





Drukarki 3D FFF, jak Original Prusa i3 MK3S pozwalają Ci drukować fascynujące modele z bardzo wysoką dokładnością. Czasami jednak to nie wystarcza. Są wydruki, które muszą mieć gładką i błyszczącą powierzchnię – ze względów estetycznych, czy też funkcjonalnych. Mając drukarkę SLA jest to łatwe do osiągnięcia. A co z wydrukami z filamentów, które zazwyczaj mają jednak dość dobrze widoczne warstwy? Ich wygładzenie możemy osiągnąć tylko przez odpowiednią obróbkę. Być może już wiesz, że wydruki z ASA/ABS można wygładzać przy pomocy oparów acetonu. Wciąż jednak dostajemy pytania, jak to zrobić. Jakiego materiału użyć? Pozwól, że pokażemy Ci jak sprawić, by wydruki były idealnie gładkie i błyszczące.
Najpierw zadbajmy o bezpieczeństwo:
Pamiętaj, że we wszystkich procesach chemicznego wygładzania masz do czynienia z organicznymi, łatwopalnymi rozpuszczalnikami i/lub ich oparami. Podążaj za zaleceniami bezpieczeństwa, aby chronić siebie i osoby w Twoim otoczeniu. Używasz tych chemikaliów na własne ryzyko. Zrób wszystko, aby unikać bezpośredniego kontaktu ze szkodliwymi substancjami oraz wdychania ich oparów. Posługuj się nimi w dobrze wentylowanych pomieszczeniach, z dala od źródeł zapłonu i używaj środków ochrony indywidualnej takich, jak rękawiczki i osłony twarzy (przyłbica i/lub gogle ochronne). Opary acetonu są bardzo drażniące i mogą mieć negatywny wpływ na układ oddechowy.
Jak wybrać odpowiedni materiał
Najwięcej uwagi poświęcimy ASA i ABS, ponieważ są to najpopularniejsze materiały poddawane wygładzaniu chemicznemu. Jednak także inne filamenty możemy wygładzać w pewnym stopniu. Każdy z nich jest rozpuszczalny w jakiejś cieczy, a ich nazwy znajdziesz w kartach charakterystyki. Nie zalecamy jednak eksperymentowania ze wszystkimi możliwymi, ponieważ są zazwyczaj niebezpieczne lub ich dostępność jest ograniczona (np. chloroform, dichlorometan itp.). Co więcej, rozpuszczanie niektórych materiałów zajmuje mnóstwo czasu, to czyni je niepraktycznymi w połączeniu z tym rodzajem obróbki. Przyjrzymy się kilku najczęściej polecanym kombinacjom materiałów i chemikaliów do wygładzania oraz ich zaletom i wadom.

ABS i ASA
Jak na razie, najczęściej używanymi kombinacjami są ABS lub ASA w połączeniu z acetonem. Aceton jest łatwo dostępny np. w marketach budowlanych. Prusament ASA szczególnie łatwo poddaje się wygładzaniu, a używając odpowiedniej metody obrobisz wydruki szybko i bez trudu. Poświęcimy więcej uwagi ASA oraz ABS w kolejnych rozdziałach.
PVB
Kolejnym bardzo popularnym materiałem jest PVB (poliwinylobutyral), ponieważ jest łatwy w użyciu (podobnie, jak PLA), m.in. nie wygina się podczas drukowania i może być wygładzany przy użyciu alkoholu izopropylowego (IPA). Jeśli jednak użyjesz oparów IPA (jak przy ASA/ABS z acetonem), to proces może zająć nawet kilka godzin. Aby go przyspieszyć, możesz pokryć bezpośrednio powierzchnię wydruku. Najlepszą metodą jest wytworzenie mgły – na takiej właśnie zasadzie działa urządzenie Polymaker Polysher oraz Zortrax Apoller.

HIPS
HIPS, czyli polistyren wysokoudarowy (High-Impact PolyStyrene) jest zazwyczaj używany jako materiał podporowy dla wydruków z ASA i ABS. Jest rozpuszczalny w d-limonenie. Najlepszym sposobem jest wypłukanie wydruku w tej substancji przez 10-20 sekund i pozostawienie do wyschnięcia (może to zająć kilka godzin lub nawet dni). Co ciekawe, rezultatem tego będzie model pachnący skórką pomarańczy. Wg naszych testów, niektóre rodzaje HIPS mogą być wygładzane przy pomocy oparów acetonu.

HIPS wygładzany acetonem (z lewej) oraz D-limonenem (z prawej)
PLA
Wygładzanie PLA jest znacznie trudniejsze. Wiele internetowych dyskusji zawiera różne porady i wynika z nich, że działanie niektórych zostało sprawdzone. Najczęściej polecaną substancją jest chloroform. Jest on jednak substancją niebezpieczną dostępną tylko ze specjalnym pozwoleniem, więc większość osób nie będzie w stanie go zdobyć. Nawet nam się to nie udało, więc nie jesteśmy w stanie potwierdzić jego działania.
Kolejną opcją jest użycie NaOH (wodorotlenku sodu, czyli ługu). Tej metody również nie zalecamy, szczególnie, jeśli chcesz przeprowadzić wygładzanie w domu. Substancja ta jest niebezpieczna, a efektem jej użycia jest zazwyczaj rozpuszczenie wydruku na kawałeczki zamiast wygładzenia. Podobno rozcieńczając go w różnych proporcjach można otrzymać lepsze rezultaty, ale nie jesteśmy w stanie tego potwierdzić. Wymaganych jest więcej testów w warunkach laboratoryjnych.
