






Możemy wydrukować wiele przedmiotów i nie wszystkie z nich muszą być końcowymi produktami. Możemy tworzyć narzędzia, wzorniki, pojemniki… albo formy odlewnicze. Właśnie one będą przedmiotem tego artykułu. Pokażemy odlewanie materiałów takich, jak wosk lub mydło w warunkach domowych, przy użyciu łatwo dostępnych narzędzi.
Naszym celem jest dowiedzenie, że odlewnictwo w formach silikonowych jest dużo prostsze, niż mogłoby się wydawać. Nauczenie się odpowiednich metod wymagało ode mnie kilku prób i błędów, dlatego mam nadzieję, że pomogę Ci oszczędzić trochę materiałów, czasu i wysiłku.
Uwaga: Na poniższych zdjęciach możesz zobaczyć starą płytę z PEI jako podkładkę roboczą. Użyj zamiast niej czegokolwiek innego – nie ryzykuj uszkodzenia sprawnej powierzchni druku 🙂
Materiał na formę
Do stworzenia formy użyjemy dwuczęściowego silikonu kondensacyjnego. W naszym przykładzie użyjemy dostępnego w Czechach produktu zwanego Lukopren N Super, ale w swojej okolicy możesz znaleźć podobne produkty, np. popularny MM922 firmy ACC lub produkty firmy Silikony Polskie.
Lukopren składa się z części A (silikon) oraz części B (utwardzacz/aktywator) i utwardza się w temperaturze pokojowej w ciągu około 24 godzin. Czas utwardzania jest uwarunkowany ilością aktywatora oraz temperaturą otoczenia.
Otrzymana forma będzie mieć stabilny kształt oraz odporność chemiczną i termiczną. Możesz użyć jej do odlewania materiałów takich, jak poliuretan, epoksydy, poliester, gips, cement, wosk, stopy topniejące w niskich temperaturach czy mydło. Silikon nada się do małych, szczegółowych odlewów, jak i dużych, np. rzeźb. Nie wymaga pompy próżniowej, ponieważ ma doskonałą płynność i niską lepkość. Może być zarówno wlewany do formy lub nakładany pędzlem (po dodaniu zagęszczacza), jednak do nakładania pędzlem istnieją lepsze opcje, np. Smooth-on.
Odlewanie metalu zostanie opisane szczegółowo w kolejnym artykule, w którym skupimy się na tworzeniu biżuterii i modeli dentystycznych.
Model
Do otrzymania dobrego odlewu potrzebujemy przede wszystkim dobrego modelu (pozytywu) do stworzenia formy (negatywu).
