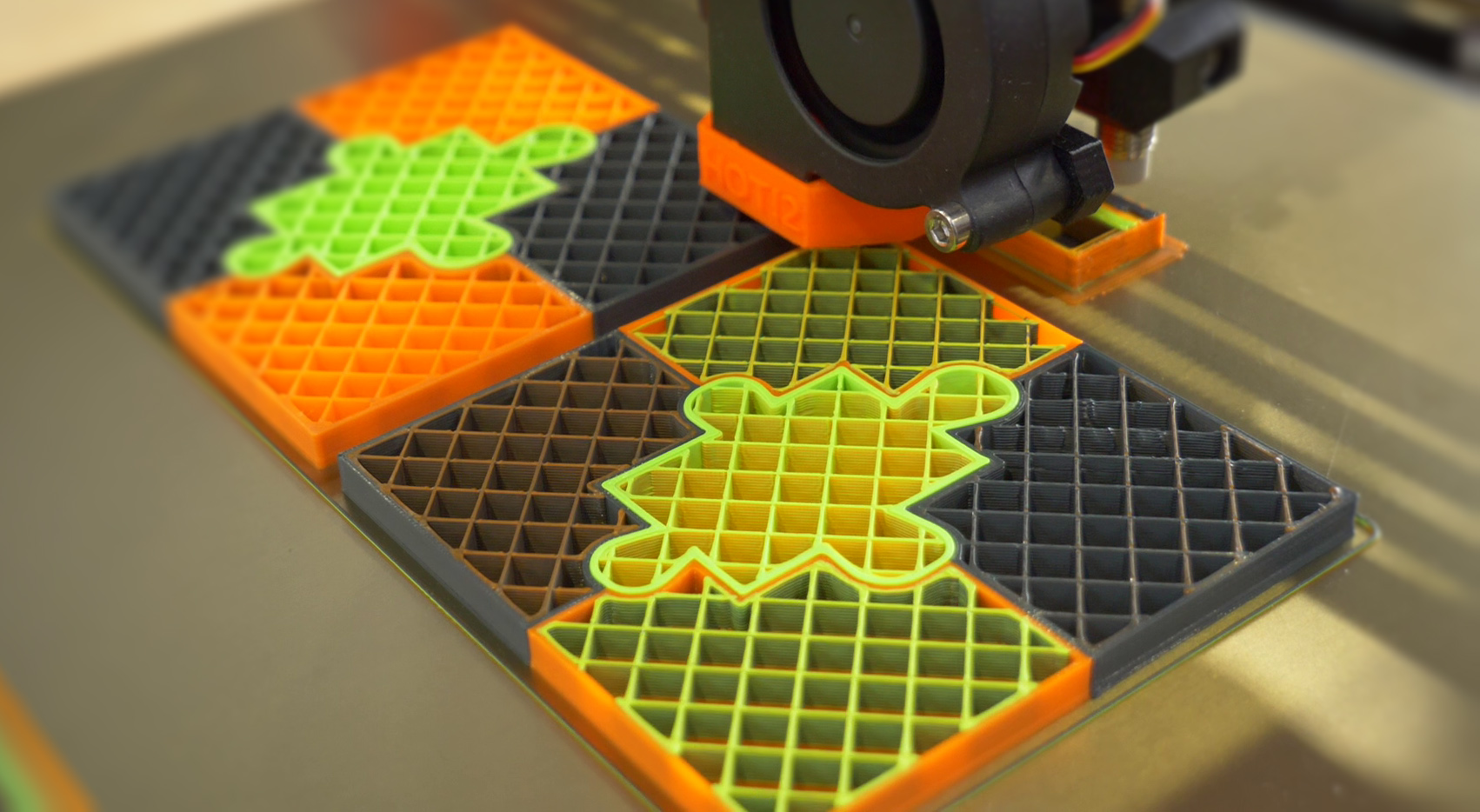
Funkce „Wipe to infill”

Demonstrace funkce „Waste Object”
Velmi brzy, pravděpodobně během příštího týdne, vydáme separátní článek čistě o MMU 2.0.
Slic3r PE
Funkce wipe into infill a wipe object patří mezi novinky našeho aktualizovaného Slic3ru PE. Pojďme se na něj podívat blíže.
Náš vývojářský tým se rozrostl na sedm zaměstnanců na plný úvazek, a jak se do práce zapojuje více a více lidí, přibývá i užitečných funkcí v programu. Slic3r PE má nového Průvodce nastavením, a jak už jste si určitě všimli při instalaci nového balíku ovladačů, zmizely separátní ikony programu pro jednotlivé typy tiskáren. Místo nich na ploše trůní jen jedna, která se pohodlně postará o jakýkoliv typ naší tiskárny. Celý systém konfigurace jsme přepsali z Perlu do C++ a aktualizované konfigurace se stahují automaticky z internetu – pokud to programu povolíte. A pozor, firmware je třeba nyní aktualizovat přímo ve Slic3ru, integrovali jsme do něj totiž dříve separátní aplikaci Firmware updater.
