





Vous avez sans doute noté que de nouveaux motifs de remplissage ont été ajoutés à notre nouvelle version de PrusaSlicer (2.3). Désormais, avec une telle quantité d’options, vous vous sentez peut-être même un peu perdu au milieu de toutes ces possibilités. Quel remplissage choisir ? Existe-t-il un motif universel qui fonctionne pour tous les modèles ? Ou bien dois-je en choisir un en particulier dans une situation spécifique ? Voyons ce qu’il est possible de faire en choisissant le bon type de remplissage et en ajustant ses paramètres.
Qu’est-ce que le remplissage et à quoi peut-il servir ?
Dans un premier temps, rappelons rapidement ce qu’est un remplissage et pourquoi il est important. Si vous êtes un pro de l’impression 3D, vous voudrez sans doute passer ce chapitre, mais ça ne peut pas faire de mal de dépoussiérer les bases, pas vrai ?
Les modèles imprimés 3D sont rarement imprimés avec un remplissage de 100% ou complètement creux. Au lieu de cela, nous utilisons une méthode qui remplit l’intérieur d’un objet avec une structure de soutien. Cette méthode aide à solidifier le modèle et empêche la formation d’espaces et de trous à la surface de l’objet. Les modèles solides (remplissage 100%) demandent beaucoup de filament et de temps. Par ailleurs, la plupart du temps, les modèles solides ne présenteront pas de meilleures propriétés mécaniques que les modèles avec un remplissage moins dense. Si vous décidez d’imprimer un modèle sans remplissage, vous prenez le risque de compromettre la surface du modèle – il se peut qu’il y ait de petits espaces et peut-être même de grands trous. Il semble assez évident que la meilleure solution se trouve dans l’entre-deux. Avec de bons réglages de remplissage vous pouvez économiser beaucoup de matériau et de temps mais aussi générer des motifs intéressants sur la surface.
Dans la plupart des cas, il est très peu intéressant de régler une densité de remplissage de plus de 40%. Nos tests ont révélé que le meilleur réglage de densité se trouve autour de 10-20% , et nous avons entré cette valeur dans nos profils PrusaSlicer. 10-20% représente l’équilibre idéal entre la robustesse, la fiabilité d’impression, le temps d’impression et la consommation de matériau. Bien entendu, pour certains objets, un remplissage de 5% (ou moins) peut suffire, surtout les grandes pièces simples imprimées en PLA. Vous obtiendrez une plus grande solidité avec un remplissage de plus de 20%. Néanmoins, le même effet peut être obtenu en ajoutant davantage de de périmètres également (Réglages d’impression/Couches et périmètres). En utilisant des réglages d’impression différents vous pouvez non seulement changer la structure interne et les propriétés mécaniques, mais aussi la vitesse d’impression, la consommation de matériau et la surface de l’objet.
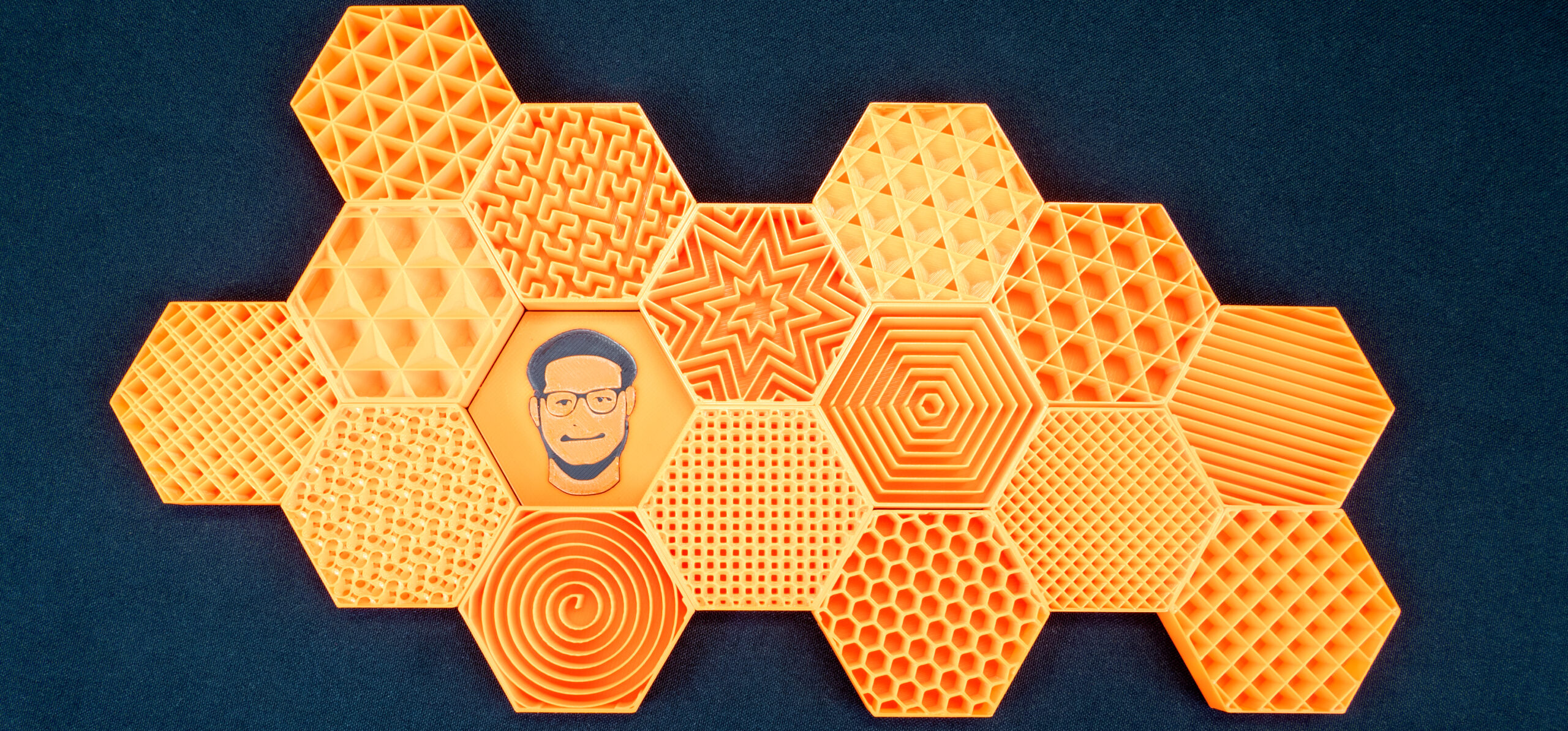
Avant d’aborder les réglages avancés, passons rapidement en revue tous les types de remplissage existants ainsi que leurs propriétés, un par un.
Les types de remplissage et leurs propriétés
La liste des remplissages s’est bien allongée et il peut être difficile de choisir le bon type. Même si vous pouvez avoir l’impression que c’est surtout l’apparence qui les distingue, c’est l’inverse qui est vrai. Par exemple, certains remplissages nous permettent d’économiser beaucoup de matériau et de temps, certains peuvent être remplis par des liquides, etc…
Rectiligne
Le remplissage Rectiligne est l’un des motifs de remplissage de base. Il génère une grille rectiligne en imprimant une couche dans une direction, puis la couche d’après selon un angle de 90°, et ainsi de suite. De cette manière, cela consomme moins de filament et le matériau ne s’accumule pas aux intersections (contrairement à la grille). Ce remplissage d’impression est l’un des plus rapides.
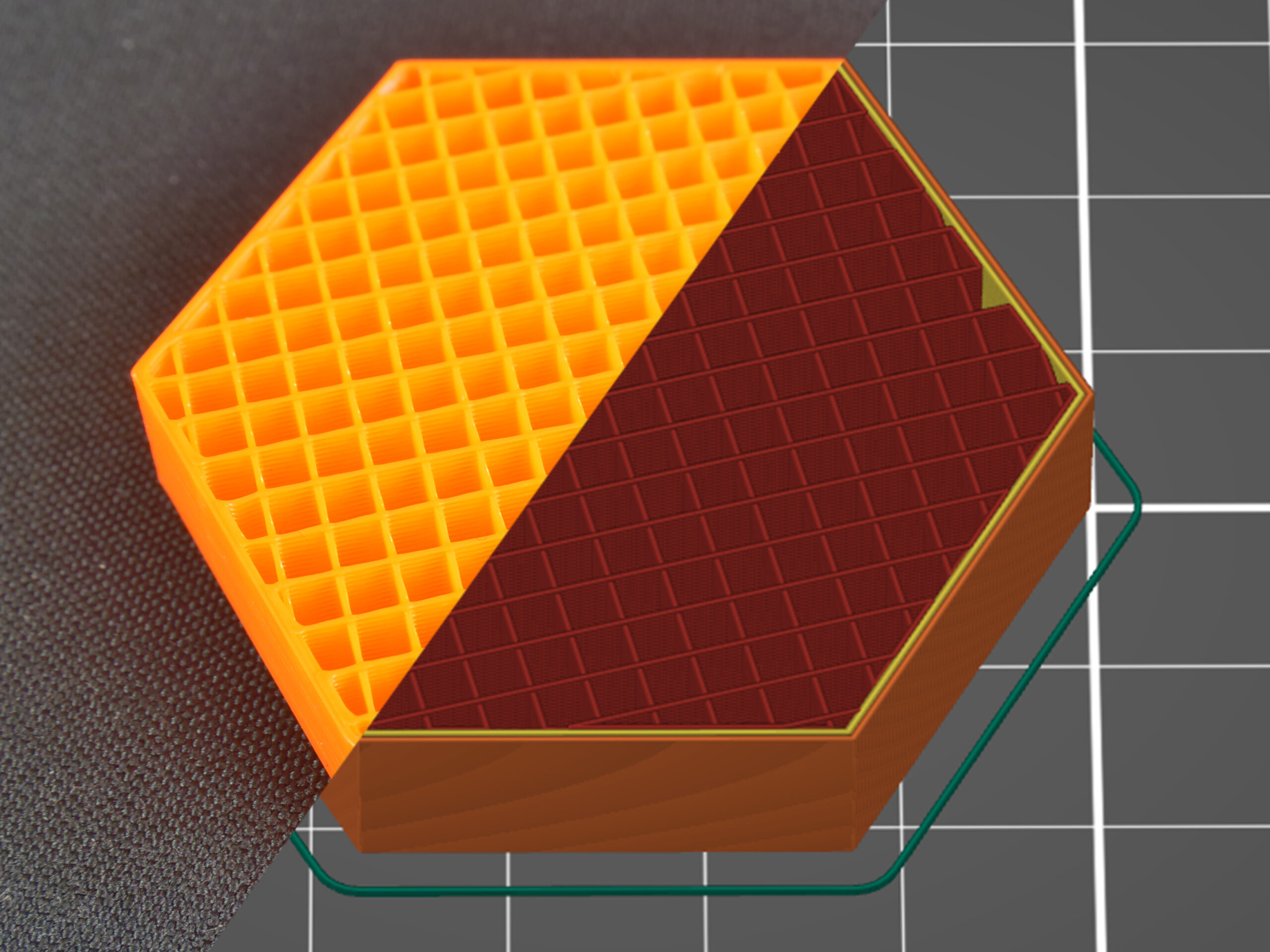
Ce type de remplissage est le seul qui est recommandé pour un remplissage de l’impression à 100%. Si un autre type de remplissage est paramétré dans votre profil et que vous mettez le pourcentage de remplissage sur une densité de 100%, PrusaSlicer basculera automatiquement le type de remplissage sur rectiligne.