Trzecią metodą jest użycie acetonu. Nasze testy potwierdziły, że wszystkie kolory Prusamentu PLA mogą być klejone przy jego użyciu – działa jak superglue. Jednak rozpuszczenie materiału w nim to inna bajka. Wydrukowaliśmy próbki z prawie wszystkich Prusamentów PLA i wystawiliśmy na działanie oparów. Nawet po kilku godzinach były one po prostu bardziej miękkie, ale nie było na nich widać żadnego efektu wygładzania. Następnie spróbowaliśmy nałożyć aceton na powierzchnię przy pomocy pędzelka, ale to również nie przyniosło pożądanych rezultatów. Na końcu zanurzyliśmy próbki w acetonie, co spowodowało wyblaknięcie niektórych kolorów i całkowitą destrukcję modeli. Krótka kąpiel nie spowoduje dużych zniszczeń, ale kilka godzin (lub w niektórych przypadkach dni) powodowało powstawanie pęknięć nie tylko wzdłuż warstw, ale również w poprzek. Interesujące jest to, że warstwy pozostały widoczne w każdym przypadku, nie ważne co stało się z resztą modelu.

Żaba z PLA namaczana w acetonie przez odpowiednio 3 i 48 godzin
PETG
PETG również daje się wygładzać. Najlepszą metodą jest użycie dichlorometanu. Główną zaletą wygładzania PEG jest możliwość łatwego nałożenia rozpuszczalnika pędzelkiem – nie zostawia to śladów na powierzchni, a wydruki nie wyginają się, jak w przypadku ASA lub ABS. Jest jedno ale: dichlorometan jest bardzo niebezpieczny i, jak chloroform, dostępny jedynie z zezwoleniem. Chemikalia tego rodzaju powinny być używane jedynie przez doświadczonych użytkowników z odpowiednimi zabezpieczeniami.
Nakładanie rozpuszczalnika
Większość rozpuszczalników można nakładać na kilka sposobów. Przetestowaliśmy je i stwierdzamy, że najlepszą metodą wygładzania wydruku jest wystawienie go na działanie oparów. Nakładanie substancji pędzelkiem najprawdopodobniej spowoduje jej zwiększone zużycie, a powierzchnia i tak nie będzie idealnie gładka i błyszcząca. Ryzykujesz również pozostawieniem białych smug na powierzchni, a dodatkowo model może się powyginać. Zanurzenie wydruku w np. acetonie również nie jest dobrym pomysłem. Powoduje sporo problemów – będziesz prawdopodobnie dotykać modelu podczas wyciągania go z kąpieli, co spowoduje uszkodzenie zmiękczonej powierzchni. Rozpuszczalnik może również przedostać się do wnętrza wydruku, co może spowodować dodatkowe szkody. Oprócz tego ciężko jest ocenić czas, który jest potrzebny na odpowiednie wygładzenie, więc prawdopodobnie rozpuścisz sporo plastiku w roztworze, co sprawi, że nie będzie się już nadawał do wygładzania. Dodatkowo, wydruki z ASA/ABS bardzo się wyginają podczas zanurzania.
Konstrukcja komory do wygładzania
Zdecydowaliśmy, że będziemy używać oparów rozpuszczalnika, aby wygładzić wydruki. Aby zrobić to dobrze, potrzebujemy odpowiedniej komory. Ważnych jest kilka podstawowych kwestii:
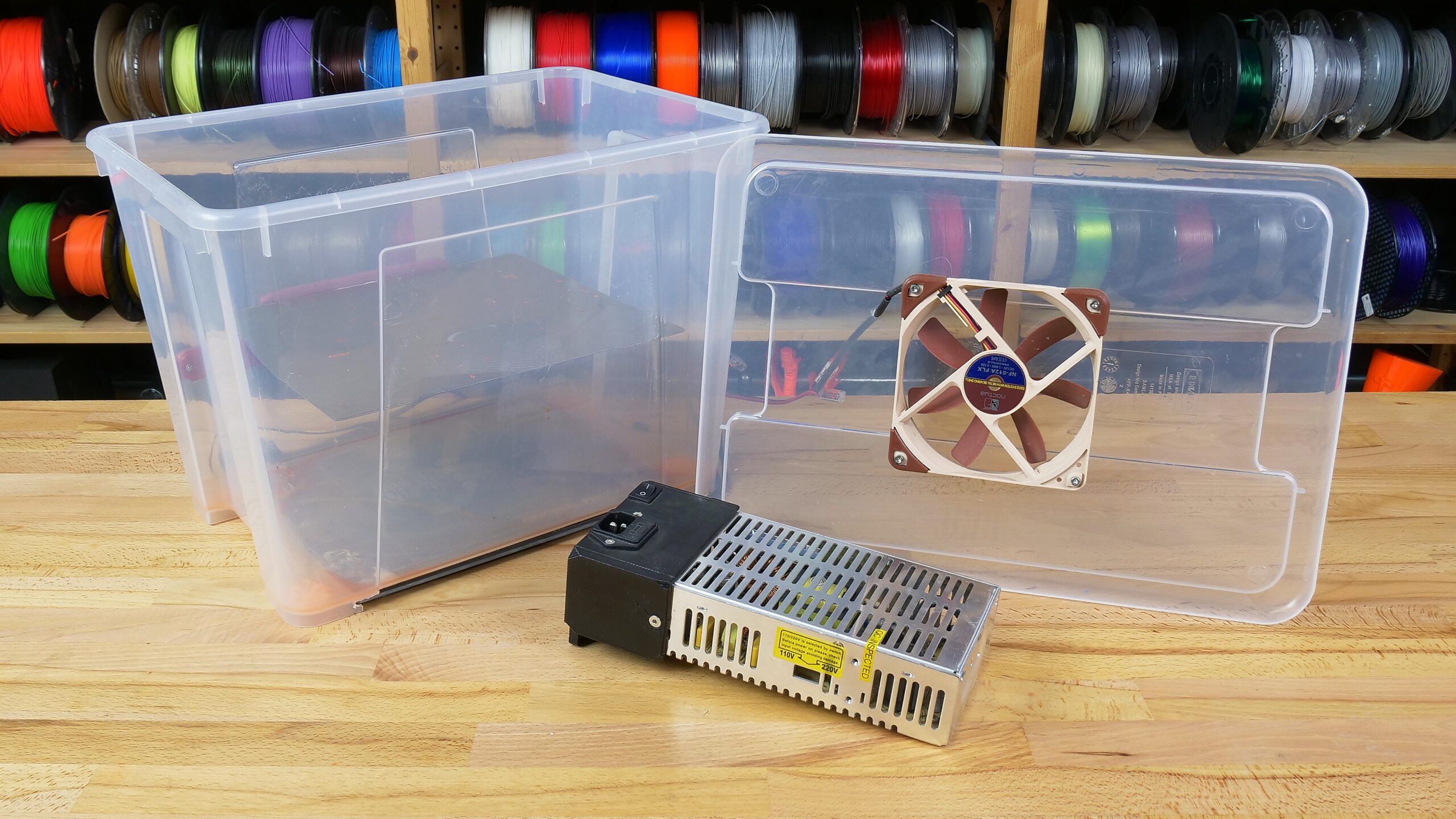
