





Aktualizacja z 18. grudnia 2023: Zaktualizowaliśmy artykuł o informacje o dwóch nowych mniejszych wydaniach firmware 5.1.2 (zobacz pełną listę zmian) oraz PrusaSlicer 2.7.1 (zobacz pełną listę zmian). Zawsze upewnij się, że pobierasz najnowszą wersję naszego oprogramowania.
Oryginalny artykuł:
Oprócz trwającej promocji z okazji Black Friday i Cyber Monday, mamy dla Ciebie wiele innych nowości. Mamy dużą aktualizację firmware dla MK4, MK3.9, XL i MINI, nową stabilną wersję PrusaSlicera, nowości dotyczące MK3.5 (najprostszy sposób na dodanie Input Shapera do MK3) i nie tylko. Rzućmy okiem na krótkie podsumowanie, aby upewnić się, że nie ominie Cię nic ważnego!
A zanim to zrobimy, krótka wzmianka o jednej rzeczy: jeśli podoba Ci się to, co robimy (MK4, XL, PrusaSlicer, Prusament i inne), będziemy nam niezmiernie miło, jeśli zdecydujesz się wesprzeć nas swoim głosem w głosowaniu 3D Printing Industry Awards. Wypełnienie formularza zajmie tylko chwilę, a będziemy naprawdę wdzięczni! 🙂

Mamy firmware 5.1.0 – Input Shaper dla XL i MINI, anulowanie obiektów i wiele więcej!
W zeszłym miesiącu zaprezentowaliśmy szczegółowy przegląd firmware alpha 5.1.0 z kilkoma ważnymi ulepszeniami.
Firmware 5.1.0 jest już dostępne jako stabilna wersja dla drukarek 3D MK4, MK3.9, XL i MINI, a można je pobrać tutaj. Należy pamiętać, że w przypadku MINI/MINI+ należy najpierw zaktualizować firmware do wersji 4.4.1, jeśli jeszcze jej nie masz. Następnie możesz wgrać 5.1.0 i zmienić swojego woła roboczego w konia wyścigowego :-).
Najważniejszym punktem nowej wersji jest Input Shaper i Pressure Advance dla drukarek 3D XL i MINI/MINI+. Teraz możesz cieszyć się superszybkim drukiem 3D zarówno na drukarce wielkoformatowej, jak i na naszym kompaktowym wole roboczym, który wciąż ma się dobrze nawet lata po premierze – MINI jest po prostu tak popularna i wydajna, że nie mogliśmy jej pominąć! A przy okazji – podczas wyprzedaży z okazji Black Friday i Cyber Monday możesz kupić MINI+ w specjalnym zestawie z 5 filamentami.

Pamiętaj, że G-code dla Twojej drukarki musi być pocięty przy użyciu najnowszych profili druku z obsługą IS w PrusaSlicerze. Starsze G-code są kompatybilne, ale Input Shaper będzie wyłączony podczas ich drukowania. Zdecydowanie zalecamy aktualizację do najnowszej stabilnej wersji – PrusaSlicer 2.7.0, która została wydana wczoraj – za chwilę przejdziemy do szczegółów.
Ważne ulepszenia kodu sieciowego i natychmiastowe drukowanie
Poświęciliśmy sporo czasu na ulepszenie różnych części kodu obsługi funkcji sieciowych, aby zapewnić łatwiejsze, wygodniejsze i szybsze drukowanie przez sieć. Po przesłaniu G-code do Prusa Connect, naszego systemu zdalnego zarządzania drukarkami, dostaniesz możliwość rozpoczęcia drukowania w ciągu kilku sekund, bez konieczności czekania na przeniesienie całego pliku na pamięć USB. Możesz rozpocząć drukowanie natychmiast.

Aby to osiągnąć, musieliśmy wdrożyć cztery rzeczy.
Po pierwsze, opracowaliśmy system strumieniowego przesyłania G-code. Nie musisz pobierać całego pliku na raz. Zamiast tego, gdy załadujesz plik G-code do Prusa Connect i zainicjujesz zdalne drukowanie, system zacznie wysyłać (strumieniować) G-code do drukarki bit po bicie. Gdy drukarka otrzyma nagłówek i kilka kolejnych wierszy danych, rozpocznie drukowanie. Nawet w przypadku dużych plików nie zajmuje to więcej niż kilka sekund. Stopniowo, cały plik jest przekazywany do napędu USB drukarki i jest tam przechowywany na potrzeby drukowania w przyszłości.