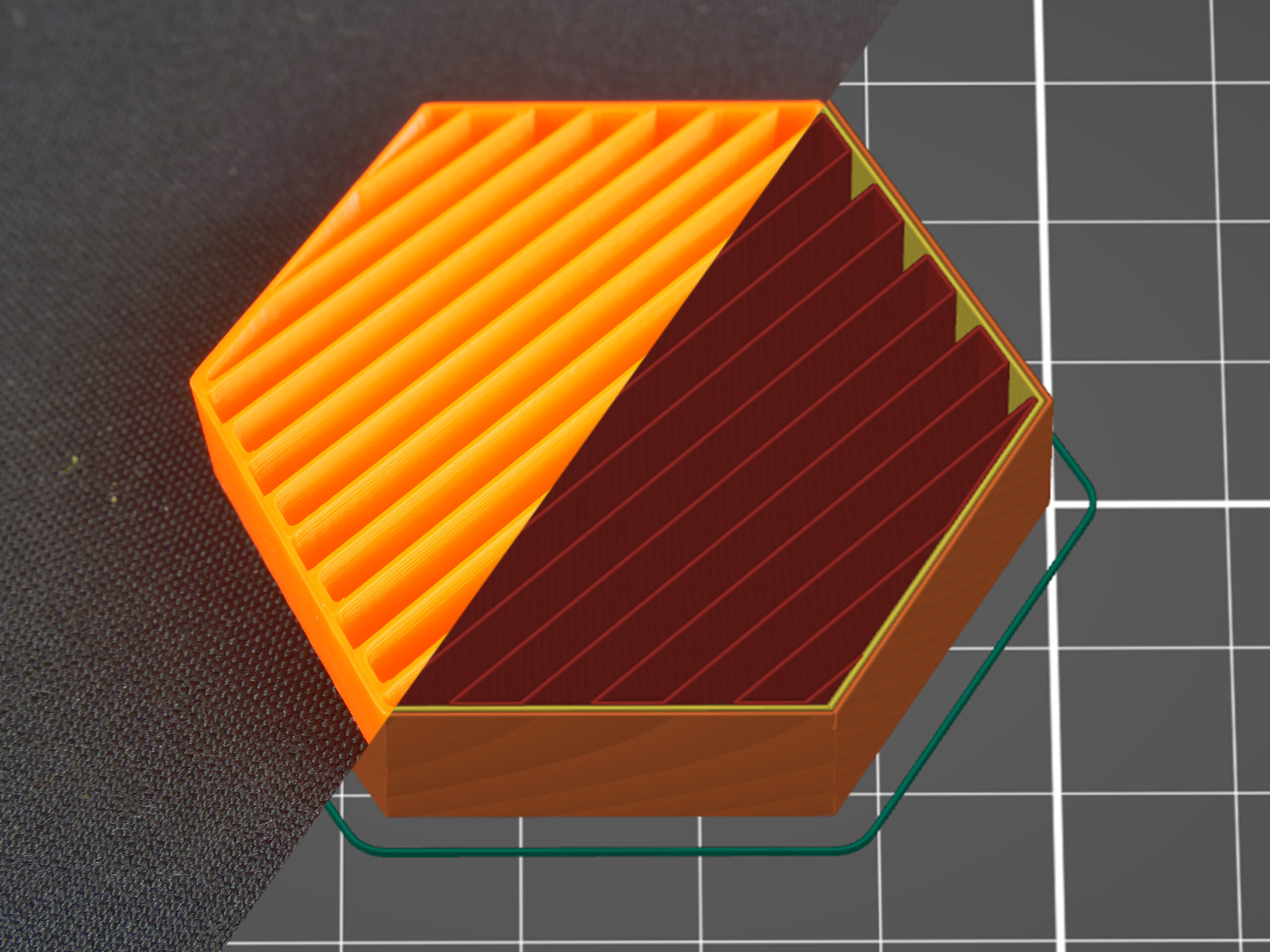
Rectiligne aligné
Ce remplissage est constitué de lignes parallèles tracées dans le modèle, et qui ressemblent aux structures de support externes. Comme le type précédent, ce remplissage permet de gagner du temps, présente une consommation de matériau moyenne, et en plus il n’accumule pas le matériau aux croisements. Néanmoins, l’utilisation de ce remplissage peut être problématique lorsque la direction des lignes dans le remplissage est la même que pour le remplissage de la première couche solide du haut – si elles sont parfaitement parallèles, les couches du haut auront du mal à faire le pontage (bridging).
Grille
C’est l’une des variantes de remplissage les plus simples et les plus rapides. Contrairement au remplissage rectiligne, elle est imprimée dans les deux directions (rotation à 90°) pour chaque couche. Par conséquent, le matériau s’accumule là où les trajets se croisent. Le remplissage en grille est plus solide (et présente une meilleure adhérence de couche) que le remplissage rectiligne, néanmoins, il peut parfois générer des bruits ennuyeux et même un échec de l’impression quand la buse passe sur les intersections où le matériau s’accumule.
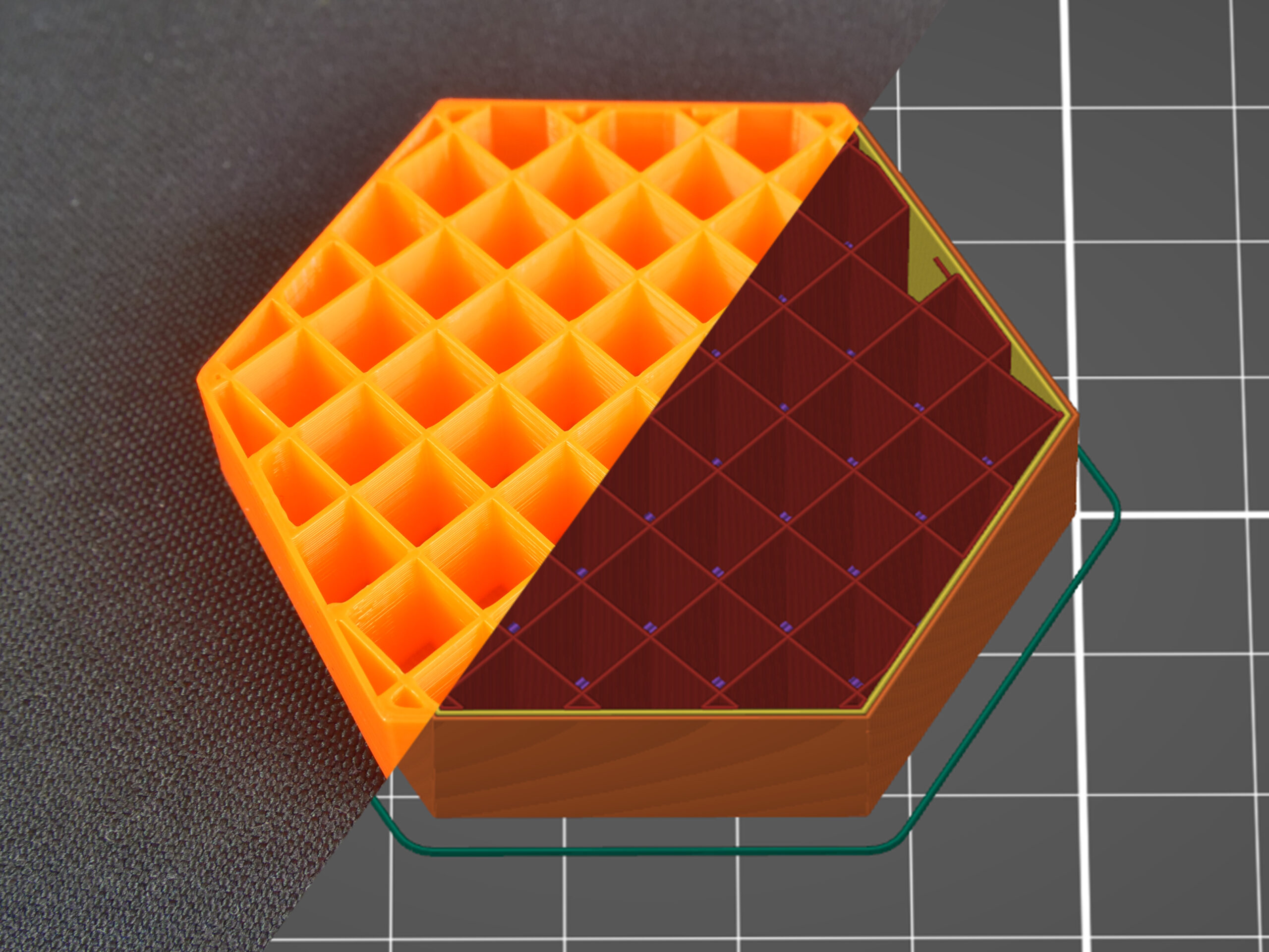

Compte tenu de la façon dont ce remplissage est imprimé, les trajets se croisent et cela provoque une accumulation de matériau à ces endroits. Vous entendrez parfois un son spécifique lorsque la buse atteint ces zones. Cela peut même provoquer l’échec de l’impression.