Najpierw zdecydujmy, jakich chemikaliów będziemy używać, aby wybrać materiał na komorę. Nie używaj ABSu jeśli będziesz wygładzać wydruki acetonem, ani PETG jeśli będziesz używać dichlorometanu, ponieważ rozpuścisz również samą komorę. Połączenie ASA z acetonem to najczęściej używana kombinacja, dlatego wybraliśmy przezroczysty pojemnik wykonany z PP (polipropylenu), dostępny w IKEI. Dobrze jest mieć kilka pojemników o różnej pojemności dla modeli o różnej wielkości, co pozwoli przyspieszyć obróbkę.

Przykład komory do wygładzania: Platforma podniesiona ponad dno (stara, zniszczona płyta stołu dobrze się do tego nada) jest konieczna. Elektronika jest opcjonalna i powinna być używana jedynie przez doświadczonych użytkowników!
Najczęściej używanym i najbezpieczniejszym sposobem jest umieszczenie chusteczek, papieru toaletowego lub ręcznika papierowego nasączonego acetonem pod i wokół modelu. Działa to świetnie szczególnie przy małych wydrukach. Przy większych jednak zaczyna sprawiać trudności, ponieważ efekt wygładzania może stać się nierównomierny – np. niższe sekcje modelu mogą być wygładzone w większym stopniu od wyższych. Oczywiście są metody, które działają również z większymi modelami. Pierwszą, najchętniej polecaną i najbezpieczniejszą jest kupienie profesjonalnego urządzenia do wygładzania, takiego jak Polymaker Polysher lub Zortrax Apoller. Maszyny te używają niskich temperatur, rozprzestrzeniają rozpuszczalnik równomiernie i pozwalają uzyskać jednolitą, gładką powierzchnię. Ich wadami są wysokie ceny.
Jest jeszcze jedna (tania) metoda równomiernego wygładzania – podgrzewanie acetonu. Zwracamy jednak uwagę, że jest ona niebezpieczna i podkreślamy – jeśli zdecydujesz się podgrzewać aceton, robisz to na własne ryzyko. Wykonuj tę procedurę jak najdalej od jakichkolwiek przedmiotów palnych i zadbaj o własne bezpieczeństwo – noś sprzęt ochronny, taki jak osłona twarzy (np. przyłbica, gogle), rękawice itp. Nie zostawiaj komory wygładzającej bez nadzoru – pozostań w pobliżu i doglądaj jej uważnie. Praca w bezpiecznym środowisku jest absolutnie kluczowa – prosimy, zadbaj o to. Jeśli masz jakiekolwiek wątpliwości, użyj metody zimnej lub kup urządzenie do wygładzania. Lepiej dmuchać na zimne!
Jeśli nasze ostrzeżenia dotyczące bezpieczeństwa Cię nie zniechęciły, to sporządźmy listę potrzebnego sprzętu. Jak już wspomnieliśmy, będziemy podgrzewać aceton. Rezultatem tego będzie zwiększanie objętości jego oparów, a jakiekolwiek źródło zapłonu może doprowadzić do wybuchu. Pamiętaj, że komora NIE MOŻE BYĆ idealnie szczelna – jeśli będzie szczelna, to ciśnienie w środku będzie wzrastać. Zalecamy użycie lekkiej, plastikowej pokrywki bez zabezpieczeń (wystarczy położyć, nie dociskać) i wykonanie kilku otworów, które pomogą oparom acetonu wydostawać się na zewnątrz. Pod żadnym pozorem nie używaj pojemników z uszczelnieniem gumowym, ani żadnym innym!
Umieść metalową płytkę w odległości kilku centymetrów od dna zbiornika – posłuży ona za podstawkę dla wygładzanych modeli. Musi znajdować się nad powierzchnią acetonu, aby model był od niego oddzielony. Bardzo dobrą podstawką okazała się stara płyta stołu drukarki – umożliwia łatwą pracę, bez dotykania modelu.