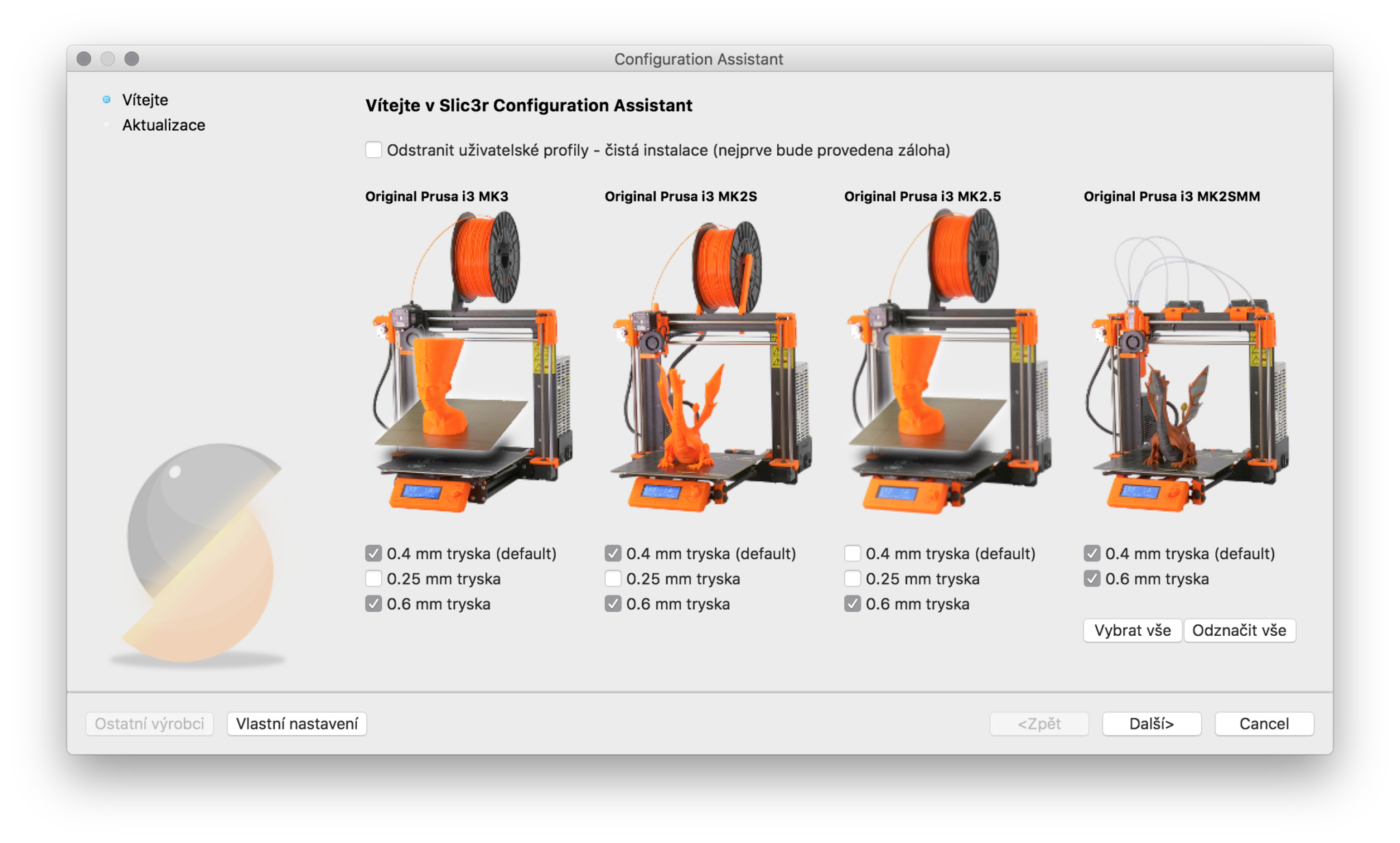
Nový průvodce nastavením
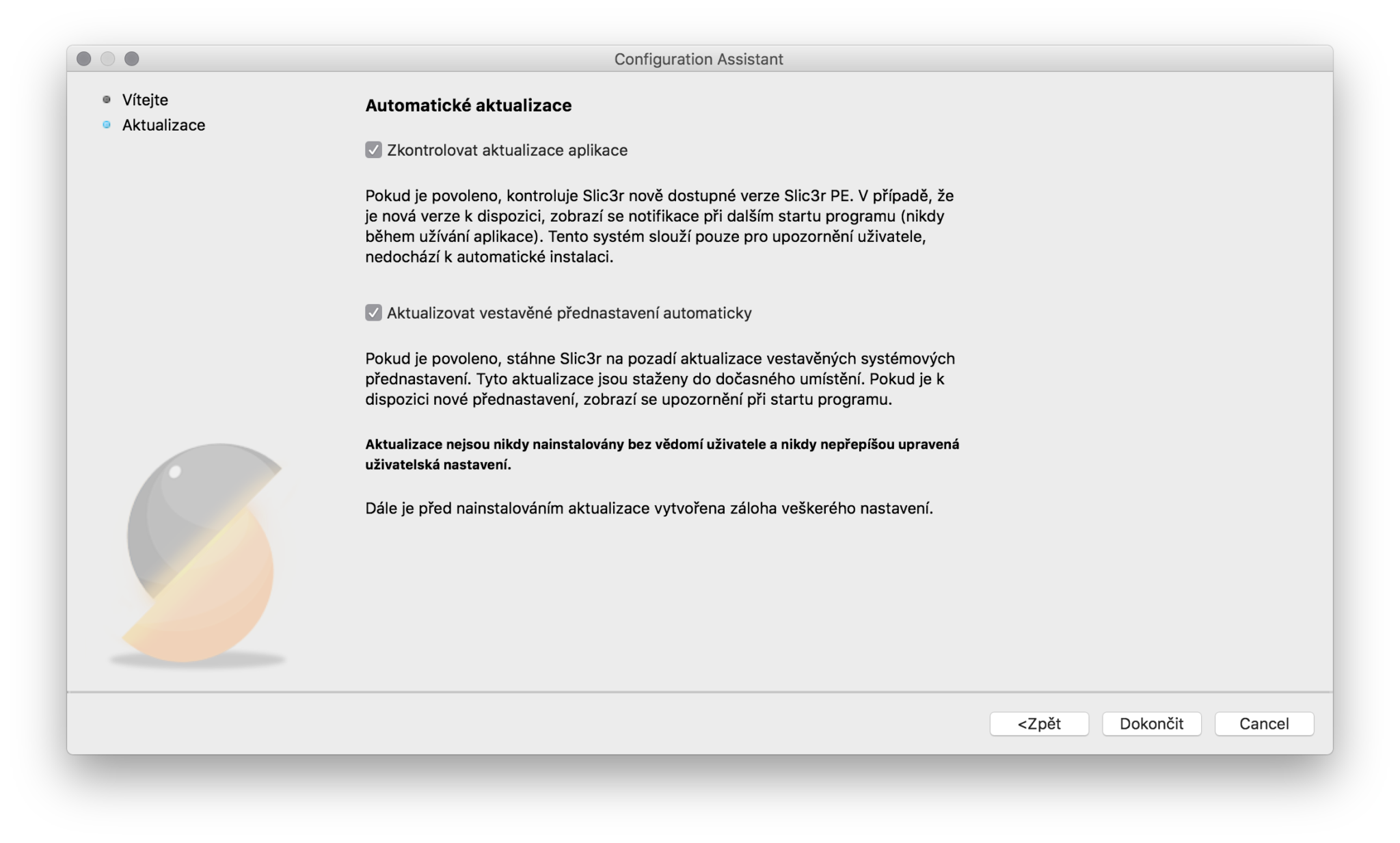
Nastavení automatických aktualizací
Slic3r PE je nyní kompletně přeložen do češtiny, angličtiny, francouzštiny, němčiny, italštiny, polštiny, španělštiny a ukrajinštiny.
O rozdílových tiskových profilech jsem snil už nějakou dobu a nyní se stávají realitou. Představte si situaci, že využíváte naše tiskové profily, ale tu a tam si konfiguraci upravíte. Když pak přistane nová aktualizace, musíte si hodnoty opět doladit. Když tyto úpravy provedete ve Slic3ru 1.40.0 a novějších, pak sice musíte svůj profil uložit jako nový (výchozí profily nelze přepsat), ale když výchozí profily aktualizujeme, dojde i k aktualitzaci vašich profilů s tím, že vámi upravené hodnoty zůstanou! Když začnete upravovat různé hodnoty, jsou změny zvýrazněny odlišnou barvou. Nastavení nyní lze i zálohovat, tedy vytvářet tzv. snapshoty. To znamená, že se snadno můžete vrátit k předchozí verzi.
A v neposlední řadě je tu ještě jedna věc: přesný výpočet tiskového času. Dosáhli jsme toho tak, že simulujeme firmware tiskárny a ověřili jsme si, že takto získáváme skutečně velmi přesné časy. V budoucích verzích Slic3ru (1.40.2+) budeme tyto hodnoty přidávat do exportovaných G-codů, takže se zbývající doba tisku bude zobrazovat přímo na LCD panelu tiskárny. 🙂 A vlastně ještě jedna věc: máme nádherný vizualizér G-codů. Aby se vše správně zobrazilo, musíte G-code nejprve exportovat. Ale na zlepšeních stále pracujeme.

Odhadovaný čas tisku ve Slic3r PE