Następnie skupiliśmy się na samym formacie G-code. Format pliku G-code jest dość nieskomplikowany. Można go otworzyć w Notatniku i zobaczyć całą listę poszczególnych instrukcji. Jest on łatwy do odczytania i modyfikacji. Jednak oznacza to także, że jest bardzo nieefektywny przestrzennie. Zaczęliśmy przyglądać się tej sytuacji i przedstawiliśmy propozycję nowego, efektywnego przestrzennie (rozmiar zmniejszony nawet o 70%), open-source’owego formatu .bcode zaprojektowanego dla systemów wbudowanych. Zajmiemy się tym w osobnym rozdziale, ponieważ jest to poważna zmiana.
Trzecia rzecz, którą zrobiliśmy: zastąpiliśmy miniatury PNG w pliku G-code znacznie bardziej wydajnym formatem obrazu QOI, ponownie oszczędzając znaczną ilość miejsca. Jedynym minusem jest to, że nie było sposobu na zapewnienie kompatybilności wstecznej – dlatego miniatury będą działać poprawnie tylko z firmware 5.1.0 i PrusaSlicerem 2.7.0 (i nowszymi wersjami). Uważamy, że jest to niewielki koszt, biorąc pod uwagę korzyści, jakie przynosi. Ponadto format pliku .bgcode może być odczytywany tylko przez drukarki 3D z firmware 5.1.0 i nowszym.
Na koniec zaimplementowaliśmy szereg mechanizmów zabezpieczających przed błędami przesyłania, aby zapewnić bezpieczne i niezawodne transfery sieciowe. W przypadku poważnej awarii sieci drukowanie jest wstrzymywane po wykryciu, że G-code nie jest już strumieniowany. Jeśli połączenie nie zostanie przywrócone w najbliższym czasie, możesz ręcznie wznowić wydruk. Wyjmij pamięć USB z drukarki, podłącz ją do komputera i zastąp częściowo pobrany plik .gcode (pokazany jako folder) kompletnym plikiem .gcode. Po ponownym podłączeniu pamięci USB do drukarki system rozpozna plik i znajdzie dokładnie tę część kodu, w której drukowanie zostało zatrzymane, a zadanie drukowania zostanie wznowione.
Małą wisienką na torcie jest fakt, że można teraz zdalnie aktualizować firmware w drukarkach przez Prusa Connect (innymi słowy – aktualizacje firmware OTA są teraz możliwe).
Propozycja nowego binarnego formatu G-code
Wymyślenie nowego formatu pliku jest zawsze wyzwaniem. Ludzie są zwykle przyzwyczajeni do pracy z określonym typem pliku i wprowadzenie czegoś nowego może zostać uznane za niechciane lub zbędne.
Dlatego spędziliśmy dużo czasu rozważając różne opcje i starannie planując nasze działania. Ostatecznie opracowaliśmy w pełni otwarty format pliku .bgcode (całą specyfikację możesz znaleźć tutaj). Format jest open-source, zoptymalizowany pod kątem platform wbudowanych i można go łatwo przekonwertować z .bgcode z powrotem na .gcode (i w drugą stronę), więc nie stracisz możliwości ręcznej edycji kodu. Korzystanie z niego jest oczywiście opcjonalne. Eksportowanie binarnego G-code z PrusaSlicera możesz włączyć lub wyłączyć w sekcji Ustawienia druku -> Opcje wyjściowe -> Eksport binarnego G-code. Opcja konwersji G-code ASCII na binarny (lub odwrotnie) została dodana do menu Plik.