Zaprojektowanie takiego modelu może być pracochłonne i wymaga sporo cierpliwości oraz przyłożenia uwagi do szczegółów, szczególnie, jeśli stawiasz pierwsze kroki w modelowaniu 3D. Możesz całkowicie pominąć ten etap ściągając model z dostępnych baz, takich jak np. www.prusaprinters.org.
Zwróć uwagę na zwisy – czyli ściany modelu, które mają kąt ostrzejszy niż prosty (90°) względem płaszczyzny podziału formy. Innymi słowy, patrząc na formę z góry, musisz widzieć całą wewnętrzną powierzchnię, bez zakamarków ukrytych “za narożnikiem”. Takie elementy mogą spowodować, że odlewany pozytyw lub finalnie odlewany model utknie w formie. Na szczęście jedną z dużych zalet gumy silikonowej jest jej elastyczność – możesz ją wyginać i skręcać, aby wyciągnąć odlew. Oznacza to, że możemy sobie pozwolić na niewielkie nachylenie powierzchni. Odpowiednio odlany model powinien z łatwością wyskoczyć z formy pod lekkim naciskiem.
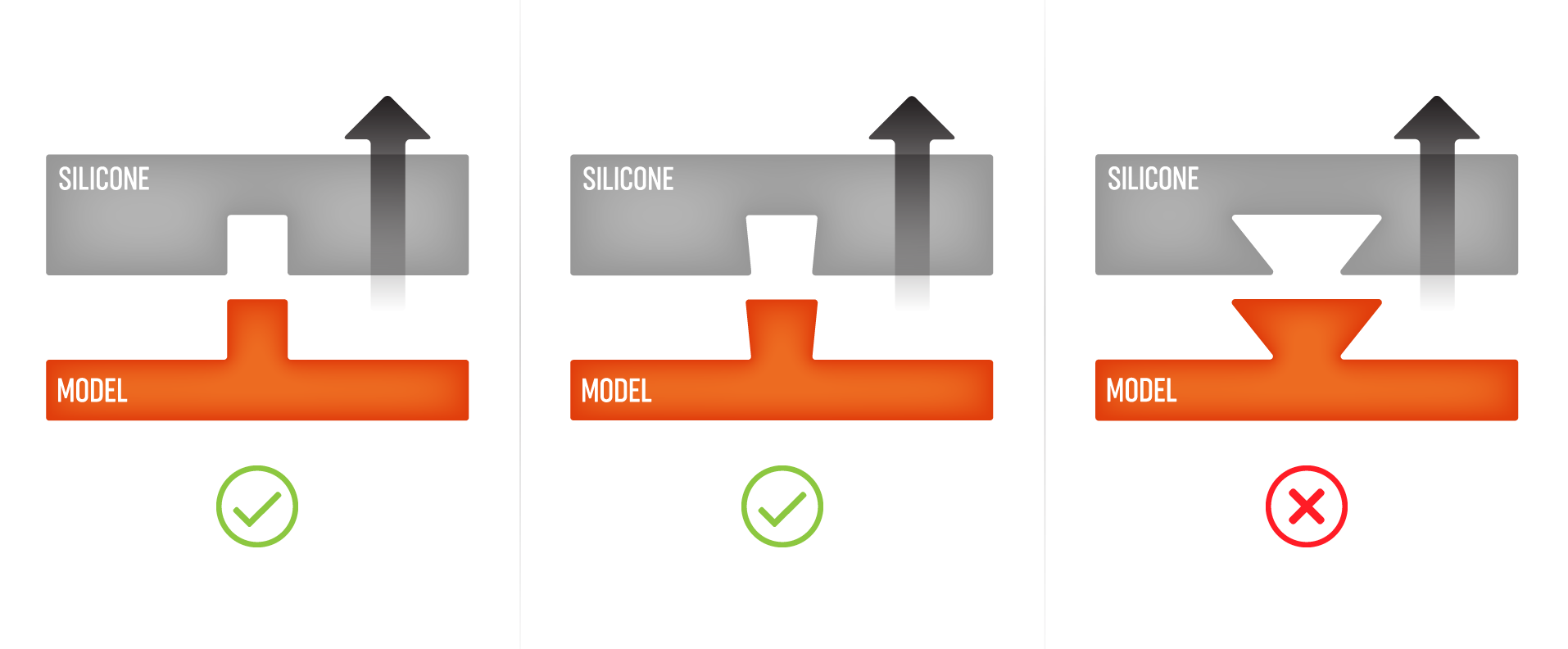
Używając metody „traconego wosku”, nie musimy martwić się zwisami, ponieważ model (pozytyw) nie będzie wyciągany z formy, tylko wytopiony.
Na model dla formy silikonowej nada się każdy nieporowaty materiał. Oznacza to, że możesz użyć wydruków 3D zarówno z żywic, jak i filamentów. Warstwy nie będą stanowić problemu (jeśli chodzi o wyciąganie pozytywu z formy), ale będą oczywiście widoczne w końcowym odlewie. Dlatego druk żywiczny sprawdzi się lepiej – ja użyłem drukarki Original Prusa SL1.
Dla metody traconego wosku dostępne są specjalne żywice odlewnicze, które mogą zostać w całości wypalone/wytopione z formy. Również o tej metodzie napiszemy więcej w kolejnym artykule.
Drukowany pozytyw można łatwiej potraktować jako jednorazowy, w porównaniu do wykonywanego ręcznie. Jeśli zostanie uszkodzony podczas próby wyjęcia go z formy, to możesz po prostu wydrukować nowy.
Obejrzyj dokładnie powierzchnię pozytywu przed użyciem go do przygotowania formy. Pozbądź się wszystkich niedoskonałości powierzchni, resztek podpór, a nawet odcisków palców. Wszystkie te defekty zostaną przeniesione na finalny odlew!