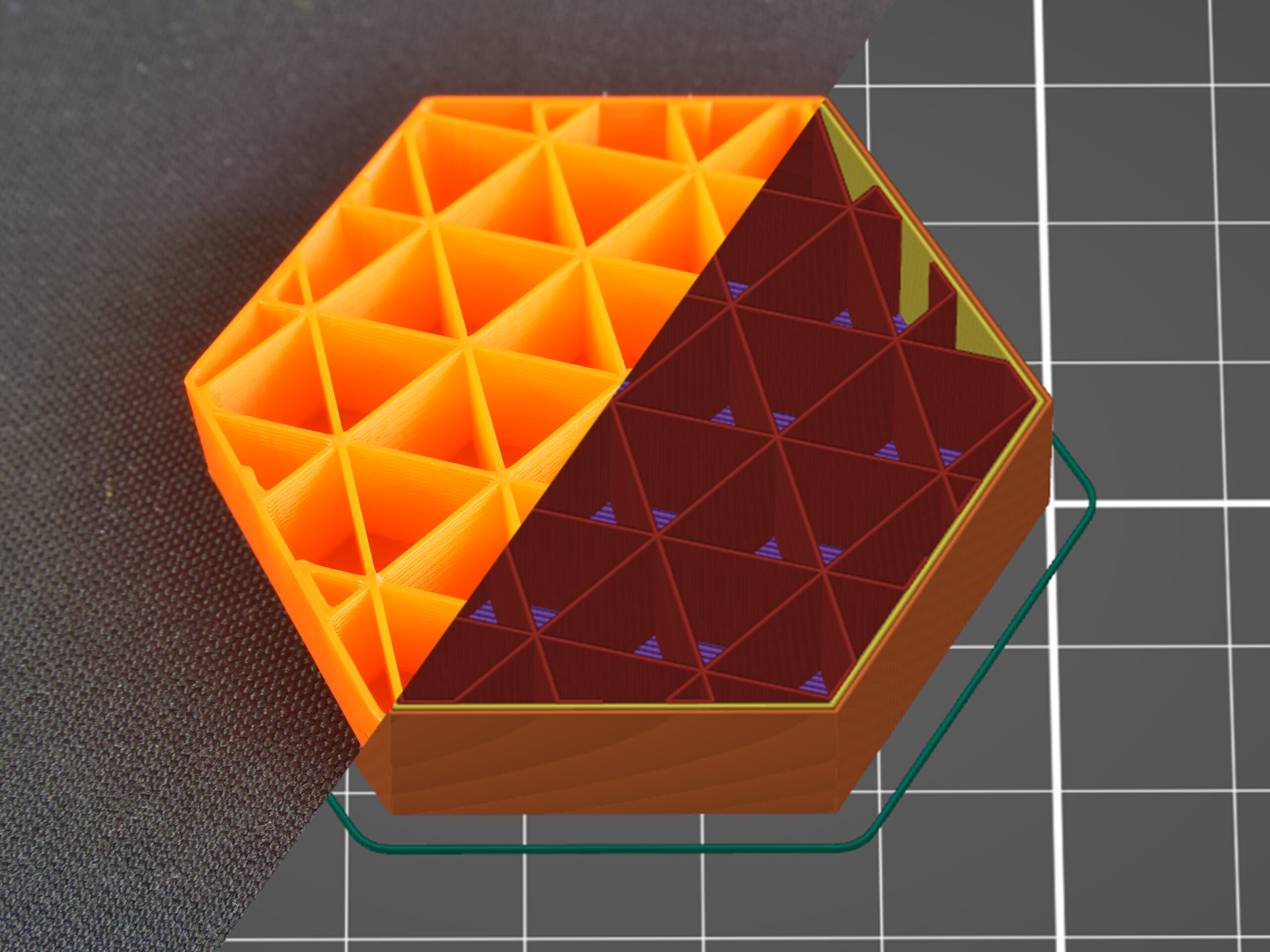
Triangles
Ce remplissage fonctionne comme le remplissage en grille – les trajets se croisent sur la couche, néanmoins, cette fois ils sont imprimés dans trois directions et forment une structure en triangle. La consommation de matériau de de temps sont presque identiques à la grille.
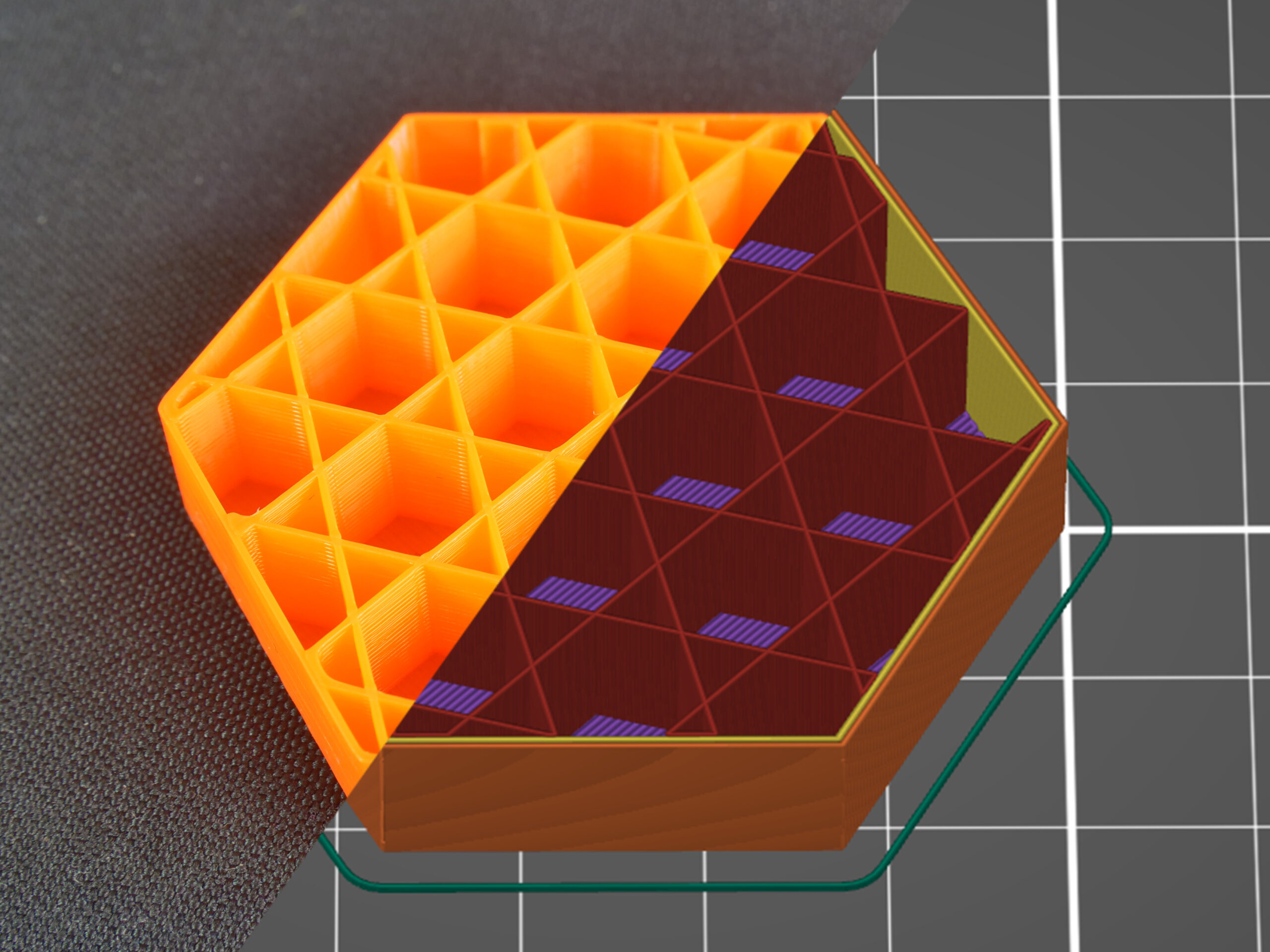
Étoiles
Le remplissage en étoiles est basé sur les triangles mais les trajets sont modifiés pour former des étoiles à six branches. Une fois encore, ce remplissage est généré par des lignes qui se croisent au sein d’une même couche. La consommation de matériau et de temps est la même que celle du remplissage précédent.
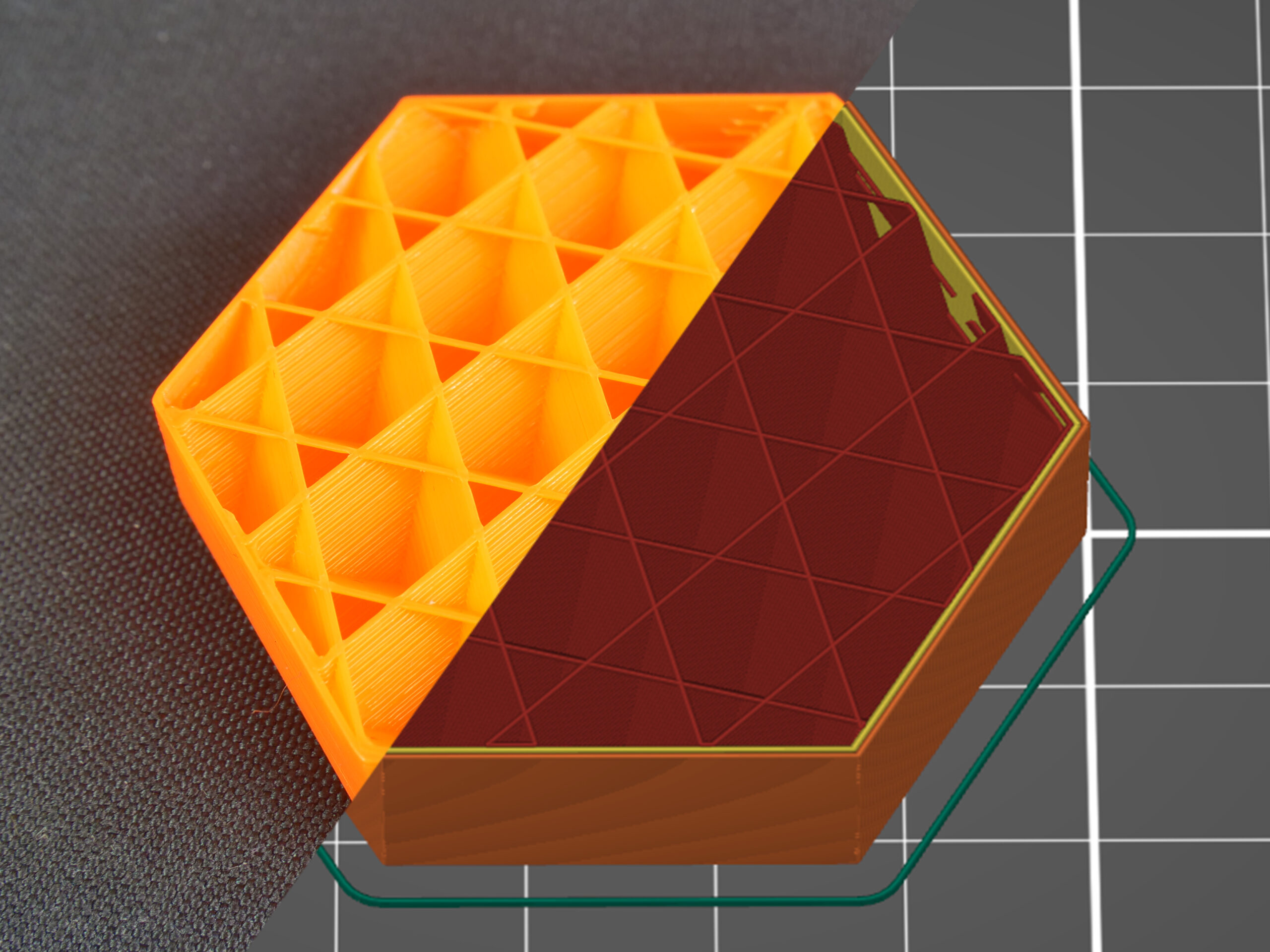
Cubique
Là aussi, il s’agit d’un remplissage dont les trajets se croisent au sein d’une même couche. Néanmoins, contrairement aux remplissages décrits précédemment, il fabrique des cubes dont l’un des coins est orienté vers le bas. De cette manière cela génère une multitude de poches d’air qui peuvent servir à isoler de la chaleur, ou permettre à un objet de flotter sur l’eau (avec des filaments étanches tels que le PETG). Le temps d’impression et la consommation de filament ne diffèrent pas des remplissages précédents.