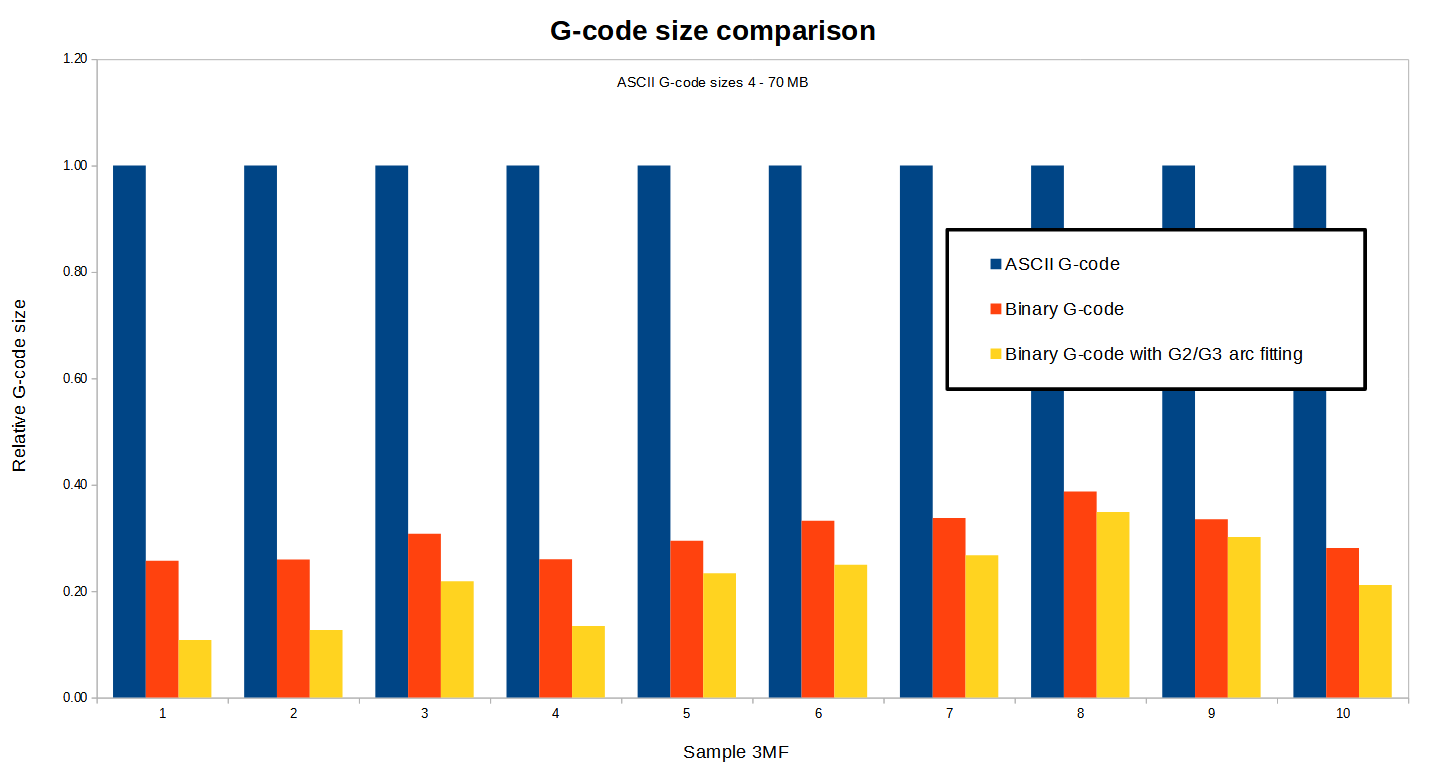
Jeśli zdecydujesz się go użyć, otrzymasz niewiarygodnie małe pliki do druku. Różnica w rozmiarze między ASCII G-code (te „standardowe”) i binarnymi G-code zależy od zawartości pliku, jednak nasze testy pokazują, że użycie binarnych G-code zmniejsza rozmiar pliku średnio o 70%. Dodatkowo, w PrusaSlicerze 2.7.0 wprowadzamy nowe techniki optymalizacji, takie jak Arc Fitting.
Podczas opracowywania formatu przyjrzeliśmy się rozwiązaniom zaproponowanym przez członków naszej społeczności, np. MeatPack (wykorzystujący fakt, że zestaw znaków typowego G-code jest bardzo krótki) czy algorytm kompresji heatshrink (zaprojektowany z myślą o bardzo małym zapotrzebowaniu na pamięć).
Ponieważ chcemy, aby format był w pełni otwarty i łatwy do wdrożenia, udostępniamy również bibliotekę libbgcode, która zawiera procedury konwersji G-code ASCII na binarny i odwrotnie. Wierzymy, że otwarcie źródła tego nowego formatu jest właściwą drogą. Więcej informacji na temat binarnego formatu G-code, różnych algorytmów kompresji i szczegółów technicznych można znaleźć w informacjach o wydaniu tutaj.
Nasze podziękowania otrzymuje również Scott Vokes (@atomicobject) za pracę nad heatshrink oraz Scott Mudge (@scottmudge) za rozwój i utrzymanie MeatPack.