Ostatnie przygotowania do wykonania formy
Przed wykonaniem formy 2-częściowej musimy przygotować płaszczyznę podziału. Kanał wlewowy oraz odpowietrzniki wytniemy później, w gotowej formie.
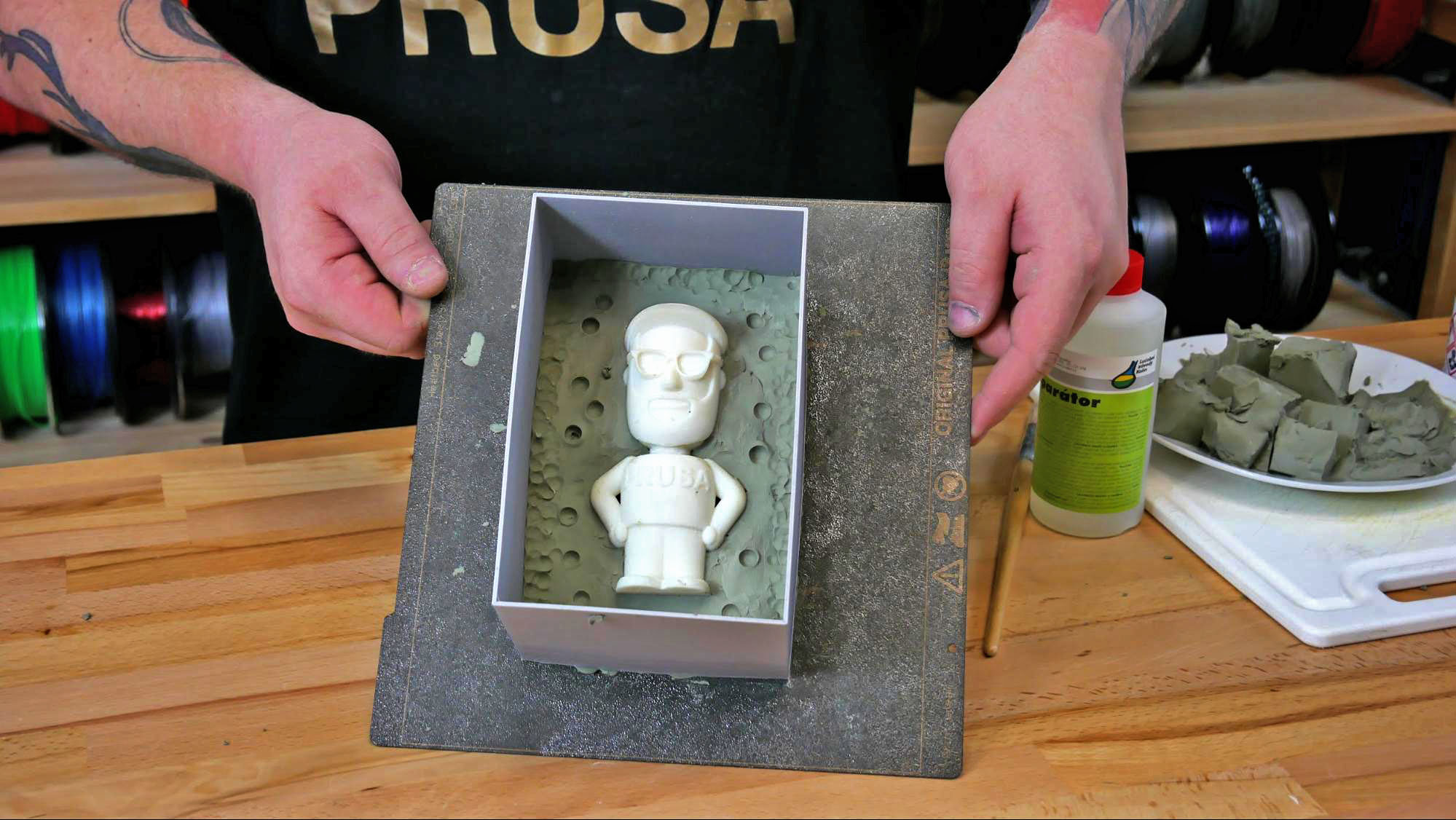
Aby stworzyć płaszczyznę podziału, wciśnij model w glinę (i ewentualnie obłóż jego boki) tak, aby to powierzchnia gliny stanowiła tę płaszczyznę (model nie musi leżeć idealnie poziomo).