Asi jste si také všimli, že jsme už nějakou dobu neaktualizovali PrusaControl. Ne, nezapomněli jsme na něj, ale máme s ním trochu jiné plány. Chceme PrusaControl sloučit se Slic3r PE, čímž vznikne PrusaControl 2. PrusaControl byl takovým separátním experimentem s uživatelským rozhraním, protože jsme nechtěli z ničeho nic kompletně překopat náš výchozí slicer. Pomalu ale nazrává čas oba programy sloučit do jednoho a využít předností každého z nich.
Slic3r PE 1.40.1 je součástí našeho balíku ovladačů, případně jej můžete stáhnout separátně z Githubu.
Nekonzistentní extruze
Pokud sledujete diskuzní fóra na našem webu či na Facebooku, možná už jste zaslechli něco o nekonzistentní extruzi či o „bájemi opředené” chybě 602 z GitHubu. Snad nikdo pořádně neví, co to přesně je, ale stejně se o tom vášnivě diskutuje. A tak jsme se pustili do detektivní práce s cílem odhalit podstatu i příčinu téhle záležitosti.
Posledních pár měsíců jsme strávili tím, že jsme tenhle „problém” zkoumali ze všech stran. Nakonec jsme zjistili, že vlastně dochází k zamíchání dvou různých věcí dohromady: jednak projevů opravdové nekonzistentní extruze a pak výtisků ze špatně sestavených či rozbitých tiskáren. Ta skutečná nekonzistentní extruze je přítomna na všech FDM 3D tiskárnách, které jsme do firmy zakoupili – je jedno, zda se jedná o levné či naopak velmi drahé kusy. A jak vlastně vypadá? Když nastavíte kužel světla paralelně k tištěnému předmětu, objeví se jistá nerovnoměrnost ve struktuře objektu. Lepší filamenty toto dokážou dobře skrýt, ale jiné materiály, jako třeba světle modrý, který jsme použili na ukázkových fotkách, je k tomuto efektu náchylnější. Mám teorii, že vysoký obsah bílého pigmentu v chemickém složení filamentu způsobuje, že se pak materiál chová trochu jako nenewtonská kapalina.