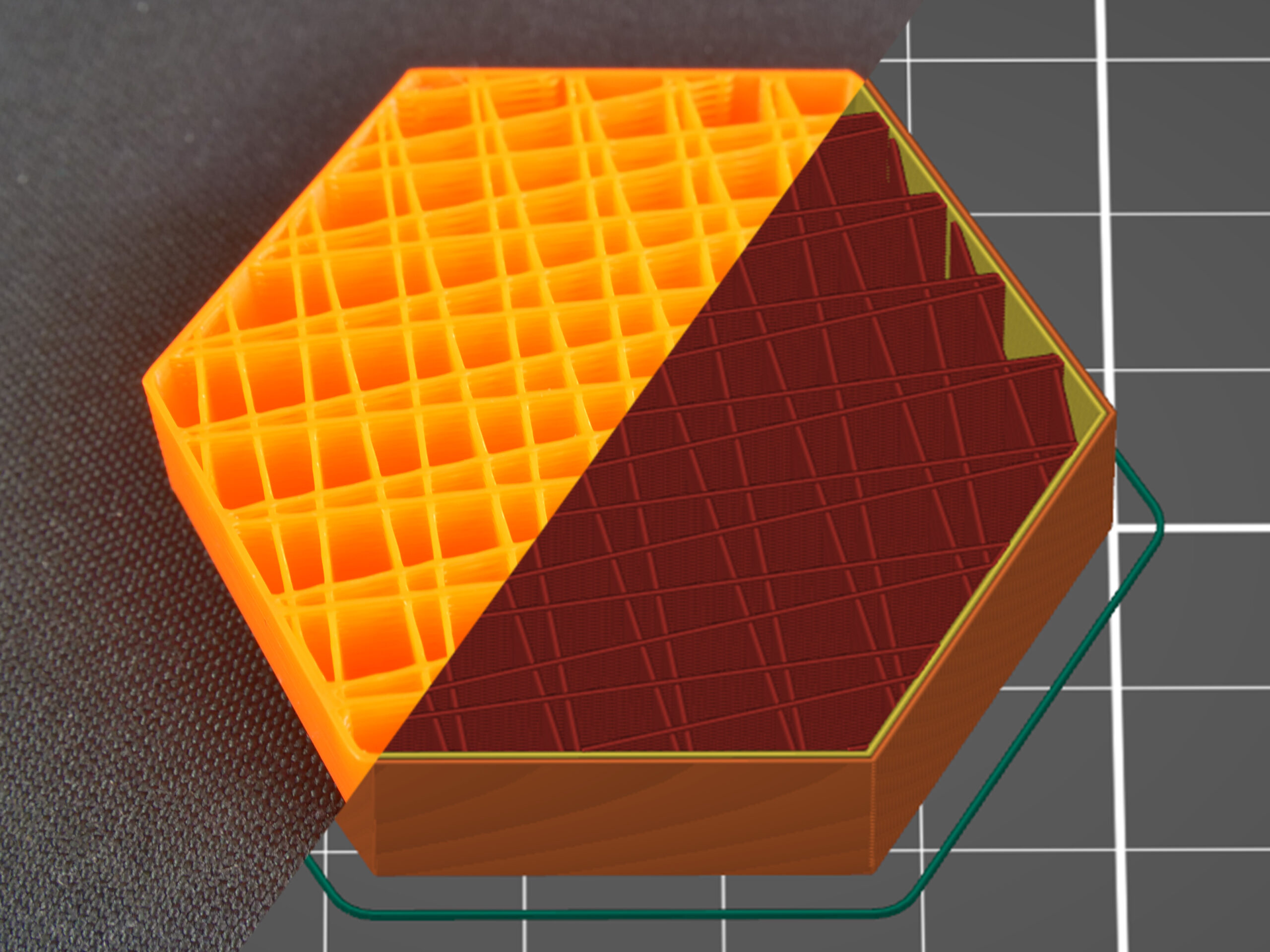
Ligne
Le remplissage en lignes est l’un de ceux qui ne présentent pas d’intersection des trajets sur une couche. Ses trajets sont semblables à ceux du remplissage rectiligne mais ils ne sont pas parallèles les uns aux autres. Au lieu de cela, ils sont imprimés selon un angle aigu. Sans surprise, ce remplissage est similaire au remplissage rectiligne en ce qui concerne le temps d’impression et la consommation de matériau.
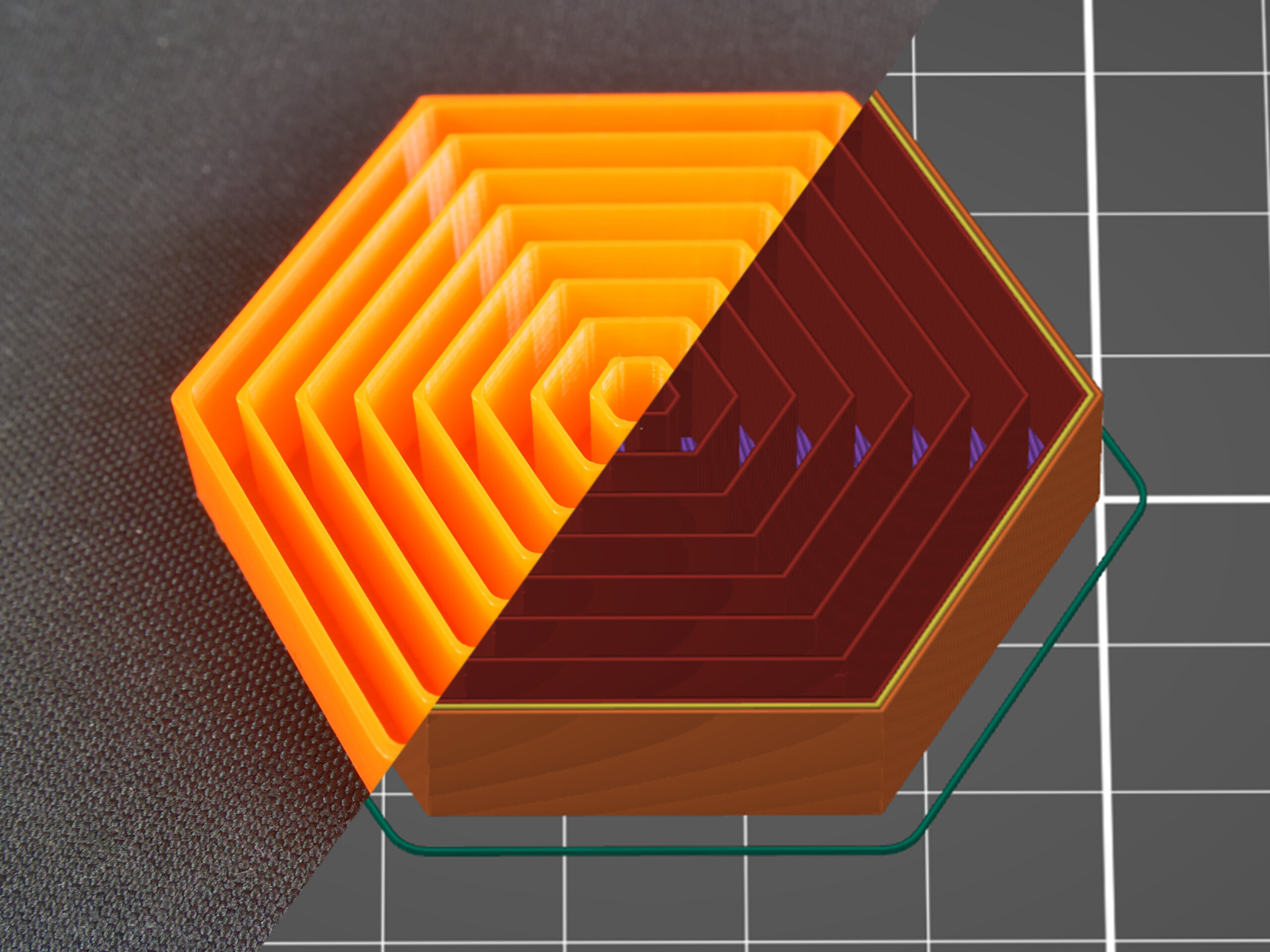
Concentrique
Le remplissage concentrique trace les lignes du périmètre du modèle puis les rapetisse de plus en plus en direction du centre. En d’autres termes : si vous imprimez un cylindre, le remplissage concentrique va générer des cercles concentriques dans ce cylindre. Cela peut être utile pour des pièces transparentes ou des modèles flexibles (des pneus de voiture RC par exemple). Le temps d’impression est le principal désavantage. La consommation de matériau n’est pas plus importante que celle des précédents types de motif de remplissage.