Aby równo złożyć ze sobą połówki formy, stwórz tzw. kołki ustalające.

Mogą to być proste zagłębienia wyciśnięte przy pomocy uchwytu pędzla lub wycięte rowki – wszystko, co sprawi, że odbicie tych elementów w drugiej połówce pomoże złożyć je ze sobą zawsze w tej samej pozycji.
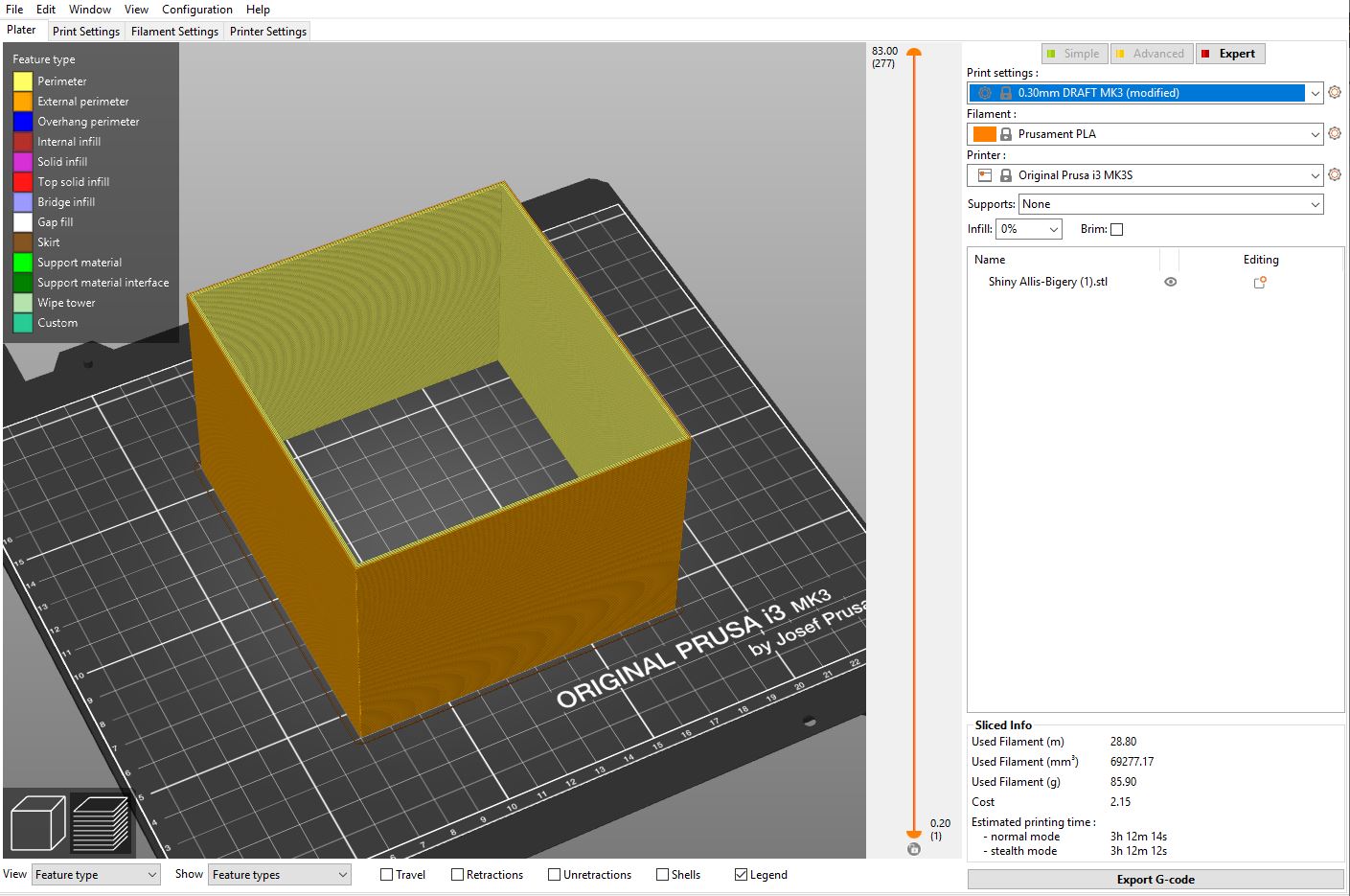
Musimy również stworzyć zewnętrzne ściany naszej skrzyni formierskiej, które nie pozwolą rozlać się płynnej gumie silikonowej. Po zabrnięciu w kilka ślepych zaułków jak klocki Lego lub inne elementy klejone przy pomocy kleju na gorąco, odnaleźliśmy proste, ale