Funkcja anulowania obiektu w menu drukarki
Czasami zdarzają się nie tylko te małe, niegroźne wypadki, ale mogą przytrafić się poważniejsze – na przykład, gdy drukujesz kilka różnych modeli w tym samym czasie, a jeden z nich nie jest pocięty tak, jak chcesz, lub może jeden obiekt odkleił się od stołu podczas drukowania. Anulowanie całego wydruku jest dużą stratą.
Dlatego wprowadzamy funkcję Cancel Object (anulowania obiektu), która jest dostępna bezpośrednio w menu drukarki. Podczas trwającego drukowania wystarczy wybrać pozycję menu Anuluj obiekt, a następnie wybrać z listy obiektów ten, który ma zostać pominięty. W razie potrzeby możesz oczywiście użyć tej funkcji wielokrotnie.
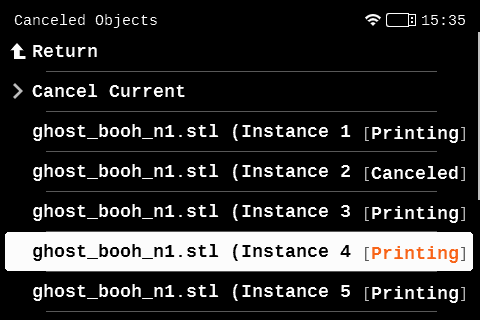
Ponieważ w wielu przypadkach obiekty są instancjami, a ich nazwy mogą być mylące (np. instancja 1, instancja 2, instancja 3), może być trudno rozpoznać, która nazwa należy do którego obiektu. Dlatego dodaliśmy również akcję „Anuluj obecnie drukowany”. Poczekaj, aż dysza dotrze do obiektu, który chcesz pominąć i wybierz opcję Anuluj obecnie drukowany. System automatycznie rozpozna właściwą część G-code i wyłączy ją. Użycie funkcji Anuluj obecnie drukowany jest zalecaną metodą. W przypadku wybrania nieprawidłowego obiektu możesz jednak użyć menu, aby wznowić jego drukowanie.
Poprawki i aktualizacje interfejsu użytkownika
Stale ulepszamy również wygląd i funkcjonalność menu ekranowego. Na przykład zaktualizowaliśmy ekrany związane z drukowaniem, aby wyświetlały więcej informacji. Ekran postępu drukowania ma nowy układ, ekran zakończenia drukowania wyświetla teraz więcej statystyk – całkowity czas drukowania, całkowite zużycie materiału i jego zużycie na wieży czyszczącej. Ekran drukowania wyświetla teraz więcej informacji, oprócz tych o postępie procentowym.
Dołączyliśmy również ogromną aktualizację dla wszystkich posiadaczy XL w wersji wielonarzędziowej, która znacznie poprawia doświadczenie drukowania: zupełnie nowy ekran przygotowania do druku. Spieszę z wyjaśnieniem: po pocięciu obiektu wielomateriałowego, wynikowy G-code zawiera informacje o tym, jak poszczególne materiały/ekstrudery są przypisane do różnych części obiektu. Zazwyczaj należy zwrócić uwagę na tę konfigurację i upewnić się, że ustawienia PrusaSlicera i rzeczywiste materiały załadowane do XL są zgodne. Nowy ekran pozwala na przemapowanie ekstruderów/materiałów do różnych slotów. Na przykład, możesz przełączyć ekstruder pierwszy i trzeci, jeśli okaże się, że załadowane kolory nie pasują do układu w G-code.

Ułatwia to również np. udostępnianie G-code, ponieważ nie masz ograniczeń związanych z konfiguracją materiałów wewnątrz pliku do druku i możesz modyfikować przypisane materiały na tym ekranie. Ponadto bardzo łatwo jest skonfigurować bardzo przydatną funkcję Spool Join – ta funkcja umożliwia łatwe zużycie filamentu pozostałego na częściowo opróżnionych szpulach.
Ulepszona obsługa OctoPrinta
To wydanie firmware zawiera również ulepszenia dla użytkowników korzystających z OctoPrinta do zdalnego drukowania. Ważne jest, aby pamiętać, że ta implementacja jest nadal w toku, a niektóre funkcje zostaną dodane (naprawione) w przyszłych wersjach.