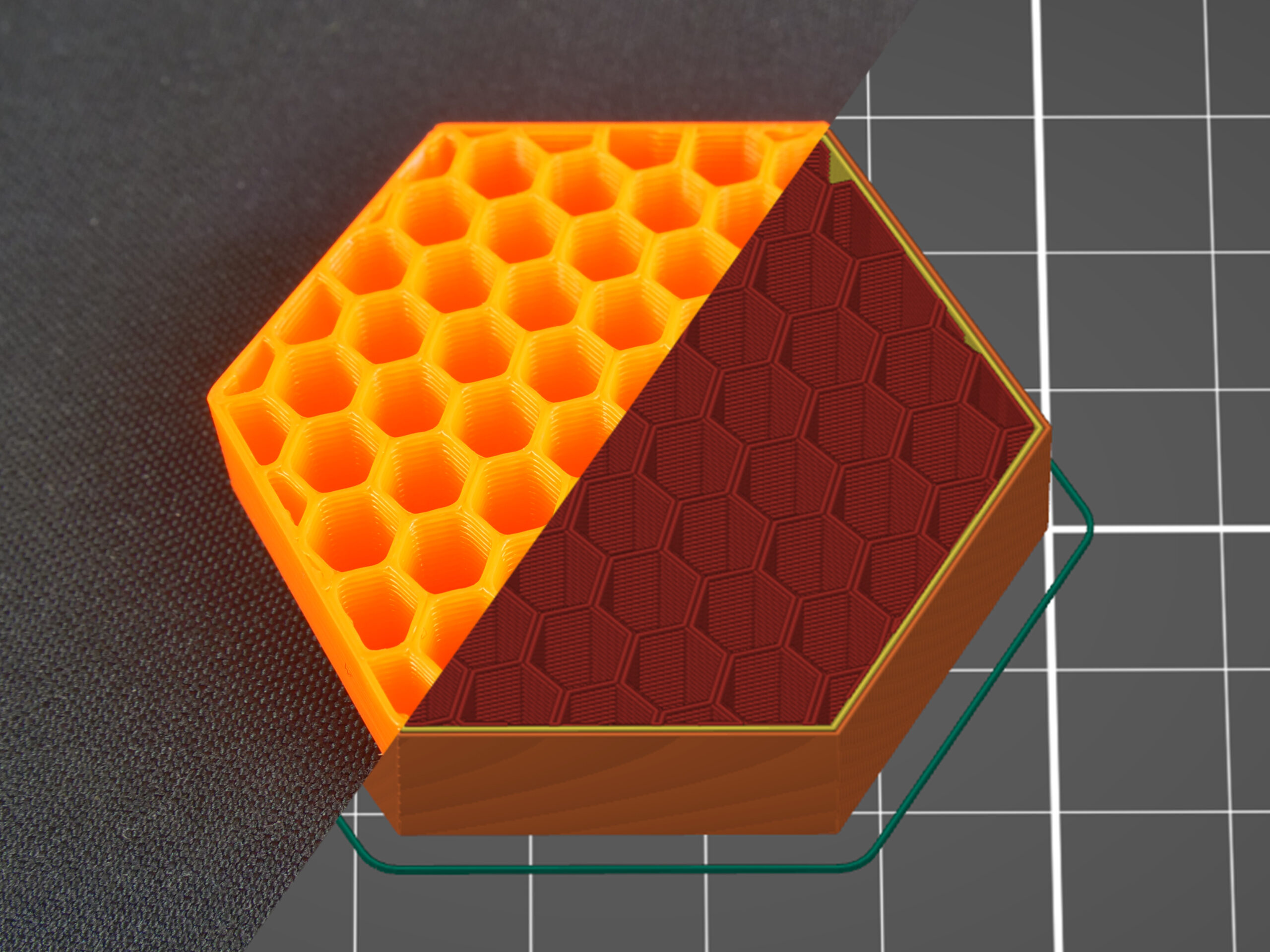
Nid d’abeille
Ce remplissage imprime une grille faite d’hexagones. Son principal avantage est sa résistance mécanique et ses trajets optimisés sans intersection de trajets. Son principal désavantage est sa consommation de matériau importante (environ 25% de plus) comparé aux autres remplissages, et les temps d’impression peuvent être deux fois plus longs par rapport aux options décrites précédemment.
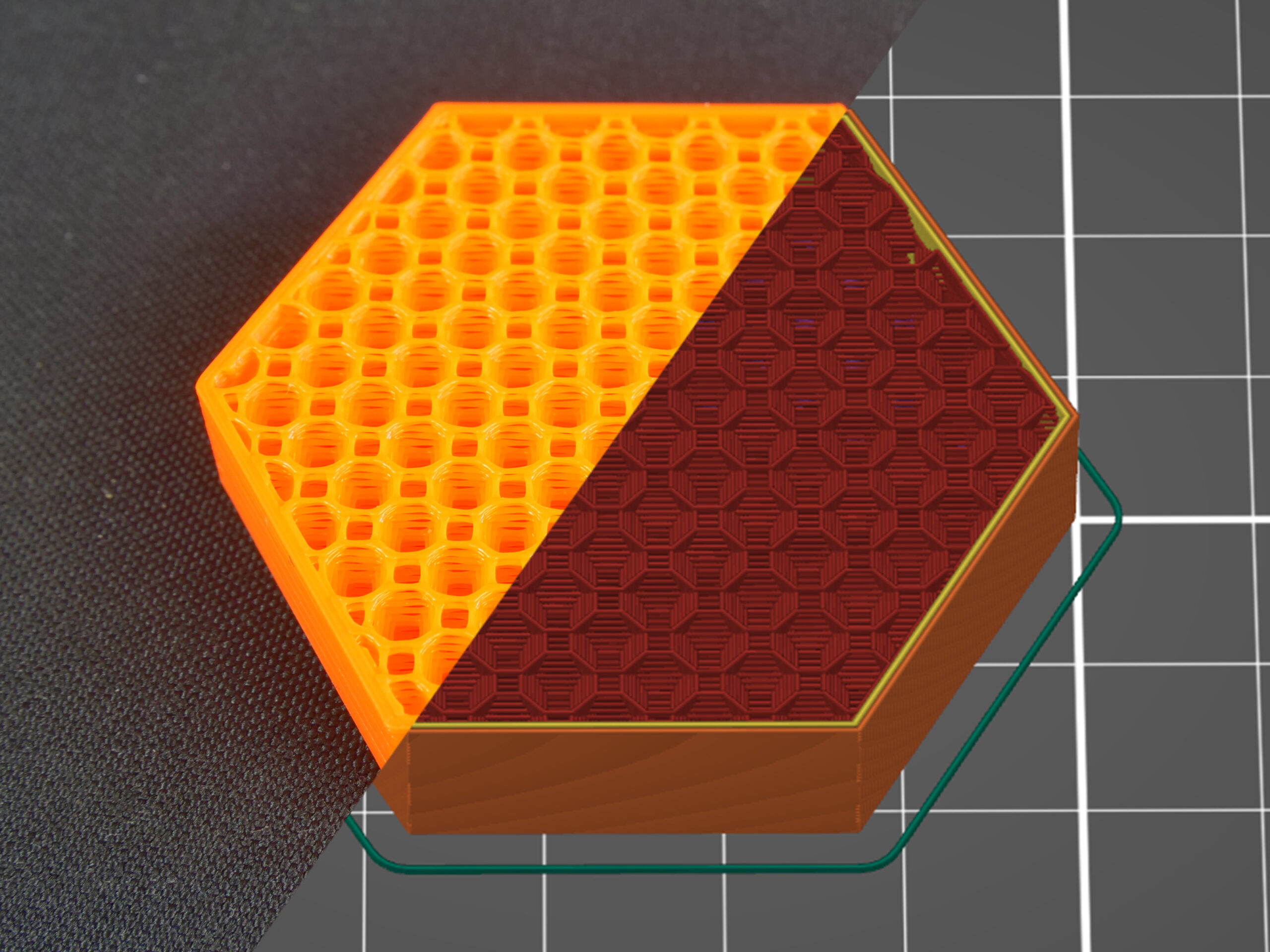
Nid d’abeille 3D
Le nid d’abeille 3D imprime des petits et des grands carrés ainsi que des octogones afin de créer des colonnes dont l’épaisseur augmente et diminue périodiquement. Là aussi, ce remplissage ne présente pas de lignes qui se croisent sur une couche, néanmoins, compte tenu de la façon dont il effectue les trajets, il génère de petits espaces entre les couches. La consommation de matériau et le temps d’impression sont légèrement moins bons par rapport au motif en nid d’abeille normal.
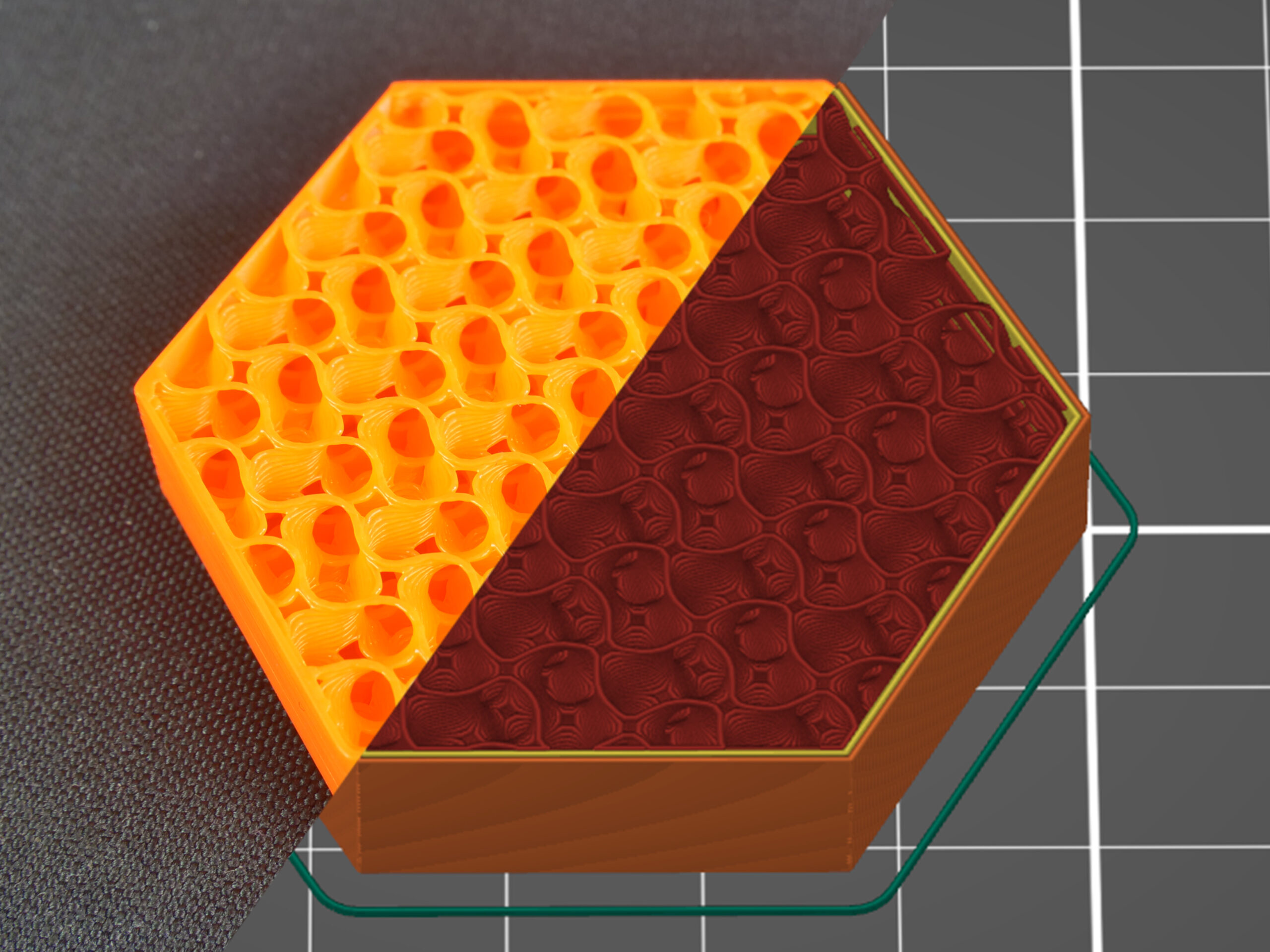
Gyroïde
Le remplissage gyroïde est notre préféré et aussi l’un des meilleurs remplissages. Il s’agit de l’une des rares structures 3D qui procure un très bon soutien dans toutes les directions. En plus son impression est relativement rapide, économise du materiau, ses lignes ne se croisent pas au sein d’une même couche et c’est joli. La forme particulière de ce remplissage permet de le remplir avec de la résine époxy ou tout autre liquide.