nie tak oczywiste (…) rozwiązanie – wydrukowaliśmy ją na naszej Original Prusa i3 MK3S :). 4 obrysy wystarczyły, żeby stworzyć sztywne ściany.
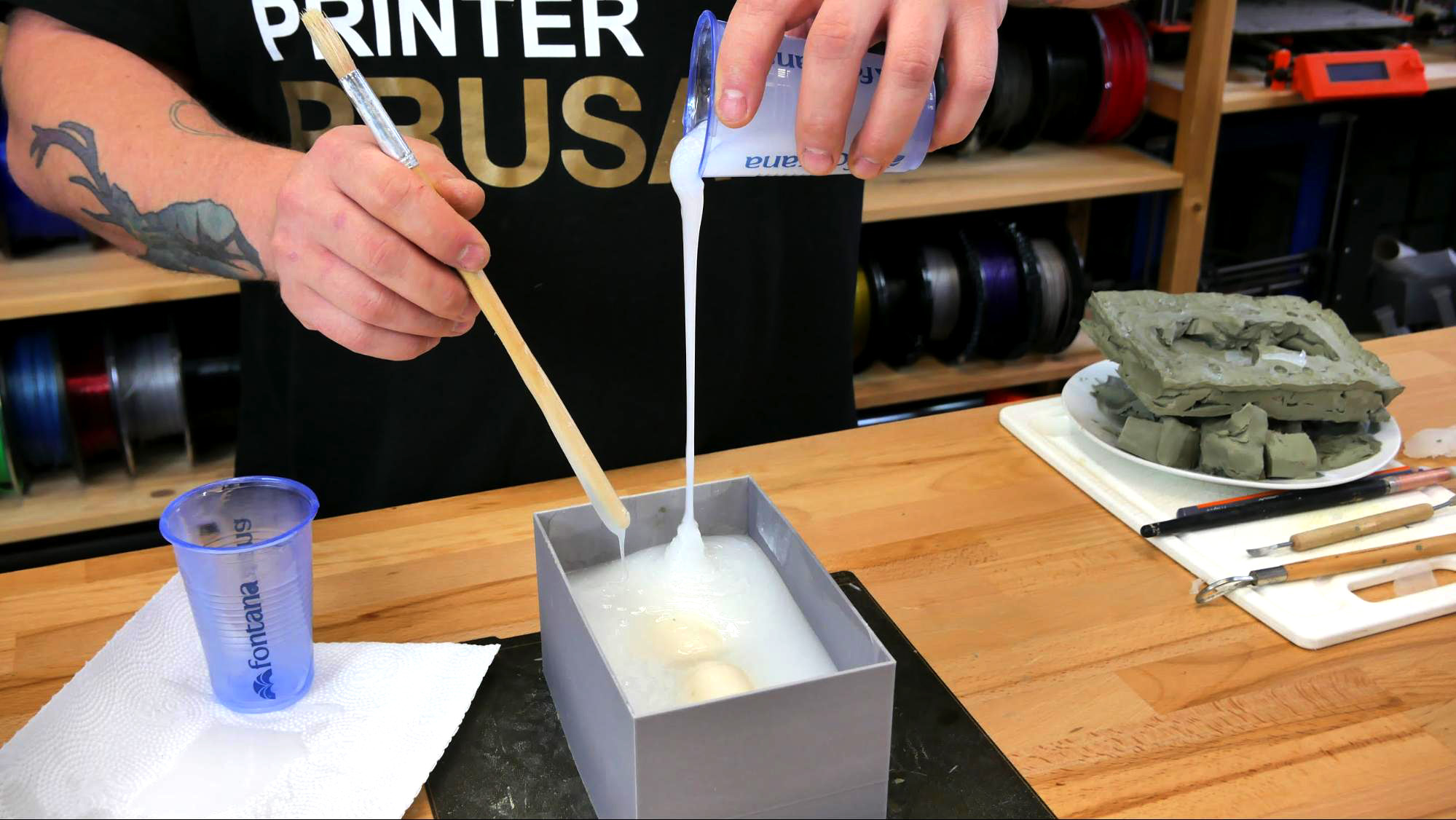
Stwórzmy teraz dolną połówkę formy. Wlej silikon zmieszany z aktywatorem (zgodnie z proporcjami) w narożnik formy z odpowiedniej wysokości (co najmniej 10 cm). Pozwól silikonowi rozlać się swobodnie i wypełnić wszystkie zagłębienia.
Odstaw formę na czas potrzebny do utwardzenia silikonu, następnie wyciągnij dolną połówkę ze skrzynki i ostrożnie wyczyść ją ze wszystkich pozostałości gliny.