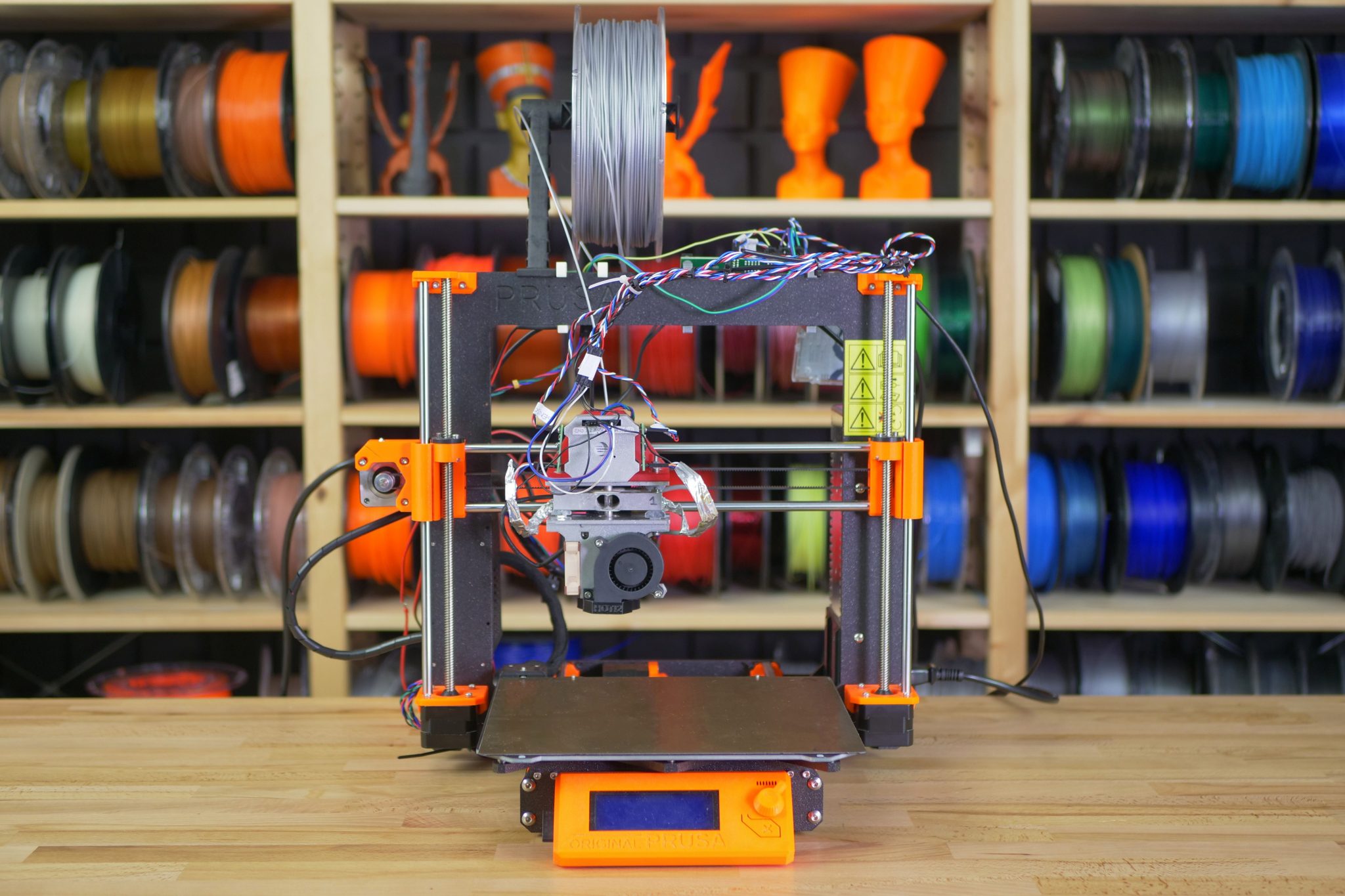
Tiskárny, které jsme testovali

Testovací tisky z různých tiskáren v náhodném pořadí pod souběžným světlem. U každé tiskárny bylo použito výchozí nastavení
Ještě než se budeme dál věnovat nekonzistentní extruzi, rádi bychom nabídli řadu užitečných tipů, díky kterým dostanete své tiskárny co nejblíže ideálnímu stavu.

Normální tisk vs. tisk ze špatně sestavené tiskárny – ten je často zaměňován za nekonzistentní extruzi
Na základě tiskáren, které jsme dostali nazpátek od zákazníků, jsme dali dohromady seznam nejčastějších chyb, ke kterým dochází během sestavování. Jedná se o seznam nejčastějších problémů, které jsou zároveň často zaměňovány s nekonzistentní extruzí.
- Ujistěte se, že máte OBĚ ložiska v podávacím kolečku Bondtech.
- Zkontrolujte, zda jsou podávací kolečka Bondtech správně zarovnaná s drahou filamentu.