Przydatnym elementem jest wentylator. Jest opcjonalny, ale zdecydowanie poprawi efektywność wygładzania przez cyrkulację oparów wewnątrz komory. Bez niego modele mogą zmiękczyć się w dolnych warstwach, ale zachować widoczne linie w górnych. Wentylator umieść od spodu pokrywy, aby kierować podmuch bezpośrednio na wydruki. Ponownie to podkreślamy: bezpieczeństwo jest najważniejsze: wentylator musi być w idealnym stanie, jeśli zdecydujesz się umieścić go w środku. Uszkodzona elektronika może powodować iskrzenie i zapłon oparów. Jeśli nie masz pewności co do jakości wentylatora, nie używaj go!
Drugim akcesorium jest podgrzewana płyta. Pozwoli to nawilżyć powietrze wymieszane z oparami acetonu i przyspieszyć cały proces. Jeśli nie chcesz konstruować podgrzewanej podstawy, możesz położyć pojemnik na ciepłej (nie gorącej!) powierzchni (grzałka, podgrzewany stół drukarki itp.). Jeśli czujesz się na siłach, możesz wbudować grzałkę na stałe, jednak pamiętaj, że musi się ona znajdować na zewnątrz. Umieszczenie elementu grzejnego wewnątrz komory wypełnionej oparami acetonu nie jest dobrym pomysłem!
Powtarzamy się, ale przypomnienie z pewnością nie zaszkodzi: zachowaj ostrożność posługując się łatwopalnymi substancjami używanymi w procesie wygładzania chemicznego! Nie pozostawiaj komory bez nadzoru podczas jej używania! Używaliśmy pojemnika z wentylatorem Noctua i podgrzewanym stołem z MK3S regularnie przez kilka miesięcy bez problemów. Zachowaj jednak ostrożność!
Ilość acetonu, czas i temperatura
Czas przetestować zbudowaną komorę! Odnalezienie właściwej kombinacji czasu, temperatury i ilości acetonu może chwilę zająć. W naszym przypadku najlepiej sprawdziła się temperatura około 80°C z acetonem na poziomie ok. 5 mm od dna i czasem 20 minut wygładzania. Pamiętaj jednak, aby pilnować wydruku. Jeśli zostawisz go w komorze zbyt długo, zdeformuje się nieodwracalnie.

Wydruk może pozostać miękki przez dobrych kilka godzin po wygładzaniu. Pamiętaj o tym, wyciągając go z komory, ponieważ możesz łatwo uszkodzić powierzchnię nawet dotykając jej – może się wydawać, że jest twarda, ale nie daj się zwieść. Najlepiej wyciągnąć model z komory razem z podkładką i umieścić je do utwardzenia w innym, czystym pojemniku na kilka godzin (lub nawet cały dzień). W ten sposób nie pozostawisz odcisków na powierzchni i nie przyklei się do niej kurz.
Nie zdziw się, jeśli model będzie pachniał acetonem jeszcze przez kilka dni po wygładzaniu – jego pełne odparowanie zajmuje sporo czasu.
Wybór odpowiedniego modelu
Nie każdy model nadaje się do wygładzania chemicznego. Małe oraz skomplikowane struktury nie sprawdzą się, ponieważ zazwyczaj tracą szczegółowość lub zostają zdeformowane. Dzieje się podobnie przy dużych, płaskich modelach. Np. ta apteczka wygina się podczas wygładzania w oparach acetonu. Plus, ASA oraz ABS same w sobie mają tendencję do wyginania podczas drukowania, jeśli drukarka nie znajduje się w obudowie.
Porada: Jeśli nie masz obudowy dla drukarki, ustaw skirt w PrusaSlicer (Ustawienia druku -> Skirt i brim) na najwyższą możliwą liczbę warstw (9999). Pomoże to utworzyć swego rodzaju mikroklimat wokół wydruku i zredukować wyginanie. Wysokość warstwy również ma duże znaczenie. Czym niższa, tym efekt wygładzania będzie lepszy. Spróbuj poeksperymentować z różnymi wysokościami warstw, aby osiągnąć najlepsze rezultaty.
Do druku z ASA warto używać obudowy, która pomoże zredukować wyginanie wydruku

Cienkie elementy mają tendencję do wyginania się po wygładzaniu, co czyni je bezużytecznymi.
Funkcjonalne (mechaniczne) elementy nie nadają się do wygładzania oparami acetonu, ponieważ ich wymiary i kształty mogą się zmienić (w szczególności ostre krawędzie), a właściwości mechaniczne pozostaną praktycznie bez zmian – zmieni się jedynie wygląd.
Trochę testów
Pomyśleliśmy, że może Cię interesować porównanie różnych filamentów ASA i ABS. Wydrukowaliśmy próbki (3Dbenchy oraz owcę) z 10 różnych filamentów i wygładziliśmy przy pomocy oparów acetonu. Wyniki różnią się – i to całkiem sporo.