Po dokładnym oczyszczeniu pozytywu i formy, pokryj je rozdzielaczem do form, aby górna połówka nie przykleiła się do dolnej. Wlej nową mieszankę silikonu w taki sam sposób, jak poprzednio, aby stworzyć drugą część.

Forma jest już kompletna. Teraz musimy tylko wyciągnąć pozytyw i odłożyć go na bok.
Materiał odlewniczy jest wlewany do formy przez kanał wlewowy. Jego rozmiar jest kluczowy dla jakości odlewu (chyba, że używamy metody odlewania odśrodkowego). Dla większości materiałów, poza metalem, powinien mieć co najmniej 3-5 cm długości. Materiały gęste, gorzej płynące, takie jak gips, beton czy wosk, kanał powinien mieć średnicę co najmniej 3 cm. W pozostałych przypadkach powinien wystarczyć kanał o średnicy 1 cm.

Potrzebujemy także co najmniej jednego kanału odpowietrzającego, aby umożliwić szybszą ucieczkę powietrza z formy. Odpowietrznik powinien być usytuowany tak, aby wychodzić powyżej punktu, w którym kanał wlewowy spotyka się z przestrzenią modelu oraz w miejscach, gdzie mogą tworzyć się poduszki powietrzne. Cechą dobrego odlewu jest również wypełnienie odpowietrzników w pełni materiałem podczas odlewania.

Proces odlewania
Mamy już kompletną formę z kanałem wlewowym i odpowietrzeniem. Weź pod uwagę, że taka forma jest wielorazowa – możesz wykonać w niej 30-50 odlewów, w zależności od tego, jak szczegółowa jest.
Czas na właściwe odlewanie. Ponownie użyjmy rozdzielacza do form, aby pokryć wnętrze formy – zrób to bardzo dokładnie, aby odlew nie przykleił się do niej.
Będziemy odlewać wosk oraz mydło.
Do odlania mydła potrzebujemy je najpierw upłynnić przez podgrzanie. Możesz użyć zwykłej mikrofalówki ustawionej na maksimum przez około minutę (w zależności od mocy urządzenia oraz składu materiału). Dla bezpieczeństwa zalecamy nie zostawiać jej bez nadzoru i zaglądać co ok. 30 sekund.
Owiń obydwie połówki taśmą, aby dokładnie do siebie przylegały. Następnie powoli wlej rozgrzany materiał do formy.


Mydło potrzebuje około 1-3 godzin, aby się utwardzić i zależy to oczywiście od temperatury otoczenia. Możesz włożyć odlew do lodówki, aby przyspieszyć proces.


Tej samej metody możemy użyć do odlania woskowej świeczki. Jedyną dodatkową czynnością będzie wycięcie szczeliny pod knot po przeciwnej stronie kanału wlewowego.

Włóż knot i wlej wosk (ponownie roztopiony przy pomocy mikrofalówki) do formy.
Wosk twardnieje szybciej niż mydło, więc odlew może być wyciągnięty z formy po około 30-60 minutach (ponownie, w zależności od temperatury otoczenia). Upewnij się, że kanał wlewowy jest wypełniony woskiem w całości, ponieważ ten materiał kurczy się podczas stygnięcia.
Podsumowanie
Wytwarzanie form nie jest trudne i pozwala Ci replikować Twoje wydruki przy pomocy różnych materiałów. Możesz nawet uruchomić produkcję małoseryjną!
Życzę powodzenia i, jak zwykle, udanego drukowania!

Jedna odpowiedź na “Formy odlewnicze. Poradnik dla początkujących.“
Musisz się zalogować, aby móc dodać komentarz.