- Zkontrolujte, zda pružiny na extruder idleru nejsou příliš silně dotažené. Musí být dotažené tak akorát, aby filament neprokluzoval.
- Zkontrolujte, zda je zadní strana X-carriage pořádně utažená.
- Zkontrolujte, zda hladké tyče na ose X a Z jsou správně upevněné.
- Zkontrolujte, zda srouby ve tvaru U, které drží ložiska LM8UU, nejsou moc silně dotažené nebo naopak nedotažené.
- Ujistěte se, že máte kvalitní a suchý filament.
- Změřte průměr filamentu.
- Ujistěte se, že používáte nastavení pro MK3! Ano, skutečně se často stává, že uživatelé používají pro Curu profily z MK2 k tisku na MK3.
- Zkalibrujte linearitu extruderu
- Nastavte násobič extruze, abyste předešli nadměrné extruzi
Pojďme se tedy ještě vrátit k tématu nekonzistentní extruze. Chtěl bych vám totiž nastínit, jaké testy jsme provedli, abychom téhle záhadě přišli na kloub.
Není to způsobeno firmwarem ani deskou
- Do MK3 jsme nainstalovali EINSy a RAMBo mini, nahráli jsme náš vlastní firmware a následně nemodifikovaný Marlin – bez rozdílu.
- Rovněž jsme vyzkoušeli EINSy s naším firmware a nemodifikovaným firmwarem na MK2, aniž by se to jakýmkoliv způsobem promítlo do kvality tisku
- Vyzkoušeli jsme Klipper firmware na deskách EINSy a RAMBo, přičemž na několika strojích došlo k mírnému zlepšení tisku, na jiných zůstal tisk úplně stejný. Slepý test neměl žádné prokazatelné výsledky.
- V neposlední řadě jsme zkusili Duet Wifi na MK3 – opět bez viditelného rozdílu
- Změna krokové interpolace na Trinamic driverech taktéž beze změny
Z těchto testů vyplývá, že na vině není firmware, EINSy, Trinamic drivery nebo 8-bitová platforma, jak někteří tvrdí. Některé kombinace přinesly určitá zlepšení, ovšem nic co by se týkalo nekonzistentní extruze.
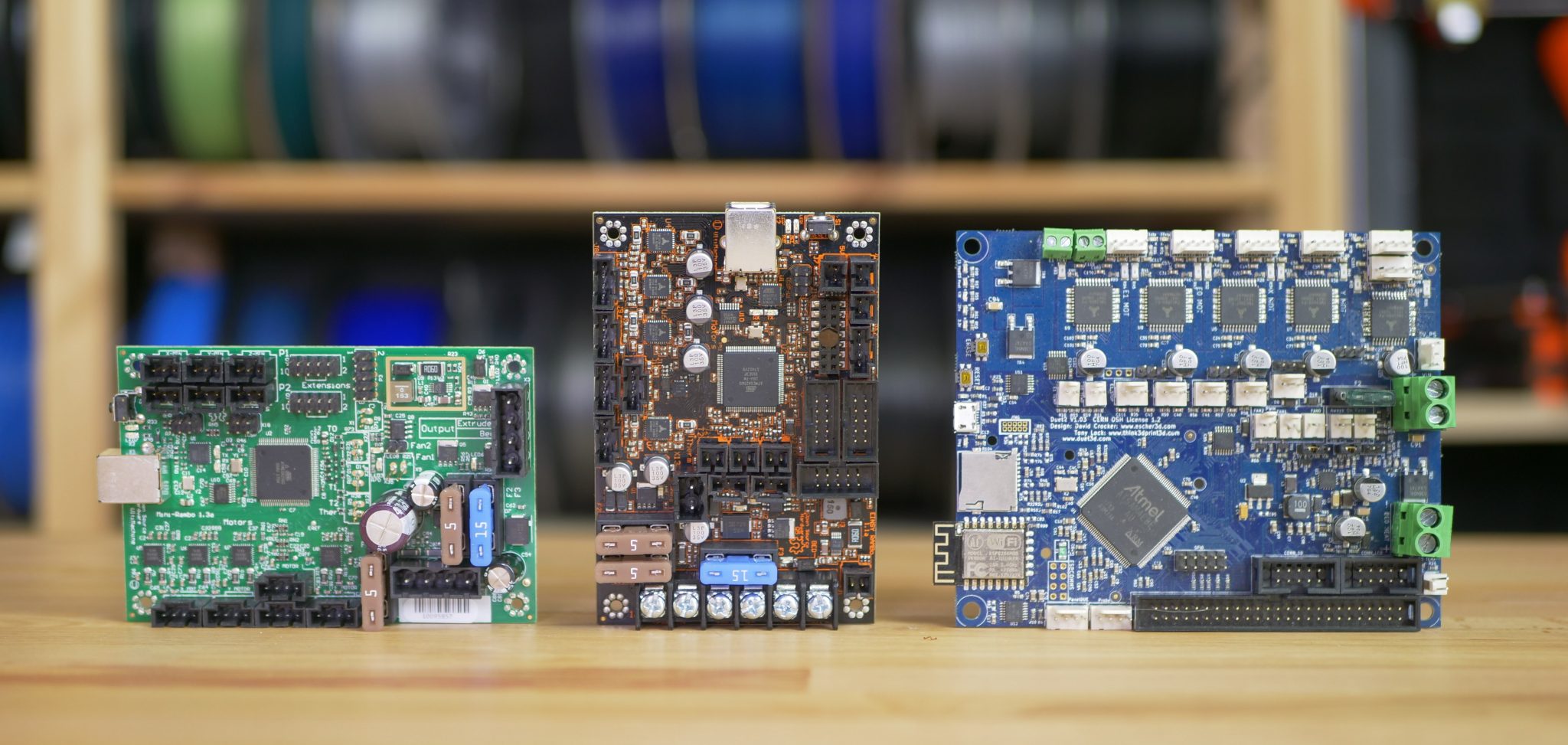
Základní desky, na kterých jsme testovali různé verze firmwaru
Rámem to také není
Už když jsem o této teorii slyšel poprvé, tak mě příliš nepřesvědčila. MK2 měla o dost „měkčí” konstrukci a tisky na ní nebyly výrazně horší. Ale stejně jsme tuto variantu prověřili.