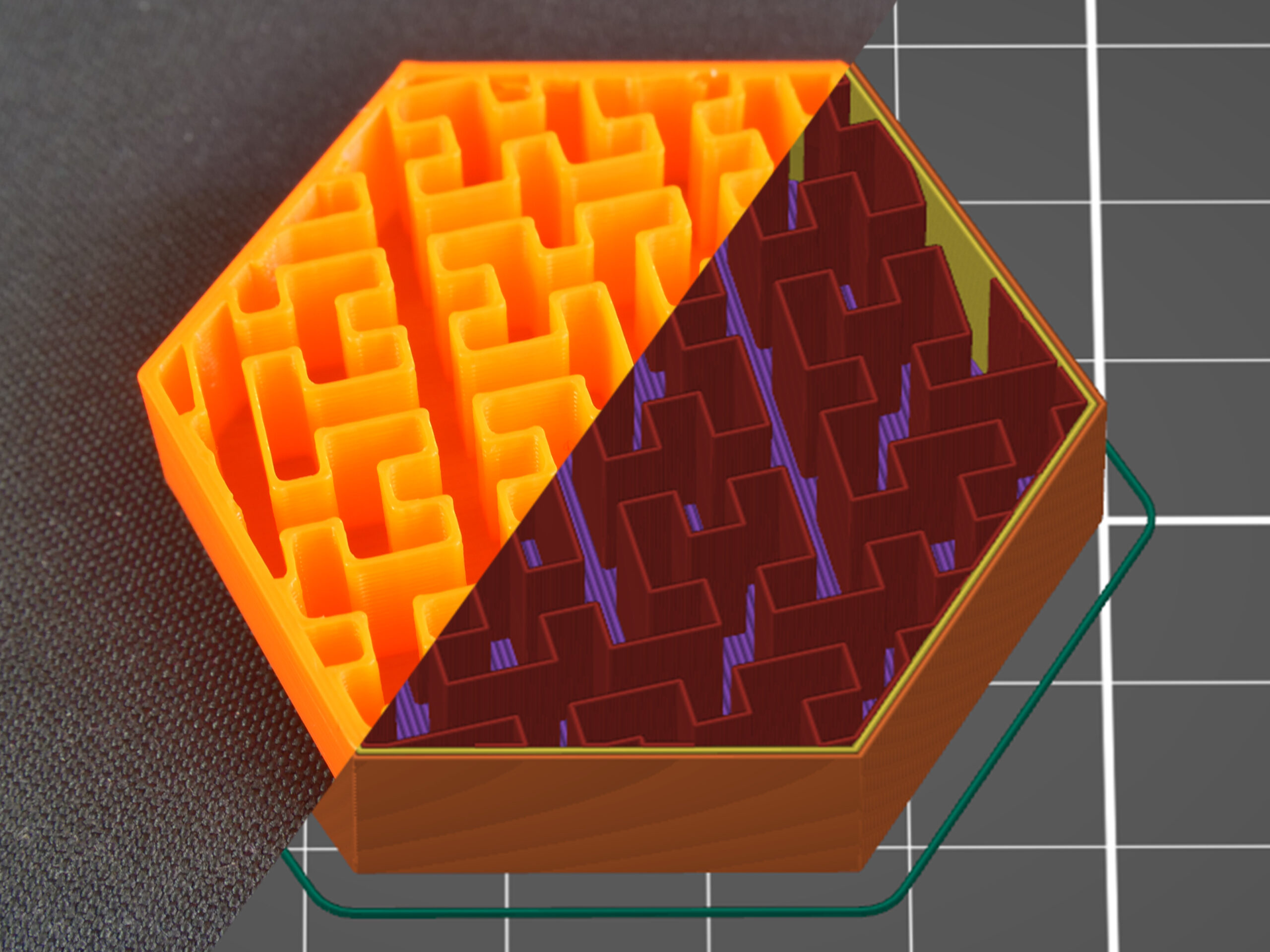
Courbe de Hilbert La courbe de Hilbert dessine un labyrinthe rectangulaire dans le modèle. Le principal avantage de ce remplissage est son apparence originale, de plus il peut facilement être rempli avec de la résine époxy ou un autre liquide – le modèle est séparé en plusieurs grandes cavités, plutôt qu’une multitude de petites « bulles ». Le principal désavantage de ce remplissage est son temps d’impression important, qui se situe entre le nid d’abeille et le remplissage rectiligne. La consommation de matériau de la courbe de Hilbert est identique à celle du remplissage rectiligne.
Accords archimédiens
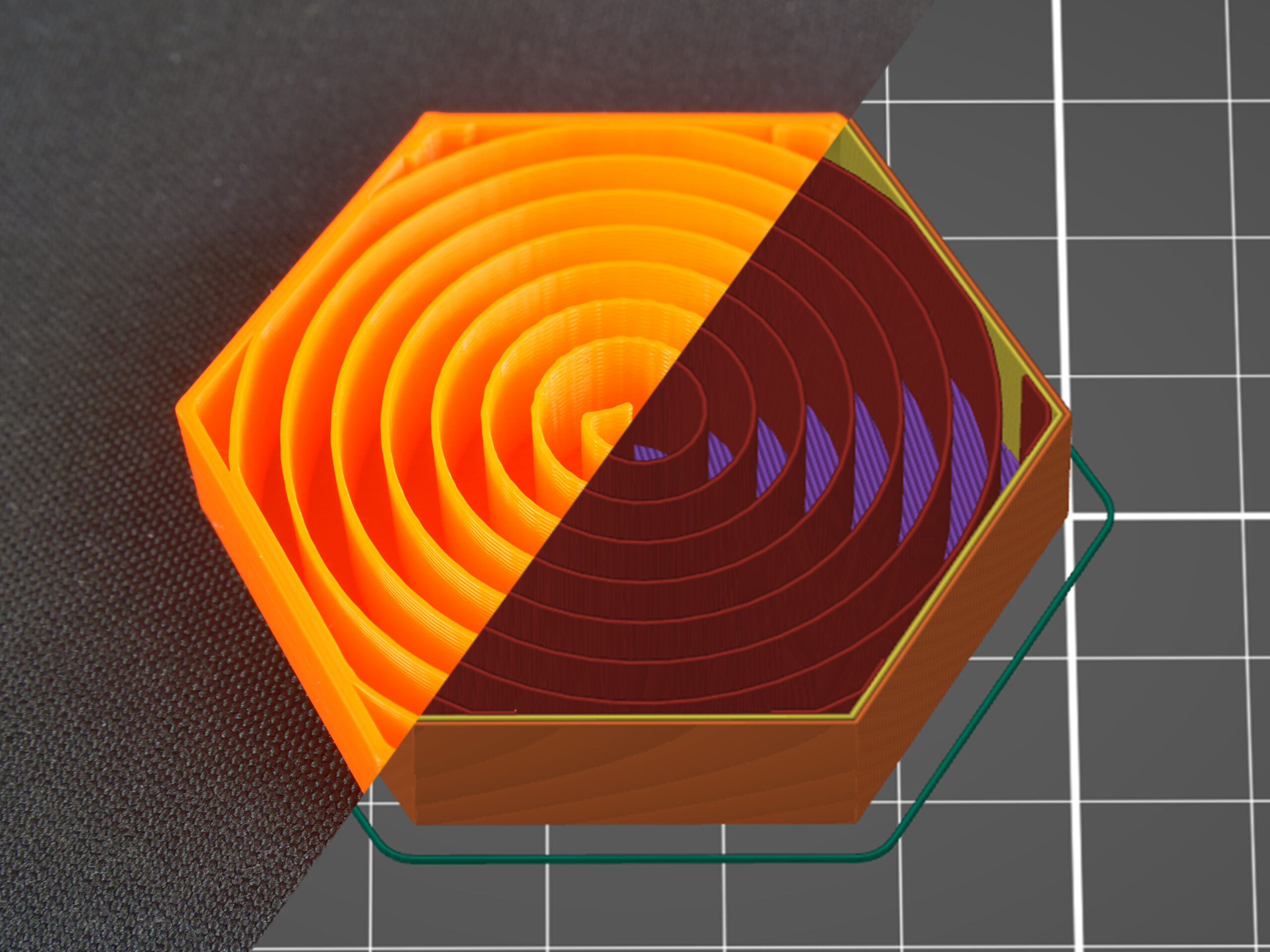
Une fois encore, ce remplissage en forme de spirale permet de remplir avec un liquide plus facilement. Cette forme simple permet d’économiser du matériau et du temps (comparé au remplissage rectiligne). Comme le remplissage concentrique, les accords archimédiens aident à la flexibilité du modèle si vous imprimez avec un filament flexible.
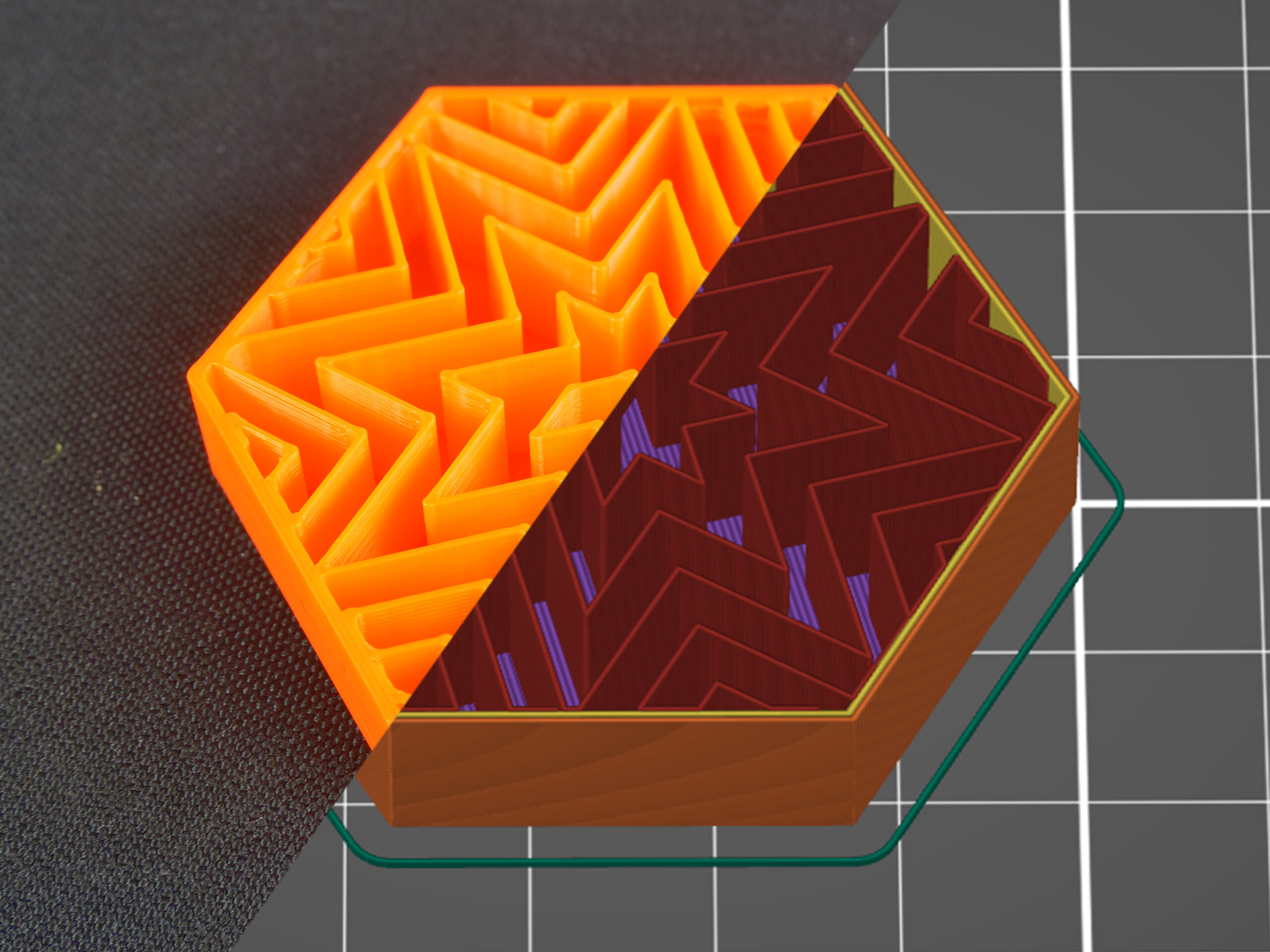
Spirale octagramme Le motif en spirale octagramme permet de remplir l’objet facilement avec un liquide grâce aux grands compartiments générés par ce type de remplissage. La spirale octagramme favorise également la flexibilité de certains modèles. Mais elle surtout intéressante pour des raisons esthétiques et pour le soutien apporté à la couche supérieure. La consommation de matériau est la même que pour les accords archimédiens mais le temps d’impression est légèrement plus long.