Aby upewnić się, że wszystko działa poprawnie, należy zaktualizować profil w OctoPrincie za pomocą następujących G-code (w sekcji G-code Scripts):
- After print job is cancelled: M604
- After print job is paused: M601
- Before print job is resumed: M602
Należy pamiętać, że wsparcie dla OctoPrinta ma obecnie kilka ograniczeń:
- Wykrywanie zderzeń i Power Panic nie są obsługiwane
- Ekran absorbowania ciepła na XL nie jest wyświetlany i nie można go pominąć
- XL w wersji Multi-Tool nie jest obecnie obsługiwana
- Binarne G-Code nie są obsługiwane
Możesz przeczytać o wszystkich nowych funkcjach, ulepszeniach, poprawkach i nie tylko w pełnych informacjach o wydaniu tutaj. Firmware możesz pobrać tutaj: https://help.prusa3d.com/pl/downloads.
PrusaSlicer 2.7.0: pełen nowych funkcji!
Ekscytującym, kreatywnym dodatkiem jest nowe narzędzie do wyciągania SVG. SVG to skrót od Scalable Vector Graphics – jest to format obrazu wektorowego, a PrusaSlicer umożliwia teraz łatwe importowanie tych plików, wyciąganie i wtłaczanie ich, a nawet owijanie wokół obiektów 3D. Zazwyczaj potrzebne jest do tego oprogramowanie CAD, ale teraz możesz po prostu przeciągnąć i upuścić logo SVG, tytuł lub nawet kod QR i połączyć je z istniejącym modelem 3D. To znacznie rozszerza możliwości PrusaSlicera i nie możemy się doczekać, aby zobaczyć, co będzie można zrobić za pomocą tego narzędzia!

Kontynuując wyjaśnienia dotyczące zmniejszonego rozmiaru G-code: zmniejszamy rozmiar plików jeszcze bardziej za pomocą G-code G2 i G3 (ruchy po łuku i okręgu), co jest funkcją opartą na ArcWelderLib autorstwa FormerLurker, który jest również autorem słynnej wtyczki ArcWelder do OctoPrinta – chcielibyśmy wyrazić nasze ogromne podziękowania dla FormerLurker’a za cały wysiłek włożony w projekt i za uczynienie go open-source!
Funkcja Arc Fitting jest domyślnie włączona, ale jeśli chcesz się nią pobawić, znajdziesz ją w sekcji Ustawienia druku -> Zaawansowane -> Cięcie -> Arc fitting („dopasowanie łuku”). Zmniejszenie rozmiaru G-code będzie w dużej mierze zależeć od zawartości G-code, ale ogólnie może zaoszczędzić dziesiątki procent miejsca.
Tak więc, gdy połączymy binarny G-code z funkcją Arc Fitting (opisaną powyżej), rozmiar pliku zostanie znacznie zmniejszony. Na poniższym wykresie znajdziesz lepszy ogląd.
W najnowszej stabilnej wersji jest jednak o wiele więcej! Na przykład:
- Niestandardowy edytor G-code
- Zaimplementowana funkcja anulowania obiektu (patrz rozdział powyżej)
- Ulepszony interfejs użytkownika
- Generowanie danych uwierzytelniających Wi-Fi dla MK4 / MK3.9 / XL / MINI w celu łatwiejszego połączenia z siecią
- Serwer druku PrusaConnect jest teraz dostępny dla Original Prusa MINI+
- …i wiele więcej
Pobierz PrusaSlicera 2.7.0 z naszej strony internetowej. Zobacz dziennik zmian 2.7.0-alpha1, 2.7.0-beta1, 2.7.0-rc1 oraz 2.7.0-rc2, aby dowiedzieć się więcej!
Original Prusa MK3.5 już wkrótce!
Wraz z zakończeniem prac nad firmware z Input Shaper dla XL i MINI, wznowiliśmy prace nad modernizacją MK3.5. Obecnie projekt znajduje się w końcowej fazie testów wewnętrznych i wszystko wygląda bardzo obiecująco. Oczekujemy, że możliwość składania zamówień na modernizację zostanie ponownie włączona w naszym sklepie internetowym w styczniu 2024 r., a pierwsze jednostki zostaną wysłane w tym samym czasie.
Zestaw MK3.5 umożliwia ulepszenie MK3S/+ o wiele nowych i przydatnych funkcji za bardzo rozsądną cenę – otrzymasz 32-bitową elektronikę wraz z nowym wyświetlaczem LCD, a także łączność Wi-Fi i LAN z obsługą zdalnego zarządzania drukowaniem przez Prusa Connect. Co nie mniej ważne, prędkość drukowania będzie znacznie większa dzięki obsłudze Input Shaper i Pressure Advance.