Použití ozubených napínacích kladek řemenů nemělo žádný efekt. Zkusili jsme udělat rám dvakrát tlustší a přidali jsme podpěry, protože dle jedné teorie by rám mohl fungovat jako ladicí vidlička – žádná změna. Vyrobili jsme zesílenou osu X se čtyřmi hladkými tyčemi, abychom zamezili případnému viklání extruderu. Ani to nepomohlo.
Jediná věc, která z hlediska konstrukce může ovlivnit kvalitu tisku, jsou gumové nožičky, které ve vzácných případech mohou být příčinou oscilace.
Když jsme vyměnili obyčejné pásy GT2 za značkové Gates GT2, nedošlo sice k žádnému znatelnému zlepšení, ale vzhledem k tomu, že jsou Gates GT2 kvalitnější, rozhodli jsme se je zařadit do výroby. Brzy se jich dočkáte v nově vyrobených tiskárnách.
Co jsme zjistili
Tohle je jen nástřel všech testů, které jsme tu během několika měsíců provedli, ovšem pokrývají snad všechna „zaručená řešení” z internetu.
Dokonce jsme nakonec sestavili „dárcovskou” tiskárnu – koupili jsme tiskárnu jiného výrobce a namontovali na ni náš extruder. Tiskárna, o které mluvíme, je trošku „přetechnizovaná”, má značkové šrouby, lineární vedení Hiwin a masivní hliníkovou konstrukci, tudíž nemohly být přítomny žádné negativní mechanické vlivy. Avšak nekonzistentní extruze se projevila i zde.
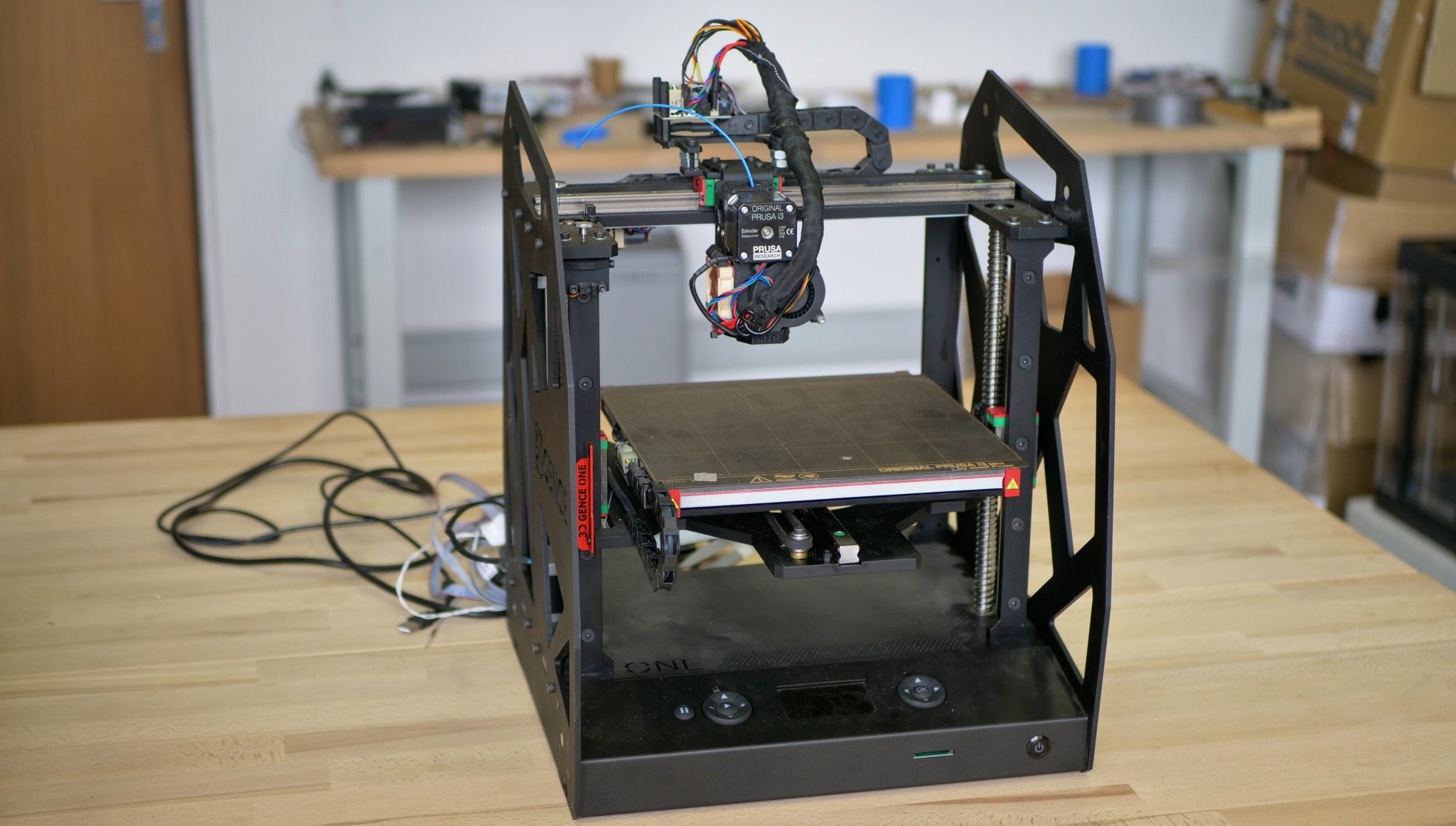
Zkombinovaná „dárcovská” tiskárna
Na užším listu možných příčin nakonec skončil mechanismus podávacích koleček, který najdete snad v každé tiskárně. Záleží i na tom, jak jsou ozubená. Pracujeme na téhle teorii společně s komunitou a snad se budeme moci brzy podělit o nové informace.