Tutaj nasza lista przetestowanych materiałów: Fiberlogy ABS, Filament PM ASA, ABS, ABS-T, Gembird ABS, Hatchbox ABS, Nebula ABS 702, Prusament ASA, Spectrum ASA 275

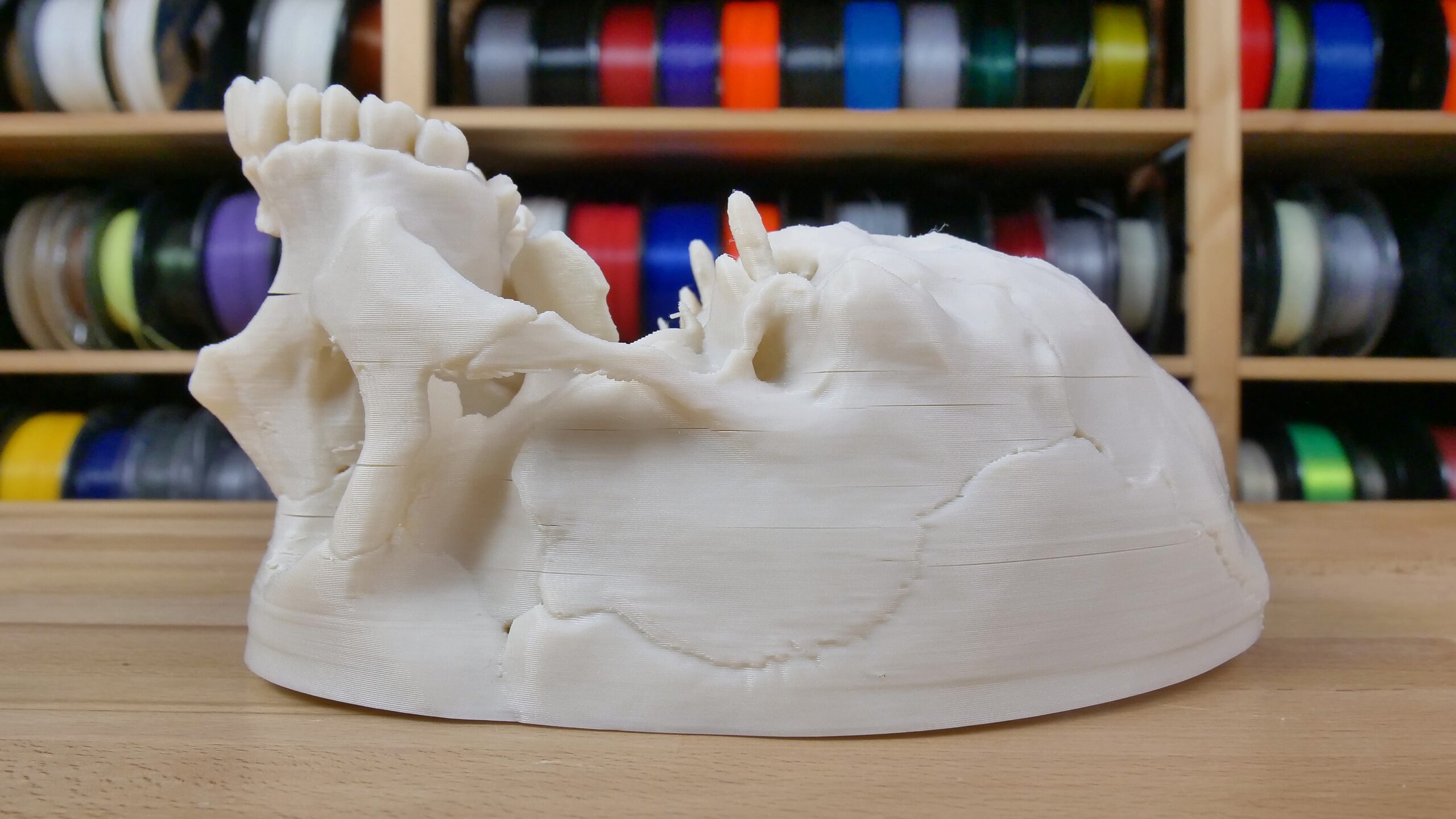
Najłatwiejszym (najszybszym) w wygładzaniu okazał się nasz Prusament ASA Prusa Orange. Wystarczyło 15-20 minut wystawienia na działanie oparów acetonu, aby uzyskać ładną, gładką powierzchnię. Większość pozostałych filamentów wymagała dłuższego czasu (20-40 minut), z kilkoma wyjątkami: ABS-T od Filament PM (zielony) oraz Spectrum ASA 275 (niebieski) miały widoczne warstwy nawet po godzinie wygładzania. Wydłużenie obróbki powodowało deformację modeli, a warstwy nadal były widoczne. Warstwy były bardziej widoczne również na szarym ASA od Filament PM (czwarty z prawej). Interesujące jest to, że dostrzegalność warstw była powodowana zastosowanym pigmentem – powierzchnia wciąż była gładka.