Rozwiązanie nitkowania na XL
PrusaSlicer 2.7.0 wprowadza nową funkcję o nazwie Z-hop ramping (wznoszenie po rampie) zaprojektowaną w celu rozwiązania problemu nitkowania na wszystkich naszych drukarkach 3D – dotyczy to głównie Original Prusa XL, która jest wielkoformatową drukarką o dużych odległościach i dyszy 0,6 mm. XL używa prawie tego samego ekstrudera co MK4, ale odległości, jakie pokonuje, mogą stanowić problem. Wprowadziliśmy następującą zmianę: gdy ekstruder ma się przemieścić do odległej części wydruku (lub np. do wieży stabilizującej), nie wykonuje zwykłego ruchu pionowego, po którym następuje ruch poziomy. Następuje to domyślnie po ruchu po rampie i uważamy ją za pierwszą publiczną iterację – będziemy nadal badać ten temat. Więcej informacji na temat tej funkcji możesz znaleźć w informacjach o wydaniu tutaj.
Funkcję tę można włączyć w sekcji Ustawienia drukarki -> Ekstruder dla każdego używanego ekstrudera w nowej sekcji Wznoszenie jałowe. Ustawienia dla każdego filamentu można zmienić w sekcji Nadpisywane ustawienia w Ustawieniach filamentu. Wznoszenie po rampie jest określane przez kąt i maksymalne wznoszenie po rampie:

Musimy jednak podkreślić jedną niezwykle ważną rzecz: wszelkiego rodzaju nitkowanie można łatwo wyeliminować za pomocą bardzo prostej czynności – suszenia używanego filamentu. Przez kilka tygodni prowadziliśmy intensywne testy wewnętrzne i odkryliśmy, że przy prawidłowo wysuszonym filamencie praktycznie nie ma wyciekania/sączenia filamentu z dyszy nawet po dłuższym czasie, a tym samym nie ma nitek. Utrzymywaliśmy dyszę rozgrzaną do 220°C z załadowanym filamentem – nic nie wyciekało z niej nawet po kilku minutach. W rzeczywistości nawet duża dysza 0,6 mm z prawidłowo wysuszonym filamentem może być tak odporna na wyciekanie, że teoretycznie można drukować wielomateriałowe wydruki na XL całkowicie bez żadnego rodzaju stabilizacji ciśnienia czy wieży czyszczącej!
Tak więc, jeśli doświadczasz widocznych nitek na swoich wydrukach, rozważ wysuszenie filamentów (nawet świeżo otwartych) przed dalszym rozwiązywaniem problemów!
Nowe niesamowite materiały już są!
Na wypadek, gdyby Ci to umknęło, właśnie wypuściliśmy cztery nowe niesamowite filamenty rPLA – wszystkie są wykonane z materiałów pochodzących z recyklingu i zawierają unikalne pigmenty na bazie naturalnych składników zebranych z produktów ubocznych przemysłu spożywczego i farmaceutycznego. Czerwone algi, wino, kukurydza, a nawet resztki jedzenia to tylko niektóre z produktów, których używamy, aby nadać naszym filamentom piękne, stonowane kolory, które idealnie komponują się z drewnianymi meblami i nowoczesnymi akcesoriami domowymi. Dowiedz się więcej o procesie i filamentach rPLA w naszym ostatnim artykule tutaj.

Nieustannie poszerzamy również naszą ofertę wysokiej jakości żywic! Najnowszym dodatkiem jest Model Neutral Beige, która jest idealna do wszelkich zastosowań: modelarskich i hobbystycznych, szybkiego prototypowania, odlewania form… można wymieniać bez końca. Naszym celem jest również unikanie chemikaliów o silnym zapachu, zagrażających zdrowiu, o wysokiej toksyczności i mieszanin zawierających bisfenol A, aby nasze żywice były tak łatwe i bezpieczne w użyciu, jak to tylko możliwe.

Na tym kończy się podsumowanie najnowszych osiągnięć Prusa Research. Mamy nadzieję, że znajdziesz coś interesującego w naszych ostatnich premierach! 🙂
Udanego drukowania!
Musisz się zalogować, aby móc dodać komentarz.