Modifikovaná MK3, která umí změřit tlak v extruderu
V podstatě jde o to, že pokud budete nekonzistentní extruzi cíleně hledat, najdete ji na každé tiskárně. Mrzí mě, že se tahle záležitost poněkud vymkla z rukou, a že jakmile si začnete nekonzistentní extruze všímat, jen tak ji z hlavy nevymažete. Našli jsme ji dokonce i na naší fungl nové Ultimaker 5S :-/ I tak jsem ale rád, že jsme se do pátrání pustili, protože mám dojem, že jsme nejspíš jediní. V tuto chvíli se věci mají tak, že se jedná o efekt charakteristický pro FDM technologii a je tudíž přítomen na všech FDM tiskárnách. Což ale neznamená, že se nám jej nepodaří potlačit!
Firmware
Za posledních pár měsíců jsme náš firmware několikrát aktualizovali. Ve verzi 3.2.0 se vrátila Linear Advance a doplnil ji i bezpečnostní časovač, který po určité době vypne tiskárnu, pokud ji předehřejete a nezačnete nic tisknout. Plus přibyla i mnohem rychlejší a vylepšená kalibrace XYZ. Ve verzi 3.3.0 jsme přidali podporu pro více jazyků, přičemž nové jazyky jsou ukládány do SPI flash paměti – nyní máme češtinu, angličtinu, němčinu, španělštinu, italštinu a polštinu, ale teoreticky můžeme přidat nekonečné množství dalších jazyků, protože už nejsme limitováni pamětí na desce. Nezapomeňte, že je ke správnému flashnutí nového firmwaru zapotřebí nový Slic3r (1.40.0+), protože aplikace Firmware updater již není podporována.
Dále jsme přidali podporu pro velmi přesný výpočet tiskového času pro G-cody exportované z nového Slic3ru. Funguje to tak, že Slic3r do G-codů přidává na určitá místa informace o zbývajícím čase, ty se pak zobrazí na displeji tiskárny jakožto čas zbývající do konce tisku. Možná maličkost, ale určitě to spoustu lidí potěší.
A tady je seznam nejzajímavějších vylepšení oproti verzi 3.2.0:
- Korekce linearity extruderu
- Navýšení limitu pro detekci nárazu
- Automatické zvednutí osy Z při zavádění nového filamentu
- Lepší teplotní kalibrace
- Stealth mode (tichý režim) pro osu Z
- Bezpečností systém Stall Guard pro Mesh Bed Levelling
- Korekce proudu pro motor extruderu
Aktualizujte firmware pravidelně, abyste plně využili všechna nová vylepšení a opravy, které do firmwaru přidáváme. Nejnovější verze je v tuto chvíli 3.3.1.
Momentálně se soustředíme na opravu bugů v Octoprintu pro MK2 a dále plánujeme sjednocení firmwarů pro MK2, MK2.5 a MK3.
Lepší chlazení a upgradovaný extruder
Základní chladič na MK2/S byl pouze jednosměrný. Když jsme pracovali na vylepšeném chlazení pro MK3, chtěli jsme, aby byl vyfukovaný vzduch rovnoměrně rozložený kolem tištěného objektu. To ve výsledku znamená, že převisy, které jsou umístěné směrem od větráku, jsou vytištěné o něco lépe, zatímco ty, které jsou natočené směrem k větráku, nemohou být tak příkré jako na MK2/S.
Proto jsme připravili šikmý držák větráku, který zvyšuje proudění vzduchu a zlepšuje chladící výkon.