Cubique adaptatif
Le remplissage cubique adaptatif fonctionne sur le même principe que le remplissage cubique : il s’agit de cubes dont un coin est orienté vers le bas et où les lignes se croisent au sein d’une même couche. Mais il y a un avantage majeur : Contrairement au remplissage cubique simple, ce motif rend le remplissage plus dense en approchant des bords du modèle, laissant de larges cavités au milieu. La consommation de matériau est environ ¼ moins importante que le remplissage rectiligne.
Le remplissage cubique adaptatif fonctionne en raffinant les cellules d’un octree qui contiennent un objet triangle. Des ancres sont ajoutées à chaque ligne de remplissage. Cela rend le remplissage plus robuste et stabilise le flux d’extrusion au début de la ligne de remplissage. Fondamentalement, ce remplissage devient plus ou moins dense en fonction de la distance de la paroi la plus proche. Ceci est particulièrement utile pour les grosses impressions avec un volume interne important. Il en résulte un temps d’impression plus court et une consommation de filament moins importante tout en conservant un bon soutien des couches supérieures et des propriétés mécaniques identiques.
Support cubique
Le remplissage support cubique fonctionne de la même manière que le précédent, à une différence près : la densité du remplissage augmente seulement dans l’axe Z. Sa fonction primaire est de supporter les couches du haut en économisant le plus de matériau possible, il n’améliore donc en rien les qualités mécaniques du modèle. La consommation de matériau et le temps d’impression de ce remplissage sont de loin les plus intéressants de tous les remplissages pris en charge.
Types de remplissage pour la couche du dessus (et du bas)
Le fait d’éditer un remplissage ne consiste pas seulement à choisir un type de remplissage pour les parties internes de l’objet. Vous pouvez aussi modifier les types de remplissage pour les couches du haut et du bas afin d’obtenir des résultats intéressants. Cela peut être ajusté dans l’onglet Réglages d’impression/Remplissage/Motif de remplissage du dessus (du dessous). Néanmoins, le fait de changer le remplissage du dessus ou du dessous provoque des changements esthétiques et n’améliore en rien les propriétés mécaniques du modèle.
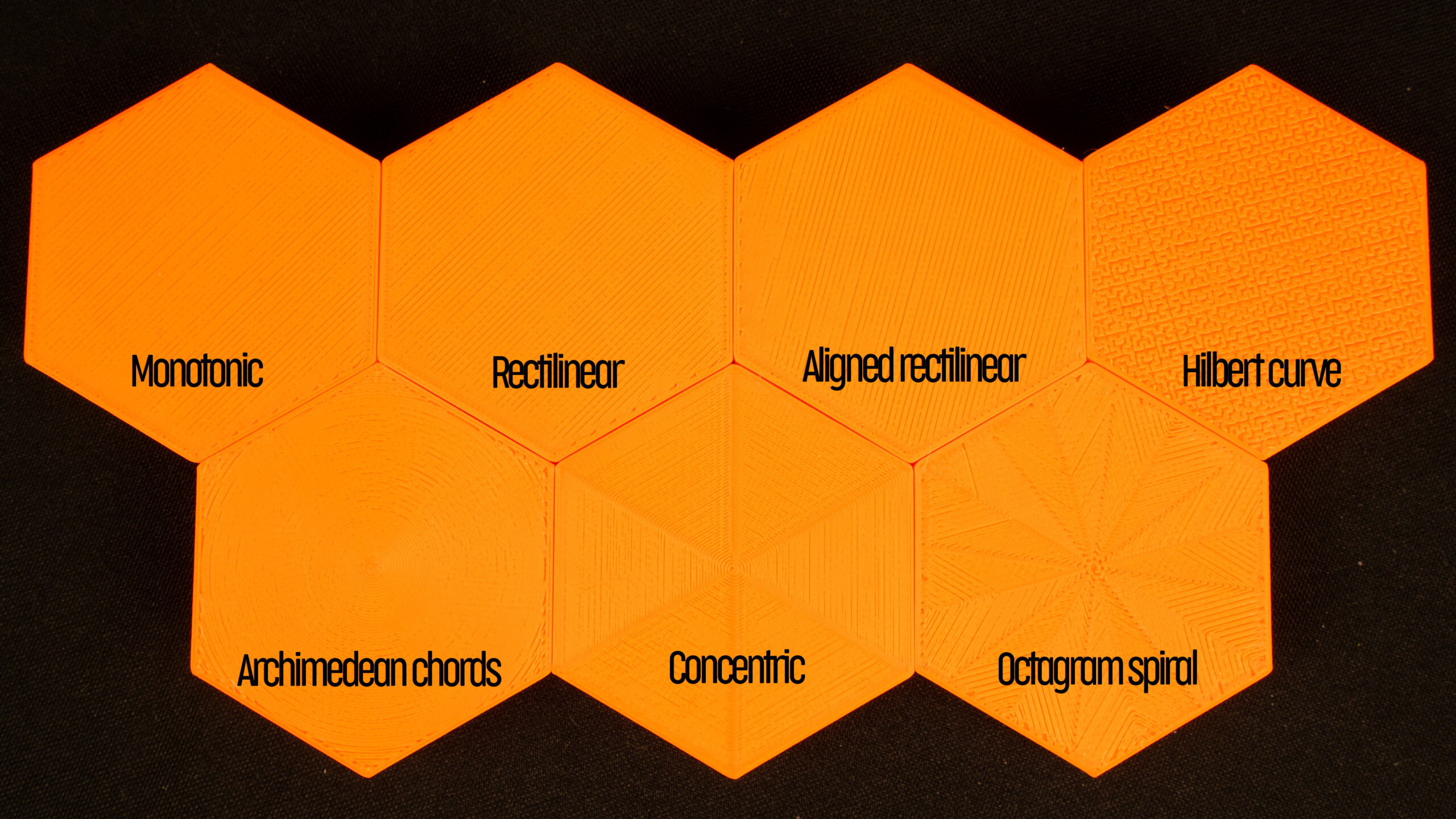
Voici chacun des sept types de remplissage du dessus (et du dessous) imprimés avec un flux de 80% afin de mettre en évidence les motifs.
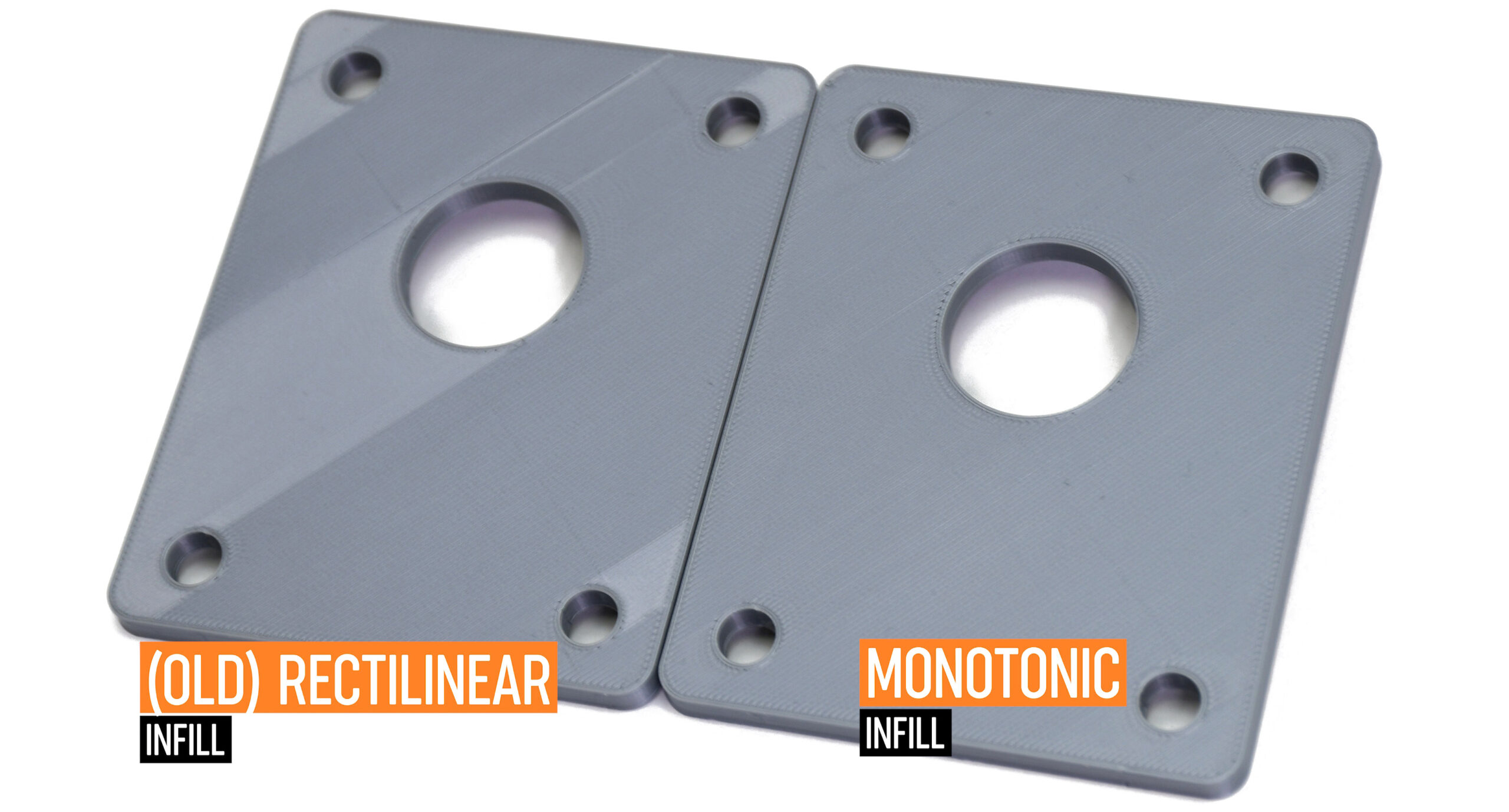
Rectiligne
Une nouvelle fois, il s’agit du type de remplissage du dessus le plus commun (et basique). Les trajets d’impression sont orientés en zig-zag pour toute la couche. Néanmoins, c’est le type de remplissage le plus simple et il ne procure aucun avantage d’aucune sorte (voir le remplissage monotone). Monotone Le motif de remplissage monotone remplit la couche du dessus (ou du bas) avec des lignes parallèles, identiques à celles du remplissage de type rectiligne. Néanmoins, ce remplissage utilise une planification de trajet avancée. Contrairement au remplissage rectiligne, celui-ci est toujours imprimé de gauche à droite, jamais dans la direction opposée. Ce système simple permet d’obtenir un remplissage homogène sans vilaines aspérités. Celles-ci apparaissent en général avec d’autres remplissages lorsque les trajets gauche-droite rencontrent les trajets droite-gauche. Cette méthode en apparence simple est étonnament difficile à intégrer. Nous avons utilisé la variante du Système de Colonie de Fourmis décrite par Raad Salman.