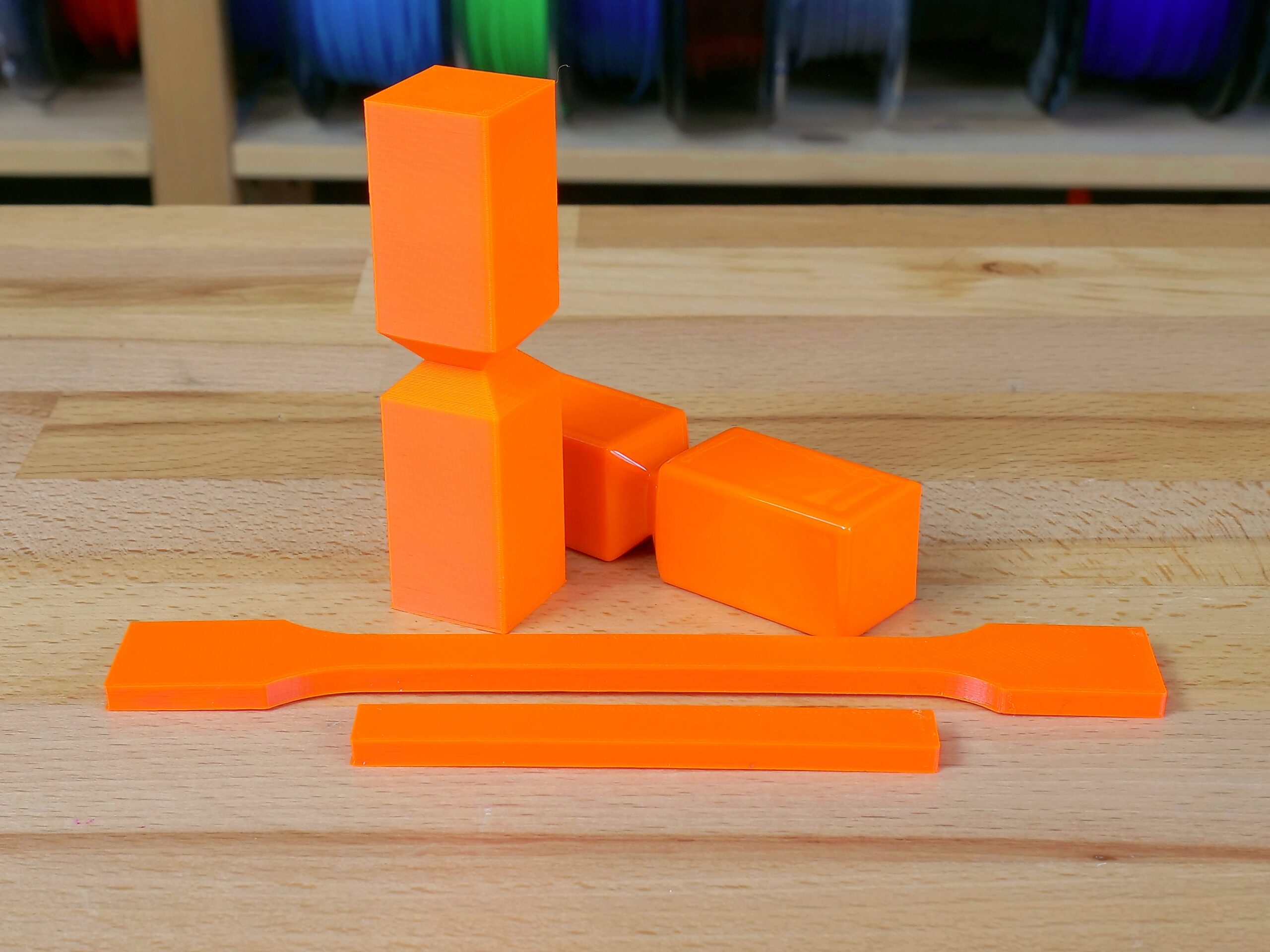
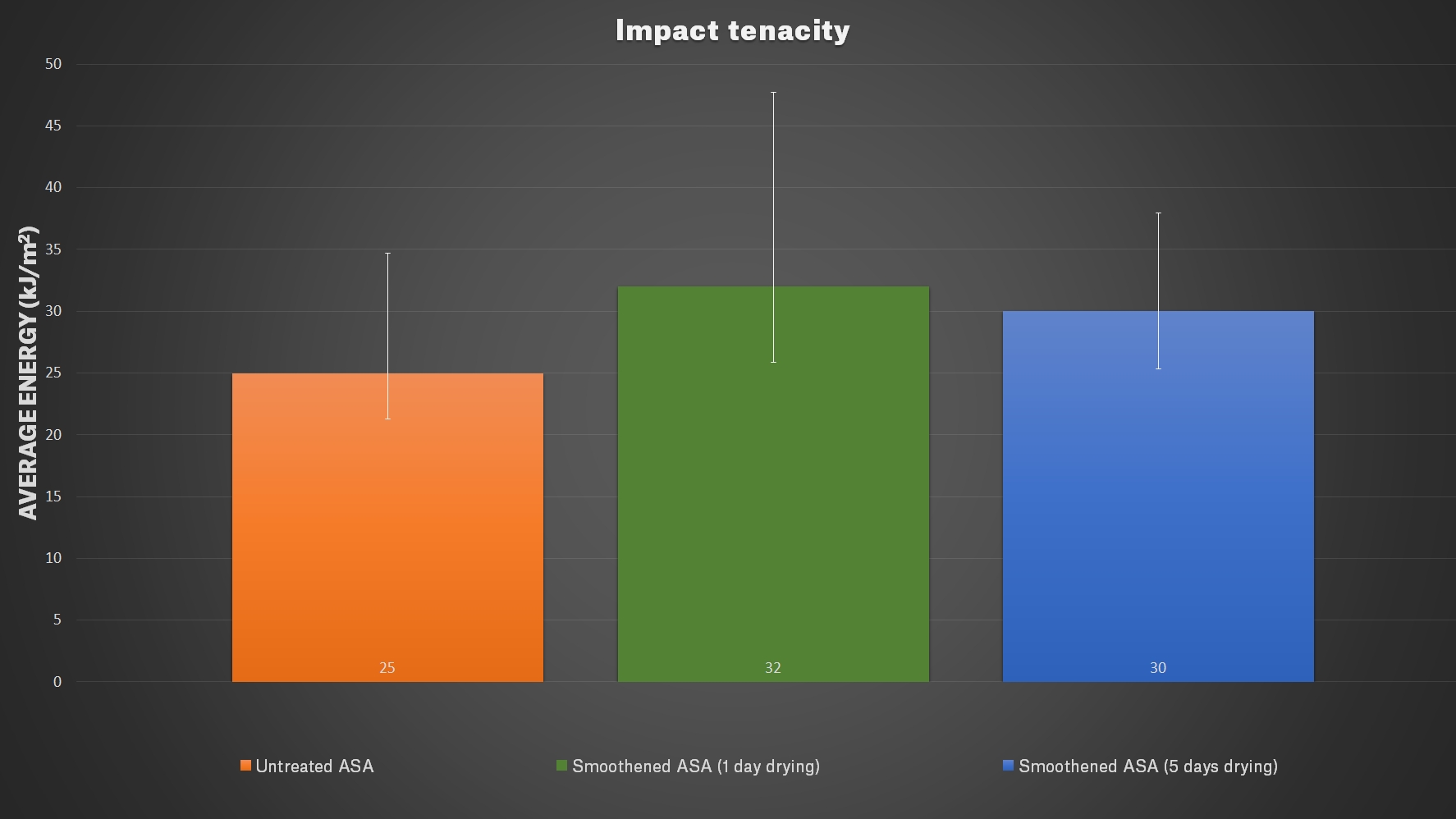
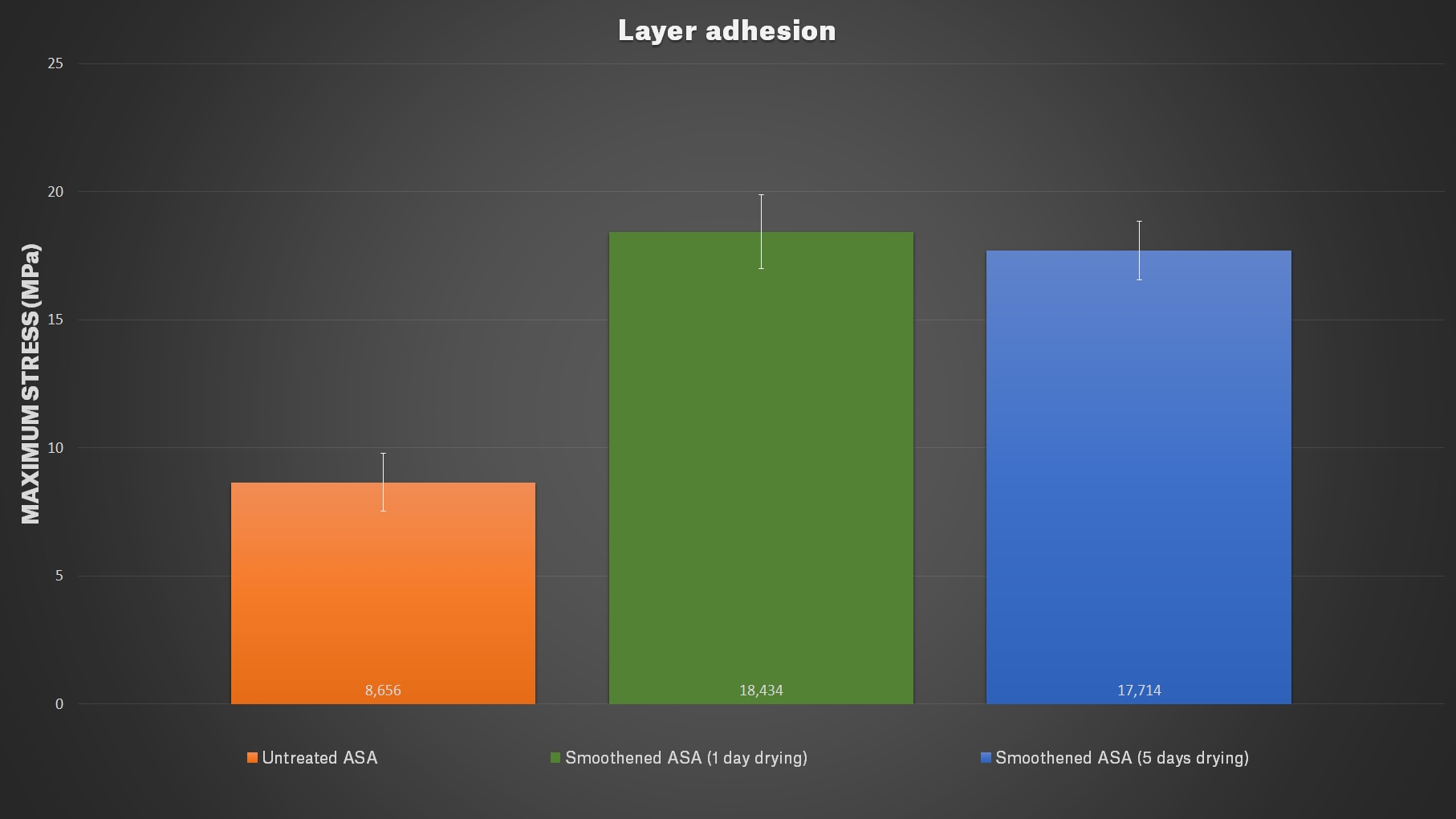
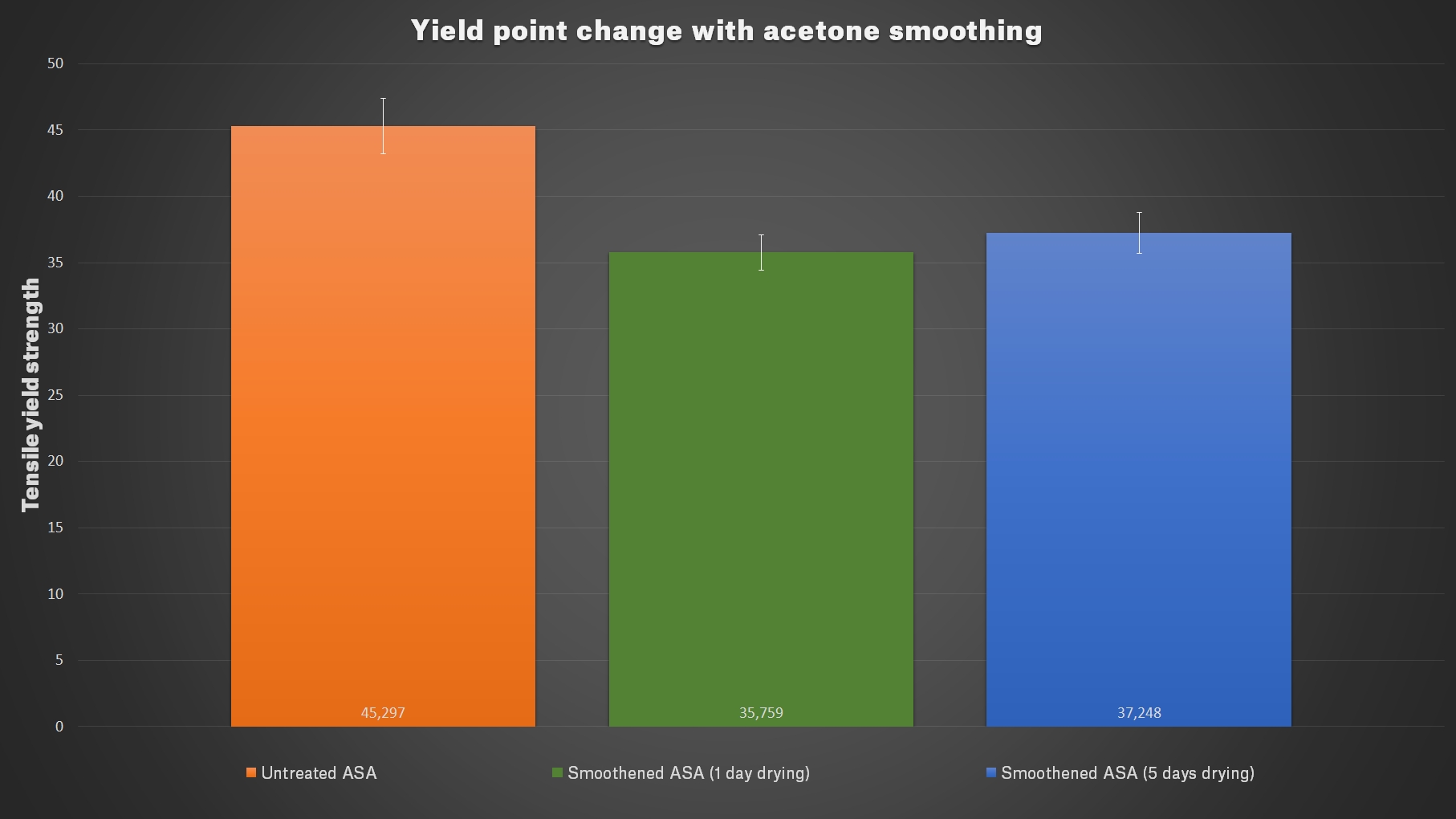
Na końcu przetestowaliśmy kilka właściwości fizycznych naszego Prusamentu ASA Orange. Interesowały nas różnice pomiędzy wydrukami wygładzanymi, a prosto z drukarki. Wydrukowaliśmy 60 próbek do testu Charpy’ego, 30 do testu rozciągania i 15 do testu adhezji warstw. Dwie trzecie ze wszystkich wydruków poddaliśmy wygładzaniu w oparach acetonu przez 30 minut. Modele po obróbce zostały podzielone na dwie partie – jedna była suszona przez jeden