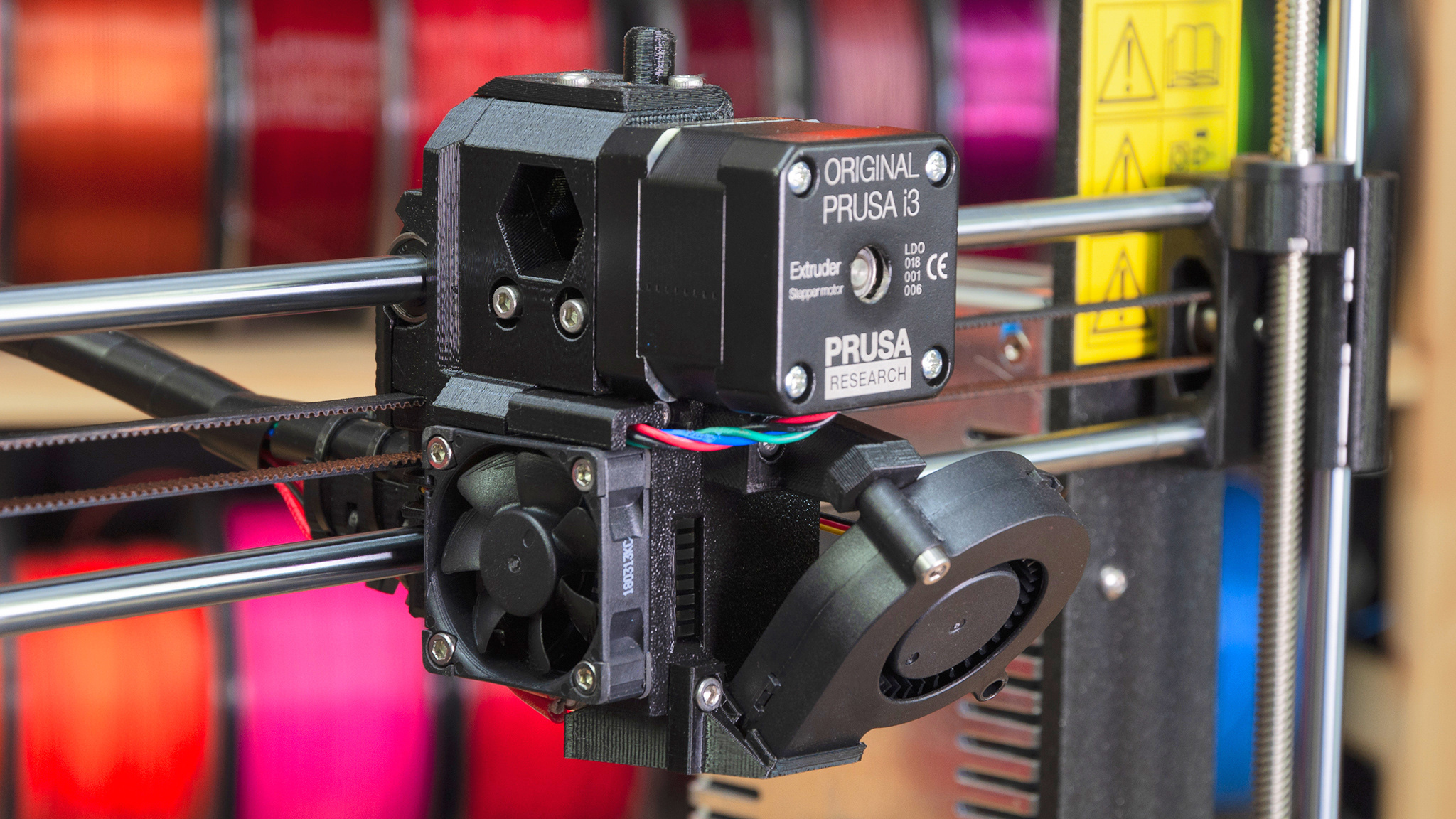
Nový šikmý držák větráku
Rovněž jsme vylepšili tělo extruderu, které je nyní přepracované tak, aby umožnilo lepší chlazení heatsinku/heatbreaku. Takto lze předejít zasekávání filamentu, pokud je tiskárna umístěná v místnosti s velmi vysokou teplotou nebo pokud tisknete v uzavřeném boxu. Nové tělo extruderu snižuje teplotu o cca 3°C na heatbreaku a o 10 až 30°C přímo na heatsinku. Mimochodem, využili jsme princip podobný větráku Dyson Air Multiplier 🙂
A ještě bychom měl zmínit, že přepracovaný extruder navíc usnadňuje tisk flexi materiálů 🙂
Budeme rádi, když si stáhnete naše STL a G-cody, nové součástky vyzkoušíte a podělíte se o své zkušenosti v našem diskuzním fóru, kde naleznete i více informací ohledně těchto částí. Jestli se vám budou líbit, brzy je nasadíme do výroby 🙂 Samozřejmě nezapomeňte, že je potřeba je vytisknout z černého ABS nebo PETG. Senzor filamentu je totiž nastaven tak, že funguje jen ve velmi tmavém prostředí – v okolí tedy musí být součástky černé barvy. V opačném případě může měřit nesprávné hodnoty.
Další novinky
Otevřeli jsme náš vlastní hackerspace / komunitní dílnu jménem PrusaLab. Nachází se přímo v budově, kde sídlíme, takže pokud bydlíte v Praze, nebo sem přijedete na výlet, určitě se u nás zastavte a zkuste si tu něco parádního vyrobit 🙂 Máme tu naprosto fantastické mašiny, které jen tak někde neuvidíte!
A taky jsme se postarali o naprosto boží pražský Maker Faire. Jestli jste tam nebyli, tak aspoň mrkněte na video a fotky. Celkem dorazilo přes 10 500 lidí a podle mě to byl nejlepší Maker Faire v Evropě 🙂 Co na to říkáte vy?
Uf, a máme to za sebou. Novinek je vážně pořádná hromada, a to jsme si ještě nějaké nechali v záloze. Až uzraje čas, zase se ozveme! 🙂
Tisku zdar!
Pro přidávání komentářů se musíte nejdříve přihlásit.