Rectiligne aligné
Ce motif de remplissage fonctionne de la même façon que le remplissage rectiligne mais les dernières couches sur toutes les surfaces sont alignées dans la même direction. Cela peut aider à créer un motif de couche du dessus homogène pour les modèles qui ont des couches du dessus à différentes hauteurs (imaginez un modèle en escalier). Concentrique Le motif de remplissage concentrique copie la forme du périmètre. Si vous imprimez un cylindre, il dessinera des cercles concentriques sur le dessus du modèle. Courbe de Hilbert Il s’agit surtout d’un remplissage esthétique. S’il est imprimé à l’intérieur, le motif Courbe de Hilbert génère des formes rectangulaires, tandis que la couche du haut ressemblera davantage à un panier en osier. Certaines personnes disent que cela ressemble à « des vers ». Ce remplissage augmente significativement le temps d’impression du fait de sa forme complexe. Accords archimédiens Avec les accords archimédiens, la surface qui se trouve le plus au dessus est imprimée en spirale. Ce remplissage peut permettre de gagner du temps lorsque vous imprimez certains modèles. Spirale octagramme Là aussi, ce remplissage a été décrit précédemment. Il est surtout intéressant pour des raisons esthétiques, mais sa forme complexe allonge le temps d’impression.
Réglages avancés.
PrusaSlicer vous permet d’ajuster encore davantage les motifs de remplissage ! Si vous basculez en mode Avancé ou Expert, vous trouverez bien plus de réglages dans l’onglet Remplissage. Voyons donc tous les réglages liés aux remplissages, qu’ils soient dans le mode Avancé ou Expert :
Longueur de l’ancre de remplissage
Le remplissage est généralement connecté aux périmètres avec ce qu’on appelle une ancre, qui consiste en une courte ligne qui constitue un autre périmètre (interne) et qui se transforme en ligne de remplissage. La longueur de l’ancre de remplissage détermine quelle longueur en millimètres de cette ancre sera connectée au remplissage et aux périmètres. Si vous réglez cette valeur sur 0, le remplissage sera imprimé indépendamment sur les périmètres. Une valeur plus haute permettra d’imprimer l’ancre en tant que prolongement du remplissage. L’ancre de remplissage aide à améliorer l’intégrité du modèle et sa solidité. Longueur maximum de l’ancre de remplissage Cette valeur détermine la longueur maximum de l’ancre de remplissage connectant le remplissage aux périmètres.
Lissage
Le lissage permet d’obtenir une surface lisse sur les plans horizontaux – les trajets du filament sont presque invisibles. Comment cela est-il possible ? La buse chaude passe sur la surface une fois supplémentaire mais avec un débit de filament réduit. Le fait d’activer ou de désactiver le lissage, et de choisir ou pas le type de lissage (toutes les surfaces, uniquement la surface la plus au dessus, toutes les surfaces solides) devrait suffire à la plupart des utilisateurs d’imprimantes 3D. Néanmoins, peut-être voudrez-vous ajuster le ratio de flux ou l’espacement entre les passages du lissage. Le ratio de flux est réglé en tant que pourcentage de la hauteur de couche normale, et l’espacement entre les passages du lissage détermine à quelle distance les les lignes parallèles tracées par la buse doivent se trouver les unes par rapport aux autres. Les valeurs de ces paramètres sont réglées sur des valeurs optimales, mais vous pouvez les modifier à votre guise si le résultat ne vous convient pas.

Si vous augmentez le débit, vous risquez d’avoir des résidus de matériau sur la surface. De plus, le passage de la buse sera visible. Un débit moins important, par contre, rendra les passages sur la dernière couche visibles du fait du manque de matériau venant combler les creux. L’espacement entre les passages du lissage A également un impact important sur l’apparence de la couche du dessus. Afin de faciliter l’explication, nous allons faire une comparaison avec un chasse-neige. Imaginons que vous n’utilisiez qu’une partie de la lame du chasse-neige pour pousser la neige – cela va retirer une certaine quantité de neige et aussi dégager une partie de la route. Maintenant, si vous enfoncez complètement la lame du chasse-neige et poussez vers l’avant, vous allez dégager un passage, mais vous allez laisser derrière vous l’excès de neige. Pour avoir davantage d’infos sur le lissage, consultez notre article plus ancien.
Réduction du temps d’impression
PrusaSlicer propose deux méthodes pour économiser du temps et du matériau. La première option permet de combiner le remplissage toutes les X couches. La valeur par défaut est réglée sur 1, c’est à dire que chaque couche de périmètre est imprimée avec une couche de remplissage (1 = ratio de 1 couche de remplissage pour 1 couche de périmètre). Le fait d’augmenter cette valeur à 2 (ratio 2:1) va permettre d’imprimer une couche de remplissage (à la hauteur de couche correspondante) toutes les deux couches de périmètre. Mais gardez à l’esprit que cette valeur ne peut pas être augmentée à l’infini. PrusaSlicer vous laissera entrer une valeur très haute mais seule la valeur maximale qui est physiquement possible sera inscrite dans le G-code. Pour être plus spécifique : Si vous utilisez une buse de 0,4 mm et une hauteur de couche de 0,15 mm, le slicer ne vous permettra pas d’imprimer une couche de périmètre moins souvent que deux couches de périmètre. Sinon le remplissage serait imprimé dans le vide. Mais si vous imprimez avec une hauteur de couche de 0,05 mm (buse de 0,4 mm), vous pouvez combiner le remplissage toutes les 6 couches (la hauteur de couche maximum est de 0,3 mm).
La seconde méthode pour économiser du temps (et du matériau) consiste à imprimer du remplissage seulement là où il en a besoin. Par exemple, si vous imprimez une sphère, cette fonction ne génèrera qu’une colonne de remplissage au centre afin de soutenir d’éventuels surplombs. Le principal désavantage de cette fonction est la faible résistance à l’impact du fait du manque de remplissage dans certaines zones du modèle.
Avancé
Ces réglages de remplissage sont vraiment des paramètres avancés et la plupart des utilisateurs d’imprimantes 3D n’en auront vraisemblablement jamais besoin. Néanmoins, il y aura peut-être quelques situations où vous voudrez les ajuster, donc voyons ce qu’ils permettent de faire :
L’impression d’un remplissage solide toutes les X couches peut être pratique lorsque vous voulez améliorer la solidité d’un modèle (le fait d’augmenter le nombre de périmètres fonctionne mieux, cela dit) ou pour diviser le remplissage en cavités multiples afin de permettre à un objet de flotter sur l’eau. Cette fonction permet simplement l’impression d’un remplissage solide à intervalles réguliers.
L’angle de remplissage fait pivoter le motif selon l’angle choisi.
Le seuil de zone avec remplissage solide est surtout pratique pour les petites pièces ou celles qui sont complexes. Grâce à ce réglage, vous pouvez déterminer comment les grandes et petites cavités du modèle seront comblées avec un remplissage à 100%. Cela peut aider à rendre les petites pièces plus solides.
L’angle de pontage est calculé automatiquement par PrusaSlicer. Si vous laissez 0°, PrusaSlicer choisira la meilleure valeur. Néanmoins, vous pouvez la changer manuellement si vous le souhaitez. Pour imprimer avec un angle de pontage égal à 0° il faut en fait régler sur 180°.
La rétractation seulement lorsque les périmètres se traversent peut réduire un peu le temps d’impression et augmenter l’intégrité du remplissage. Le fait de désactiver les rétractions va accroitre les écoulements de filament non-visibles (cachés dans le modèle). Les rétractations resteront activées pour les périmètres.
L’impression du remplissage avant les périmètres peut parfois être utile pour l’impression de surplombs où les périmètres n’ont rien à quoi se rattacher. Néanmoins, le remplissage peut impacter négativement la qualité de la surface externe. La seconde utilisation de cette méthode concerne les MMU2s, pour lesquelles le nettoyage des couleurs se fait plus efficacement – la couleur est nettoyée dans le remplissage et le périmètre est imprimé avec une couleur nette.
Voilà qui conclut notre voyage dans le monde des motifs de remplissage. Nous proposons nos propres profils PrusaSlicer testés par nos soins avec des valeurs ajustées, qui devraient fonctionner pour la plupart des utilisateurs. Néanmoins, si vous pensez que vos impression ne sont pas 100% parfaites, ou si vous avez envie de faire des expériences, n’hésitez pas à jouer sur les valeurs. Un bon moyen de comparer vos résultats consiste à imprimer un modèle de test et d’examiner comment les valeurs ajustées ont affecté le résultat. Si vous voulez faire des progrès en matière d’impression 3D, le fait de jouer sur les remplissages est vivement recommandé – vos modèles seront plus beaux, plus résistants et vous pourriez même leur découvrir de nouveaux usages, car certains remplissages améliorent par exemple les capacités de flottaison des modèles imprimés. Donc allez-y, amusez-vous et comme toujours : Bonnes impressions !
c’est parfait tout ca, bravo !
est ce qu’il est possible de laisser le remplissage libre à l’intérieur d’une pièce en U par exemple.
je n’ai pas besoin d’avoir le périmètre interne et ca serait cool de voir l’intérieur de l’impression dans ma pièce en forme de U 🙂