dzień, druga przez pięć. Następnie przetestowaliśmy je w ten sam sposób, jak podczas wyżarzania, opisanego w tym artykule.
Wyniki pokazały, że modele poddane wygładzaniu są odrobinę bardziej wytrzymałe na przerwanie niż nieobrobione, oprócz tego mają prawie dwa razy wyższą przyczepność warstw. Z drugiej strony, podczas próby rozciągania zrywały się przy niższej sile.
Jak widzisz, wygładzanie acetonem to nie fizyka kwantowa. Dzięki kilku prostym gadżetom możesz wykonać je nawet w swoim garażu bez większych trudności. Spróbuj więc i nadaj swoim wydrukom profesjonalnego wyglądu, na jaki zasługują 🙂 Nie zapominaj jednak o bezpieczeństwie! Zawsze używaj sprzętu ochronnego, wykonuj wygładzanie w dobrze wentylowanym pomieszczeniu i nie zostawiaj komory bez nadzoru. Z nieukrywaną ciekawością czekamy na efekty wygładzania Twoich wydruków, więc nie zapomnij podzielić się zdjęciami i spostrzeżeniami. Jak zawsze – udanego drukowania!
To safely warm up the acetone, just insert sealed container with warm (or even hot) water. In my chamber I use 1l cuboidal polyethylene bottle in which I bought some chemistry (don’t remember if it was photographoc developer or welding primer). In some countries milk is sold in such bottles.